金属颗粒的大小及形状对碳纳米管增强铜及铜合金的硬度和电学性能的影响
金属颗粒的大小及形状对碳纳米管增强铜及铜合金的硬度和电学性能的影响
摘要:利用碳纳米管(CNT)的特殊性质在金属基复合材料(MMC)中的宏观应用仍然是科学与技术的一大挑战。由于将碳纳米管掺入金属且可扩展的过程很困难,为商业应用取得的成功尝试很少。通过成熟的热压烧结粉末冶金法制备了碳纳米管增强铜及铜合金(青铜)复合材料。碳纳米管-金属粉末混合与热压烧结的工艺参数已经被优化且混合粉末和复合材料的基体材料已经被阐明。然而,金属颗粒的大小和形状的影响也与碳纳米管的选择一样对复合材料的机械性能与电学性能具有很大的影响。与纯铜相比,铜基复合材料的硬度提高了47%,而与纯铜合金相比,青铜复合材料的电导率提高了20%。因此,碳纳米管能改善高电导低强度铜金属的机械性能,而在低电导高强度铜合金中,其电导率可以被改善。
2 实验
2.1 材料
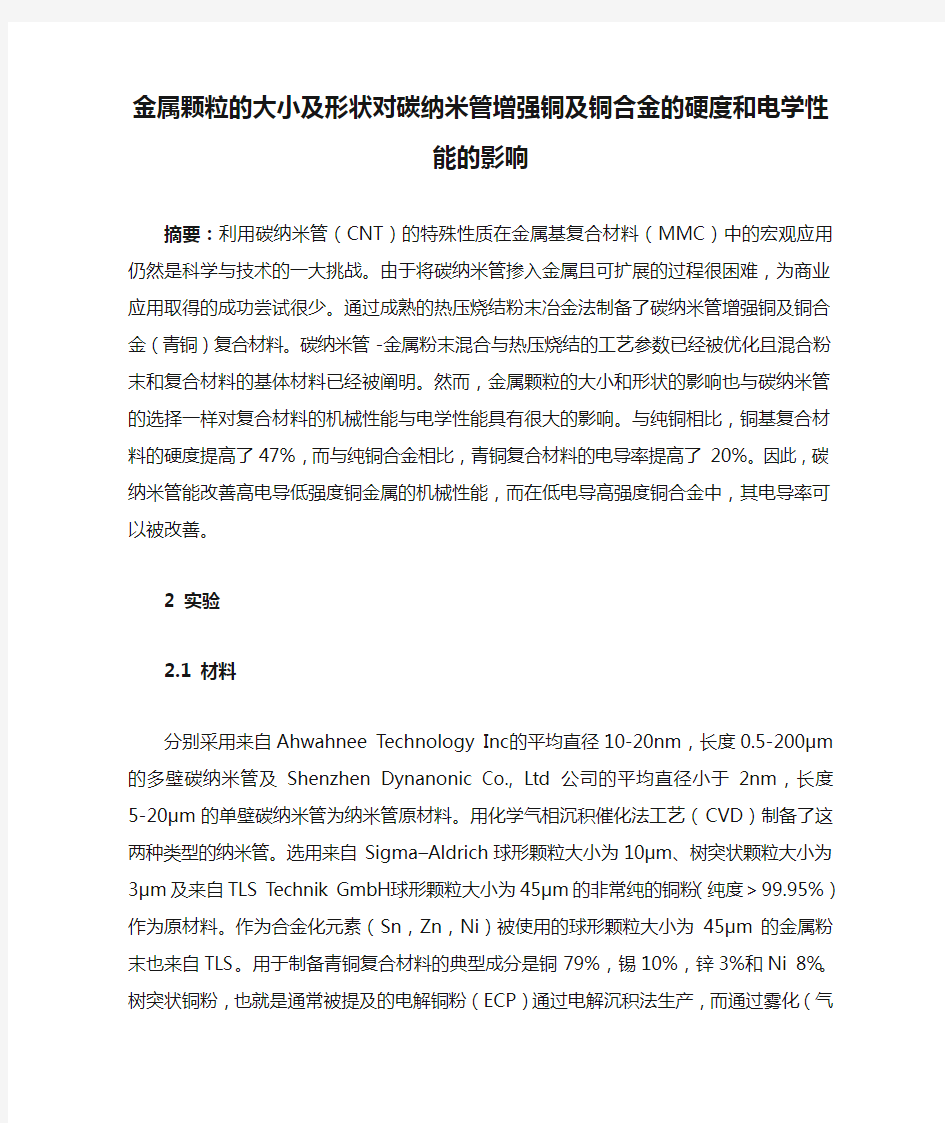
分别采用来自Ahwahnee Technology Inc的平均直径10-20nm,长度0.5-200μm的多壁碳纳米管及Shenzhen Dynanonic Co., Ltd公司的平均直径小于2nm,长度5-20μm的单壁碳纳米管为纳米管原材料。用化学气相沉积催化法工艺(CVD)制备了这两种类型的纳米管。选用来自Sigma–Aldrich球形颗粒大小为10μm、树突状颗粒大小为3μm及来自TLS Technik GmbH球形颗粒大小为45μm的非常纯的铜粉(纯度>99.95%)作为原材料。作为合金化元素(Sn,Zn,Ni)被使用的球形颗粒大小为45μm的金属粉末也来自TLS。用于制备青铜复合材料的典型成分是铜79%,锡10%,锌3%和Ni 8%。树突状铜粉,也就是通常被提及的电解铜粉(ECP)通过电解沉积法生产,而通过雾化(气/水)过程制造球形金属粉末。表1与表2示出了纳米管及金属颗粒的规格。
2.2 混合粉末
不同百分含量的碳纳米管与金属粉末在具有惰性气氛(Ar)的手套箱中混合,随后在行星式球磨机(PM 400)中球磨不同时间,参数如下:球的数量:50(不锈钢,硬度48-52HRC),
每个球的直径:10mm,球料比10:1,球磨速度:200rpm。球磨后用扫面电子显微镜(SEM,JEOL6500)研究碳纳米管在金属粉末中的分散。不同球磨时间和碳纳米管的百分含量被用来确定纳米管在不同金属粉末中更好的分散。
2.3 复合材料制备
混合粉末放置在充有惰性气体(Ar)的热压烧结炉(DSP 510)中烧结。该DSP 510烧结装置采用在模具中产生非常高的加热速率的直接电阻加热,且复合材料的整个制备过程只需最多15分钟。通过更接近它们的理论密度,每种复合材料的烧结参数(温度,压力,时间,加热和冷却速率)被优化。利用阿基米德原理测定复合材料的密度。烧结温度750℃和压力40MPa被用于Cu-CNT复合材料制备,而800℃和40MPa被用于青铜-CNT复合材料制备。
2.4 复合材料的表征
表征前,用连续细的碳化硅砂纸对复合材料样品进行研磨,随后用金刚沙悬浮液抛光至1μm。然后用光学显微镜(LOM,Axio卡尔蔡司成像仪)观察被硝酸铁或者氯化铁腐蚀后的样品。附带能量色散X射线(EDX)的扫描电子显微镜(JEOL 6500)被用来研究纳米管在基体材料中的分散性及分析复合材料中的元素。用产自Wilson-Wol-pert,以10mm钢球作为压头可产生3000KN力的布氏硬度测试机测量复合材料的硬度。通过一个称为的sigmatest 2.069的装置对该复合材料的电导率进行测量,其主要是通过测量基于样品复阻抗的涡流对非铁磁性金属的电导率进行测量。当未知的试件被测量时,该仪器会将复杂的阻抗值转化为电导率值。
3.结果与讨论
3.1 混合性的分析
在早起的文献[21]中,作者表明,行星式球磨机利用很强的离心力在球磨罐中形成高能碾磨作用,事实上,这个作用包括碳纳米管-金属的连续碰撞,粘结,压碎及重新粘结。较短时间(30 min)的球磨没有表现出在基体材料中碳纳米管的良好嵌入性,而延长球磨时间却促进了金属粉末产生非常大的金属颗粒的冷焊。通过减少金属颗粒的大小,就有可能增加碳纳米管在金属中的分散。球磨质量分数为0.5%的碳纳米管及3μm的树突状铜颗粒1小时,显示出了碳纳米管在金属颗粒中的良好分散性(图1a)。用在这方面的具有较高比表面积[22]的树突状金属颗粒,有望提高纳米管在树突状金属粉末中的分散性。碳纳米管的分散也促进通过不同合金元素的碾磨以生产碳纳米管-青铜复合材料(图1b)。在机械合金化期间,碳纳米管有望在不同合金粉末中扩散。
3.2 复合材料的分析
分析了纳米管-金属混合粉末之后,在最佳烧结参数中通过热压烧结法制备了复合材料。表3示出了用于复合材料制备的烧结参数及它们的相应的相对密度。碳纳米管的密度被认为是2g/m3[ 23 ]。减小金属颗粒的大小,复合材料的相对密度增加。随着复合材料被制成10μm 的球形铜颗粒,达到了理论密度的99.3%。另一方面,相比于球状结构,树突状颗粒应当具有更低的密度(形状越规则,粉末密度越大[24])。碳纳米管含量的增加降低了复合材料的相对密度,主要是因为管内的空隙与孔隙度及碳纳米管之间的团聚的增加。
早期的问题[21]已经表明,碳纳米管已经非常均匀地分散在整个基体中,且很好的嵌入在基体材料中。通过扫描电镜从复合材料的断面分析了碳纳米管的分散。复合材料的微观结构也通过光学显微镜(LOM)分析。显微图像(图2)显示了两种类型的相,一种是完全游离的碳纳米管相,即碳纳米管没有被分散在基体中。而另一种是CNT/Cu相,即碳纳米管被分散在铜基体中。在基体中碳纳米管的分散取决于CNT-金属粉末[25]混合。如果碳纳米管在金属粉末球磨过程期间被很好的分散,就会获得分散更均匀的碳纳米管。然而,在凝固过程期间,随着纳米管向晶界方向转移,形成了纯铜的初相,同时在铜基体中也形成了含有碳纳米管的另一相[26]。两相之间的一个明显区别如图2a所示。主要表现为明亮的铜相,而其他阶段包含碳纳米管作为黑点在Cu基体。明亮区显示为初铜相,而黑点显示为在铜基体中含有碳纳米管的另一相。然而,一些黑点也有可能出现氧化铜(Ⅱ)。对该复合材料的表面进行能量色散X射线(EDX)分析也确保了在复合材料中Cu,O,和C的出现。由于铜不形
成碳化物,所以EDX中的碳峰是样品中存在碳纳米管的一个证据。
3.3 复合材料的表征
3.3.1 硬度
利用布氏硬度机对碳纳米管增强铜基复合材料的硬度进行了测量(压力29KN、使用一个钢球)。以增长碳纳米管的比例作图。图3显示了被制备的45μm,球形金属粉末和不同多壁碳纳米管的质量百分数的CNT-Cu和CNT-青铜复合材料的布氏硬度值。根据Erich[27],由个别的金属相的混合物形成的不连续的金属基复合材料表现出强度比那些从各成分的强度在理论上预测的高出50%。在我们的例子中,通过热压烧结制备的纯铜的硬度也被发现与参考值(35H)相比高了近一倍(58HB)。然而,随着在CNT-Cu和CNT-青铜复合材料中碳纳米管量的增加,复合材料的硬度降低。具有不同颗粒大小与形状(45μm,球形;10μm,球形和3μm,树突状)的纯铜和Cu-0.5%多壁碳纳米管复合材料的硬度被绘制在图4中。被制备的45μm,10μm,3μm的纯铜复合材料的硬度值保持在同类范围56-60 HB。然而,用过减小铜颗粒的尺寸,Cu–CNT (0.5 wt.%)的硬度显著增加。显然,Hall–Petch关系对随着颗粒尺寸减小硬度增加具有一定的影响。在我们的例子中,我们没有发现它与纯铜材料有着显著的关系。然而,颗粒尺寸的减小很大程度上影响了纳米管的掺入。随着金属颗粒尺寸的减小,碳纳米管在基体材料中的分布增加,而这又起到了提高复合材料硬度的作用。此外,金属颗粒的树突状结构增强了碳纳米管在基体中的分布,也有望提高复合材料的强度。
由于铜的颗粒尺寸减小和碳纳米管的更均匀分布,在铜颗粒的枝晶臂周围提供了更高的界面强度具有更高的相对密度,这实际上有助于通过CNT/基体的良好的界面强度来分配从基体到CNTs的外部载荷。用碳纳米管和3μm,树突状铜金属颗粒制备的复合材料的硬度通过这种方法被提高了。通过使用3μm铜金属颗粒,Cu–CNT (0.5 wt.%) 复合材料的硬度提高了42%。然而,最佳硬度值(83.5HB)在用3μm,树突状铜颗粒和0.1%多壁碳纳米管(图5)制备的复合材料中被达到。因此,使用3μm铜颗粒在复合材料中,Cu–CNT (0.1 wt.%)复合材料的硬度可以提高到47%。进一步增加CNT含量相当于降低了复合材料的硬度。
3.3.2 电导率
高导电金属的导电性的改善仍是科学的一个大问题。基于定向的,弹道导电的碳纳米管被嵌入在金属基复合材料中可能充当一个超低电阻材料[28]。此外,在粉末冶金烧结体中,很难达到100%的理论密度。在复合材料内部将有一定量的孔隙率。这些孔隙是实际上的绝缘部位,从而降低了复合材料的导电性。图6显示的纯铜复合材料的电导率为58MS/m,相比于参考电导率(59.59MS/m)有点低。在铜复合材料中增加碳纳米管含量会降低其电导率。
同时使用多壁碳纳米管和单壁碳纳米管研究青铜复合材料的电导率。传导基本上是通过最外的碳纳米管。在使用多壁碳纳米管情况下,内部同轴纳米管的相互作用可能导致电子性
质的变化。但是,金属单壁碳纳米管可以承受巨大的电流密度(最大109 A /cm2)而不被破坏,即幅度比铜[29]高约三个数量级。图7表明,通过添加0.1%多壁碳纳米管,CNT-青铜复合材料的电导率增加到10%,通过添加同样百分量的单壁碳纳米管,CNT-青铜复合材料的电导率增加到20%。更高的CNT含量将不会增加导电率,而会降低其导电率。
从依据液相烧结混合元素粉末来制备青铜复合材料,碳纳米管有望通过锡熔化的短暂液相在铜晶粒内互相连接。纳米管位于Cu粒子的晶粒边界,通过填充和连接铜基体的空隙区降低电阻。这就是如何基于碳纳米管的青铜复合材料的导电率被期望提高。
4. 结论
通过已被大家接受的热压烧结粉末冶金法成功的制备了铜和青铜基碳纳米管复合材料。复合材料的硬度与电学性能被探讨,并发现在复合材料中添加0.1%多壁碳纳米管铜的硬度提高了47%,在复合材料中添加0.1%单壁碳纳米管青铜的电导率提高了20%.因此,碳纳米管可以提高高导低强铜金属的硬度,而通过在复合材料中使用纳米管作为增强物以提高低导高强铜合金的电导率。
金属包装容器结构设计与制造复习重点
《金属包装容器结构设计与制造》考试重点 考试题型为:填空、问答。考试内容如下: 第一章绪论 一、金属包装的特点 优良的阻隔性能;优良的力学性能;热传导性好;良好的加工适应性;使用方便;装潢美观;卫生安全废弃易处理;具有良好的屏蔽性能;具有导磁性 二、金属包装容器的分类 1、金属罐:最大公称厚度为0.49mm的金属材料制成 按结构分类:三片罐(罐盖、罐身和罐底连接而成);二片罐(罐底和罐身用整片金属薄板冲压拉拔成型)。 按形状分类:圆形罐、方形罐、椭圆形罐、扁圆形罐、梯形罐、马蹄形罐等。按容器外部几何特征,可以分为圆柱形罐、圆台(锥)形罐、棱柱形罐、棱台(锥)形罐等。 2、金属桶:金属桶是用较厚的金属板(大于O.5mm)制成的容量较大(大于20L)的容器. 第二章常用的金属包装材料 2.1 铁基包装材料 一、镀锡薄钢板: 1、定义:两面镀锡的低碳钢板,厚度 0.10-0.40mm,分为热浸镀锡板和电镀锡板。 2、镀锡板的结构:l一钢基板;2一锡铁合金层;3一锡层;4一氧化膜;5一油膜 3、机械性能:主要是指钢基板的机械性能,包括力学性能(调质度)和成型性能(杯突值)两项指标。 a.调质度:用表面洛氏硬度值HR30T来表示综合机械性能 b.杯突值:表征塑性和延展性 4、耐蚀性能:酸浸时滞值、铁溶出值、镀锡晶粒度、合金-锡电偶值、锡层厚度为镀锡板五项耐腐蚀指标。 5、镀锡板的发展方向:为降低制罐成本和节约用锡,对罐头食品容器所用的原材料进行了许多研发工作.如差厚、电镀、高强度钢基材料(二次冷轧)等。 二、镀铬薄钢板 1、定义:镀铬薄钢板(简称镀铬板TFS)又称无锡钢板,是在低碳薄钢板上镀铬而成,是制罐的材料之一。 2、TFS结构:由钢基板、金属铬层、水合氧化铬层和油膜构成。 3、TFS性能特点: (1)镀铬薄钢板和镀锡薄钢板的钢基是相同的,强度和加工性能也基本相同。 (2)镀铬薄钢板耐腐蚀性不如镀锡薄钢板,镀层只能在弱酸弱碱下起保护作用。 (3)镀铬板对有机涂料的附着力特别好,是马口铁的3-6倍,因此适合于制造二片拉伸罐和三片罐的罐底和罐盖。 (4)镀铬板的光泽也不如镀锡板,且焊接困难,制罐时不能采用锡焊接缝,只能用熔接法和粘合法接合。 4、TFS应用: (1)镀铬板主要用于腐蚀性较小的啤酒罐、饮料罐 (2)经内外涂装后用于制作冲拔罐和食品罐的底和盖等。美国二片罐90%以上采用TFS。
铜及铜合金的分类讲解
铜及铜合金的分类 第二章铜及铜合金的分类铜是人类最早使用的金属,自然界有自然铜存在,与 其他金属不同,铜在自然界中既以矿石的形式存在,也同时以纯金属的形式存 在,其应用以纯铜为主,同时其合合金也在工业等多个领域中广泛应用,工业上 常将铜和铜合金分为四类,分别是:纯铜、黄铜、青铜和白铜。 1. 铜与铜合金的分类 1.1 按生产应用的方式(可分为二大类)形变铜与铜合金、铸造铜与铜 合金对于压力加工专业来说,主要是和形变铜与铜合金打交道,因此,重点学 习形变铜与铜合金。 1.2 铜与铜合金的名称:根据历史上形成的习惯,起的是 某一种颜色的名称,它们是:紫铜——纯铜Cu 黄铜——Cu-Zn 合金青铜——锡青铜:Cu-Sn 合金铝青铜:Cu-Al 合金铍青铜:Cu-Be 合金钛青铜:Cu-Ti 合金白铜—— Cu-Ni 合金( 有的铜合金叫做青铜,但合金的颜色并不真就是青 色的。) 2. 纯铜纯铜的新鲜表面是玫瑰红色的,当表面氧化形成氧化亚铜Cu2O 膜后就呈紫色,所以纯铜就常被称为紫铜。紫铜具有好的导电、导热、耐蚀和 可焊等性能,并可冷、热压力加工成各种半成品,工业上广泛用于制作导电、导 热和耐蚀等器材。 2.1纯铜的成份、组织与性能 2.2.1.其结构、组织:在金属 学中学过,纯Cu的晶体[结构]是面心立方晶格(f、c、c),滑移系多,易塑性变形,塑性好。其组织由单一的铜晶粒组成。 2.2.2.在成分方面:100%纯的金属是没有的,非100%纯。Cu 的最高纯度可达99.999%(三个9)工业纯Cu 的纯度约为99.90~99.96%杂质的存在相当于使纯铜的成份改变,这自然会引起一些 性能的变化。虽纯Cu 有一些性能几乎不受杂质的影响但导电率、机械性能却 受杂质或晶 4 体缺陷的影响较大现在先综合看看工业纯Cu 的性能—— 2.2 工业纯铜的性能 2.2.1 纯铜的性能优点:从纯铜的各种性能中我们可以总结出几 条性能优点,从而可以明白为什么铜会以纯金属的形式得到这么广泛的应用。①优良的导电、导热性;∴Cu 广泛用于:导电器(如:电线、电缆、电器开关) 导热器(如:冷凝管、散热管、热交换器)②良好的耐蚀性;Cu具有极好的耐蚀性,且反应后表面有保护膜(铜绿)在普通的温度下,铜不太会与干燥空 气中的氧气O2反应,但Cu能与CO2、SO2、醋发生作用,生成铜绿――碱式碳酸铜、碱式硫酸铜CuSO4·3(OH)2 (深绿色)、碱式醋酸铜,这样铜的表面上 就慢慢生成了一层保护膜。③有良好的塑性退火工业纯铜的拉伸延伸率δ ≈50%,纯Cu 易加工成材例:加工出来的细铜丝可细于头发丝(8 丝)达4~5 丝 2.2.2 纯铜的机械性能与工艺性能我们通过结合纯铜的生产、加工过程来了解、认识(1) 纯Cu 的加工过程(几乎全部纯铜都是经过加工成材供应用户的, 我们在工厂中可以观察到,其生产过程一般为:(2) 纯铜的机械性能——①铸态铜的性能很低;②经加工后,软态铜、硬态铜的性能,见上面数据;③铜经过强烈冷加工(形变率ε≥80% )后,强度δ b将急剧升高,但塑 5 性强烈变坏,加工硬化很厉害,对纯铜来说,其机械性能是由其晶粒度和位借密度所决定 的。(3) 纯铜的热加工工艺性能我们知道,热加工应选择在塑性高的温度范围
铜及铜合金牌号对照表
铜及铜合金牌号对照表 CONVERSION TABLE OF GRADES FOR COPPER & ITS ALLOYS
Werkstoffe: Automatenstahl: 11SMn30 11SMnPb30 * 11SMnPb37 * *) auc h 麻省理工学院Zus5atzen 冯Bi und Te (1.0715) (1.0718) (1.0737) Nirosta (INOX): X14CrMoS17 X8CrNiS18-9 (1.4104) (1.4305) 弄乱: CuZn38Pb1,5 CuZn39Pb3 CuZn35Ni2 CuZn40Al2 (2.0371) (2.0401) (2.0540) (2.0550) Neusilber: CuNi7Zn39Pb3Mn2 CuNi12Zn30Pb1 (2.0771) (2.0780) Kupfer: OsnaCu58S OsnaCu58Te (2.1498) (2.1546) 铝: AlMgSiPb AlCu4PbMgMn AlCu6BiPb (3.0615) (3.1645) (3.1655) Titan: 6.Al4V (3.7165) Maschinen: ? 索引Automaten □2 - □60mm ? Tornos-Langdrehautom aten □2 - □26mm ? Esco-Ringdrehautomaten □1 - □9mm ? 索引, Tornos und Esco CNC-Drehautomaten bis □100mm ? Kummer Feinstdrehautomaten ? 6-Spindel-Drehautomaten: 索引bis □32mm (CNC), 可利用的合金从瑞士METALWORKS
包装结构设计(第三版)部分习题答案
1-1.举例说明包装结构、造型与装潢设计之间的关系。 答:三者具有一定的关联性,如折叠纸盒设计中,不是在结构图上随意的设计图案、文字、商标等,而是要考虑装潢的各要素与结构的各要素,然后按一定方式结合。 三者具有共同的目的性,如折叠纸盒设计中,其结构具有容装性和保护性,装潢具有显示性,造型具有陈列性,三者结合具有方便、促销售等功能; 三者具有相辅相成的综合性,如折叠纸盒设计中,不同的结构,不同的造型,不同的装潢对于产品的销售影响是不同的,必须三者有机的组合才能达到最好的效果。 2-3.什么是内折、外折与对折 答:纸盒折叠成型后,纸板底层为盒内角的两个边,而面层为外角的两个边,则为内折,反之为外折;如果纸板180°折叠后,纸板两底层相对,则为内对折,反之为外对折。 2-4.在瓦楞纸箱设计中如何选择楞向 答:盘式盒盒体的瓦楞楞向应与纸盒长度方向平行,02类纸箱与纸箱高度纵向平行;只有一组压痕线的瓦楞纸箱,瓦楞楞向应与该组压痕线垂直,瓦楞衬件一般是垂直瓦楞。 2-5.在折叠纸盒设计中如何选择纸板纹向 答:纸板纹向一般可以通过目视观察纸中纤维排列方向进行确定,也可以同时用水湿纸板使其发生弯曲,与弯曲轴向平行的方向即为纸板纵向。 2-6.纸包装制造尺寸为什么不能用LxBxH表示 答:制造尺寸指生产尺寸,即在结构设计图上标注的尺寸,就直角六面体包装容器类来说,还不止一组数据,因此不能用LxBxH表示。 4-1.为什么粘贴纸盒制造尺寸计算公式与折叠纸盒有所不同 答:粘贴纸盒纸材选用由短纤维草浆制造的非耐折纸板,其耐折性能较差,折叠时极易在压痕处发生断裂,所以其制造尺寸就等于内尺寸,而折叠纸盒利用的耐折纸板,其纸页两面均有足够的长纤维产生以必要的耐折性能和足够的弯曲强度,使其在折叠后不会沿压痕处断裂,故其制造尺寸不等于内尺寸。 6-1.塑料容器的选材原则是什么/ 6-2.注射、压制和压铸成型容器的结构设计要素有哪些 6-3.容器壁厚过大和过小有何不利影响 6-4.为提高中空容器的强度和刚度,设计时可采用哪些方法 6-5.为什么说中空容器的肩部形状十分重要怎样设计较为合理 6-6.塑料容器的外形设计需注意哪些与包装生产线相关的问题 6-7.简述造成塑件成型误差的主要因素。 6-8.真空成型容器的壁厚分布有何规律是何原因 7-1.在压制法生产中,为什么随着开模时间的延长,玻璃瓶罐内表面脱模斜度逐渐增大,而外表面脱模斜度逐渐减小 7-2.在异型瓶设计中,为什么拉应力作用区壁厚取大值,压应力作用区壁厚取小值 7-3.螺纹瓶口的种类及特点是什么 7-4.塞形瓶口的设计要求是什么
金属包装容器结构设计
金属包装容器结构设计与制造 1.金属容器的分类方法:A.按容器形状分类可分为圆形罐、方形罐、椭圆形罐、扁圆形罐、 梯形罐、马蹄形罐等。 2.金属容器基本制造工艺:冷冲压工艺、焊接工艺和黏结工艺。 3.金属板料弯曲过程分为弹性弯曲阶段和塑性弯曲阶段,A.弹性弯曲阶段:在弹性弯曲阶 段,变形量最小,其应力仅产生于弯曲圆弧的切线方向。与凸模接触的靠近内侧的板料,产生压缩变形,应力状态为单向受压。与凹模接触的靠近外侧的应力状态为单向受拉。 B.塑性弯曲阶段:随着外加弯矩的增加,板材的弯曲变形增大,其内、外表层金属先达 到屈服极限,板料开始由弹性变形阶段转入塑性变形阶段。随着弯矩的不断增加,塑性变形由表向内里扩展,最后使整个断面进入塑性状态。塑性弯曲可分为三类:a.弹塑性弯曲b.线性纯塑性弯曲c.立体纯塑性弯曲。 4.拉深工艺:将平板毛坯通过拉深模具制成开口筒形或其他断面形状的零件,或将筒形或 其他断面开头毛坯再制成筒形或其他断面形状的零件。 5.缩口是将预先拉深好的圆筒形件或管件坯料通过缩口模具将其口部直径缩小的一种成 形工序。 6.胀形是通过模具使空心件或管状坯料向外扩张,胀出所需的凸起曲面。 7.翻边是将制件的孔边缘或外边缘在模具的作用下翻出竖立的或成一定角度的直边。 8.整形一般用于弯曲、拉深或其他成型工序之后。 9.旋压是将毛坯固定在旋压机的胎具上,是毛坯随同旋压机的主轴旋转,同时操作赶棒, 是赶棒加压与毛坯,毛坯便逐渐紧贴胎具,从而获得所要求的形状和尺寸的制作。10.钎焊:采用与钎焊金属不同而熔点低得钎料作为填充金属,加热熔化钎料并渗入焊件接 缝间隙内,使焊件牢固地连接1起来的一种方法。 11.焊接工艺加工技术主要应用钎焊技术(常指锡焊)和电阻焊技术(包括电焊和缝焊), 目前比较先进的工艺已采用激光焊技术。 12.电阻焊是利用电流通过焊件时所产生的电阻热加热焊件的接合处,使其金属达到塑性状 态或熔化状态时施加一定的压力,使焊件牢固地连接在一起的方法。电阻焊的焊接原理: A.热过程与接触电阻。电焊时,对电焊的加热是利用电流直接通过焊件内部及焊件间接 触电阻产生的热量来实现,电阻焊的发热量应符合焦耳—楞次定律。采用不同的电阻焊方法,两电极间电阻是不同的。两焊件接触面上存在一定的电阻称为接触电阻。当电流通过两焊件接触面时由于接触面实际上不是绝对平地,两焊件只能在若干点上相接触,这样电流通过接触面时就收缩,集中于这些点通过,这是一种微观的集中,由此而造成的附加电阻是形成接触电阻的主要部分。当两焊件通过一定电流时,接触面上首先被加热到较高温度,因而较早达到焊接温度。所以电阻焊是听过焊件间接触面上产生的电阻热作为主要热源B.焊点的形成过程:a.预压阶段b.焊接通电加热阶段c.锻压阶段 13.二片罐的结构特点:A.二片冲压罐是采用适当的冲压工艺,使圆形板坯经若干次冲压拉 深后成型的。冲压成型后的杯形或其他形状的罐身,其侧壁完整、光洁、无接缝。B.底部和侧壁为一整体,没有传统三片式组合罐的侧壁与底部的卷封接缝C.二片冲压罐很容易加工成各种圆形或异性的容器,即使是圆柱形结构的二片罐,也可以很方便地在柱体的上缘部分和下缘部分进行适当的加工修饰,既可以使二片罐结构强度得到改善,也可以使圆柱形结构容器的造型更加美观D.二片冲压罐结构的另一特点是,大多数的二片罐都采用了易开启的结构形式,使二片罐的开启方便易行。二片罐容器的结构形式有五个部分分别是罐底、下缘部分、罐侧壁、上缘部分和管端盖。 14.三片罐是指有罐身、罐盖(顶)和罐底三个部分组合而成的一类容器。三片罐罐身制造
铜合金材料对照-成分-性能
铜合金牌号以及对照列表 ALLOY TYPE BS STANDARD EN STANDARD SYMBOL ASTM/UNS (NEAREST EQUIVALENT) OTHER COMPATABLE ALLOYS Aluminium Bronze CA104 CW307G CuAl10Ni C63200 / C63000 NES833, BSB23(DTD197A) Aluminium Bronze CA105 - CuAl10Fe3Ni7Mn2 C63000 - Aluminium Bronze AB1-C CC331G CuAl10Fe2-C C95400 SAE68 Aluminium Bronze AB2-C CC333G CuAl10Fe5Ni5-C C95500 SAE68B Leaded Bronze LB1-C CC496K CuSn7Pb15-C C93800 SAE67 Leaded Bronze LB2-C CC495K CuSn10Pb10-C C93700 SAE64 / SAE797 / SAE792 Leaded Bronze LB4-C CC494K CuSn5Pb9-C C93500 SAE66 Leaded Bronze LB5-C CC497K CuSn5Pb20-C C94100 SAE94, SAE794 & SAE799. Leaded Bronze - - CuSn7ZnPb C93200 SAE660 Leaded Gunmetal LG2-C CC491K CuSn5Zn5Pb5-C C83600 SAE40 Leaded Gunmetal LG4-C CC492K CuSn7Zn2Pb3-C C93400 - Leaded phosphor bronze LPB1 - CuSn8Pb4Zn1 C93100 - Leaded Phosphor Bronze PB4-C CC480K CuSn10-C C92700 - Nickel Gunmetal G3 - CuSn7Ni5Zn3 B292-56 - Phosphor Bronze PB101 CW450K CuSn4 C50900 C51100 - Phosphor Bronze PB102 CW451K CuSn5 C51000 NES838 Phosphor Bronze PB103 CW452K CuSn6 C51900 - Phosphor Bronze PB104 CW459K CuSn8 C52100 BSB24 DTD265A Phosphor Bronze DTD265A - - - BSB24, PB104 Tin Phosphor Bronze PB1-C CC481K CuSn11P-C B143 SAE65 Tin Phosphor Bronze PB2-C CC483K CuSn12-C CC483K SAE65 材料化学成分
JISH铜及铜合金棒材标准
J I S H铜及铜合金棒材标 准 The latest revision on November 22, 2020
铜及铜合金棒 1.适用范围本规格是适用于拉制加工之后断面为圆形、正六角形、正方形、带圆 角正六角形铜及铜合金的棒(以下称为棒)。 备注 1. 所谓棒就是,全长断面均匀,笔直的拉制制品。 2. 所谓带圆角正六角形就是正六角形的角的外切边切为圆弧形。 2.引用规格下面介绍的标准,都被本标准所引用,构成本标准的一部分内容。这 些标准都是最新版本(包括补充内容)。 JIS B 8265 压力容器的构造一般事项 JIS B 8266 压力容器的构造特定标准 JIS B 8607 制冷剂用喇叭口型和钎焊焊管接头 JIS H 0321 非铁金属材料的检查手册 JIS H 0505 非铁金属材料的电阻率记导电率的测定方法 JIS H 1051 铜及铜合金的铜含量的测定方法 JIS H1052 铜及铜合金的锡含量的测定方法 JIS H1053 铜及铜合金的铅含量的测定方法 JIS H1054 铜及铜合金的铁含量的测定方法 JIS H1055 铜及铜合金的锰含量的测定方法 JIS H1056 铜及铜合金的镍含量的测定方法 JIS H1057 铜及铜合金的铝含量的测定方法 JIS H1058 铜及铜合金的磷含量的测定方法 JIS H1062 铜及铜合金的锌含量的测定方法 JIS H1292 铜及铜合金的荧光X线分析方法 JIS K8085 氨溶液 JIS Z2201 金属材料抗拉试验用试料 JIS Z2241 金属材料抗拉试验方法 JIS Z2243 布氏硬度试验试验方法 JIS Z2244 维氏硬度试验试验方法 3.种类及标号棒的种类及标号,见表1 备注材质的表示记号在表1中标号的后面。
内装物其气雾剂的金属包装容器结构设计
内装物其气雾剂的金属包装容器结构设计 1设计目的 (1)综合运用本课程的理论和生产实际知识进行设计训练,使所学的知识得到进一步的巩固和发展; (2)学习金属包装容器结构设计的一般方法和步骤,初步培养学生分析和解决工程实际问题的能力,树立正确的设计思想,为今后毕业设计设计和工作打下良好的基础; (3)进行方案设计、结构设计、机械制图和运用设计手册、标准及规范等技 能的训练,培养学生的创新意识和动手能力。
2内装物分析及其气雾剂选择 2.1 内装物及容量 内装物:发胶工作温度:-15 —50C容量:约320ml堆码层数4 2.2 内装物相关特性分析 内装发胶为液态,根据惯例,我们选择干式喷雾,即增加推进剂的用量或压力,造成微粒直径小于50um的喷雾,雾粒可以在空中悬浮3min以上。内装物为气、液、液三相式(液态推进剂与液态的物料互不相容,罐内的液体明显的分为两层,同时在液面上方还有呈气相存在的雾化剂)。 2.3 气雾剂的选择 喷雾罐内产品之所以能在阀门开启后自动喷出,完全是作为能源物质气化后产 生喷发压力的作用。这种作为能源的物质即为喷雾罐的推进剂,也称气雾剂、雾 化剂。 2.. 3.1气雾剂的主要作用 ①汽化内装物,使之形成胶体微粒。液相与内装物产品混合成混溶液成为均质液体,当液相混合物穿过阀门从大约0.5mm直径的喷口射出时,推进剂由于从气压容器内的高压释放出来而立刻汽化,是内状物产品成细小雾滴。 ②填补内状物喷出后的空间,保持压力不变:掀动按钮时,阀门开启,液体内装物汲管上升并经阀门喷出,此时少量推进剂蒸发为气体来填补空间。 2.3.2 气雾剂的喷出系统 (1)两相系统 物料与液态推进剂能充分混合时,罐内只存在气液两相。例如气态推进剂与混溶的推进剂和物料的均质液体;压缩气体推进剂与液态物料等。 (2)三相系统 a. 气、液、液三相式液态推进剂与液态的物料互不相容,罐内的液体明显的分为两层,同时在液面上方还有呈气相存在的雾化剂。 b. 固、气、液三相式罐内有固态、液态物料以及液态与气态推进剂时,罐内物质呈现固、液、气三相式系统。 2.3.3 气雾剂的分类
铜合金汇总
铜合金 材质有:H96(C2100)、H90(C2200)、H80(C2400)、H70(C2600)、H68(C2680)、H65(2700)、H63(C2720)、H62(C2800)、HP59-1黄铜棒、H62黄铜板,C1100紫铜板,T3紫铜板……T8紫铜板、磷青铜C5102、C5210、C5191、C1220、C1040、C111,黄铜带 C2680、C2200、C2720、C2600、C2620,纯紫铜C1020、C1100、黄铜带、C1201、C1220,紫铜箔、黄铜箔,GB状态有O、1/2H、1/4H、3/4H、H、EH、SH,高精密黄铜带、紫铜、磷铜。同时经营日本NGK、韩国、美国复银铜带、铍青铜带、锡磷青铜带、国产高精度和普通度的黄铜带、锡磷青铜带、锌白铜、双金属带等. 材质:H62、H65、H68、H70、H80、H90、T2紫铜板,C2600、C2680、C2700、C5210、C5191、C51000、QBe2.0、C1100、T2等。 规格:厚度:0.2-100mm,宽度:305-1000mm、长度:1200-2000mm。 产品H68(C2680)、H65(2700)、H63(C2720)、H62(C2800)、HP59-1黄铜棒、H62黄铜板,C1100紫铜板,T3紫铜板 黄铜以锌作主要添加元素的铜合金﹐具有美观的黄色﹐统称黄铜。铜锌二元合金称普通黄铜或称简单黄铜。三元以上的黄铜称特殊黄铜或称复杂黄铜。含锌低於36%的黄铜合金由固溶体组成﹐具有良好的冷加工性能﹐如含锌30%的黄铜常用来制作弹壳﹐俗称弹壳黄铜或七三黄铜。含锌在36~42%之间的黄铜合金由和固溶体组成﹐其中最常用的是含锌40%的六四黄铜。为了改善普通黄铜的性能﹐常添加其他元素﹐如铝﹑镍﹑锰﹑锡﹑硅﹑铅等。铝能提高黄铜的强度﹑硬度和耐蚀性﹐但使塑性降低﹐适合作海轮冷凝管及其他耐蚀零件。锡能提高黄铜的强度和对海水的耐腐性﹐故称海军黄铜﹐用作船舶热工设备和螺旋桨等。铅能改善黄铜的切削性能﹔这种易切削黄铜常用作钟表零件。黄铜铸件常用来制作阀门和管道配件等。 力学性能 黄铜中由于含锌量不同,机械性能也不一样,图7是黄铜的机械性能随含锌量不同而变化的曲线。对于α黄铜,随着含锌量的增多,σb和δ均不断增高。对于(α+β)黄铜,当含锌量增加到约为45%之前,室温强度不断提高。若再进一步增加含锌量,则由于合金组织中出现了脆性更大的r相(以Cu5Zn8化合
常用铜材牌号对照表
各国最常用铜及铜合金牌号对照表 品种分类 中国 (GB) 国际标准 (ISO) 美国 (ASTM) 日本 (JIS) 英国 (BS) 德国 (DIN) 欧洲 (EN) TU2 Cu-OF C10100 C1011 C101 OF-Cu CW008A T2 Cu-FRHC C11000 C1100 C101 E-Cu58 TP2 Cu-DHP C12200 C1220 C106 SF-Cu CW024A 紫铜 (红铜) TP1 Cu-DLP C12000 C1201 SW-Cu CW023A 银铜 TAg0.1 CuAg0.1 C10400 C1040 CuAg0.1 H90 CuZn10 C22000 C2200 CZ101 CuZn10 CW501L H70 CuZn30 C26000 C2600 CZ106 CuZn30 CW505L H68 C26200 C2620 CuZn33 CW506L H65 CuZn35 C27000 C2700 CZ107 CuZn36 CW507L H63 CuZn37 C27200 C2720 CZ108 CuZn37 CW508L 黄铜 H62 CuZn40 C28000 C2800 CZ109 CW509L CuSn4 C51100 C5111 PB101 CuSn4 CW450K QSn4-0.3 CuSn5 C51000 C5101 CuSn5 CW451K QSn6.5-0.1 CuSn6 C51900 C5191 PB103 CuSn6 CW452K QSn8-0.3 CuSn8 C52100 C5210 CuSn8 CW453K 锡青铜 QSn6.5-0.4 BZn18-18 CuNi18Zn20 C75200 C7521 NS106 CuNi18Zn20 CW409J BZn18-26 CuNi18Zn27 C77000 C7701 NS107 CuNi18Zn27 CW410J BZn15-20 C7541 锌白铜 BZn18-10 C7350 QFe0.1 (XYK-1) C19210 KFC 引线框架 QFe2.5 (XYK-4) C19400 C1940 注: 1、铜管的材质必须是TP2 或TU2挤压轧制拉伸铜管。TP2 或TU2均为纯铜,呈紫红色,又称紫铜。TU2为无氧铜,纯度高,主要用作真空器件,TP2为磷脱氧铜,多以管材供应,主要用于冷凝器、蒸发器、换热器、热交换器的零件等。 2、中国紫铜加工材按成分可分为:普通紫铜(T1、T2、T 3、T4)、无氧铜(TU1、TU2和高纯、真空无氧铜)、脱氧铜(TUP 、TUMn )、添加少量合金元素的特种铜(砷铜、碲铜、银铜)四类。
《塑料容器结构设计与制造》习题答案第四篇
《塑料容器结构设计与制造》习题答案(第四篇) 一、名词解释: 1.发泡成型——使气体分散在固相聚合物中形成无数发泡孔的轻质高分子材 料的成型方法。 2.表面金属化——在塑料制品表面镀一层牢固的金属,使塑料赋予金属的性质的技术。 3.吹胀比——是指吹塑模腔径向最大直径和管状型坏外径之比。 4.拉伸取向——分子在拉伸力作用下,沿受力方向排列。 5.模压成型——将粉状、粒状或纤维状物料放入成型温度下的模具型腔中,然后闭模加压,而使其成型并固化,开模取出制品的方法。 6.发泡倍率——气相与固相体积之比。 7.流动取向——分子在成型过程中,沿流动方向排列。 8.旋转成型——把粉状或糊状(液状)的树脂计量后(按制品重量计量),置于滚塑模中,通过加热模具并滚动旋转(纵、横向旋转),使模内树脂熔融塑化到流动状态,靠自身重量作用,而均匀地分布满模具型腔的各个部分,经冷却定型,脱模即得制品。 9.表面涂饰——在塑料容器表面涂抹以流动状态的涂料,使其干燥硬化后,形成一层薄膜来保护、美化制品的技术。 10.引伸比——制品深度与宽度或直径之比。
11.真空成型法——是把热塑性塑料板、片固定在模具上,用辐射加热器进行加热,加热至软化温度,用真空泵把片材和模具间的空气抽掉,借助大气的压力,使板材覆盖在模具上而成型的方法。 12.表面烫印——借助热和压力的作用,使烫印箔上的热熔胶熔化,将装饰层与制品粘接在一起,使制品表面呈现各种色彩的图案,花纹,文字,标记的装饰方法。 13.注射成型——将粉状或粒状塑料从注射机的料斗送入加热的料筒内,加热熔融塑化后,借助柱塞或螺杆的推力,物料被压缩并向前移动,通过料筒前端的喷嘴,以很快的速度注入温度较低的闭合模腔中,经过一定时间的冷却定型后,开启模具即得制品的方法。 14.热成型——将热塑性塑料片材夹在框架上加热至软化温度(至热弹态),在外力作用下(如用柱塞、模芯机械的方式;或用真空产生的气压差、压缩空气等气动方式),使加热软化的片材压在模具的轮廓上,冷却而得到容器的一种方法。 15.延伸比——是指制品长度与型坯长度之比。 二、填空题: 1.采用可发性粒料成型泡沫塑料制品,形成制品壁厚的必要条件是至少三粒发 泡粒子并列。 2.常用的机械整饰方法有锉削、磨削、抛光、滚光、喷砂。 3.多层吹塑的目的有提高塑料容器的物理机械性能、改善容器性能、使容器 具有遮光性、 使容器具有绝热性、使容器降低可燃性和提高容器的适印性。
铜及铜合金
表3铜及铜合金数字代号编号范围
S----砂型铸造; J----金属型铸造; R----熔模铸造; K----壳型铸造; Y----压力铸造; L1----离心铸造; La----连续铸造; B----变质处理; F---铸态; T1----人工时效; T2----退火; T4---淬火+自然时效; T5----淬火和不完全时效; T6----淬火和完全时效; T7----淬火和稳定回火; T8----淬火和软化回火; 4. 铸造铜合金的主要化学成分及机械性能(表4, 表5 ,表6),
5.4. 炉料计算程序;(铝合金和铜合金); 5.4.1.明确熔炼任务. 5.4.1.1根据所需合金要求选定配料成分. 5.4.1.2所需合金液的重量,(每坩锅熔炼合金重量) 5.4.1.3所用炉料的成分和回炉料用量,(包括中间合金) 5.4.2明确元素的烧损E,即各元素的烧损量%. 5.4.3计算(包括烧损)100公斤炉料各元素的需要量Q, Q=a/(1-E) (公斤) α-合金中计算元素成分的百分含量(%), E—元素的烧损量(%) 5.4.4根据熔制合金的实际重量W, 计算各元素的需要量A, A=Q×W/100 (公斤) 5.4.5计算在回炉料中各元素的含量B(公斤), B=G×a (公斤) G—回炉料加入量(公斤), a—回炉料中各元素的含量(%) 5.4.6计算应补加的新元素重量C; C=A-B (公斤) 5.4.7计算中间合金的需要量D; D=C/F (公斤), F—中问合金中元素的百分含量. 5.4.8中间合金中所带入的主要元素计算, (铜合金中的铜,铝合金中的铝) Cu(Al)=D-C
包装容器结构设计与制造课程设计指导书(金属部分)
《包装容器结构设计与制造》 课 程 设 计 指 导 书
包装容器结构设计与制造 一、目的 《包装容器结构设计与制造》是研究包装制品结构设计与成型加工技术的一门系统应用科学。通过本课程的学习,旨在培养学生最基本的设计理论知识与实际设计技能。因此,在教学过程中,除了系统地讲授必要的包装容器成型工艺和制品结构设计的理论外,还应使学生作一定的设计技能锻炼,旨在培养学生综合应用所学知识、分析和解决具体产品包装设计问题的能力。 1)具体应用和巩固本课程及有关选修课的理论知识,了解包装容器的一般设计方法和步骤,培养学生的设计能力,为以后进行设计工作打下基础; 2) 通过对包装容器的结构设计,加深对包装容器结构设计的认识,培养学生独立分析问 题和解决问题的能力; 3) 设计采取分组方式进行,第一组设计金属制品包装容器,第二组设计纸制品包装容器, 第三组设计塑料制品包装容器。 二要求 在课程设计中要求学生注意培养认真负责,踏实细致的工作作风和保质、保量、按时完成任务的习惯。在设计过程中必须做到: 1) 随时复习教科书和听课笔记; 2) 及时了解有关资料,做好准备工作,充分发挥自己的主观能动性和创造性; 3) 认真绘图和计算,保证图纸质量和计算正确; 4)按预定计划循序完成设计任务。 金属容器设计部分 1、设计任务 ?要求设计者对所给的设计课题经过认真构思,通过查询相关的规格尺寸和辅导教材,并听取意见作进一步的修改。 2、设计内容 a)三片罐设计 i.选择合适的金属材料 ii.罐型及罐容规格的选择 ③罐身的设计及罐身坯料厚度计算
④罐盖和罐底的设计 ⑤二重卷边 b)二片罐设计 i.选择合适的金属材料 ii.罐型及罐容规格的选择 iii.罐壁厚度 iv.制造工艺方法 v.封口方式 vi.开封形式 vii.坯料尺寸计算 3、设计步骤 三片罐的结构设计 (1)罐形及规格 三片罐中最常用的罐形是圆形罐(竖圆罐、平圆罐),此外还有方形罐、椭圆形罐、梯形罐等异形罐。在罐形的选择上应综合考虑包装要求和成本等因素。圆形罐在所有的罐形容器中是制造最容易、用料最省、容积最大的,但外形无特色。异形罐造型独特,但制造较困难,用料及成本较大。从最经济化原则考虑在设计中应尽量选用圆形罐,在有特殊要求的情况下才选异形罐。 罐的规格,即罐容器的规格尺寸。对于通用三片罐可以根据标准的规格系列来确定。对于有特殊要求的或特殊形状的罐类容器,可以根据实际需要确定其规格。三片罐规格尺寸的确定过程为: ①根据被包装物的包装要求确定罐形; ②根据被包装物的包装量计算所需容量,并以被包装物的填 装率(约85%~95%)来核算罐容; ③最后根据计算结果选定罐的规格尺寸。 (2)罐身 ①罐身接缝由前述三片罐加工工艺方法可治,不同的加工工艺方法形成的罐身接缝也不相同,共有四种接缝结构形式。 ②切角与切缺切角是将罐身板一端切去的上下两角,而另一端切制出的两个锐角即为切缺,目的是在罐身两端钩合后,钢板重叠量减少,便于翻边及封罐。切角和切缺的深度为2.1~2.5mm,随罐径增大而增大,允许偏差为±0.15mm。 ③端折(成钩)端折的目的就是为了使罐身的两端能够钩合。成钩要求罐身两端成钩与罐身成相反的35°一45°,且两端咸钩宽度一致,成钩的宽度为2.3—2.8mm,随罐径增大而增大,允许偏差为±0.15mm ④接缝结构罐身板两端成钩相互钩合后,通过踏平机利用机械压力将钩踏平,形成罐身接缝结构。 踏平后接缝尺寸标准为: 接缝宽度b 2.9—3.4mm(随罐径增大而增大) 接缝厚度t 4tb+ e(mm);其中,tb是罐身板厚度;e是修正系数,一般取≤0.2mm。 叠接缺口深度h0.5±0.1mm。
常用铜合金材料分类及特性
常用铜合金材料分类及特性 铜合金(copper alloy )以纯铜为基体加入一种或几种其他元素所构成的合金。纯铜呈紫红色 ﹐又称紫铜。纯铜密度为8.96﹐熔点为1083℃﹐具有优良的导电性﹑导热性﹑延展性和耐蚀性。 主要用于制作发电机﹑母线﹑电缆﹑开关装置﹑变压器等电工器材和热交换器﹑管道﹑太阳能 加热装置的平板集热器等导热器材。常用的铜合金分为黄铜﹑青铜﹑白铜3大类。 黄铜以锌作主要添加元素的铜合金﹐具有美观的黄色﹐统称黄铜。铜锌二元合金称普通黄铜或称简单黄铜。三元以上的黄铜称特殊黄铜或称复杂黄铜。含锌低於36%的黄铜合金由固溶 体组成﹐具有良好的冷加工性能﹐如含锌30%的黄铜常用来制作弹壳﹐俗称弹壳黄铜或七三黄 铜。含锌在36~42%之间的黄铜合金由和固溶体组成﹐其中最常用的是含锌40%的六四黄铜。 为了改善普通黄铜的性能﹐常添加其他元素﹐如铝﹑镍﹑锰﹑锡﹑硅﹑铅等。铝能提高黄铜的强 度﹑硬度和耐蚀性﹐但使塑性降低﹐适合作海轮冷凝管及其他耐蚀零件。锡能提高黄铜的强度和 对海水的耐腐性﹐故称海军黄铜﹐用作船舶热工设备和螺旋桨等。铅能改善黄铜的切削性能﹔这 种易切削黄铜常用作钟表零件。黄铜铸件常用来制作阀门和管道配件等。 青铜原指铜锡合金﹐后除黄铜﹑白铜以外的铜合金均称青铜﹐并常在青铜名字前冠以第一主要添加元素的名。锡青铜的铸造性能﹑减摩性能好和机械性能好﹐适合於制造轴承﹑蜗轮﹑齿 轮等。铅青铜是现代发动机和磨床广泛使用的轴承材料。铝青铜强度高﹐耐磨性和耐蚀性好﹐用 於铸造高载荷的齿轮﹑轴套﹑船用螺旋桨等。铍青铜和磷青铜的弹性极限高﹐导电性好﹐适於制 造精密弹簧和电接触元件﹐铍青铜还用来制造煤矿﹑油库等使用的无火花工具。 白铜以镍为主要添加元素的铜合金。铜镍二元合金称普通白铜﹔加有锰﹑铁﹑锌﹑铝等元素的白铜合金称复杂白铜。工业用白铜分为结构白铜和电工白铜两大类。结构白铜的特点是机械性 能和耐蚀性好﹐色泽美观。这种白铜广泛用於制造精密机械﹑化工机械和船舶构件。电工白铜一 般有良好的热电性能。锰铜﹑康铜﹑考铜是含锰量不同的锰白铜﹐是制造精密电工仪器﹑变阻器 ﹑精密电阻﹑应变片﹑热电偶等用的材料。 铜及铜合金牌号对照表 CONVERSION TABLE OF GRADES FOR COPPER & ITS ALLOYS
包装印刷包装容器结构设计与制造课程(doc 7页)
包装印刷包装容器结构设计与制造课程(doc 7页)
更多企业学院: 《中小企业管理全能版》183套讲座+89700份资料 《总经理、高层管理》49套讲座+16388份资料 《中层管理学院》46套讲座+6020份资料 《国学智慧、易经》46套讲座 《人力资源学院》56套讲座+27123份资料 《各阶段员工培训学院》77套讲座+ 324份资料 《员工管理企业学院》67套讲座+ 8720份资料 《工厂生产管理学院》52套讲座+ 13920份资料 《财务管理学院》53套讲座+ 17945份资料 《销售经理学院》56套讲座+ 14350份资料 《销售人员培训学院》72套讲座+ 4879份资料 《包装容器结构设计与制造》
课 程 设 计 指 导 书 包装容器结构设计与制造 一、目的 《包装容器结构设计与制造》是研究包装制品结构设计与成型加工技术的一门系统应用科学。通过本课程的学习,旨在培养学生最基本的
分发挥自己的主观能动性和创造性; 3) 认真绘图和计算,保证图纸质量和计算正确; 4) 按预定计划循序完成设计任务。 金属容器设计部分 1、设计任务 要求设计者对所给的设计课题经过认真构思,通过查询相关的规格尺寸和辅导教材,并听取意见作进一步的修改。 2、设计内容 a)三片罐设计 i.选择合适的金属材料 ii.罐型及罐容规格的选择 ③罐身的设计及罐身坯料厚度计算 ④罐盖和罐底的设计 ⑤二重卷边 b)二片罐设计 i.选择合适的金属材料 ii.罐型及罐容规格的选择 iii.罐壁厚度
iv.制造工艺方法 v.封口方式 vi.开封形式 vii.坯料尺寸计算 3、设计步骤 三片罐的结构设计 (1)罐形及规格 三片罐中最常用的罐形是圆形罐(竖圆罐、平圆罐),此外还有方形罐、椭圆形罐、梯形罐等异形罐。在罐形的选择上应综合考虑包装要求和成本等因素。圆形罐在所有的罐形容器中是制造最容易、用料最省、容积最大的,但外形无特色。异形罐造型独特,但制造较困难,用料及成本较大。从最经济化原则考虑在设计中应尽量选用圆形罐,在有特殊要求的情况下才选异形罐。 罐的规格,即罐容器的规格尺寸。对于通用三片罐可以根据标准的规格系列来确定。对于有特殊要求的或特殊形状的罐类容器,可以根据实际需要确定其规格。三片罐规格尺寸的确定过程为: ①根据被包装物的包装要求确定罐形;
各国最常用铜及铜合金牌号对照表
中国国际标准美国日本英国德国欧洲(GB)(ISO)(ASTM)(JIS)(BS)(DIN)(EN)紫铜TU2Cu-OF C10100C1011C101OF-Cu CW008A (红铜) T2Cu-FRHC C11000C1100C101E-Cu58TP2Cu-DHP C12200C1220C106 SF-Cu CW024A TP1Cu-DLP C12000C1201SW-Cu CW023A 银铜 TAg0.1CuAg0.1C10400C1040CuAg0.1H90CuZn10C22000C2200CZ101CuZn10CW501L H70CuZn30C26000C2600CZ106CuZn30CW505L H68C26200C2620CuZn33CW506L H65CuZn35C27000C2700CZ107CuZn36CW507L H63CuZn37C27200C2720CZ108CuZn37CW508L H62CuZn40C28000C2800CZ109CW509L CuSn4C51100C5111PB101CuSn4CW450K CuSn5C51000C5101CuSn5CW451K QSn6.5-0.1CuSn6C51900C5191PB103 CuSn6CW452K QSn8-0.3CuSn8 C52100C5210 CuSn8 CW453K QSn6.5-0.4BZn18-18 CuNi18Zn20C75200C7521NS106CuNi18Zn20CW409J BZn18-26CuNi18Zn27C77000 C7701NS107 CuNi18Zn27CW410J BZn15-20C7541BZn18-10C7350 QFe0.1(XYK-1)QFe2.5(XYK-4) C19400 C1940 各国最常用铜及铜合金牌号对照表 发布日期:2009-09-28 C19210KFC 品种分类黄铜 锡青铜 QSn4-0.3 锌白铜 引线框架
金属包装容器结构设计教案
2013 金属包装容器结构设计教案 第一讲金属包装容器概论 No.1 Q/A? 金属容器感性认识 根据收集到的金属容器及图片归纳 (1)金属包装容器的分类 用途 形状,材料 结构特点 开口方式 (2)金属包装容器的性能特点 (3)自学第1章,整理包装设计与材料、机械和工艺关系,结构设计与造型和装潢设计关系 第二讲二片罐结构设计 No.2 Q/A? (1)两片罐结构特征,测绘工程图 (2)查找资料:两片罐制造工艺 (3)两片罐结构设计 罐身:材料形状容积壁厚结构、精度、毛坯计算 (4)自学二重卷边 课堂进程
1.讲评二片罐工程图; 2.请同学回答各部分结构的作用 1)罐身 2)罐底 3.检查二片罐制造工艺的资料查阅情况,请同学讲解。 4. 检查二重卷边自学情况。 5.二片罐设计讲解。 第三讲三片罐结构设计 No.3 Q/A? (1)三片罐结构特征,标出各部分作用,测绘工程图,(2)查找资料:三片罐制造工艺 (3)三片罐结构设计 罐身:材料形状容积壁厚结构、精度、毛坯计算(4)方桶结构特征,标出各部分作用,测绘工程图;(5)查找资料:方桶制造工艺 课堂进程 1.检查、讲评三片罐工程图;错误是否改正 2.明确三片罐定义 3.请同学回答各部分结构的作用 (1)罐身侧缝的利弊
(2)罐盖、罐底、罐身材料的为什么厚度一致? (3)罐底为什么不向内凹陷? (4)罐盖、罐底加凸、凹环筋的作用? 4.检查三片罐制造工艺的资料查阅情况,进行讲解。 5. 讲解三片罐设计流程。 第四讲钢桶结构设计 No.4 Q/A?测绘 (1)钢桶结构测绘工程图,结构特征,标出各部分作用。(2)查找资料:钢桶制造工艺 课堂进程
12-铜合金硬度与强度换算值
铜合金硬度与强度换算值(摘自GB/T3771-1983) (表一) 硬度抗拉强度/MPa 布氏维氏洛氏表面洛氏黄铜 HB30D2d10、2d5、 4d2.5/mm HV HRB HRF HR15T HR30T HR45T 板材棒材 σbσb 90.0 6.159 90.5 53.7 87.1 77.2 50.8 26.7 ——92.0 6.100 92.6 54.2 87.4 77.4 51.2 27.2 ——94.0 6.042 94.7 54.8 87.7 77.6 51.6 27.7 ——96.0 5.986 96.8 55.5 88.1 77.8 52.0 28.4 ——98.0 5.931 98.9 56.2 88.5 78.0 52.5 29.1 ——100.0 5.878 101.0 57.1 89.1 78.3 53.2 30.1 ——102.0 5.826 103.1 58.0 89.6 78.6 53.8 31.0 ——104.0 5.775 105.1 58.9 90.1 78.9 54.4 31.9 ——106.0 5.726 107.2 60.0 90.7 79.2 55.1 32.9 ——108.0 5.678 109.3 61.0 91.3 79.6 55.8 33.9 ——110.0 5.631 111.4 62.1 91.9 79.9 56.5 35.0 379 392 112.0 5.585 113.5 63.2 92.6 80.3 574 36.2 382 397 114.0 5.541 115.6 64.3 93.2 80.6 58.1 37.2 386 403 116.0 5.497 117.7 65.4 93.8 81.0 58.8 38.2 390 408 118.0 5.454 119.8 66.6 94.5 81.4 59.6 39.4 394 414 120.0 5.413 121.9 67.7 95.1 84.7 60.3 40.5 398 420 122.0 5.372 124.0 68.8 95.8 82.1 61.2 41.7 402 425 124.0 5.332 126.1 69.9 96.4 82.5 61.9 42.7 407 431 126.0 5.293 128.2 71.0 97.0 82.8 62.6 43.7 412 437