TixCrFeCoNiAl多组元固溶体合金系的力学性能及其强化机+
5期周云军等:Ti。CrFeCoNiAl多组元同溶体合金系的力学性能及其强化机制463
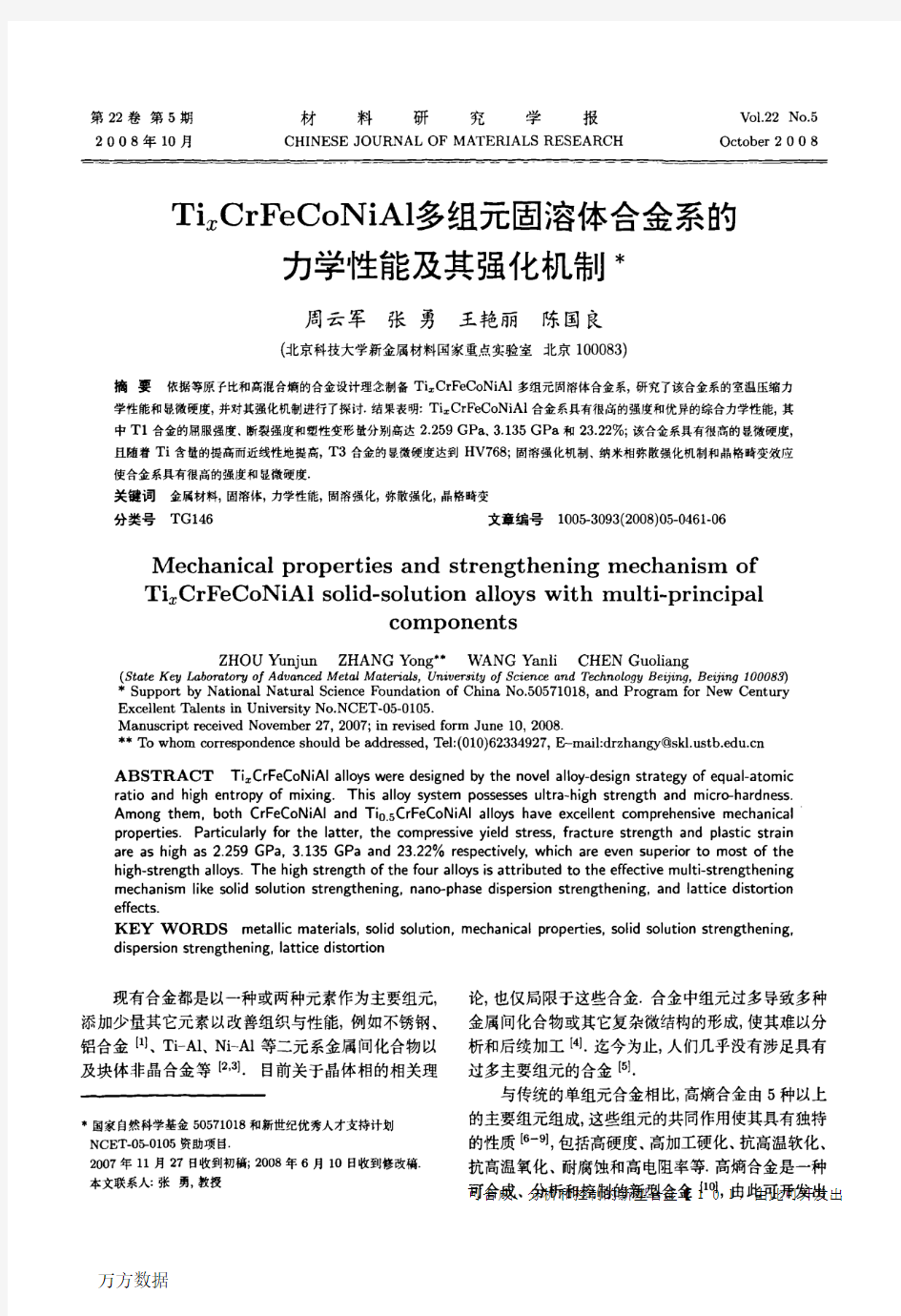
曲线(图1),可得该合金系的各项力学性能参数随Ti含量的变化趋势(图2),以及常温下合金系的压缩力学性能(表3).可以看出:四种合金都具有极高的强度,其屈服强度均大于1.5GPa,断裂强度均超过2.5GPa,合金呈现很大的加工硬化;随着Ti含量的提高,合金系的塑性下降,其真应变由TO合金的26.92%逐步下降到T3合金的5.34%;TO、T1合金具有优异的综合力学性能,T1合金的屈服强度、断裂强度分别高达2.259GPa、3.135GPa,塑性真应变量则达到23.22%,其综合力学性能可与大多数已公开报道过的高强度合金如块体非晶合金相媲美.
从图3中TO合金的断裂面上可看到明显的河流状花样、解理台阶和二次裂纹,表明其断裂形式为典型的准解理断裂;在T1断裂面上存在大量的短而
表3Ti。CrFeCoNiAl合金系常温下压缩特性
Table3Compressivemechanicalpropertiesatroomtemperature
AlloyE/GPaay/GPa(Tmax/GPage|%Cp|%Note:E,Youn97Smodulus;盯y,yieldstress;盯max,fracturestrength;£e,elasticstrain;£p,plasticstrain
图3Ti。CrFeCoNiAI合金系压缩断口SEM形貌
Fig.3SEMimagesofcompressivefracture
surface:(a)TO,(b)T1,(C)T2,(d)T3
材料研究学报22卷
’/,.
//
/
/
/
/
-,
0.00.51.01.5
X
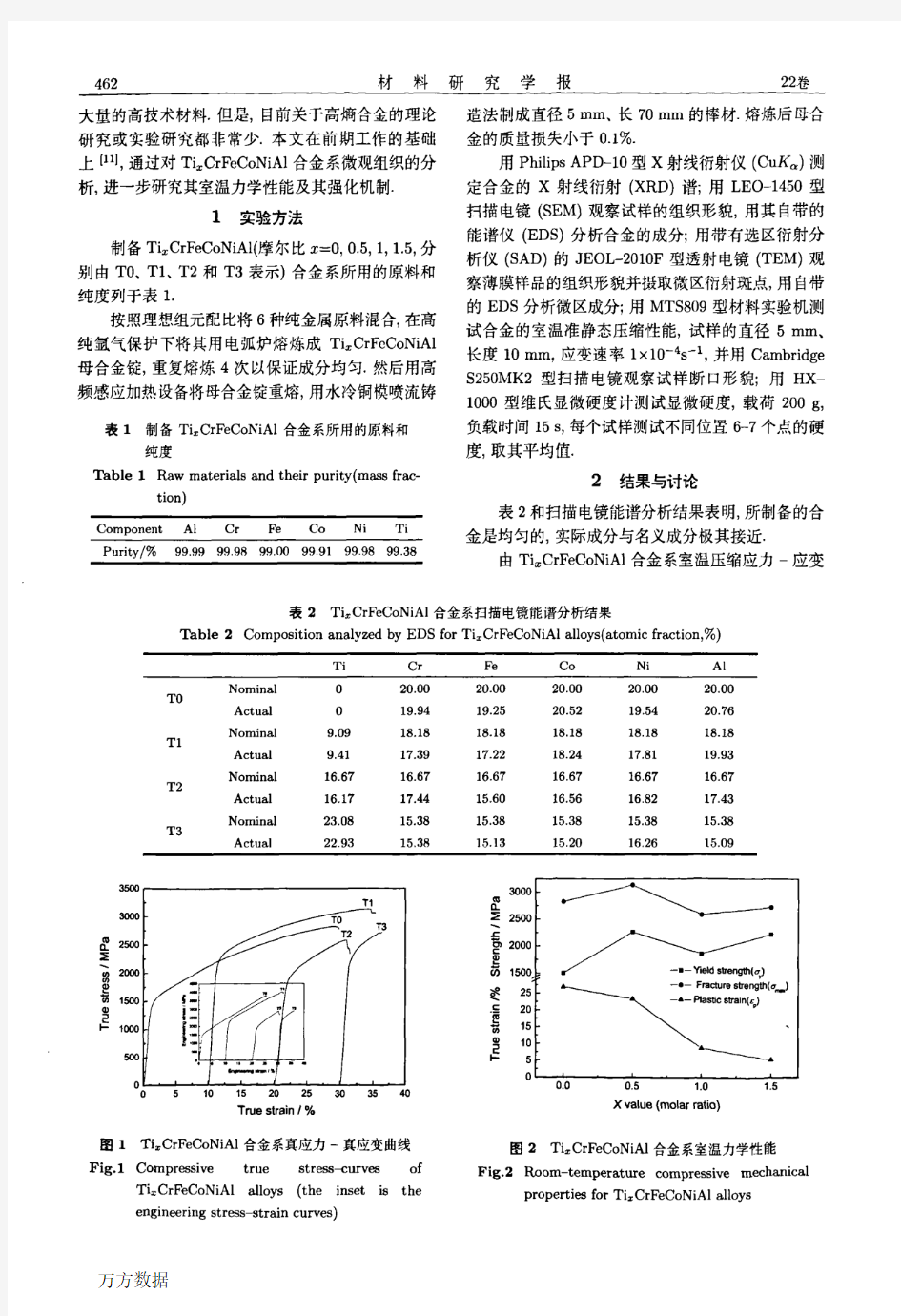
图4Ti。CrFeCoNiAl合金系显微硬度
Fig.4MicrohardnessvaluesforTizCrFeCoNiAI
alloys
弯曲的撕裂棱线条,可观察到高密度的韧窝状形貌,
为明显的塑性变形痕迹;从T2、T3合金的断裂面可
观察到层片状剥离和撕裂形貌,为明显的脆性解理断
裂;T3合金的断裂面更为平坦而光亮,也说明后两种
合金的塑性不如前两种合金.
从图4可见,这四种合金的铸态也均具有很高的
显微硬度,且随着Ti含量的提高,其显微硬度近线性
提高,由TO合金的HV484提高到T3合金的HV768.
从图5可以看出:四种合金主要由BCC固溶体所组
成.TO合金的组织中只有单相BCC固溶体;随着Ti
的加入,T1和T2两种合金中除了初始BCC固溶体
外,还析出了BCC次生相,并逐渐成为合金中的主
要相;T1合金表现为铸态枝状晶,除枝晶A外还可
观察到枝晶间隙B;T3合金中除了BCC相外,还析
出了少量的Laves相.
以上结果表明,Ti。CrFeCoNiAl合金系凝固后并没有形成数目众多的金属间化合物,而是形成了以FCC或BCC等无序固溶体为主的组织,这种独特的性质是其高混合熵特性决定的.由玻尔兹曼假设可推导出Ti。CrFeCoNiAl合金系的混合熵繇。:一RFGlnCi其中R为普适气体常数,
t=1
n
G为组元i的原子百分数,>:G=1.当且仅当
i=l
Cl=Q=…=G时,合金混合熵达到最大值.由此式计算出To、T1、T2和T3合金的混合熵值分别为13.38、14.70、14.90和14.78J/K?mol,均远远高于常用合金如Al合金和TiAl金属间化合物的该项指标.Ti。CrFeCoNiAl合金系的Gibbs自由能为G=H—TS,其中日为合金混合焓;T为绝对温度.由此式可知,对于T0、T1、T2和T3这四种合金,多组元近等原子比合金所固有的高混合熵特性显著降
图5Ti。CrFeCoNiAl合金系的XRD分析结果及T0(a)、Tl(b)两种合金扫描电镜背散射照片Fig.5XRDpatternsofTi。CrFbCoNiAlalloys,andSEMback?scatteredimagesofTO(a),T1(b)
alloys
低了合金的自由能,从而降低其有序化的可能性,提高了合金在高温下的稳定性,并促进合金中组元间的互溶而形成了以固溶体为主的组织[19-21】.
由于Ti。CrFeCoNiAl合金系以BCC固溶体为主要组织,固溶强化的作用非常明显,使TO、T1、T2和T3合金均具有非常高的强度和硬度.
从图6、图7可以看出,在两种合金基体上都分布着高密度细小析出物.这些细小析出物均为细长的无序BCC魏氏体相(宽度约50nm),沿着(100)方向,弥散分布在有序的BCC固溶体基体上.合金组织中的有序相与纳米无序相互相纠结形成一种网状共晶结构,提供了非常有效的纳米相弥散强化作
啪
m
瑚
咖
啪
季;
吾|
伽
枷∞∞m
毋r
5期周云军等:Ti。CrFeCoNiAl多组元固溶体合金系的力学性能及其强化机制465
图6TO合金的高倍数扫描电镜背散射照片及透射电镜照片
Fig.6(a)SEMback-scatteredelectronimageofTOalloy;(b)bright—fieldimagewithSADpatternofBCC[001】zoneaxis;(c)dark-fieldimagecorrespondingtothe(100)superlatticespotofthe
SADpattern
图7T1合金的高倍数扫描电镜背散射照片及透射电镜照片
Fig.7MicrographsofT1alloy:(a)SEMback—scatteredmicrograph;(b)TEMbright—fieldimageCOl're-spondingtotheAregioninFig.7a;(c)bright?fieldimageofdendritewithcanal.1ikestructures;
(d)bright?fieldimageofnet—likestructuresindendritewithSADpatternofbcc[1111zoneaxis;
(e)bright—fieldimageofinterdendritewithSADpatternofbcc【001】zoneaxis;(f)dark.field
imageofinterdendritecorrespondingtothe(100)superlatticespotoftheSADpattern
TixCrFeCoNiAl多组元固溶体合金系的力学性能及其强化机
作者:周云军, 张勇, 王艳丽, 陈国良, ZHOU Yunjun, ZHANG Yong, WANG Yanli, CHEN Guoliang
作者单位:北京科技大学新金属材料国家重点实验室北京100083
刊名:
材料研究学报
英文刊名:CHINESE JOURNAL OF MATERIALS RESEARCH
年,卷(期):2008,22(5)
被引用次数:1次
参考文献(22条)
1.陈显明;潘青林;罗承萍;尹志民复合微合金化对Al-Mg合金组织与性能的影响[期刊论文]-材料研究学报
2005(04)
2.闫蕴琪;王文生;张振祺;罗国珍,周廉Ti-45A1-8 5Ni-W-Mo-Y合金的组织转变[期刊论文]-材料科学与工艺
2002(02)
3.张光业;郭建亭;叶恒强NiAl-30 75Cr-3Mo-0 25Ho的高温氧化行为[期刊论文]-中国稀土学报 2005(01)
4.A L Greer Confusion by design 1993
5.B Cantor;I T H Chang;P K Night;A J Vincent Microstructural development in equi-atomic multi-component alloys 2004
6.J W Yeh;S K Chen;J Y Gan;S J Lin,T S Chin,T T Shun,C H Tsau,S Y Chang Formation of simple crystal structures in solid solution alloys with multiprincipal metallic elements 2004
7.J W Yeh;S K Chen;S J Lin;J Y Gan,T S Chin,T T Shun,C H Tsau,S Y Chang Nanostructured highentropy alloys with multiprincipal elements-novel alloydesign concepts and outcomes 2004
8.X F Wang;Y Zhang;Y Qiao;G L Chen Novel microstructure and properties of multi component CoCrCuFeNiTix alloys[外文期刊] 2007(03)
9.Y J Zhou;Y Zhang;Y L Wang;G L Chen Microstructure and compressive properties of multicomponent
Alx(TiVCrMnFeCoNiCu)100-x high-entropy alloys 2007
10.S Ranganathan Alloyed pleasures:multi-metallic cocktails 2003
11.Y J Zhou;Y Zhang;Y L Wang,G;L Chen Solid solution alloys of A1CoCrFeNiTix with excellent roomtemperature mechanical properties 2007
12.X Hui;W Dong;G L Chen;K F Yase nanostructure-dendrite composite with enhanced plasticity 2003
13.G He;J Eckert;W Loser;L Schultz, Novel Ti C C Hays, C P Kim, W L Johnson Microstructure
controlled shear band pattern formation and enhanced plasticity of bulk metallic glasses containing in situ formed ductile phase dendrite dispersions 2000
14.J Chen;Y Zhang;J P He;K F Yao, B C Wei, G L Chen Metallographic analysis of Cu-Zr-
Alao,Formation,microstructure and properties of long-period order structure reinforced Mg-based bulk metallic glass composites 2007
15.F Q Guo;H J Wang;S J Poon;G J Shiflet Ductile titanium-based glassy alloy ingots 2005
16.F Szuecs;C P Kim;W L Johnson Mechanical properties of Zr56 2Ti13 8Nb5 OCu6 9-Ni5 6Be12 5 ductile phase reinforced bulk metallic glass composite 2001
17.A Inoue;B L Shen;H Koshib a;H Kato, A R Yavali Cobalt-based bulk glassy alloy with ultrahigh
strength and soft magnetic properties 2003
18.D A Porter;K E Easterling Phase Transformation in Metals and Alloys 1981
19.F R De Boer;R Boom;W C M Mattens Cohesion in Metals 1988
20.C J Tong;Y L Chen;S K Chen;J W Yeh, T T Shun,C H Tsau, S J Lin, S Y Chang Micro-structure characterization of AlxCoCrCuFe Ni high entropy alloy system with multi-principal elements 2005
21.J J Harwood Strengthening Mechanisms in Solids 1960
22.C Kittel Introduction to Solid State Physics 1980
本文读者也读过(10条)
1.李霞.李勇发展高熵溶体及非晶态合金提高工程材料使用性能——记北京科技大学新金属材料专家张勇教授[期刊论文]-科技成果管理与研究2009(7)
2.李劲风.张昭.张鉴清Ti-W-C体系燃烧合成产物颗粒形貌分析[期刊论文]-粉末冶金技术2002,20(2)
3.刘源.陈敏.李言祥.陈祥Cr含量对AlTiFeNiCuCrx多主元高熵合金凝固模式和微观结构的影响[会议论文]-2008
4.张恩耀.陈云贵.李采临.唐永柏.谭缙.涂铭旌.Zhang Enyao.Chen Yungui.Li Cailin.Tang Yongbai.Tan Jin. Tu Mingjin Gd5Si1.975Ge1.975T0.05(T=Ni,Fe,Cr,Mn,Co)合金的结构及磁热效应[期刊论文]-稀有金属材料与工程2008,37(9)
5.王昕.白显明.王文义.肖忠明.刘晨.刁志坚.周玮我国回转窑水泥不同粉磨工艺颗粒形貌剖析[期刊论文]-水泥2002(2)
6.张勇.ZHOU Yun-Jun.陈国良.ZHANG Yong.ZHOU Yun-Jun.CHEN Guo-Liang快速发展中的高熵溶体合金[期刊论文]-物理2008,37(8)
7.李亚峰.孔利军.甘章华.袁泽喜.Li Yafeng.Kong Lijun.Gan Zhanghua.Yuan Zexi FeNiMnCuC0.2 Alx高熵合金结构及性能研究[期刊论文]-武汉科技大学学报(自然科学版)2009,32(1)
8.安果芒.刘兴萍.谢永红.荣丽梅国产高纯TiO2粉体颗粒形貌扫描电镜分析[期刊论文]-电子显微学报2002,21(5)
9.温丽华.寇宏超.王一川.常辉.李金山.胡锐.周廉.Wen Lihua.Kou Hongchao.Wang Yichuan.Chang Hui.Li Jinshan.Hu Rui.Zhou Lian AlxCoCrCuFeNi多主元高熵合金的组织与力学性能[期刊论文]-特种铸造及有色合金2009,29(6)
10.陈祥.宋晋生.李言祥微分干涉相衬法在材料显微分析中的应用[期刊论文]-实验技术与管理2003,20(3)
引证文献(1条)
1.皮锦红.杨晓敏应用前景广阔的高熵合金[期刊论文]-新材料产业 2009(9)
本文链接:https://www.360docs.net/doc/c6621813.html,/Periodical_clyjxb200805003.aspx
Ti-6Al-4V(TC4)及钛合金的性能
Ti-6Al-4V(TC4) Ti-6Al-4V(TC4)钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良 好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效 使合金强化。热处理后的强度约比退火状态提高50%~100%;高温强度高,可 在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金[35]。 表3-2 钛合金Ti-6Al-4V 成分 钛合金Ti6Al-4V 合金 碳(最大) 0.10% 铝 5.50至6.75% 氮 0.05% 氧气(最大) 0.020% 其他,合计(最大) 0.40% *其他,每个(最大)= 0.1% 钛 平衡 钒 3.50至4.50% 铁(最大) 0.40% 氢(最大) 0.015% 比重 0.160 弹性模量(E )的 15.2 x 10 3 ksi? 贝塔Transus 1800 to 1850 °F? 液相线温度 2976 to 3046 °F 固相线温度 2900 to 2940 ° F 电阻率 -418 °F 902.5 ohm-cir-mil/ft? 73.4 °F 1053 ohm-cir-mil/ft? 986 °F 1143 ohm-cir-mil/ft? 典型的室温强度计算退火钛6Al-4V 的: 极限承载强度1380年至2070年兆帕(200-300 ksi ) 压缩屈服强度825-895兆帕(120-130 ksi ) 极限剪切强度480-690兆帕(70-100 ksi ) Ti-6Al-4V 的线膨胀系数只有8.8×10-6K-1. 钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。99.5%工业纯钛的性能为:密度ρ=4.5g/cm3,抗拉强度σb=539MPa ,伸长率δ=25%,断面收缩率ψ=25%,弹性模量E=1.078×105MPa ,硬度HB195。 钛的应用 元素 Al V Fe O Si C N H 其他 Ti 成分 5.5- 6.8 3.5- 4.5 0.3 0.2 0.15 0.1 0.05 0.01 0.5 余量
纯钛和钛合金热加工性能参数
纯钛热加工性能参数 1. 来料牌号及化学成分 注:合金牌号对应标准GB/T3620.1-2007 2.纯钛的物理性能 熔点1668±4℃ 密度ρ=4.5g/cm3 弹性模量E=1.17×105MPa、G=0.44×105Mpa(约为钢的54%) 导热系数λ=19.3Wm-1K-1 热膨胀系数10.2×10-6/℃(室温-700℃) 泊松比υ=0.33 3.常温下力学性能 4. 加热规范 板坯在热轧前需要在加热炉中均匀加热,为防止氧扩散,应限制加热温度和时间,因此,从成材率、表面质量考虑,该扩散层的厚度越薄越好,为此,热轧
带卷加热温度的设定应在保证稳定轧制并可卷制成带的情况下,尽可能低。通常工业纯钛在加热炉内最好加热至800~920℃。 纯钛料轧制时的加热制度和终轧温度 5. 轧制过程控制 热轧分为粗轧和精轧。粗轧通常使用可逆式轧机,从厚板坯(80~300mm)的轧制到供精轧机轧制的板材厚度(25~40mm),需经5~7个道次的轧制。纯钛的粗轧终轧温度为790℃。精轧工序在6~7台串列式轧机进行,可将25~40mm的板坯连续加工成钛带材(厚3~6mm),轧制速度可达300~600m/min。 轧制过程温度控制参数为:钛板坯在加热炉中加热到800~920℃,在910℃出炉;粗轧终轧温度为790℃,连续热轧时钛坯温度控制在650~800℃范围,终轧温度为670℃;在470~490℃温度范围进行卷取。轧制后立即将钛带在输出辊道上用水冷或空冷的方法,以大于5~10℃/s的速度冷却,在低于500℃时卷取,以保证带卷材质均匀。 其它工艺要点有:严格控制初轧及连轧时各机架压下量和各机架上带材的温度;避免辊道对带材表面划伤;每轧3~4块清理一下辊道上的金属沾污;热轧带卷初始阶段,需要建立一个稳定的、大于4MPa/mm2的后张力,防止因带材卷乱或松卷引起划伤。 轧制温度对纯钛的单位压力的影响
铝合金 特性
纯铝的强度低,不宜用来制作承受载荷的结构零件。向铝中加入适量的硅、铜、镁、锰等合金元素,可制成强度较高的铝合金,若在经冷变形强化或热处理,可进一步提高强度。 根据铝合金的成分和生产工艺特点,通常分为形变与铸造铝合金两大类.工业上应用的主要有铝-锰,铝-镁,铝-镁-铜,铝-镁-硅-铜,铝-锌-镁-铜等合金.变形铝合金也叫熟铝合金,据其成分和性能特点又分为防锈铝,硬铝,超硬铝,锻铝和 特殊铝等五种. 铝合金是纯铝加入一些合金元素制成的,如铝—锰合金、铝—铜合金、铝—铜—镁系硬铝合金、铝—锌—镁—铜系超硬铝合金。铝合金比纯铝具有更好的物理力学性能:易加工、耐久性高、适用范围广、装饰效果好、花色丰富。铝合金分为防锈铝、硬铝、超硬铝等种类,各种类均有各自的使用范围,并有各自的代号,以供使用者选用。 铝合金基本常识 一、分类:展伸材料分非热处理合金及热处理合金 1.1 非热处理合金:纯铝—1000系,铝锰系合金—3000系,铝矽系合金—4000系,铝镁系合金—5000系。 1.2 热处理合金:铝铜镁系合金—2000系,铝镁矽系合金—6000系,铝锌镁系合金—7000系。 二、合金编号:我国目前通用的是美国铝业协会〈Aluminium Association〉的编号。兹举 例说明如下:1070-H14(纯铝)
2017-T4(热处理合金) 3004-H32(非热处理合金) 2.1第一位数:表示主要添加合金元素。 1:纯铝 2:主要添加合金元素为铜 3:主要添加合金元素为锰或锰与镁 4:主要添加合金元素为矽 5:主要添加合金元素为镁 6:主要添加合金元素为矽与镁 7:主要添加合金元素为锌与镁 8:不属於上列合金系的新合金 2.2第二位数:表示原合金中主要添加合金元素含量或杂质成分含量经修改的合金。 0:表原合金 1:表原合金经第一次修改 2:表原合金经第二次修改 2.3第三及四位数: 纯铝:表示原合金 合金:表示个别合金的代号 "-″:后面的Hn或Tn表示加工硬化的状态或热处理状态的鍊度符号-Hn :表示非热处理合金的鍊度符号 -Tn :表示热处理合金的鍊度符号 2 铝及铝合金的热处理 一、鍊度符号:若添加合金元素尚不足於完全符合要求,尚须藉冷加工、淬水、时效
钛及钛合金力学性能
钛及钛合金力学性能,物理性能,以及相关介绍等 一。以下是个人对外六角螺栓和内六角螺栓使用情况的一点小总结,请参考 俺的个人观点: 1。内六角的螺栓,适用于结构空间小,或者要求上平面是平面的情况下。 结构空间小,活动扳手占空间大,所以不能用,只能使用内六角螺栓,方便装卸。 产品要求安装后上平面是平面的情况下,主要适用于精密仪器/设备,一些设备要求安装后平面度的,或者要求整体产品外观良好,或者要求产品安装后上平面必须平,以此来避免挡碍的情况下需要使用内六角螺栓。 2。其他情况下,均建议用外六角螺栓。 3。从成本上考虑,用外六角螺栓,从外观效果上考虑,用内六角螺栓。 4。我们单位一般情况下,将内六角螺栓翻译为内六角螺钉,呵呵,请大家参考,也就是说一般意义上的内六角螺栓=内六角螺钉。当然,德标DIN和ISO的标准正规些。 现在市场上的该类紧固件都在努力向DIN和ISO标准上靠拢。 二。钛及钛合金 钛及钛合金是导弹上重要结构材料之一。钛的密度为.507g/cm3,介于铝、铁之间。钛的熔点为1668℃比铁的熔点还高,能在高温下工作,耐热性能远超过铝。钛在含氧环境中易形成一层薄而坚固的氧化物薄膜。这层膜和基体结合牢固致密,破坏后还能自愈合,从而起到保护作用。 a. 型钛合金 这类合金不能通过热处理强化,一般在退火状态下应用。它的特点是具有良好的耐热性和组织稳定性,低温性能优于其它类型钛合金。缺点是对变形抗力大,常温下强度不够高。这类合金的牌号有TA1,…,TA7,TA8,其中TA1~TA3为工业纯钛;TA4,TA5,TA6 属Ti-Al二元合金;TA4用作焊丝;TA5、TA6可用于一般结构件或耐蚀结构件;TA7是常用的典型型合金。 b. 型钛合金
铝合金的典型机械性能
铝合金的典型机械性能(Typical Mechanical Properties) 铝合金牌号 及状态拉伸强度(25°C MPa)屈服强度(25°C MPa)硬度500kg力10mm球延伸率 1.6mm(1/16in)厚度 5052-H112 175 195 60 12 5083-H112 180 211 65 14 6061-T651 310 276 95 12 7050-T7451 510 455 135 10 7075-T651 572 503 150 11 2024-T351 470 325 120 20 铝合金的典型物理性能(Typical Physical Properties) 铝合金牌号及状态热膨胀系数 (20-100℃) μm/m?k熔点范围 (℃)电导率20℃(68℉) (%IACS) 电阻率20℃(68℉) Ωmm2/m 密度(20℃)(g/cm3) 2024-T351 23.2 500-635 30 0.058 2.82 5052-H112 23.8 607-650 35 0.050 2.72 5083-H112 23.4 570-640 29 0.059 2.72 6061-T651 23.6 580-650 43 0.040 2.73 7050-T7451 23.5 490-630 41 0.0415 2.82 7075-T651 23.6 475-635 33 0.0515 2.82 铝合金的化学成份(Chemical Composition Limit Of Aluminum ) 合金 牌号硅Si 铁Fe 铜Cu 锰Mn 镁Mg 铬Cr 锌Zn 钛Ti 其它铝 每个合计最小值 2024 23.2 0.5 3.8-4.9 0.3-0.9 1.2-1.8 0.1 0.25 0.15 0.05 0.15 余量5052 25 0.4 0.1 0.1 2.2-2.8 0.15-0.35 0.1 -- 0.05 0.15 余量5083 23.8 0.4 0.1 0.3-1.0 4.0-4.9 0.05-0.25 0.25 0.15 0.05 0.15 余量6061 23.6 0.7 0.15-0.4 0.15 0.8-1.2 0.04-0.35 0.25 0.15 0.05 0.15 余 量 7050 23.5 0.15 20.-2.6 0.1 1.9-2.6 0.04 5.7-6.7 0.06 0.05 0.15 余量7075 23.6 0.5 1.2-2.0 0.3 2.1-2.9 0.18-0.28 5.1-6.1 0.2 0.05 0.15 余 量 美铝典型应用领域 用途 2024 5052 5083 6061 7050 7075 农业 -- ● -- ● -- -- 航空器● -- -- ●●● 模具 -- ● -- ● -- ● 机械设备●● -- ●●● 五金零件 -- -- -- ● -- -- 建筑 -- ● -- ● -- --
钛及钛合金牌号和化学成分汇总
《钛及钛合金牌号和化学成分》(2009/11/30 15:05) (引用地址:未提供) 目录:行业知识 浏览字体:大中小 《钛及钛合金牌号和化学成分》 目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。按此,从采矿到制成钛材的工艺过程的主要步骤为: 钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗 TiCl4->精制->纯TiCl4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。 上述工艺过程中的加工过程是指塑性加工和铸造而言。塑性加工方法又包括锻造、挤压、轧制、拉伸等。它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。 故钛和钛合金的加工工艺必须考虑它们的这些特点。 钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。钛材生产的原则流程如图1—1。 针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。
结构用铝合金材料力学性能
附录A 结构用铝合金材料力学性能 常见结构用铝合金板、带材力学性能(标准值)可按表A-1采用,结构用铝合金棒、管、型材力学性能(标准值)可按表A-2采用。结构用铝合金板、带、棒、管、型材的化学成分可按表A-3采用。 表A-1 结构用铝合金板、带材力学性能标准值
注:1. 伸长率标准值中,A适用于厚度不大于12.5mm的板材,A适用于厚度大于12.5mm的板材。502. 表中焊接折减系数的数值适用于材料焊接后存放的环境温度大于10℃,存放时间大于3d(6XXX系列)或30d(7XXX系列)的情况。 3. 表中焊接折减系数的数值适用于厚度不超过15mm的MIG焊,以及3xxx系列、5xxx系列合金和8011A合金厚度不超
过6mm的TIG焊。对于6xxx系列和7xxx系列合金厚度不超过6mm的TIG焊,焊接折减系数的数值必须乘以0.8。当厚度超过上述规定,如无试验结果或国内外相关规范规定,3xxx系列、5xxx系列合金和8011A合金焊接折减系数的数值必须乘以0.9,6xxx系列和7xxx系列合金焊接折减系数的数值必须乘状态不需进行上述折减。O焊)。对于TIG(0.64焊)或MIG(0.8以. 表A-2 结构用铝合金棒、管、型材力学性能标准值
适用于厚度(或直的板(或棒)材,A注:1. 伸长率标准值中,A适用于厚度(或直径)不大于12.5mm50 12.5mm的板(或棒)材。径)大于系6XXX(2. 表中焊接折减系数的数值适用于材料焊接后存放的环境温度大于10℃,存放时间大于3d 系列)的情况。列)或30d(7XXX8011A系列合金和MIG焊,以及3xxx系列、5xxx3. 表中焊接折减系数的数值适用于厚度不超过15mm的焊接折减系数的7xxx系列合金厚度不超过6mmTIG焊,合金厚度不超过6mm的TIG焊。对于6xxx系列和系列合。当厚度超过上述规定,如无试验结果或国内外相关规范规定,3xxx系列、5xxx的数值必须乘以0.8系列合金焊接折减系数的数值必须乘0.9,6xxx系列和7xxx金和8011A合金焊接折减系数的数值必须乘以TIG焊)。对于O状态不需进行上述折减。以0.8(MIG焊)或0.64(
各种铸造铝合金牌号的主要特点及应用
各种铸造铝合金牌号的 主要特点及应用 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
各种铸造铝合金牌号的主要特点及用途 ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。主要采用砂型铸造和金属型铸造。 Zl101A 由于是在ZL101的基础上加了微量Ti,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上的各种结构件的优质铸件。其使用量目前仅次于ZL102。多采用砂型和金属型铸造。(ZL101A合金是以ZL101合金为基础严格控制杂质含量,改进铸造技术可以获得更高的力学性能。铸造性能,耐腐蚀性能和焊接性良好。用于铸造各种壳体零件,飞机的泵体、汽车变速箱、燃油箱的弯管等) Zl102 这种合金的最大特点是流动性好,其它性能与ZL101差不多,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。 Zl104 因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造。 Zl105、ZL105A
材料力学性能静拉伸试验报告
静拉伸试验 一、实验目的 1、测45#钢的屈服强度s σ、抗拉强度m R 、断后伸长率δ和断面收缩率ψ。 2、测定铝合金的屈服强度s σ、抗拉强度m R 、断后伸长率δ和断面收缩率ψ。 3、观察并分析两种材料在拉伸过程中的各种现象。 二、使用设备 微机控制电子万能试验机、0.02mm 游标卡尺、试验分化器 三、试样 本试样采用经过机加工直径为10mm 左右的圆形截面比例试样,试样成分分别为铝合金和45#,各有数支。 四、实验原理 按照我国目前执行的国家 GB/T 228—2002标准—《金属材料 室温拉伸试验方法》的规定,在室温1035℃℃的范围内进行试验。将试样安装在试验机的夹头当中,然后开动试验机,使试样受到缓慢增加的拉力(一般应变速率应≤0.1m/s ),直到拉断为止,并且利用试验机的自动绘图装置绘出材料的拉伸图。 试验机自动绘图装置绘出的拉伸变形L ?主要是整个试样,而不仅仅是标距部分的伸长,还包括机器的弹性变形和试样在夹头中的滑动等因素,由于试样开始受力时,头部在头内的滑动较大,故绘出的拉伸图最初一段是曲线。 塑性材料与脆性材料的区别: (1)塑性材料: 脆性材料是指断后伸长率5%δ≥的材料,其从开始承受拉力直至试样被拉断,变形都比较大。塑性材料在发生断裂时,会发生明显的塑性变形,也会出现屈服和颈缩等现象; (2)脆性材料: 脆性材料是指断后伸长率5%δ<的材料,其从开始承受拉力直至试样被拉断,变形都很小。并且,大多数脆性材料在拉伸时的应力—应变曲线上都没有明显的直线段,几乎没有塑性变形,在断裂前不会出现明显的征兆,不会出现屈服和颈缩等现象,只有断裂时的应力值—强度极限。 脆性材料在承受拉力、变形记小时,就可以达到m F 而突然发生断裂,其抗拉强度也远远 小于45钢的抗拉强度。同样,由公式0m m R F S =即可得到其抗拉强度,而根据公式,10 l l l δ-=。 五、实验步骤 1、试样准备 用笔在试样间距0L (10cm )处标记一下。用游标尺测量出中间横截面的平均直径,并且测出试样在拉伸前的一个总长度L 。 2、试验机准备:
(完整word版)2219铝合金力学性能及生产加工工艺
2219铝合金具有比强度高,低温和高温力学性能好,断裂韧度高,抗应力腐蚀性能好等特点,适用于在高温315℃下工作的结构件、高强度焊接件,在航天和航空得到广泛的应用。2219铝合金属于可热处理强化形变形铝合金,在固溶时效处理之后,铝合金的力学性能得到很大提高。 一、化学成分 2219 铝合金管材的化学成分应符合 GB/T3190《变形铝及铝合金化学成分》国标的规定,具体化学成分见表 1。 表 1 2219铝合金的化学成分 Cu Mn Si Zr Fe Mg Zn V Ti Al 5.8~ 6.80.2~0.4≤0.20.1~0.25≤0.3≤0.020.100.05~0.150.02~0.1Ba 二、2219铝合金的主要性能 不同热处理状态下的2219铝合金在20°C 时的体积电导率为44/%IACS(O态)、28/%IACS(T31、T37、T351 态)、30/%IACS(T62、T81、T87、T851 态);不同状态的 2219 铝合金在20 °C 时的电阻率为39/nΩ·m(O 态)、62/nΩ·m(T31、T37、T351 态)、57/nΩ·m(T62、T81、T87、T851 态);各种状态下的2219 铝合金在20 °C 时的电阻温度系数均为0.1/ nΩ·m·K-1。其中T3 表示经过热处理之后再冷加工处理,最后自然时效到基本稳定的状态,第二位数字表示经过热处理之后进行冷加工的变形量。T62 适用于退火态或者自由加态的材料,经过固溶热处理之后,进行人工时效的产品。T8 表示经过固溶热处理之后进行经冷加工,最后人工时效的状态,第二位数字代表冷加工时,对材料进行的变形量。此外,在上述所述热处理状态的代号后面添加“51”,表示产品进行了消除应力处理。 2219-O热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为175 MPa、75 MPa、18 %以及73 GPa;2219-T42 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为360 MPa、185 MPa、20 %以及73 GPa;2219-T31和2219-T351热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为360 MPa、250 MPa、17 %以及73 GPa;2219-T37 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为395 MPa、315 MPa、11%以及73 GPa;2219-T62 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为415 MPa、290 MPa、10%以及73 GPa;2219-T81 和2219-T851 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为455 MPa、350 MPa、10 %以及73 GPa;2219-T87 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为475 MPa、395 MPa、10 %以及73 GPa。 三、加工工艺 a.铝合金型材生产包括熔铸、挤压和氧化三个过程。 1、熔铸是铝材生产的首道工序。主要过程为:(1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。(2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。(3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。 2、挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。 3、氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。其主要过程为:(1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以
钛及钛合金力学性能
钛及钛合金力学性能 ,物理性能,以及相关介绍等 一。以下是个人对外六角螺栓和内六角螺栓使用情况的一点小总结,请参考俺的个人观点: 1。内六角的螺栓,适用于结构空间小,或者要求上平面是平面的情况下。 结构空间小,活动扳手占空间大,所以不能用,只能使用内六角螺栓,方便装卸。 产品要求安装后上平面是平面的情况下,主要适用于精密仪器/设备,一些设备要求安装后平面度的,或者要求整体产品外观良好,或者要求产品安装后上平面必须平,以此来避免挡碍的情况下需要使用内六角螺栓。 2。其他情况下,均建议用外六角螺栓。 3。从成本上考虑,用外六角螺栓,从外观效果上考虑,用内六角螺栓。 4。我们单位一般情况下,将内六角螺栓翻译为内六角螺钉,呵呵,请大家参考,也就是说一般意义上的内六角螺栓=内六角螺钉。当然,德标DIN和ISO 的标准正规些。 现在市场上的该类紧固件都在努力向DIN和ISO标准上靠拢。 二。钛及钛合金 钛及钛合金是导弹上重要结构材料之一。钛的密度为.507g/cm3,介于铝、铁之间。钛的熔点为1668℃比铁的熔点还高,能在高温下工作,耐热性能远超过铝。钛在含氧环境中易形成一层薄而坚固的氧化物薄膜。这层膜和基体结合牢固致密,破坏后还能自愈合,从而起到保护作用。 a.型钛合金
这类合金不能通过热处理强化,一般在退火状态下应用。它的特点是具有良好的耐热性和组织稳定性,低温性能优于其它类型钛合金。缺点是对变形抗力大,常温下强度不够高。 这类合金的牌号有TA1,…,TA7,TA8,其中TA1~TA3为工业纯钛; TA4,TA5,TA6属Ti-Al二元合金;TA4用作焊丝;TA5、TA6可用于一般结构件或耐蚀结构件;TA7是常用的典型型合金。 b.型钛合金 这类合金可通过淬火和时效得到强化,其优点是固溶处理状态下塑性很好,易加工成形,在时效状态下强度高。缺点是弹性模量低,耐热性差,焊接性能差,低温塑性不如型合金。 常用牌号为TB2,它可用于整体式固体火箭—冲压发动机的燃气发生器。 c.(+)型钛合金 这类合金的中国产品的牌号有TC1,…,TC4,…,TC10等品种,其中TC1和TC2为低强钛合金,TC3、TC4为中强钛合金,TC10属高强钛合金,TC6,TC9和TC11则属高强耐热钛合金。这类合金兼备钛合金和钛合金的优点。导弹上使用最多的是TC4(Ti-6Al-4V)钛合金,导弹上广泛的采用TC4钛合金制作高压气瓶,受力较大的杆式焊接支架,舵轴以及在较高热环境下工作的结构件,也可用作固体发动机壳体,压气机盘,叶片等。 (3)结构复合材料 复合材料是由两种或两种以上的性状不同的材料经选择、设计、成型而得到的一种宏观多相新材料。其组分可包括金属、非金属等各种材料,按作用又可分为基体材料和增强材料两部分。 三。钛及钛合金力学性能 牌号室温力学性能,不小于高温力学性能,不小于 抗拉强度σbMPa屈服强度σ0.2
05-铸造铝合金力学性能
铸造铝合金的力学性能 1合金分类和代号 合金代号是由表示铸铝的汉语拼音字母“ZL”及其后面的三个阿拉伯数字组成。 ZL后面第一位数字表示合金的系列,其中1、2、3、4分别表示铝硅、铝铜、铝镁、铝锌系列合金,ZL后面第二、三位数字表示合金的顺序号。 优质合金在其代号后附加字母“A”。 合金种类Al-Si系Al-Cu系Al-Mg系Al-Zn系合金代号ZL1XX ZL2XX ZL3XX ZL4XX 2合金铸造方法、变质处理代号 代号名称代号名称 S 砂型铸造K 壳型铸造 J 金属型铸造Y 压力铸造 R 熔模铸造 B 变质处理 3合金热处理状态代、类别及特性 热处理状态代号热处理状态 类别 特性 F 铸态—— T1 人工时效对湿砂型、金属型、特别是压铸件由于冷却速度较快,有部分固溶效果。扔时效可提高强度、硬度、改善切削加工性能。 T2 退火消除铸件在铸造加工过程中产生的应力,提高尺寸稳定性及合金的塑性。 T4 固溶处理加自 然时效 通过加热保温及快速冷却实现固溶强化以提高合金的力学性能,特 别是提高合金的塑性及常温工作下合金的抗腐蚀性能。 T5 固溶处理加不 完全人工时效 固溶处理后进行不完全人工时效,时效是在较低的温度或较短时间 下进行。目的是进一步提高合金的强度和硬度。 T6 固溶处理加完 全人工时效 可获得最高的抗拉强度但塑性有所下降。时效在较高温度或较长时 间下进行。 T7 固溶处理加稳 定化处理 提高铸件组织及尺寸稳定性和合金的抗腐蚀性能。主要用于较高温 度下工作的零件,稳定化处理温度可接近于铸件工作温度。 T8 固溶处理加软 化处理 固溶处理后采用高于稳定化处理的温度,获得高塑性和尺寸稳定性 好的铸件。 T9 冷热循环处理充分消除铸件内应力及稳定尺寸。用于高精度铸件
铝合金国标
我国铝及铝合金标准目录 第一部分:基础标准 GB/T 3190-1996 变形铝及铝合金化学成分; GB/T 3194-1998 铝及铝合金板、带材的尺寸允许偏差; GB/T 3199-1996 铝及铝合金加工产品包装、标志、运输、贮存; GB/T 4436-1995 铝及铝合金管材外形尺寸及允许偏差; GB/T 8005-1987 铝及铝合金术语; GB/T 8013-1987 铝及铝合金阳极氧化阳极氧化膜的总规范; GB/T 8014-1987 铝及铝合金阳极氧化阳极氧化膜的定义和有关测量厚度的规定; GB/T 8545-1987 铝及铝合金模锻件的尺寸偏差及加工余量; GB/T 11109-1989 铝及铝合金阳极氧化术语; GB/T 13586-1992 铝及铝合金废料、废件分类和技术条件; GB/T 16474-1996 变形铝及铝合金牌号表示方法; GB/T 16475-1996 变形铝及铝合金状态代号; YS/T 103-2004 铝生产能源消耗; YS/T 119.7-2004氧化铝生产专用设备热平衡测定与计算方法第七部分管道化溶出系统; YS/T 417.1-1999 变形铝及铝合金铸锭及其加工产品缺陷第1部分:变形铝及铝合金铸锭缺陷; YS/T 417.2-1999 变形铝及铝合金铸锭及其加工产品缺陷第2部分:变形铝及铝合金板、带缺陷; YS/T 417.3-1999 变形铝及铝合金铸锭及其加工产品缺陷第3部分:变形铝及铝合金箔缺陷; YS/T 417.4-1999 变形铝及铝合金铸锭及其加工产品缺陷第4部分:变形铝及铝合金铸轧带缺陷; YS/T 417.5-1999 变形铝及铝合金铸锭及其加工产品缺陷第5部分:管、棒、型、线缺陷; YS/T 421-2000 印刷用PS版铝板基; 1
国内外医用钛及钛合金标准及性能
国内外医用钛及钛合金标准及性能 发布时间:2010-4-17 10:20:42 中国废旧物资网 一、钛在医学中的应用 1、钛作为一种新兴的材料在我国及世界制药工业、手术器械、人体植入物等领域使用已有几十年的历史,并已取得了极大地成功。 2、人体内应外伤、肿瘤造成的骨、关节损伤,采用钛及钛合金可制造人工关节、接骨板和螺钉现已广泛用于临床。还用于髋关节(包括股骨头)、膝关节、肘关节、掌指关节、指间关节、下頜骨、人造椎体(脊柱矫形器)、心脏起搏器外壳、人工心脏(心脏瓣膜)、人工种植牙、以及钛网在头盖骨整形等方面。 3、 对于植入物材料的要求可以归为三个方面:材料与人体的生物相容性、材料在人体环境中的耐腐蚀性和材料的力学性能,作为长期植入材料有下列七项具体要求: ①、耐蚀性; ②、生物相容性; ③、优越的力学性能和疲劳性能; ④、韧性; ⑤、低的弹性模量; ⑥、在组合体中有好的耐磨性; ⑦、令人满意的价格; 4、外科植入物材料主要有:金属、聚合物、陶瓷等,金属材料又包括不锈钢、鈷基合金和钛基合金。 材料性能与骨性能的比较和植入物材料的特性比较见表一和表二。从表二可以看出,不锈钢价格低廉,易于加工,但耐蚀性和生物相容性不如钛合金;鈷鉻合金的耐磨性比钛合金好,但密度较大,太重;钛及钛合金由于比强度高,生物相容性好及耐体液腐蚀性好等特点正日益受到重视。钛合金的不足之处识是耐磨性差、难于铸造,加工性能也差。 二、国内外外科植入物用钛及钛合金加工材标准情况 1、国外外科植入物用加工材标准 纯钛:国际标准化组织 ISO 5832/2 1999E《外科植入物-纯钛加工材》 美国标准:ASTM F67 2006a 《外科植入物用纯钛》 TC4: 国际标准化组织 ISO 5832/3 1996Z 《外科植入物-金属材料-Ti-6Al-4V加工材》ASTM F1472 2002 《外科植入物用Ti-6Al-4V合金加工材》 TC4ELI: ASTM F136 2002a 《外科植入物用Ti-6Al-4VELI(超低间隙)加工材规范》
2019各种铸造铝合金牌号的主要特点及应用
精心整理 页脚内容 各种铸造铝合金牌号的主要特点及用途 ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。主要采用砂型铸造和金属型铸造。 Zl101A 由于是在ZL101的基础上加了微量Ti ,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上合金是以 Zl102 不Zl104 Zl105、Fe ZL106 气密性、主要ZL107 ZL107ZL108 ZL108由于含Si 量较高,又加入了Mg 、Cu 、Mn ,使合金的铸造性能优良,并且热膨胀系数小,耐磨性好,强度高,并具有较好的耐热性能。但抗蚀性稍低。适合制作内燃发动机的活塞及其它要求耐磨的零件以及要求尺寸、体积稳定的零件。主要采用压铸和金属型铸造,也可采用砂型铸造。 ZL109 这是复杂合金化的Al-Si-Cu-Mg-Ni 合金,由于含Si 量提高,并加入了Ni ,使合金具有优良的铸造性能和气密性能以及较高的高温强度,耐磨性和耐蚀性也得到提高,线膨胀系数和密度也有较大的降低,适合制作内燃发动机活塞及要求耐磨且尺寸、体积稳定的零件。主要用金属型铸造和砂型铸造。 ZL111
精心整理 页脚内容 ZL111是复杂合金化的合金能,由于还加入了Mn 、Ti ,使该合金有优良的铸造性能,较好的耐蚀性、气密性,高的强度。其焊接和切削加工性能一般。适合铸制形状复杂、承受重大负荷的动力结构件(如飞机发动机的结构件、水泵、油泵、叶轮等),要求气密性较好和在较高温度下工作的零件。主要采用金属型和砂型铸造,也可采用压铸。 ZL114A ZL112是复杂合金化的合金能,由于还加入了Mn 、Ti ,使该合金有优良的铸造性能,较好的耐蚀性、气密性,高的强度。其焊接和切削加工性能一般。适合铸制形状复杂、承受重大负荷的动力结构件(如飞机发动机的结构件、水泵、油泵、叶轮等),要求气密性较好和在较高温度下工作的零件。主要采用金属型和砂型铸造,也可采用压铸。 ZL115 有较好的铸造性能和较高的力学性能,主要用作大负荷的工程结构件及其它零件,如阀门壳体、叶ZL116 Fe ZL117量元算料,铸造。 都是 ZL201ZL201A 多用砂型铸造。 ZL202 ZL202有比较好的铸造性能和较高的高温强度、硬度及耐磨性能,但抗蚀性较差。适合铸制工作温度在250℃载荷不大的零件,如气缸头等。主要用砂型铸造和金属型铸造。 ZL203 由于ZL203降低了Si 的含量,流动性稍差,热裂倾向较大,抗蚀性也比较差,但有较好的高温强度和焊接及切削加工性能。适合铸制工作温度在250℃以下承受载荷不大的零件以及常温下有较大载荷的零件,如仪表零件,曲轴箱体等。多用砂型铸造和低压铸造。 ZL204A 这是高纯度、高强度铸造Al-Cu 合金,也有较好的塑性和较好的焊接和切削加工性能,但铸造性能较差。适合铸制有较大载荷的结构件,如支承座、支臂等零件。多采用砂型铸造和低压铸造。
铝合金、低碳钢、铸铁三种材料力学性能的异同
三种材料力学性能的异同 姓名:学号:班号: 摘要: 通过静态拉伸实验测定三种金属和合金材料的力学性能,对实验数据进行分析计算,并对比三种材料力学性能的异同。 关键词:低碳钢、铝合金、铸铁、力学性能,引伸计 引言:力学实验是材料、机械、力学相关课程的重要部分,无论是理论的产生、公式的验证、材料性能的测定等,都离不开实验。通过实验,不仅巩固了理论知识,还可以熟悉和训练实验技能,培养严肃认真的精神和良好的科学习惯。因此力学实验是材料、力学、机械类课程实践教学的重要环节。此次便是通过实验,分析、总结,归纳实验数据和结果,更深入了解和认识低碳钢、铝合金、铸铁的力学性能;为深入专业课程学习奠定基础;同时初步掌握力、变形测试技术及数据处理能力、培养解决实际问题的科研动手能力。 一、实验目的和内容 1、熟悉实验设备(试验机和引伸计等)测定金属材料的拉伸时力学性能参数, 如测定低碳钢的屈服极限,强度极限,延伸率和截面收缩率等指标; 2、观察实验中现象(如断口和颈缩现象),并比较金属材料在拉伸时的变形及破坏形式。 3、比较不同金属材料在拉伸时的力学性能特点。 二、实验名称 拉伸试验 三、实验设备 1. WDW-3050电子万能试验机(50mm引伸计) 2. 50分度游标卡尺 四、试件 d0 1、拉伸试验所采用的试件 试件采用三种材料:低碳钢、和铸铁。低碳钢 和铝合金属于塑性材料;铸铁属于脆性材料。试件 的外形如图所示。
1.测定屈服极限σs 、强度极限σb 可根据相应的载荷除以横截面原始面积而得到,即: 0s s A P = σ, 0b b A P =σ 2.测定断后伸长率δ和断面收缩率ψ 断后伸长率和断面收缩率分别用下式进行计算: %100_001?= L L L δ, %100_0 10?=A A A ψ 其中: L 0—试件标距原长。 L 1—试件拉断后的标距长度,可将拉断后的试件对紧,然后测量。 A 0—试件横截面的原始面积。 A 1—试件拉断后颈缩处的最小横截面面积。 注:本实验的辅助器械是50mm 引伸计,用以测量应变。在铝合金及低碳钢的实验中采用了这种引伸计,而在铸铁的实验中,出于对引伸计的保护,并未加挂引伸计。 六、实验方法及步骤 1、 先用游标卡尺测量试件中间等直杆两端及中间这三个横截面处的直径:在每一横截面内沿互相垂直方向各测量一次并取平均值。用所测得的三个平均值中最小的值作为试件的初始直径d 0,并按d 0计算试件的初始横截面面积A 0。 再根据试件的初始直径d 0 计算试件的标距l 0,并用游标卡尺在试件中部等直杆段内量取试件标距l 0 。 2、先将试件悬空安装在试验机的下夹头内,再利用工作台移动上夹头到适当位置,然后用夹头将试件上下端夹紧。 3、调整好相机(DH 相机)位置和焦距。 4、打开实验软件,先点联机按钮,然后设置参数。点击试样录入按钮,输入试验编号及试样参数等。点击参数设置按钮,输入试验开始点、横梁速度及方向等。 5、选择试验编号和实验曲线,将负荷与位移清零。 6、点击“试验开始”按钮,开始式样,同时仔细观察试样在试验过程中的各种现象。 7、试件被拉断后取下试件,量取拉断后的标距和颈缩处的直径。 8、查看并保存数据。 9、实验结束后,点击“脱机”按钮,关闭实验软件。然后关闭试验机及计算机。
典型钛及钛合金的组织与性能综述
典型钛及钛合金的组织 与性能综述 Document number:BGCG-0857-BTDO-0089-2022
典型钛合金的组织与性能文献查阅总结 1.α型钛合金 α型钛合金中又分为全α型钛合金和近α型钛合金,工业纯钛属于α型钛合金,此外一般α合金含有6%左右的Al和少量中性元素,退火后几乎全部是α相,典型合金包括TA1~TA7合金等;近α型钛合金中除了含有Al和少量中性元素外,还有少量(不超过4%)的稳定元素,如 TA15、TA16、TA17等。 工业纯钛 工业纯钛按杂质元素含量分为TA1、TA1ELI、TA1-1、TA2、TA2ELI、TA3、TA3ELI、TA4、TA4ELI9个牌号,相变点大约为900℃。工业纯钛具有高塑性、适当的强度、良好地耐蚀性以及优良的焊接性能等特点,广泛应用于化工设备、滨海发电装置、海水淡化装置、舰船零部件等,其冷热加工性能好,可生产各种规格的板材、棒材、型材、带材、管材和丝材,一般在退火状态下交货使用。典型的工业纯钛显微组织如图1-3所示:
图1 TA1板材650℃/1h退火态组织:等轴α+少量晶间β 图2 TA2大规格棒材600℃/1h退火态组织:等轴α 图3 TA3板材800℃/1h退火态组织:等轴α+含有针状α转变的β TA1钛管的组织与性能[] []庞继明,李明利,李明强等. 退火温度对TA1钛管材组织和性能的影响[J]. 钛工业进展. 2011, 28(2): 26-28
研究方法:TA1铸锭经过2500t水压机开坯锻造和1600t卧式挤压机热挤压,最终获得φ45×7mm的管坯。管坯经两辊和三辊管材冷轧机轧制成φ12×的管材。将管材置于真空热处理炉中,分别加热至450,475,490,500,550,600,650,700℃,保温90min,随炉冷却。 a)TA1钛管的显微组织 图1为冷加工态及不同的温度热处理后的TA1管材横向显微组织。可以看出,冷加工态的TA1管材组织混乱且有部分晶粒破碎不完全;700℃下的组织已完全再结晶、等轴化,与650℃的相比晶粒已明显长大。在相同的保温时间里,随着退火温度的提升,再结晶晶粒逐渐粗化。
铝合金压铸标准
铝合金压铸标准---中国标准GB/T 15115-94 1. 铝合金 GB/T 15115-94 压铸铝合金的化学成分和力学性能表 2. 铝合金压铸件 GB/T 15114-94 1.主题内容与适用范围 本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等. 本标准适用于铝合金压铸件. 2.引用标准
GB1182 形状和位置公差代号及其标准 GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查) GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面 GB6060.4 表面粗糙度比较样块抛光加工表面 GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面 GB6414 铸件尺寸公差 GB/T11350 铸件机械加工余量 GB/T15115 压铸铝合金 3.技术要求 3.1化学成分 合金的化学成分应符合GB/T15115的规定. 3.2力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定 3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定. 3.3压铸件尺寸 3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定 3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明. 3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定. 3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明. 3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明. 3.5表面质量 3.5.1铸件表面粗糙度应符合GB6060.1的规定 3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.
钛及钛合金力学性能,物理性能,以及相关介绍等
. 钛及钛合金力学性能,物理性能,以及相关介绍等 一。以下是个人对外六角螺栓和内六角螺栓使用情况的一点小总结,请参考 俺的个人观点: 1。内六角的螺栓,适用于结构空间小,或者要求上平面是平面的情况下。 结构空间小,活动扳手占空间大,所以不能用,只能使用内六角螺栓,方便装卸。 产品要求安装后上平面是平面的情况下,主要适用于精密仪器/设备,一些设备要求安装后平面度的,或者要求整体产品外观良好,或者要求产品安装后上平面必须平,以此来避免挡碍的情况下需要使用内六角螺栓。 2。其他情况下,均建议用外六角螺栓。 3。从成本上考虑,用外六角螺栓,从外观效果上考虑,用内六角螺栓。 4。我们单位一般情况下,将内六角螺栓翻译为内六角螺钉,呵呵,请大家参考,也就是说一般意义上的内六角螺栓=内六角螺钉。当然,德标DIN和ISO的标准正规些。 现在市场上的该类紧固件都在努力向DIN和ISO标准上靠拢。 二。钛及钛合金 钛及钛合金是导弹上重要结构材料之一。钛的密度为.507g/cm3,介于铝、铁之间。钛的熔点为1668℃比铁的熔点还高,能在高温下工作,耐热性能远超过铝。钛在含氧环境中易形成一层薄而坚固的氧化物薄膜。这层膜和基体结合牢固致密,破坏后还能自愈合,从而起到保护作用。 a. 型钛合金 这类合金不能通过热处理强化,一般在退火状态下应用。它的特点是具有良好的耐热性和组织稳定性,低温性能优于其它类型钛合金。缺点是对变形抗力大,常温下强度不够高。这类合金的牌号有TA1,…,TA7,TA8,其中TA1~TA3为工业纯钛;TA4,TA5,TA6属Ti-Al二元合金;TA4用作焊丝;TA5、TA6可用于一般结构件或耐蚀结构件;TA7是常用的典型型合金。 b. 型钛合金 这类合金可通过淬火和时效得到强化,其优点是固溶处理状态下塑性很好,易加工成形,在时效状态下强度高。缺点是弹性模量低,耐热性差,焊接性能差,低温塑性不如型合金。常用牌号为TB2,它可用于整体式固体火箭—冲压发动机的燃气发生器。 c. ( + )型钛合金 这类合金的中国产品的牌号有TC1,…,TC4,…,TC10等品种,其中TC1和TC2为低强钛合金,TC3、TC4为中强钛合金,TC10属高强钛合金,TC6,TC9和TC11则属高强耐热钛合金。这类合金兼备钛合金和钛合金的优点。导弹上使用最多的是TC4(Ti-6A l-4V)钛合金,导弹上广泛的采用TC4钛合金制作高压气瓶,受力较大的杆式焊接支架,舵轴以及在较高热环境下工作的结构件,也可用作固体发动机壳体,压气机盘,叶片等。(3) 结构复合材料 复合材料是由两种或两种以上的性状不同的材料经选择、设计、成型而得到的一种宏观多相新材料。其组分可包括金属、非金属等各种材料,按作用又可分为基体材料和增强材料两部分。 三。钛及钛合金力学性能 牌号室温力学性能,不小于高温力学性能,不小于 抗拉强度σb MPa屈服强度σ0.2 MPa 伸长率δ5 %收缩率ψ %冲击值αk J/cm2试验温度℃抗拉强度σb MP