基于PLC控制的加热炉温度控制系统

73
0 引言
近年来,加热炉温度控制系统是比较常见和典型的过程控制系统,温度是工业生产过程中重要的被控参数之一,冶金 机械 食品 化工等各类工业生产过程中广泛使用的各种加热炉 热处理炉 反应炉,对工件的处理均需要对温度进行控制。因此,在工业生产和家居生活过程中常需对温度进行检测和监控。由于许多实践现场对温度的影响是多方面的,使得温度的控制比较复杂,传统的加热炉电气控制系统普遍采用继电器控制技术,由于采用固定接线的硬件实现逻辑控制,使控制系统的体积增大,耗电多,效率不高且易出故障,不能保证正常的工业生产。随着计算机控制技术的发展,传统继电器控制技术必然被基于计算机技术而产生的PLC 控制技术所取代。而PLC 本身优异的性能使基于 PLC 控制的温度控制系统变的经济高效稳定且维护方便。这种温度控制系统对改造传统的继电器控制系统有普遍性意义。
1 系统硬件组成
为了满足本系统的控制要求,采用西门子公司的S7-300系列PLC ,采用模块化设计。硬件系统包括电源模块、CPU 模块、触摸屏、温度控制模块、
基于PLC控制的加热炉温度控制系统
张英寿 朱红梅
(1.广西杭氧金川新锐气体有限公司 广西 防城港 2.青海省工业职业技术学校 青海 西宁)
摘 要:温度控制系统广泛应用于工业控制领域。加热炉温度控制在许多领域中得到广泛的应用。加热炉温度是一个大惯性系统,一般采用PID 调节进行控制,随着PLC 功能的扩充,在许多PLC 控制器中都扩充了PID 控制功能,因此在逻辑控制与PID 控制混合的应用场所中采用PLC 控制是较为合理的。文章是利用西门子S7-300PLC 控制加热炉温度的控制系统。
关键词:西门子S7-300PLC ;PID ;温度传感器;固态继电器
A Heating Furnace Temperature Control System Based on PLC Control
Zhang Yingshou Zhu Hongmei
(1. Guangxi Hangyang Jinchuan New Gas Co., Ltd. Fangchenggang, Guangxi
2. Qinghai Industrial School, Xining, Qinghai)
Abstract: Temperature control system is widely used in the industry control field, and heating-stove temperature control is also been applied widely in a lot of fields. The temperature of heating-stove is a large inertia system, and is generally controlled using PID adjustment. With the expansion of PLC's functions, the PID control function in many PLC controllers has been expanded. Therefore it is reasonable to apply PLC control in the applications where logical control is combined with PID control. This paper presents a temperature control system for heating stove utilizing Siemens S7-300 PLC.
Key words :Siemens S7-300 PLC; PID; temperature sensor; solid state relay 开关量、模拟量I/O 模块等。
⑴电阻炉温度系统控制采用西门子S7-300PLC 系列CPU315-2DP 。
⑵触摸屏采用西门子公司的MP-277-10寸触摸屏1个。
⑶模拟量输入模块采用SM331 1个,模拟量输入模块用于将模拟量信号转换为CPU 内部处理用的数字信号。
⑷32点数字量输入模块SM322 1个
⑸电源模块:P S 307输入240VA C /输出24VDC,4A ,供其他模块使用。
⑹32点数字量输入模块SM321 1个。⑺温度控制模块采用FM355-2C 1个,
⑻编程设备:S7-300使用安装了编程软件STEP7的个人计算机作为编程设备,在计算机屏幕上直接生成和编辑各种文本程序或图形程序,可以实现不同编程语言之间的相互转换。程序被编译后下载到PLC ,也可以将PLC 中的程序上传到计算机。程序可以存盘或打印,通过网络,可以实现远程编程。编程软件还具有对网络和硬件组态、参数设置、监控和故障诊断等功能。
2 系统硬件组成及原理
74
2.1 系统组成
系统的结构框图如图1所示。
图1 系统结构框图
由图1可知,温度传感器采集到数据后送给S7-300PLC ,S7-300PLC 通过运算后给固态继电器一个控制信号从而控制加热炉的导通与否。上位机主要编写PLC 程序以及监控温度的变化。
2.2 控制系统组成
加热炉温度控制系统基本构成如图2所示,它由PLC 主控系统、固态继电器、加热炉、温度传感器等4个部分组成。
图2 加热炉温度控制系统基本组成
加热炉温度控制实现过程是:首先温度传感器将加热炉的温度转化为电压信号,PLC 主控系统内部的A/D 将送进来的电压信号转化为西门子S7-300PLC 可识别的数字量,然后 PLC 将系统给定的温度值与反馈回来的温度值进行比较并经过P I D 运算处理后,给固态继电器输入端一个控制信号控制固态继电器的输出端导通与否从而使加热炉开始加热或停止加热。既加热炉温度控制得到实现。其中PLC 主控系统为加热炉温度控制系统的核心部分起着重要作用。
2.3 系统的PID闭环控制系统
系统是用于电加热炉温度控制系统的闭环控制系统的PID 闭环控制系统,系统目标设定值为期望的加热炉温度,闭环控制器的反馈值通过温度传感器测得,并经A/D 变换转换为数字量;目标设定值与温度传感器的反馈信号相减,其差送入PID 控制器,经比例、积分、微分运算,得到叠加的一个数字量;该数字量经过上限、下限限位处理后进行D/A 变换,输出一个电压信号去控制固态继电器,以控制加热炉的温度。该系统的PID 控制器一般采用PLC 提供的专用模块(本系统采用FB58模块),也可以采用编程的方法(如PLC 编程、高级语言编程或组态软件编程等)生成一个数字PID
控制器。
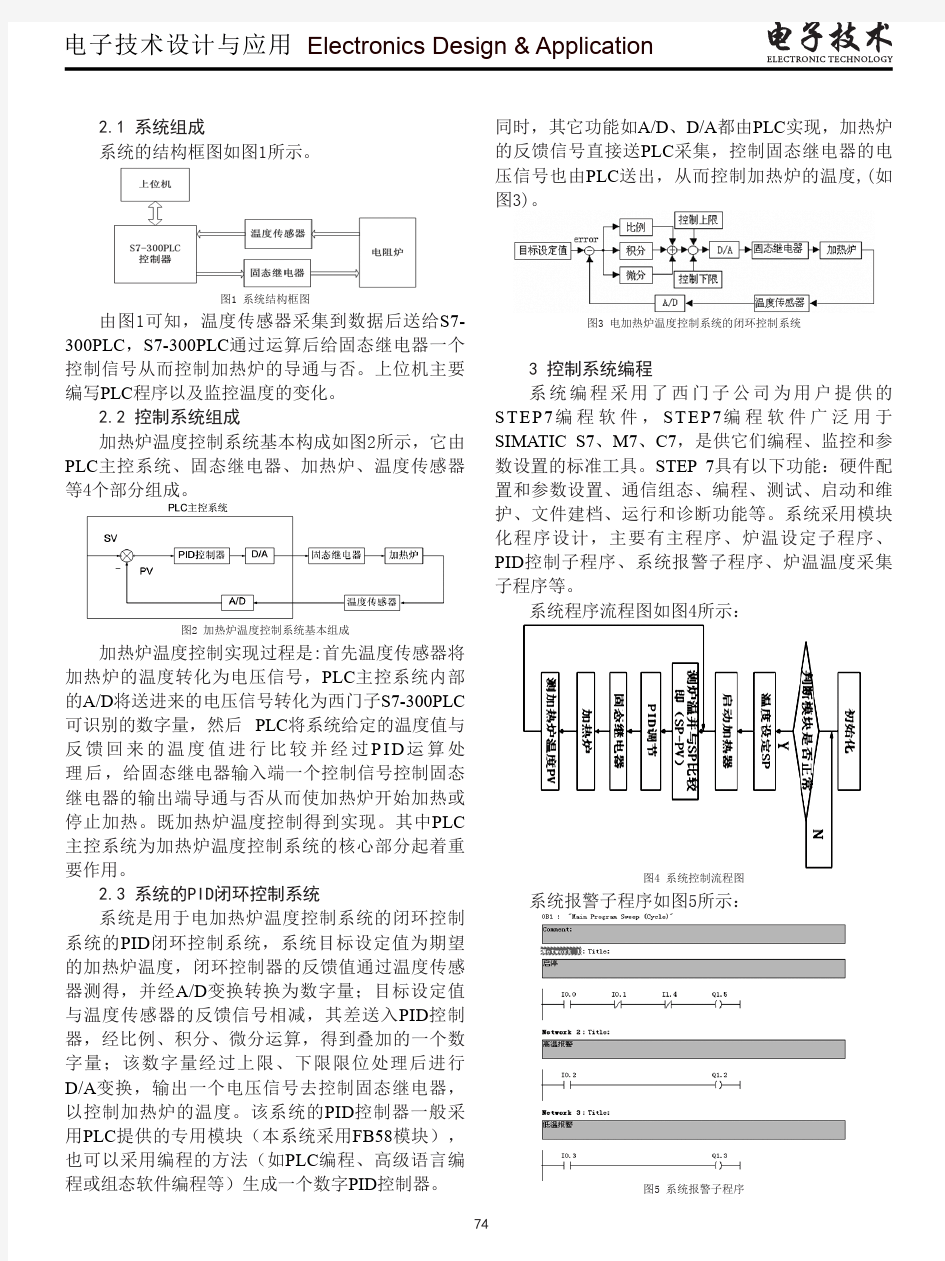
同时,其它功能如A/D 、D/A 都由PLC 实现,加热炉的反馈信号直接送PLC 采集,控制固态继电器的电压信号也由PLC 送出,从而控制加热炉的温度,(如图3)。
图3 电加热炉温度控制系统的闭环控制系统
3 控制系统编程
系统编程采用了西门子公司为用户提供的STEP7编程软件,STEP7编程软件广泛用于SIMATIC S7、M7、C7,是供它们编程、监控和参数设置的标准工具。STEP 7具有以下功能:硬件配置和参数设置、通信组态、编程、测试、启动和维护、文件建档、运行和诊断功能等。系统采用模块化程序设计,主要有主程序、炉温设定子程序、PID 控制子程序、系统报警子程序、炉温温度采集子程序等。
系统程序流程图如图4所示:
图4 系统控制流程图
系统报警子程序如图5所示:
图5 系统报警子程序
4 结语
加热炉温度控制系统采用成熟的PLC技术和电力电子技术,采用软硬件结合,较好的解决了传统加热炉温控系统中出现的问题。针对我国大部分的加热炉用户来说本系统将是一个比较理想的温控系统。
参考文献:
[1] 陈瑞阳,席魏,宋柏青.西门子工业自动化项目设 计实践[M].北京:机械工业出版社.
[2] 崔亚军.可编程控制原理及程序设计[M].
北京:电子工业出版社.
[3] 崔坚.西门子S7可编程序控制器-STEP7编程指南[M]. 北京:机械工业出版社,2007.
作者简介:
朱红梅,女,1980年1月生,青海人,本科,电气工程师,毕业于兰州理工大学电气工程及其自动化专业,从事电类课程教学与研究
电话:18997280021
电子信箱:panmeijun2007001@https://www.360docs.net/doc/c01956230.html,
联系地址:青海省西宁市城中区城南新区青海省工业职业技术学校(城南校区)(810020)张英寿、男,1981年4月生,青海人,本科,助理工程师,毕业于青海师范大学物理专业,主要从事电气专业技术管理工作
(上接77页)
dinggou=150+2*m %此时的订购报纸量
部分模拟结果:
lirun= 4.7400
m= 49
dinggou= 248
4 结束语
本文具体分析了计算机模拟方法在两个经济优化模型中的应用。对于经济分析中其它优化问题,可以仿照文中案例,通过计算机编程进行模拟。从而可以快速、准确地制定生产或销售计划,使得费用最小或利润最大。
参考文献:
[1] 李全林.经济管理类专业计算机模拟实践教学 平台构建的思考[J].信息技术与信息化
2007(2): 103-105.
[2] 方美琪,赵萱,苏晓萌.一种经济模型的计算机模拟 与分析[J].系统工程学报,2005(2):143-147.[3] 曾小彬.经济管理类专业计算机模拟实践教学的 探索与实践[J].中国大学教学,2006(10):52-54.[4] 吴立寰.工程项目风险分析中的蒙特卡洛模拟[J]. 广东工业大学学报, 2004(2): 68-72.
[5] 乔婉风,张声东.基于蒙特卡罗方法的房地产投资 风险分析研究[J].武汉理工大学学报,2004(7): 100-102.
作者简介:
朱 青,菏泽学院数学系,硕士
电话:138********
电子信箱:queenqing@https://www.360docs.net/doc/c01956230.html,
联系地址:山东省菏泽市大学路2269号 菏泽学院数学系(274015)
基金项目:
国家自然科学基金资助项目(10971117)
山东省统计局重点课题项目(KT11048)
75
加热炉出口温度控制系统设计
吉林建筑大学城建学院课程设计报告 题目名称加热炉出口温度控制系统设计院(系)电气工程及其自动化 课程名称过程控制工程课程设计 班级电气13-1 学号 学生姓名 指导教师 起止日期2016.6.20-2016.7.1 成绩
目录 摘要 (Ⅰ) ABSTRACT (Ⅱ) 第1章绪论 (1) 1.1 设计目的 (1) 1.2 设计任务 (1) 1.3加热炉温度控制系统简介 (1) 1.4加热炉温度控制系统的发展 (2) 第2章对象模型建立 (4) 2.1 建立数学模型 (4) 2.2控制系统分析 (5) 第3章系统设备选型 (6) 3.1 测量变送器和传感器的选择 (6) 3.2执行器的选择 (6) 3.3控制器的选择 (6) 第4章控制器参数整定及Simulink仿真 (9) 4.1控制器参数整定 (9) 4.2Simulink仿真 (11) 结论 (12) 致谢 (13) 参考文献 (14)
摘要 随着我国国民经济的快速发展,加热炉的使用范围越来越广泛。随着网络技术的发展和整个工厂完全实现两级自动化管理,在过程级上通过相应的终端了解任何一个设备或任何一个装置的控制情况以及生产情况。过程控制系统在加热炉系统中得到广泛的应用,它是加热炉控制系统的重要部分,是对以及控制系统的一个总领和扩充。现代加热炉的生产过程可以实现高度的过程控制,以保证在加热过程中温度的准确控制,这就为工业生产提供了有利条件。加热炉是工业生产中的一个重要装置,它的任务是把原料加热到一定温度,以保证下道工序的顺利进行。因此加热炉的温度控制起着举足轻重的作用。 关键词:加热炉;过程控制系统;温度控制
步进式加热炉加热质量控制系统的设计
步进式加热炉加热质量控制系统的设计 摘要:目前,工业控制自动化技术正在向智能化、网络化和集成化方向发展。本文通过对步进式加热炉加热质量控制系统的设计,从而反映出当今自动化技术的发展方向。同时,介绍了软件设计思想和脉冲式燃烧控制技术原理特点及在本系统的应用。 一、引言 加热炉是轧钢工业必须配备的热处理设备。随着工业自动化技术的不断发展,现代化的轧钢厂应该配置大型化的、高度自动化的步进梁式加热炉,其生产应符合高产、优质、低耗、节能、无公害以及生产操作自动化的工艺要求,以提高其产品的质量,增强产品的市场竞争力。 我国轧钢工业的加热炉型有推钢式炉和步进式炉两种,但推钢式炉有长度短、产量低,烧损大,操作不当时会粘钢造成生产上的问题,难以实现管理自动化。由于推钢式炉有难以克服的缺点,而步进梁式炉是靠专用的步进机构,在炉内做矩形运动来移送钢管,钢管之间可以 留出空隙,钢管和步进梁之间没有摩擦,出炉钢管通过托出装置出炉,完全消除了滑轨擦痕,钢管加热断面温差小、加热均匀,炉长不受限制,产量高,生产操作灵活等特点,其生产符合高产、优质、低耗、节能、无公害以及生产操作自动化的工艺要求。 全连续、全自动化步进式加热炉。这种生产线都具有以下特点:
①生产能耗大幅度降低。②产量大幅度提高。③生产自动化水平非常高,原加热炉的控制系统大多是单回路仪表和继电逻辑控制系统,传动系统也大多是模拟量控制式的供电装置,现在的加热炉的控制系统都是PLC或DCS系统,而且大多还具有二级过程控制系统和三级生产管理系统。传动系统都是全数字化的直流或交流供电装置。 本工程是某钢铁集团新建的φ180小口径无缝连轧钢管生产线中的热处理线部分的步进式加热炉设备。 二、工艺描述 本系统的工艺流程图见图1 ?图1 步进式加热 炉工艺流程图 淬火炉和回火炉均为步进梁式加热炉。装出料方式:侧进,侧出;炉子布料:单排。活动梁和固定梁均为耐热铸钢,顶面带齿形面,直径小于141.3mm钢管,每个齿槽内放一根钢管。直径大15 3.7mm的钢管每隔一齿放一根钢管。活动梁升程180mm,上、下各90mm,齿距为190mm,步距为145mm。因此每次步进时,
加热炉燃烧控制系统设计与仿真
摘要 冶金工业消耗大量的能源,其中钢坯加热炉就占钢铁工业总能耗的四分之一。自70年代中期以来,各工业先进国对各种燃烧设备的节能控制进行了广泛、深入的研究,大大降低了能耗。 步进式加热炉不仅是轧线上最重要的设备之一,而且也是耗能大户。钢坯加热的技术直接影响带钢产品的质量、能源消耗和轧机寿命。因此步进式加热炉优化设定控制技术的推广对钢铁企业意义重大。步进式加热炉的生产目的是满足轧制要求的钢坯温度分布,并实现钢坯表面氧化烧损最少和能耗最小。由于步进式加热炉具有非线性、不确定性等特点,其动态特性很难用数学模型加以描述,因此采用经典的控制方法难以收到理想的控制效果,只能依靠操作人员凭经验控制设定值,当工况发生变化时,往往使工艺指标(如空燃比)实际值偏离目标值范围,造成产品质量下降消耗增加。针对以上情况,本文通过理论和仿真比较说明使用双交叉限幅控制系统是一种比较好的燃烧控制方法。 关键词:步进式加热炉;空燃比;双交叉限幅;系统仿真
Abstract Metallurgical industry consumes large amounts of energy, the billet heating furnace accounts for 1/4 of the total energy consumption of iron and steel industry. Since 70 time metaphase, the advanced industrial countries have conducted extensive research, in-depth on the energy saving control device of different combustion, greatly reduces the energy consumption. Reheating furnace is not only the most important one of the equipment of the rolling line, but also a large energy consumer. Billet heating technology directly affects strip steel product quality, energy consumption and mill life. The step type heating furnace optimal setting control technology is of great significance to the promotion of iron and steel enterprises. Step type heating furnace production is designed to meet the requirements of the temperature distribution of the billet rolling surface, and to achieve the fewest stock scale loss and energy consumption. Due to the characteristics of reheating furnace is a nonlinear, uncertainty, its dynamic characteristics is difficult to use mathematical model to describe, so using classic control theory to receive the ideal control effect, can only rely on the operation experience of the personnel to control the set value, when the conditions change, often make the process indicators (such as the air fuel ratio) the actual value is far from the target range, decrease the product quality consumption increase. In view of the above situation, this paper through theoretical and simulation results illustrate the use of double cross limiting control system is a good method for controlling combustion. Keywords: reheating furnace; air fuel ratio; double cross limit; system simulation
基于PLC的温度控制闭环系统
1 绪论 1.1 课题背景 随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。其中,温度是一个非常重要的过程变量。例如:在冶金工业、化工工业、电力工业、机械加工和食品加工等许多领域,都需要对各种加热炉、热处理炉、反应炉和锅炉的温度进行控制[1]。这方面的应用大多是基于单片机进行PID控制,然而单片机控制的DDC系统软硬件设计较为复杂,特别是涉及到逻辑控制方面更不是其长处,然而PLC在这方面却是公认的最佳选择。 随着PLC功能的扩充在许多PLC控制器中都扩充了PID控制功能,因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的,通过采用PLC来对它们进行控制不仅具有控制方便、简单和灵活性大的优点,而且可以大幅度提高被测温度的技术指标,从而能够大大提高产品的质量和数量。因此,PLC对温度的控制问题是一个工业生产中经常会遇到的控制问题。这也正是本课题所重点研究的内容。 1.2 研究的主要内容 本课题的研究内容主要有: 1)温度的检测; 2)采用PLC进行恒温控制; 3)PID算法在PLC中如何实现; 4)PID参数对系统控制性能的影响; 5)温控系统人机界面的实现。
2 基于PLC的炉温控制系统的硬件设计 2.1系统控制要求 本PLC温度控制系统的具体指标要求是:对加热器加热温度调整范围为0℃—150℃,温度控制精度小于3℃,系统的超调量须小于15%。软件设计须能进行人机对话,考虑到本系统控制对象为电炉,是一个大延迟环节,且温度调节范围较宽,所以本系统对过渡过程时间不予要求。 2.2系统设计思路 根据系统具体指标要求,可以对每一个具体部分进行分析设计。整个控制系统分为硬件电路设计和软件程序设计两部分。 系统硬件框图结构如图所示: 图2.1系统硬件框图 被控对象为炉内温度,温度传感器检测炉内的温度信号,经温度变送器将温度值转换成0~10V的电压信号送入PLC模块。PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,经调压装置输出交流电压用来控制电加热器的端电压,从而实现炉温的连续控制。 2.3系统的硬件配置 2.3.1 S7-200PLC选型 S7-200 系列 PLC 是由德国西门子公司生产的一种超小型系列可编程控制器,它能够满足多种自动化控制的需求,其设计紧凑,价格低廉,并且具有良好的可扩展性以及强大的指令功能,可代替继电器在简单的控制场合,也可以用于复杂的自动化控制系统。由于它具有极强的通信功能,在大型网络控制系统中也能充分发挥作用[2] S7-200系列可以根据对象的不同, 可以选用不同的型号和不同数量的模块。并可以将这些模块安装在同一机架上。 SiemensS7-200 主要功能模块介绍: (1)CPU 模块S7-200的CPU 模块包括一个中央处理单元,电源以及数字I/O 点,这些都被集成在一个紧凑,独立的设备中。CPU 负责执行程序,输入部分从现场设备中采集信号,输出部分则输出控制信号,驱动外部负载.从 CPU 模块的功能来看, CPU
加热炉温度控制系统
目录 一、工艺介绍 (2) 二、功能的设计 (4) 三、实现的情况以及效果 (6)
一、工艺介绍 在钢厂中轧钢车间在对工件进行轧制前需要将工件加热到一定的温度,如图1表示其中一个加热段的温度控制系统。在图中采用了6台设有断偶报警的温度变送器、3台高值选择器、1台加法器、1台PID调节器和1台电器转换器组成系统。 利用阶跃响应便识的,以控制电流为输入、加热炉温度为输出的系统的传递函数为: 温度测量与变送器的传递函数为: 由于,因此,上式中可简化为: 在实际的设计控制系统时,首先采用了常规PID控制系统,但控制响应超调量较大,不能满足控制要求。
图1 对如图1所示的加热炉多点平均温度系统采用可变增益自适应纯滞后补偿进行仿真。 加入补偿环节后,PID调节器所控制的对象包括原来的对象和补偿环节两部分,于是等效对象的特性G(s)可以写成: 即补偿后的广义被控对象不在含有纯延迟环节,所以,采用纯滞后的对象特性比原来的对象容易控制的多。 但实际应用中发现,加热锅炉由于使用时间长短不同及处理工件数量不同,会引起特性变化,导致补偿模型精度降低,从而使纯滞后补偿特性变差,很难满足实际生产的稳定控制要求。
为改善调节效果,在控制线路中加入两个非线性单元——除法器与乘法器,构成如图所示的加热炉多点温度控制纯滞后自适应控制系统。 二、功能的设计 1、系统辨识 经辨识的被控对象模型为: 所以,带可变增益的自适应补偿控制结构框图如图
图2 加热炉多点温度控制纯滞后自适应补偿系统控制框图2、无调节器的开环系统稳定性分析 理想情况下,无调节器的开环传递函数为: 上式中所示广义被控对象的Bode图如下图所示。 图3
电加热炉温度控制系统设计
湖南理工学院南湖学院 课程设计 题目:电加热炉温度控制系统设计专业:机械电子工程 组名:第三组 班级:机电班 组成员:彭江林、谢超、薛文熙
目录 1 意义与要求 (2) 1.1 实际意义 (2) 1.2 技术要求 (2) 2 设计内容及步骤 (2) 2.1 方案设计 (2) 2.2 详细设计 (3) 2.2.1 主要硬件介绍 (3) 2.2.2 电路设计方法 (4) 2.2.3 绘制流程图 (7) 2.2.4 程序设计 (8) 2.3 调试和仿真 (8) 3 结果分析 (9) 4 课程设计心得体会 (10) 参考文献 (10) 附录............................................................ 10-27
1 意义与要求 1.1 实际意义 在现实生活当中,很多场合需要对温度进行智能控制,日常生活中最常见的要算空调和冰箱了,他们都能根据环境实时情况,结合人为的设定,对温度进行智能控制。工业生产中的电加热炉温度监控系统和培养基的温度监控系统都是计算机控制系统的典型应用。通过这次课程设计,我们将自己动手设计一个小型的计算机控制系统,目的在于将理论结合实践以加深我们对课本知识的理解。 1.2 技术要求 要求利用所学过的知识设计一个温度控制系统,并用软件仿真。功能要求如下: (1)能够利用温度传感器检测环境中的实时温度; (2)能对所要求的温度进行设定; (3)将传感器检测到得实时温度与设定值相比较,当环境中的温度高于或低于所设定的温度时,系统会自动做出相应的动作来改变这一状况,使系统温度始终保持在设定的温度值。 2 设计内容及步骤 2.1 方案设计 要想达到技术要求的内容,少不了以下几种器件:单片机、温度传感器、LCD显示屏、直流电动机等。其中单片机用作主控制器,控制其他器件的工作和处理数据;温度传感器用来检测环境中的实时温度,并将检测值送到单片机中进行数值对比;LCD显示屏用来显示温度、时间的数字值;直流电动机用来表示电加热炉的工作情况,转动表示电加热炉通电加热,停止转动表示电加热炉断
加热炉温度控制系统设计
过程控制系统课程设计 设计题目加热炉温度控制系统 学生姓名 专业班级自动化 学号 指导老师 2010年12月31日 目录 第1章设计的目的和意义 (2) 第2章控制系统工艺流程及控制要求 (2) 2.1 生产工艺介绍
2.2 控制要求 第3章总体设计方案 (3) 3.1 系统控制方案 3.2 系统结构和控制流程图 第4章控制系统设计 (5) 4.1 系统控制参数确定 4.2 PID调节器设计 第5章控制仪表的选型和配置 (7) 5.1 检测元件 5.2 变送器 5.3 调节器 5.4 执行器 第6章系统控制接线图 (13) 第7章元件清单 (13) 第8章收获和体会 (14) 参考文献 第1章设计的目的和意义 电加热炉被广泛应用于工业生产和科学研究中。由于这类对象使用方便,可以通过调节输出功率来控制温度,进而得到较好的控制性能,故在冶金、机械、化工等领域中得到了广泛的应用。 在一些工业过程控制中,工业加热炉是关键部件,炉温控制精度及其工作稳定
性已成为产品质量的决定性因素。对于工业控制过程,PID 调节器具有原理简单、使用方便、稳定可靠、无静差等优点,因此在控制理论和技术飞跃发展的今天,它在工业控制领域仍具有强大的生命力。 在产品的工艺加工过程中,温度有时对产品质量的影响很大,温度检测和控制是十分重要的,这就需要对加热介质的温度进行连续的测量和控制。 在冶金工业中,加热炉内的温度控制直接关系到所冶炼金属的产品质量的好坏,温度控制不好,将给企业带来不可弥补的损失。为此,可靠的温度的监控在工业中是十分必要的。 这里,给出了一种简单的温度控制系统的实现方案。 第2章控制系统工艺流程及控制要求 2.1 生产工艺介绍 加热炉是石油化工、发电等工业过程必不可少的重要动力设备,它所产生的高压蒸汽既可作为驱动透平的动力源,又可作为精馏、干燥、反应、加热等过程的热源。随着工业生产规模的不断扩大,作为动力和热源的过滤,也向着大容量、高参数、高效率的方向发展。 加热炉设备根据用途、燃料性质、压力高低等有多种类型和称呼,工艺流程多种多样,常用的加热炉设备的蒸汽发生系统是由给水泵、给水控制阀、省煤器、汽包及循环管等组成。 本加热炉环节中,燃料与空气按照一定比例送入加热炉燃烧室燃烧,生成的热量传递给物料。物料被加热后,温度达到生产要求后,进入下一个工艺环节。 加热炉设备主要工艺流程图如图2-1所示。
加热炉控制系课程设计
第1章加热炉控制系统 加热炉控制系统工程背景及说明 加热炉自动控制(automatic control of reheating furnace),是对加热炉的出口温度、燃烧过程、联锁保护等进行的自动控制。早期加热炉的自动控制仅限控制出口温度,方法是调节燃料进口的流量。现代化大型加热炉自动控制的目标是进一步提高加热炉燃烧效率,减少热量损失。为了保证安全生产,在生产线中增加了安全联锁保护系统。 影响加热炉出口温度的干扰因素很多,炉子的动态响应一般都比较迟缓,因此加热炉温度控制系统多选择串级和前馈控制方案。根据干扰施加点位置的不同,可组成多参数的串级控制。使用气体燃料时,可以采用浮动阀代替串级控制中的副调节器,还可以预先克服燃料气的压力波动对出口温度的影响。这种方案比较简单,在炼油厂中应用广泛。 这种控制的主要目的是在工艺允许的条件下尽量降低过剩空气量,保证加热炉高效率燃烧。简单的控制方案是通过测量烟道气中的含氧量,组成含氧量控制系统,或设计燃料量和空气量比值调节系统,再利用含氧量信号修正比值系数。含氧量控制系统能否正常运行的关键在于检测仪表和执行机构两部分。现代工业中都趋向于用氧化锆测氧技术检测烟道气中的含氧量。应用时需要注意测量点的选择、参比气体流量和锆管温度控制等问题。加热炉燃烧控制系统中的执行机构特性往往都较差,影响系统的稳定性。一般通过引入阻尼滞后或增加非线性环节来改善控制品质。 在加热炉燃烧过程中,若工艺介质流量过低或中断烧嘴火焰熄灭和燃料管道压力过低,都会导致回火事故,而当燃料管道压力过高时又会造成脱火事故。为了防止事故,设计了联锁保护系统防止回火和温度压力选择性控制系统防止脱火。联锁保护系统由压力调节器、温度调节器、流量变送器、火焰检测器、低选器等部分组成。当燃料管道压力高于规定的极限时,压力调节系统通过低选器取代正常工作的温度调节系统,此时出料温度无控制,自行浮动。压力调节系统投入运行保证燃料管道压力不超过规定上限。当管道压力恢复正常时,温度调节系统通过低选器投入正常运行,出料温度重新受到控制。当进料流量和燃料流量低于允许下限或火焰熄灭时,便会发出双位信号,控制电磁阀切断燃料气供给量以防回火。 随着节能技术不断发展,加热炉节能控制系统正日趋完善。以燃烧过程数学模型为依据建立的最佳燃烧过程计算机控制方案已进入实用阶段。例如,按燃烧过程稳态数学模型组成的微机控制系统已开始在炼油厂成功使用。有时利用计算机实现约束控制,使加热炉经常维持在约束条件边界附近工作,以保证最佳燃烧。
基于PLC的水箱温度控制系统
【摘要】 本文研究的是可编程控制器在水箱恒温控制系统中的应用,水箱恒温控制装置主要用来完成对水箱中液体的液位和温度检测,并对温度参数进行调节。系统中温度控制是一个非常重要的部分。通过铂热电阻对温度进行测量,将测量到的温度传到PLC中。PLC 对采集到的温度值与给定值进行比较,经过PID运算后,调节双向晶闸管在设定周期内通断时间的比例,改变加热丝中电流大小及加热时间,以完成对温度的控制要求。 本系统硬件部分主要由CPU224、EM235、双向晶闸管等组成;软件部分主要由PID 控制来完成。 关键词:PLC CPU224 EM235 双向晶闸管 PID控制 Abstract: In this paper, is the programmable controller in the water tank temperature control system application, water tank temperature control system is mainly used to complete the tank liquid level and temperature detection, and adjust the temperature parameters. System, temperature control is a very important part. By platinum RTD temperature measurement will be measured in the temperature reached the PLC. PLC on the collected temperature values compared with a given value, after a PID operation, the regulator Triac off the set period of time the ratio of change in heating wire in the current size and heating time to complete the right temperature control requirements. The system hardware mainly by the CPU224, EM235, bi-directional thyristor etc.; software, some of the major by the PID control to complete. Key words:PLC CPU224 EM235 Triac PID Contro l
加热炉控制系统要点
目录 第1章加热炉控制系统工艺分析 (1) 1.1 加热炉的工艺流程简述 (1) 1.2 加热炉控制系统的组成 (2) 第2章加热炉控制系统设计 (3) 2.1 步进梁控制 (3) 2.2 炉温控制 (4) 2.3 紧急停炉保护和连锁 (5) 第3章基于REALINFO的加热炉系统监控程序设计 (7) 3.1加热炉的主控界面 (7) 3.2加热炉的趋势界面 (8) 3.3加热炉的仪表界面 (9) 第4章结论与体会 (10) 参考文献 (11)
第1章加热炉控制系统工艺分析 在炼油化工生产中常见的加热炉是管式加热炉。其形式可分为箱式、立式和圆筒炉三大类。对于加热炉,工艺介质受热升温或同时进行汽化,其温度的高低会直接影响后一工序的操作工况和产品质量。 加热炉是传统设备的一种,同样具有热量传递过程。热量通过金属管壁传给工艺介质,因此他们同样符合导热与对流的基本规律。但加热炉属于火力加热设备,首先由燃料的燃烧产生炙热的火焰和高温的气流,主要通过辐射传热将热量传给管壁,然后由管壁传给工艺介质,工艺介质在辐射室获得的热量约占总符合的70%~80%,而在对流段获得的热量约占热负荷的20%~30%。因此加热炉的传热过程比较复杂,想从理论上获得对象特性是很困难的。 当炉子温度过高时,会使物料在加热炉内分解,甚至造成结焦而烧坏炉管。加热炉的平稳操作可以延长炉管使用寿命。因此,加热炉出口温度必须严加控制。 加热炉的对象特征一般基于定性分析和实验测试获得。从定性角度出发,可以看出其传热过程为:炉膛炽热火焰辐射给炉管,经热传导、对流传热给工艺介质。所以与一般传热对象一样,具有较大的时间常数和纯滞后时间。 特别是炉膛,它具有较大的热容量,故滞后更为显著,因此加热炉属于一种多容量的被控对象。根据若干实验测试,并做了一些简化,可以用一介环节加纯滞后来近似,其时间常熟和纯滞后时间与炉膛容量大小及工艺介质停留时间有关。 炉膛容量大,停留时间长,则时间常数和纯滞后时间大,反之亦然。 1.1 加热炉的工艺流程简述 随着工业自动化水平的迅速提高,工业控制自动化技术正在向智能化、网络化和集成化方向发展,从而反映出当今自动化技术的发展方向。 现加热炉控制系统主要特点: (1)生产能耗大幅度降低。 (2)产量大幅度提高。 (3)生产自动化水平非常高,原加热炉的控制系统大多是单回路仪表和继电逻辑控制系统,传动系统也大多是模拟量控制式的供电装置,现在的加热炉的控制系统都是PLC或DCS系统,而且大多还具有二级过程控制系统和三级生产管理系统。 本系统的工艺流程图如下图:
基于PLC的温度控制系统的设计.doc
1 引言 1.1 设计目的 温度的测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。在许多场合,及时准确获得目标的温度、湿度信息是十分重要的。近年来,温湿度测控领域发展迅速,并且随着数字技术的发展,温湿度的测控芯片也相应的登上历史的舞台,能够在工业、农业等各领域中广泛使用。 1.2 设计内容 主要是利用PLC S7-200作为可编程控制器,系统采用PID控制算法,手动整定或自整定PID参数,实时计算控制量,控制加热装置,使加热炉温度为为一定值,并能实现手动启动和停止,运行指示灯监控实时控制系统的运行,实时显示当前温度值。 1.3 设计目标 通过对温度控制的设计,提高在电子工程设计和实际操作方面的综合能力,初步培养在完成工程项目中所应具备的基本素质和要求。培养团队精神,科学的、实事求是的工作方法,提高查阅资料、语言表达和理论联系实际的技能。
2 系统总体方案设计 2.1 系统硬件配置及组成原理 2.1.1 PLC型号的选择 本温度控制系统采用德国西门子S7-200 PLC。S7-200 是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。因此S7-200系列具有极高的性能/价格比。 2.1.2 PLC CPU的选择 S7-200 系列的PLC有CPU221、CPU222、CPU224、CPU226等类型。。S7-200PLC 硬件系统的组成采用整体式加积木式,即主机中包括定数量的I/O端口,同时还可以扩展各种功能模块。S7-200PLC由基本单元(S7-200 CPU模块)、扩展单元、个人计算机(PC)或编程器,STEP 7-Micro/WIN编程软件及通信电缆等组成。 表2.1 S7-200系列PLC中CPU22X的基本单元 本设计采用的是CUP226。它具有24输入/16输出共40个数字量I/O点。可连接7个扩展模块,最大扩展至248路数字量I/O点或35 路模拟量I/O点。26K 字节程序和数据存储空间。6个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出,具有PID控制器。2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。I/O端子排可很容易地整体拆卸。用于较高要求的控制系统,具有更多的输入/输出点,更强的模块扩展能力,更快的运行速度和功能更强的内部集成特殊功能。可完全适应于一些复杂的中小型控制系统。 CPU226模块的I/O配置及四肢分配
毕业设计-电加热炉控制系统设计
密级: NANCHANGUNIVERSITY 学士学位论文THESIS OF BACHELOR (2006 —2010年) 题目锅炉控制系统的设计 学院:环境与化学工程系化工 专业班级:测控技术与仪器 学生姓名:魏彩昊学号:5801206025 指导教师:杨大勇职称:讲师 起讫日期:2010-3至2010-6
南昌大学 学士学位论文原创性申明 本人郑重申明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果。对本文的研究作出重要贡献的个人和集体,均已在文中以明确方式表明。本人完全意识到本申明的法律后果由本人承担。 作者签名:日期: 学位论文版权使用授权书 本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。本人授权南昌大学可以将本论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 保密□,在年解密后适用本授权书。 本学位论文属于 不保密□。 (请在以上相应方框内打“√”) 作者签名:日期: 导师签名:日期:
锅炉控制系统设计 专业:测控技术与仪器学号:5801206025 学生姓名:魏彩昊指导教师:杨大勇 摘要 温度是流程工业中极为常见的热工参数,对它的控制也是过程控制的一个重点。由于加热过程、加热装置特殊结构等具体原因,使得过程对象经常具有大时滞、非线性、难以建立精确数学模型等特点,利用传统的PID控制策略对其进行控制,难以取得理想的控制效果,而应用数字PID控制算法能得到较好的控制效果。 本文主要阐述了一种改进型的加热炉对象及其工艺流程,采用了PLC控制装置设计了控制系统,使加热炉的恒温及点火实现了自动控制,从而使加热炉实现了全自动化的控制。此种加热炉可广泛应用于铝厂、钢厂等金属冶炼、金属加工行业以及化工行业。 此设计以工业中的电加热炉为原型,以实验室中的电加热炉为实际的被控对象,采用PID控制算法对其温度进行控制。提出了一种适合电加热炉对象特点的控制算法,并以PLC 为核心,组成电加热炉自适应控制系统,其控制精度,可靠性,稳定性指标均远高于常规仪表组成的系统。 关键词:温度;电加热炉;PLC;控制系统
基于PLC的温度控制系统设计
龙源期刊网 https://www.360docs.net/doc/c01956230.html, 基于PLC的温度控制系统设计 作者:贾二林张国栋 来源:《科学与财富》2014年第11期 摘要:本文主要介绍了S7-200可编程控制器和温度控制的设计方案。编程时调用了编程软件STEP 7 -Micro WIN中自带的PID控制模块,使得程序更为简洁,运行速度更为理想。利用组态王设计人机界面,实现控制系统的实时监控、数据的实时采样与处理。实验证明,此系统具有快、准、稳等优点,在工业温度控制领域能够广泛应用。 0 绪论 在工业自动化领域内,PLC以其可靠性高、抗干扰能力强、功能强大、能耗低、体积小和其他重要特性被广泛应用于现代工业自动中。在当前的工业控制中,通常以PLC 为现场的控制设备,用于数据采集和处理、输出控制、逻辑判断等;而上位机则是利用HMI 软件来完成工业控制状态、流程与参数的显示,实现监控、管理、分析和存储等功能。这种监控系统充 分利用了PLC 和计算机的特点,因此获得了普遍的应用。通过这种方式设计一个温度控制系统,把基于PLC 的下位机与完成HMI功能的上位机相结合,组成分布式控制系统,从而达到了对温度的自动控制[1]。 1 系统总体设计方案 根据温度控制系统的要求,本设计由S7-200PLC作为中央处理单元,Fameview作为监控组态软件,实现恒温控制系统的实时监控。系统包括硬件和软件两部分。完成整个系统的需求应该是由软件和硬件共同努力、相互协调工作。本设计由工控机作为上位机监控整个系统,PLC等其他元件作为下位机完成具体控制要求,上位机与下位机之间的通信通过以太网的联接来达到通信的状态要求,以确保更好的完成对系统的监控。系统总体结构图如图1所示[2]。 图1 系统总体结构图 2 系统硬件电路设计 图2是温度控制系统硬件接线图,其中可以看到CPU226有两个扩展模块,并且与监控室连接,便于值班人员操作控制。 图2 硬件接线图 本设计采用CPU226作为主处理器,分别扩展了模拟量输入模块EM231以及模拟量输出模块EM232。系统中由流量检测计与温度传感器采集流量与温度信号,通过信号隔离处理器RZG2100将直流输入信号转换成隔离的标准过程信号,并送入EM231。EM231再将信号传给CPU226,由处理器对信号进行分析处理;然后将分析的结果通过数显仪表把系统状况反应出
课程设计(论文)-基于PLC的电加热炉温度控制系统设计
第一章绪论 1.1选题背景及意义 加热炉是利用电能来产生蒸汽或热水的装置。因为其效率高、无污染、自动化程度高,稳定性好的优点,冶金、机械、化工等各类工业生产过程中广泛使用电加热炉对温度进行控制。而传统的加热炉普遍采用继电器控制。由于继电器控制系统中,线路庞杂,故障查找和排除都相对困难,而且花费大量时间,影响工业生产。随着计算机技术的发展,传统继电器控制系统势必被PLC所取代。二十世纪七十年代后期,伴随着微电子技术和计算机技术的快速发展,也使得PLC 具有了计算机的功能,成为了一种以电子计算机为核心的工业控制装置,在温度控制领域可以让控制系统变得更高效,稳定且维护方便。 在过去的几十年里至今,PID控制已在工业控制中得到了广泛的应用。在工业自动化的三大支柱(PLC、工业机器人、CAD/CAM)中位居第一。由于其原理简单、使用方便、适应能力强,在工业过程控制中95%甚至以上的控制回路都采用了PID结构。虽然后来也出现了很多不同新的算法,但PID仍旧是最普遍的规律。 1.2国内外研究现状及发展趋势 一些先进国家在二十世纪七十年代后期到八十年代初期就开始研发电热锅炉,中国到八十年代中期才开始起步,对电加热炉的生产过程进行计算机控制的研究。直到九十年代中期,不少企业才开始应用计算机控制的连续加热炉,可以说发展缓慢,而且对于国内的温度控制器,总体发展水平仍不高,不少企业还相当落后。与欧美、日本,德国等先进国家相比,其差距较大。目前我国的产品主要以“点位”控制和常规PID为主,只能处理一些简单的温度控制。对于一些过程复杂的,时变温度系统的场合往往束手无策。而相对于一些技术领先的国家,他们生产出了一批能够适应于大惯性、大滞后、过程复杂,参数时变的温度控制系统。并且普遍采用自适应控制、模糊控制及计算机技术。 近年来,伴随着科学技术的不断快速发展,计算机技术的进步和检测设备及
加热炉控制系统
目录 第1章绘制控制工艺流程图 (1) 1.1工艺生产过程简介 (1) 1.2加热炉的基本控制 (1) 1.3加热炉的单回路控制方案 (4) 第2章节流装置的计算方法和计算机辅助设计计算 (6) 2.1GB/T2624-93概述 (6) 2.2计算实例 (6) 第3章调节阀口径计算 (11) 3.1调节阀的选型 (11) 3.2调节阀口径计算 (11) 3.3计算实例 (12) 第4章结论与体会 (14) 参考文献 (15) 附录 (16)
第1章绘制控制工艺流程图 1.1工艺生产过程简介 在炼油化工生产中常见的加热炉是管式加热炉。其形式可分为箱式、立式和圆筒炉三大类。对于加热炉,工艺介质受热升温或同时进行汽化,其温度的高低会直接影响后一工序的操作工况和产品质量。当炉子温度过高时,会使物料在加热炉内分解,甚至造成结焦而烧坏炉管。加热炉的平稳操作可以延长炉管使用寿命。因此,加热炉出口温度必须严加控制。 加热炉是传统设备的一种,同样具有热量传递过程。热量通过金属管壁传给工艺介质,因此它们同样符合导热与对流传热的基本规律。但加热炉属于火力加热设备,首先由燃料的燃烧产生炽热的火焰和高温的气流,主要通过辐射传热将热量传给管壁,然后由管壁传给工艺介质,工艺介质在辐射室获得的热量约占总热负荷的70%~80%,而在对流段获得的热量约占热负荷的20%~30%。因此加热炉的传热过程比较复杂,想从理论上获取对象特性是很困难的。 加热炉的对象特征一般基于定性分析和实验测试获得。从定性角度出发,可以看出其传热过程为:炉膛炽热火焰辐射给炉管,经热传导、对流传热给工艺介质。所以与一般传热对象一样,具有较大的时间常数和纯滞后时间。特别是炉膛,它具有较大的热容量,故滞后更为显著,因此加热炉属于一种多容量的被控对象。根据若干实验测试,并做了一些简化,可以用一介环节加纯滞后来近似,其时间常熟和纯滞后时间与炉膛容量大小及工艺介质停留时间有关。炉膛容量大,停留时间长,则时间常数和纯滞后时间大,反之亦然。 1.2加热炉的基本控制 加热炉进料一般分为几个支路。常规的控制方法是:在各支路上安装各自的流量变送器和控制阀,而用炉出口总管温度来调节炉用燃料量。这样的调节方法根本没有考虑支管温度均衡的控制,支管温度均衡的控制由操作工凭经验根据分支温差来调节分支流量差。这种人为操作显然无法实现稳定的均衡控制,往往是各支管流量较均衡,而分支温度有相当大的差异,某一炉管因局部过热而结焦的可能性很大。为了改善和克服这种情况,需要采用支路均衡控制方法。近年来出现的差动式平衡控制、解藕控制以及多变量预测控制等方法能够收取一定的效果。其中差动式方法不仅效果不错,而且实现简单,操作简便,对于长期运行有一定的优势。另外,针对系统的非线性、强耦合特性,模糊控制等智能控制方法也能实现较好的控制。 加热炉出口总管温度是加热炉环节最为重要的参数,出口温度的稳定对于后续工艺的生产稳定、操作平稳甚至提高收率至关重要。最简单的控制方法就是采用单回路的反馈控制。单回路反馈控制简单实用,有它的使用价值。但该方法没有考虑燃料量变化的影响,所以出口温度不容易稳定,在一定程度上也会造成燃料的浪费。在简单反馈控制方案的基
基于PLC的触摸屏温度控制系统
科目:综合控制系统题目:温度控制系统课程设计 姓名: LC 学号: 系别: 班级: 完成时间:
华南理工大学广州学院电子信息工程学院
目录 前言 (1) 第一章系统总体方案 (2) 第二章系统硬件设计 (3) 2.1 PLC选择 (3) 2.1.1 FX2N-48MR-001PLC (3) 2.1.2 FX2N-2AD特殊功能模块 (4) 2.1.3 FX2N-2DA特殊功能模块4 2.2 硬件电路设计 (5) 2.2.1 温度值给定电路 (6) 2.2.2 温度检测电路 (9) 2.2.3 过零检测电路 (10) 2.2.4晶闸管电功率控制电路 (11) 2.2.5 脉冲输出通道 (13) 2.2.6报警指示电路 (13) 2.2.7 复位电路 (14) 第三章系统软件设计 (14) 3.1 编程与通信软件的使用 (14) 3.2 程序设计 (16) 3.3 系统程序流程图 (16) 3.4 控制系统控制程序的开发 (17) 3.4.1 温度设计 (17) 3.4.2 A/D转换功能模块 (18) 3.4.3 标度变换程序 (19) 3.4.4 恒温控制程序(PID)设计 (19) 3.4.5 数字触发器程序设计 (22) 3.4.6 显示程序 (25) 3.4.7 恒温指示程序 (25) 3.4.8 报警程序 (25) 第四章总结与展望 (26) 4.1 总结 (26) 4.2 展望 (27) 参考文献 (28) 附录:系统程序(梯形图) (29)
前言 随着时代的发展,当今的技术日趋完善,竞争也愈演愈烈;传统的人工的操作已不能满足于目前的制造业前景,也无法保证更高质量的要求和提升高新技术企业的形象。 在生产实践中,自动化给人们带来了极大的便利和产品质量上的保证,同时也减轻了人员的劳动强度,减少了人员上的编制。在许多复杂的生产过程中难以实现的目标控制、整体优化、最佳决策等,熟练的操作工、技术人员或专家、管理者却能够容易判断和操作,可以获得满意的效果。人工智能的研究目标正是利用计算机来实现、模拟这些智能行为,通过人脑与计算机协调工作,以人机结合的模式,为解决十分复杂的问题寻找最佳的途径。 可编程序控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计,它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作命令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。 在工业生产过程中,加热管温度控制是十分常见的。温度控制的传统方法是人工—仪表控制。其重复性差,工艺要求难以保证,人工劳动强度大。目前大多数使用微机代替常规控制。以微机为核心控制系统虽然成本较低,但微机的可靠性和抗干扰性较差而使其硬件设计较复杂。而以PLC 为核心的控制系统,虽然成本较高,但PLC本身就有很强的抗干扰性和可靠性,因而系统的硬件设计也简单得多。所以,相比较于微机控制,PLC 控制在过程控制方面更具有优势。这种系统控制精度高、重复性好、自动化程度高,可以大大提高产品质量和减轻工人的劳动负担。本文介绍了以PLC为核心实现PID算法的温度控制系统的设计方法。
钢坯加热炉温度控制系统
内蒙古科技大学 过程控制课程设计论文 题目:钢坯加热炉温度控制系统 学生姓名: 学号: 专业: 班级: 指导教师:
目录 钢坯加热炉温度控制系统设计摘要 (1) 第一章引言 (2) 1.1加热炉温度控制技术的发展 (2) 1.2 加热炉一般结构与控制原理 (3) 1.3加热炉生产工艺 (4) 第二章加热炉温度控制系统 (5) 2.1串级系统控制概述 (5) 2.2 温度控制系统概述 (6) 2.3 加热炉炉温基本控制方案 (6) 2.3.1 炉温基本控制方案一 (6) 2.3.2 炉温基本控制方案二 (7) 2.3.1 炉温控制改进方案 (8) 2.4调节器正反作用的确定 (9) 2.4.1副调节器作用方式的确定 (9) 2.4.2主调节器作用方式的确定 (9) 第三章仪器选型 (10) 3.1温度传感器的选择 (10) 3.2流量变送器的选择 (10) 3.3执行器选择 (11) 3.4调节器的选择 (11) 第四章总结 (13) 参考文献 (14)
钢坯加热炉温度控制系统设计 摘要 加热炉是冶金行业生产环节中重要的热工设备。加热的目的之一是提高钢的塑性。钢在冷态下可塑性很低,为了改善钢的热加工条件,必须提高钢的塑性。一般来说,钢的热加工温度越高,钢的可塑性越好。钢的加热温度越低,加工所消耗的能量越大,轧机的磨损也越快,而且温度过低时还容易发生断辊事故。加热的另外一个目的是使钢的内外温度均匀。由于板坯内外的温差,使得金属内部产生应力,这样经过轧制过程后容易造成质量缺陷和废品。通过加热炉的均热使断面上温差缩小,避免出现危险的温度应力。板坯的加热质量直接影响到钢材的质量、产量、能源消耗以及轧机寿命。正确的加热工艺可以提高钢的塑性,降低热加工时的变形抗力,及时为轧机提供加热质量优良的板坯,保证轧机生产顺利进行。反之,如加热工艺不当,例如加热温度过高,会发生板坯过热、过烧,轧制时就要造成废品。 加热炉的燃烧过程是受随机因素干扰的,具有大惯性、纯滞后的非线性分布参量的随机过程。对于这种复杂的控制对象,即使是经验丰富的操作人员,也很难全面考虑各种因素的影响,准确地控制燃烧过程,造成炉温经常偏高或偏低,这些都严重影响了加热炉加热质量和燃耗,甚至影响正常生产。 加热炉的生产任务是按轧机的轧制节奏将钢材加热到工艺要求的温度水平和加热质量,并在优质高产的前提下,尽可能地降低燃料消耗,减少氧化烧损。连续加热炉的操作水平直接影响产品的质量、产量和生产消耗指标,钢坯的出炉温度要求在 1 150~1 250℃,靠操作工人调节阀门来控制炉温的效果很差,粘钢和硬断轧辊的事故时有发生,而且能源消耗特别大,所以国内外关于加热炉自动控制的研究一直受到重视,发展得比较快,也取得了较为丰硕的成果。 关键字:加热炉、温度控制、过程控制