碳钢回火色和温度的关系
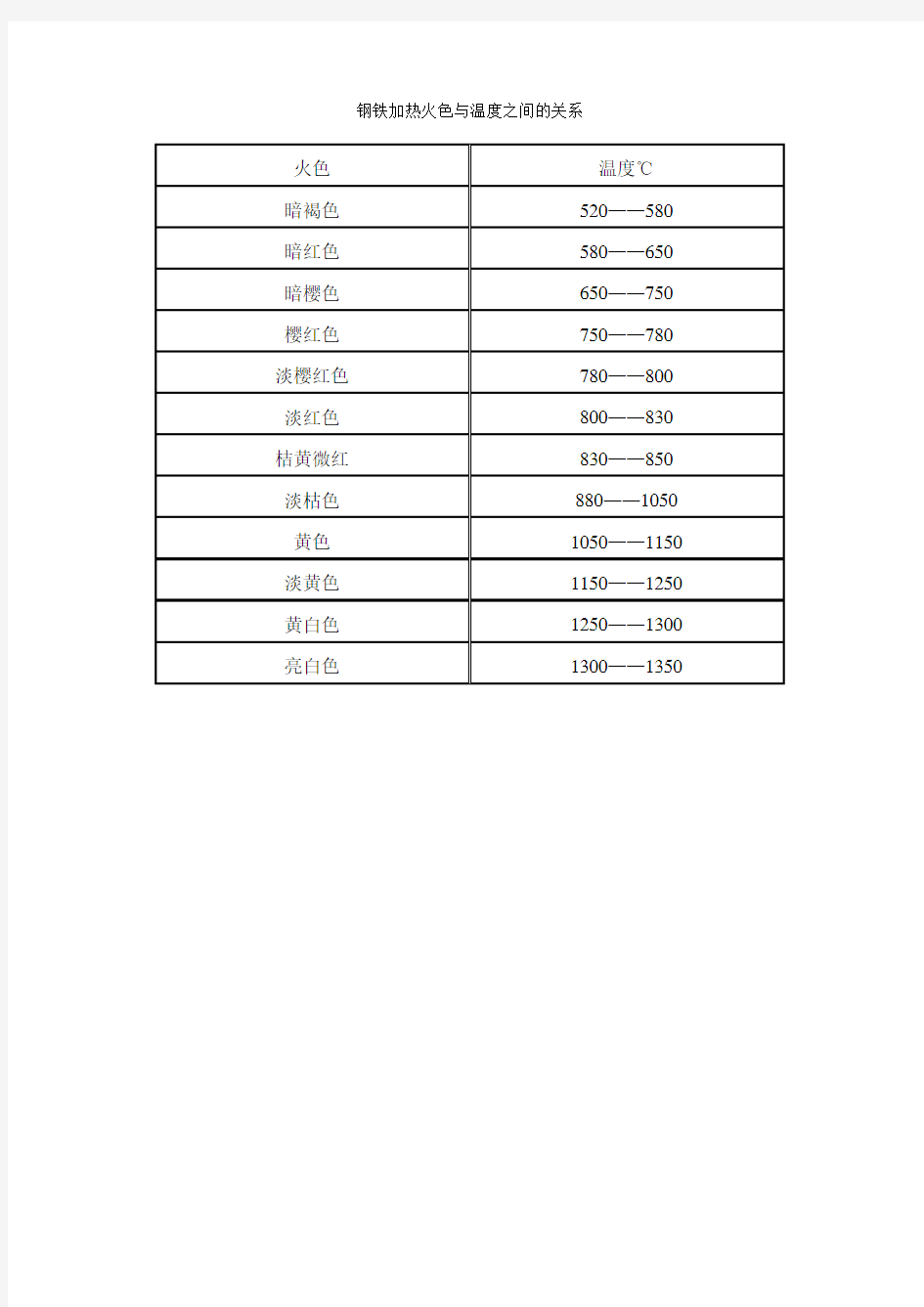
钢铁加热火色与温度之间的关系
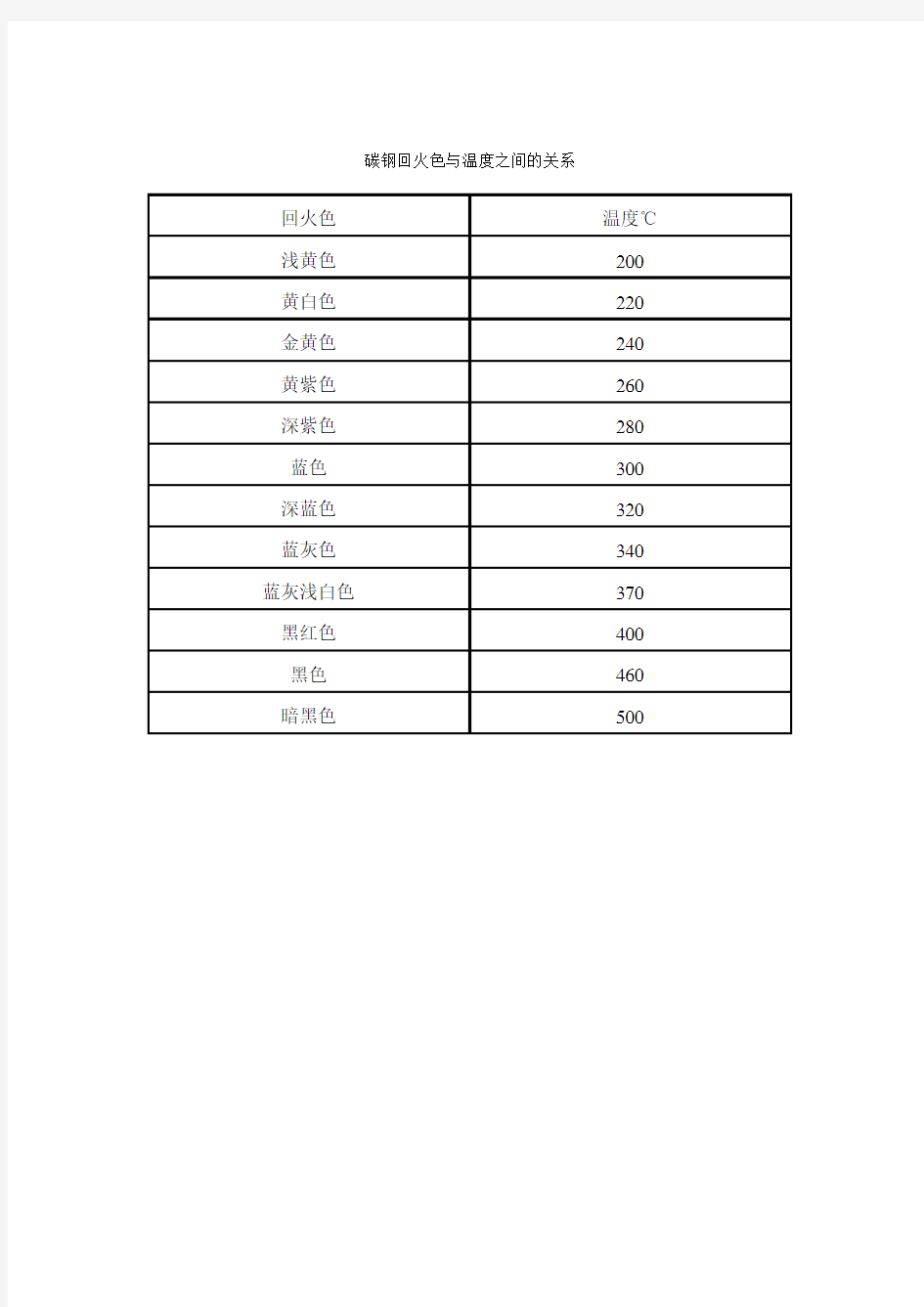
碳钢回火色与温度之间的关系
退火时间和温度的确定1
退火时间和温度的确定 退火的时间是如何确定的,是不是通过保温时间就是t=kaH这个公式?等效厚度H对于管件 是1.5倍的壁厚合金钢如35CrMo、42CrMo我取的a=2.1,感觉这个公式算出来的时间太长了,出来的硬度明显偏低。 还有就是如果为去应力退火,去应力退火的温度范围一般为500-650度,不同的钢种如何选择温度呢?温度是根据钢种确定的还是根据时间确定的?,对于几个挨着的管件一起进入台车炉那么K=2, 退火是将钢材或各种金属机械零件加热到适当温度,保温一段时间,然后缓慢冷却,可以获得接近平衡状态组织的热处理工艺。在机械制造行业,退火通常作为工件制造加工过程中的预备热处理工序。 一. 完全退火 完全退火是将钢件或各种机械零件加热到临界点Ac3以上的适当温度、在炉内保温缓慢逐渐冷却的工艺方法。其目的是为了细化组织、降低硬度、改善机械切削加工性能及去除内应力。 完全退火适用于中碳钢和中碳合金钢的铸钢件、焊接件、轧制件等。 完全退火工艺曲线。 3. 工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可低温装炉,随炉升温。 4. 保温时间:保温时间是指从炉子仪表到达规定退火加热温度开始计算至工件在炉内停止 加热开始降温时的全部时间。工件堆装时,主要根据装炉情况估定,一般取2~3h。 5. 工件冷却:保温完成后,一般停电(火),停止加热,关闭炉门逐渐缓冷至500℃即可出 炉空冷。对某些合金元素含量较高、按上述方式冷却后硬度仍然偏高的工件,可采用等 温冷却方法,即在650℃附近保温2~4h后再炉冷至500℃。 二. 去应力退火 去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。 1. 去应力退火工艺曲线。 2. 不同的工件去应力退火工艺。 3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。 4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。 5. 低温时效用于工件的半加工之后(如粗加工或第一次精加工之后),一般采用较低的温度。
常用钢号热处理淬火回火温度对照表.doc
如对你有帮助,请购买下载打赏,谢谢!常用钢号热处理淬火回火温度对照表(生产经验) 常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。 1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235, 回火温度 620 2.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269, 回火温度 580 硬度要求 HB197-235,回火温度 640 3.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 620 4.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 H B260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 620 5.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB2 60-300,回火温度 600 硬度要求 HB229-269,回火温度 640 6.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300, 回火温度 600硬度要求 HB229-269,回火温度 640 7.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 H B290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 640 8.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB22 9-269,回火温度 630 9.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB2 29-269,回火温度 640 10.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB 229-269,回火温度 690
常用钢号热处理淬火回火温度对照表
常用钢号热处理淬火回火温度对照表(生产经验) 常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。 1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235, 回火温度 620 2.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269, 回火温度 580 硬度要求 HB197-235,回火温度 640 3.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 620 4.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 H B260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 620 5.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB2 60-300,回火温度 600 硬度要求 HB229-269,回火温度 640 6.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300, 回火温度 600硬度要求 HB229-269,回火温度 640 7.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 H B290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 640 8.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB22 9-269,回火温度 630 9.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB2 29-269,回火温度 640 10.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB 229-269,回火温度 690 11.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度 要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 640
饱和蒸汽温度与压力对照表
饱和蒸汽温度与绝对压力对照表 附图1:饱和蒸汽压力温度对照表 压力温度压力温度压力温度压力温度MPa ℃MPa ℃MPa ℃MPa ℃
3570947 饱和蒸汽温度压力对照表
温度(℃) 绝对压力(bar ) ℃ bar ℃ bar 100 134 168 101 135 169 102 136 170 103 137 171 104 138 172 105 139 173 106 140 174 107 141 175 108 142 176 109 143 177 110 144 178 111 145 179 112 146 180 113 147 181 114 148 182 115 149 183 116 150 184 117 151 185 118 152 186 119 153 187 120 154 188 121 155 189 122 156 190 123 157 191 124 158 192 125 159 193 126 160 194 127 161 195 128 162 196 129 163 197 130 164 198 131 165 199 132 166 200 133 167 问题: 饱和蒸汽温度与压力对照表 说明: 蒸汽是常用的换热介质,而温度控制是通过一定压力下的流量调节来实现的,
希望大家建立一个基本的概念。在热交热器或者其它需要蒸汽阀门的地方,大家在选型时经常会用到。 现将饱和蒸汽的温度与压力对照表整理,供大家参考! 温度(℃)密度(kg/m3) 绝对压力(Mpa) 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135
钢材加热温度与颜色图谱对照[1]
钢材加热温度与颜色图谱对照 600度左右开始稍微显现红色 700度橘红 800度红 900度红色泛黄 1000度红色泛白 这样说肯定不准确,最好有机会亲自体会一下 这只适合于某一种钢材吧(估计是常用的碳钢)?不同材质的钢材在相同温度下火色是不同的呢——不同的金属有不同的焰色。 钢材加热温度与颜色的关系 1893年维恩研究了最大波长λmax与温度T之间的关系,即λmaxT=2898μm?K,故可依火光颜色(即:光的波长)判断其温度。经验显示:暗红色600℃、红色900℃、橙黄色1100℃、黄色1300℃、淡黄1400℃、黄白1500℃、亮白(微黄)1600℃日油技研工业株式会社有一种感温试纸,可以买一些贴到加热的金属上,这个试纸是随温度的变化显示颜色的,可以根据该部位试纸的变色情况来判断该部位的温度,同时记录该部位金属的变色情况,以此作成比色卡供你自己使用。 钢铁加热火色与温度之间的关系火色温度℃ 暗褐色520——580 暗红色580——650 暗樱色650——750 樱红色750——780 淡樱红色780——800 淡红色800——830 桔黄微红 830——850 淡枯色880——1050 黄色1050——1150 淡黄色1150——1250 黄白色1250——1300 亮白色1300——1350 碳钢回火色与温度之间的关系回火色温度℃ 浅黄色200 黄白色220 金黄色240 黄紫色260 深紫色280 蓝色300 深蓝色320 蓝灰色340 蓝灰浅白色370 黑红色400 黑色460 暗黑色500 看这个很需要经验,白天与晚上就不同。测温仪有时候也不是很省心的。不是太准确。火焰温度和实物温度有着差异。
碳钢的热处理及性能分析
碳钢的热处理及性能分析 时的具体加热温度主要取决于钢的含碳量,可根据 相图确定(如图所示)。对亚共析钢,其加热 温度为℃,若加热温度不足(低于),则 +淬火后可得到细小的
它直接影响到钢淬火后的组织 以保证 以减 使淬火工作在过冷奥氏体最不稳定 鼻不同的冷却介质在不同的温度范围内的
实验二金相试样的制备与观察 一、实验目的 1.学习金相试样的制备方法。 二、实验设备、仪器及材料用品 抛光机、各型号砂纸、抛光磨料、试样、浸蚀剂、吹风等。 三、实验步骤 金相试样的制备包括取样、磨制、抛光、浸蚀四个步骤。制备好的试样应能观察到真实组织、无磨痕、水迹。 1.取样取样的部位和磨面应根据检验目的选取具有代表性的部位。例如,检验表面脱碳层的厚度应取横向截面、观察纵裂纹就要取纵向截面。试样的截取方法很多,例如用手锯、机床截取、线切割等,但必须注意的是在取样过程中要防止试样受热或变形而引起的组织变化,破坏了其组织的真实性。为防止受热可在截取过程中用冷却液冷却试样。 金相试样的尺寸要便于手握持和易于磨制,常用的试样尺寸为:Φ12×10或12×12×10,如果不是观察表面组织,可以倒角便于磨制。 根据需要,例如观察表面渗碳层的厚度,为防止在磨制过程中发生倒角,应采用镶嵌法,把试样镶嵌在热塑性塑料或热固性塑料中。 我们所用试样为车削好的Φ10×20的45钢试样。 2.磨制这是最关键的步骤,磨制质量的好坏直接决定了试样的好坏。 ①粗磨将试样在砂轮上或用粗砂纸之成平面。磨制时使试样受 力均匀,压力不要太大。 ②精磨粗磨好的试样用清水冲干后,依次用01、02、03、04号 金相砂纸把磨面磨光。磨制时应把砂纸放在玻璃板或平整的桌面 上,左手按住砂纸,右手握住试样,用力均匀、平稳,沿一个方 向反复进行,直到旧的磨痕被去掉,不要来回磨制。 注意:在调换更细一号砂纸时,应将试样上的磨屑和砂粒清除干净,并转动90o角,使新、旧磨痕垂直。
火焰的温度与颜色
火焰的温度与颜色 1.火焰的温度与颜色 火焰中的颜色主要随温度变化。壁炉火的照片就是这种变化的一个例子。在原木附近(最容易燃烧的地方),火是白色的(通常是有机材料最热的颜色)或黄色。在黄色区域上方,颜色变为橙色(较冷),然后变为红色(较冷)。在红色区域上方,不再发生燃烧,未燃烧的碳颗粒为可见黑烟。 2. 温度范围从红色到白色 (1)Red Just visible: 525 °C Dull: 700 °C Cherry, dull: 800 °C Cherry, full: 900 °C Cherry, clear: 1,000 °C (2)Orange Deep: 1,100 °C Clear: 1,200 °C (3)White Whitish: 1,300 °C Bright: 1,400 °C Dazzling: 1,500 °C
(4)Blue 每当你看到火中的蓝色比白色更热时。范围在1700 K~1900 K之间,是火焰中最富氧的火焰。本生灯就是一个很好的例子: (1)气孔关闭,(2)气孔略开,(3)气孔半开,(4)气孔几乎完全打开(咆哮的蓝色火焰) 本生灯使用的是混合气体,气体燃烧的温度高于木材和稻草等有机材料。天然气炉的火焰是蓝色的。丙烷火焰为蓝色,尖端为黄色。最热的火是由氧乙炔火炬(大约3000℃)产生的,该火炬将氧气和气体结合在一起,形成了精确的蓝色火焰。 颜色还可以帮助我们判断蜡烛火焰的温度。烛火的内芯为浅蓝色,温度约为1800 K (1500°C)。那是火焰中最热的部分。火焰内部的颜色变为黄色,橙色,最后变为红色。离火焰中心越远,温度就越低。最亮的红色部分约为1070 K(800°C)。 圆形的蓝色火焰是国际空间站中一支蜡烛燃烧实验的照片。由于对流流动引起的变化,地球上的烛火在火焰中具有几种不同的温度。在空间站的重力为零的情况下,火焰燃烧的更圆,更慢,更热并且更蓝。 传统的观念里颜色和温度关联告诉我们红色是暖色调的,蓝色是冷色调的。而实际上蓝色为热颜色,这与我们的观念是相反的。 3. 颜色的产生 颜色产生原理:当物质(分子或离子)吸收了相当可见光能量的电磁波后,就会表现出被人眼所能觉察到的颜色。物质之所以具有不同的颜色,这是因为它对不同的波长的可见光具
常见材料热处理方式及目的
常见材料热处理 1、45(S45C)常见热处理 基本资料:45号钢为优质碳素结构钢(也叫油钢),硬度不高易切削加工。 ⑴调质处理(淬火+高温回火) 淬火:淬火温度840±10℃,水冷(55~58HRC,极限62HRC); 回火:回火温度600±10℃,出炉空冷(20~30HRC)。 硬度:20~30HRC 用途:模具中常用来做45号钢管模板,梢子,导柱等,但须热处理 (调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。 但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度) *实际应用的最高硬度为HRC55(高频淬火HRC58)。 2、40Cr(SCr440)常见热处理 基本资料:40Cr为优质碳素合金钢。40Cr钢属于低淬透性调质钢,具有很高的强度,良好的塑性和韧性,即具有良好的综合机械性能(Cr能增加钢的淬透性,提高钢的强度和回火稳定性) ⑴调质处理 淬火:淬火温度850℃±10℃,油冷。(硬度45~52HRC) 回火:回火温度520℃±10℃,水、油冷。 硬度:32~36HRC 用途:用于制造汽车的连杆、螺栓、传动轴及机床的主轴等零件 ⑵不同回火温度 淬火:加热至830~860℃,油淬。(硬度55HRC以上) 回火:150℃——55 HRC 200℃——53 HRC 300℃——51 HRC 400℃——43 HRC 500℃——34 HRC 550℃——32 HRC 600℃——28 HRC 650℃——24 HRC 3、T10(SK4)常见热处理 基本资料:T10碳素工具钢,强度及耐磨性均较T8和T9高,但热硬性低,淬透性不高且淬火变形大,晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织;淬火后钢中有未溶的过剩碳化物,所以耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。 ⑴淬火+低温回火 淬火:淬火温度780±10℃,保温50min左右(视工件薄厚而定)或淬透。先淬如20~40℃的水或5%盐水,冷至250~300℃,转入20~40℃油中冷却至温热。(得到硬度62~65HRC) 回火:加热温度160~180℃,保温~2h。(回火后硬度60~62HRC) 用途:适于制造切削条件较差、耐磨性要求较高且不受突然和剧烈冲击振动而需要一定的韧性及具有锋利刃口的各种工具,也可用作不受较大冲击的耐磨零件。 ⑵调质处理(淬火+高温回火)----(一般不调至处理) 淬火温度780~800℃,油冷至温热。 回火温度(640~680℃),炉冷或空冷。(回火后硬度183~207HBS) 4、9CrWMn (SKS3) 常见热处理 基本资料:9CrWMn钢是油淬硬化的低合金泠作模具钢(俗称油钢)。该钢具有?定的淬透性和耐磨性,淬?变形较?,碳化物分布均匀且颗粒细?。该钢的塑性、韧性较好,耐磨性?CrWMn钢低。 优点:硬度、强度较高;耐磨性较高;淬透性较高;机械性能好(尺寸稳定,变形小)。 缺点:韧性、塑性较差;有较明显的回火脆性现象;对过热较敏感;耐腐蚀性能较差。 ⑴淬火+低温回火 退火(预先热处理):加热至750~800℃,,≤30℃/h控温冷却至550℃出炉空冷(约停留1~3h)。 (作用:改善或消除应力,防止工件变形、开裂。为最终热处理做准备) 淬火:先预热至550℃~650℃,再加热至800~850℃,保温,油冷至室温(硬度64~66HRC),组织为高碳片状马氏体。 回火:加热至150℃~200℃,保温2h,炉冷(硬度61~65HRC)。 硬度:HRC60℃以上
简述淬火钢回火时力学性能与回火温度之间的关系.
简述淬火钢回火时力学性能与回火温度之间的关系 ⑴ 硬度与回火温度之间的关系 中、低碳钢在250℃一下回火时,机械性能无明显变化。这是因为只有碳的偏聚,而无其他组织变化。高碳钢则不同,由于ε相共格析出,引起弥散强化,硬度略有升高。 250-400℃回火时,一方面由于马氏体分解、正方度减小以及碳化物转变和聚集长大,硬度趋于降低;另一方面,由于残余奥氏体转变为下贝氏体,硬度则有所升高。二者综合影响,使得中、低碳钢硬度下降,而高碳钢硬度升高。 回火温度在400℃以上升高时,产生α相的回复与再结晶及碳化物聚集并球化,均使硬度下降。 ⑵强度和塑性与回火温度的关系 高、中、低碳钢回火时,弹性极限随回火温度上升而增加,大约在350℃左右出现峰值。这与回火过程中碳的偏聚、ε碳化物的析出、α相中碳过饱和度下降以及渗碳体析出α相回复等组织结构变化相联系。 钢的塑性一般随回火温度的升高而加大。 ⑶冲击韧性与回火温度之间的关系 随着回火温度的升高,碳钢冲击值(αk)变化的总趋势是增加的。但是,高碳钢经扭转冲击试验,可测出250℃左右回火后冲击值下降的脆化现象。 ⑷断裂韧性与回火温度之间的关系 在400℃以下,随回火温度增高,断裂韧性和冲击韧性均降低。400℃以上回火时,断裂韧性增大。 解释碳钢回火脆性的定义、原因及消除或改善方法 在250-400℃和450-650℃区域存在着冲击韧显著下降的现象,这种脆化现象称为回火脆性。 ⑴其中在250-400℃范围内回火时出现的脆性称为第一类回火脆性,存在于一切钢种之中。此后若重新加热至第一类回火脆化温区,也不再出现脆性。故又称不可逆回火脆性。因其出现与低温回火温度范围,故又称低温回火脆性。发生第一类回火脆性的钢件,断口呈晶间断裂;无第一次回火脆性的钢件,呈穿晶断裂。 消除或改善的方法: ①以极快的速度加热和冷却以及高温形变热处理。
加热温度、回火温度及冷却速度对碳钢性能的影响
淬火加热温度的选择:对于亚共析钢采用Ac3+30~50°,对于共析钢和过共析钢采用Ac1+20~40°。 对于亚共析钢如果淬火温度过高,奥氏体晶粒就会粗大,淬火后严重影响和降低塑性和韧性,如果淬火温度过低,奥氏体化就会不完全,淬火后会有铁素体,导致淬火硬度不够,强度降低。 对于共析钢和过共析钢,淬火温度高了,同样奥氏体晶粒就会粗大,同时碳化物溶入奥氏体过多,淬火后容易变形开裂,同时严重降低硬度和强度,如果温度低了,碳化物溶入奥氏体过少,大部分碳化物保留下来,淬火后也容易变形开裂,奥氏体化后奥氏体含碳量过低,导致淬不上火,导致淬火后马氏体硬度不够,强度降低。 (1)低温回火 工件在150~250℃进行的回火。 目的是保持淬火工件高的硬度和耐磨性,降低淬火残留应力和脆性回火后得到回火马氏体,指淬火马氏体低温回火时得到的组织。 力学性能:58~64HRC,高的硬度和耐磨性。 应用范围:刃具、量具、模具、滚动轴承、渗碳及表面淬火的零件等。 (2)中温回火 工件在350~500 ℃之间进行的回火。 目的是得到较高的弹性和屈服点,适当的韧性。回火后得到回火屈氏体,指马氏体回火时形成的铁素体基体内分布着极其细小球状碳化物(或渗碳体)的复相组织。 力学性能:35~50HRC,较高的弹性极限、屈服点和一定的韧性。 应用范围:弹簧、锻模、冲击工具等。 (3)高温回火 工件在500℃以上进行的回火。 目的是得到强度、塑性和韧性都较好的综合力学性能。回火后得到回火索氏体,指马氏体回火时形成的铁素体基体内分布着细小球状碳化物(包括渗碳体)的复相组织。 力学性能:200~350HBS,较好的综合力学性能。 应用范围:广泛用于各种较重要的受力结构件,如连杆、螺栓、齿轮及轴类零件等。工件淬火并高温回火的复合热处理工艺称为调质。调质不仅作最终热处理,也可作一些精密零件或感应淬火件预先热处理。 冷却速度不一样钢发生固态转变的温度也不一样,得到的组织也有很大差异,一般来说冷却速度越快,钢转变的温度越低,转变后得到的组织的硬度也越高。主要是因为转变温度越低,原子的活动能力也越低,得到的组织就越细,比如珠光体型组织的层片间距就随形成温度的降低而变小;如果冷却速度足够大就可以发生马氏体转变而得到马氏体,它的硬度会更高。
40Cr热处理
40Cr热处理工艺 制定40Cr钢退火、正火、淬火、回火、调质热处理工艺,测定在各种热处理情况下试样的硬度和冲击 韧性,并进行材料的金相组织分析,得出了40Cr钢调质处理具有良好综合性能的结论。 1 40Cr材料简介 1.1 40Cr的化学成分及临界温度 40Cr的化学成分及临界温度见表1。 表1 40Cr的化学成分及临界温度 化学成分临界温度C Mn Si l C Ac Ac0 A A 0 0.37~0.45 O.5~O.8 。.2~。.4I。.8。~1.1。 743 800 693 73O 1.2 4OCr的性质 从铁碳合金相图来看,40Cr钢属于亚共析钢,缓冷到室温后的组织为铁素体+珠光体;从钢的分类来看,40Cr钢属于低淬透性调质钢,具有很高的强度,良好的塑性和韧性,即具有良好的综合机械性能;40Cr钢可用于制造汽车的连杆、螺栓、传动轴及机床的主轴等零件。 2 40Cr热处理工艺特性介绍 2.1 预备热处理 调质钢经热加工后,必须经过预备热处理来降低硬度,便于切削加工,消除热加工时造成的组织缺陷,细化晶粒,改善组织,为最终热处理做好准备。对于 40Cr钢而言,可进行正火或退火处理。 2.2 最终热处理 调质钢的最终热处理是淬火加高温回火。一般可以采用较慢的冷却速度淬火,可以用油淬以避免热处理缺陷。当强度较高时,采用较低的回火温度,反之选用较高的回火温度。 3 40Cr热处理工艺的制定
按上述知识,对40Cr钢分别采用退火、正火、淬火、不同的回火温度情况下的热处理,测定不同情况下试样的硬度与冲击韧性值。 3.1 退火工艺的制定 图1为退火及正火工艺曲线图。加热温度:A 。+ (3O~50) C,由此确定加热温度为850 C;保温时间: 120min;冷却方式:随炉冷却。 t/mirl 图1 退火及正火工艺曲线图 3.2 正火工艺的制定 加热温度:Ac。+ (30~50)C,由此确定加热温度为850 C;保温时间:120min;冷却方式:空冷。 3.3 淬火工艺的制定 图2为淬火工艺曲线图。加热温度:A 。+ (3O~50)C,由此确定加热温度为850 C;保温时间:80min;冷却方式:油冷。 3.4 回火工艺的制定 3.4.1 低温回火 图3为淬火加低温回火工艺曲线图。亚共析钢的低温回火温度为150 C~3O0 C,但钢材的第一类回火脆性温度在250 C~400 C,由于40Cr中含有硅、锰、铬等合金元素,第一类回火脆性温度将有所增高,所以选用低温回火温度为240 C;保温时间为60min;采用空冷。 3.4.2 中温回火 中温回火温度为350 C~500 C,选用温度为460 C;保温时间为50min;空冷。 3.4.3 高温回火(调质处理) 高温回火温度为500C~650 C,可选用加热温度为620 C;保温时间为60min;空冷。空冷t/Ⅲlii 4 40Cr热处理冲击韧性与硬度为检测试样在热处理后的硬度与韧性,对退火和正
常见热处理问题与解答
热处理培训资料 常见热处理问题与解答 (1)淬火常见问题与解决技巧 ※Ms点随C%的增加而降低 淬火时,过冷沃斯田体开始变态为麻田散体的温度称之为Ms点,变态完成之温度称之为Mf点。%C含量愈高,Ms点温度愈降低。0.4%C碳钢的Ms温度约为350℃左右,而0.8%C碳钢就降低至约200℃左右。 ※淬火液可添加适当的添加剂 (1)水中加入食盐可使冷却速率加倍:盐水淬火之冷却速率快,且不会有淬裂及淬火不均匀之现象,可称是最理想之淬硬用冷却剂。食盐的添加比例以重量百分比10%为宜。 (2)水中有杂质比纯水更适合当淬火液:水中加入固体微粒,有助于工件表面之洗净作用,破坏蒸气膜作用,使得冷却速度增加,可防止淬火斑点的发生。因此淬火处理,不用纯水而用混合水之淬火技术是很重要的观念。 (3)聚合物可与水调配成水溶性淬火液:聚合物淬火液可依加水程度调配出由水到油之冷却速率之淬火液,甚为方便,且又无火灾、污染及其它公害之虞,颇具前瞻性。 (4)干冰加乙醇可用于深冷处理容液:将干冰加入乙醇中可产生-76℃之均匀温度,是很实用的低温冷却液。 ※硬度与淬火速度之关联性 只要改变钢材淬火冷却速率,就会获得不同的硬度值,主要原因是钢材内部生成的组织不同。当冷却速度较慢时而经过钢材的Ps曲线,此时沃斯田体变态温度较高,沃斯田体会生成波来体,变态开始点为Ps点,变态终结点为Pf点,波来体的硬度较小。若冷却速度加快,冷却曲线不会切过Ps曲线时,则沃斯田体会变态成硬度较高的麻田散体。麻田散体的硬度与固溶的碳含量有关,因此麻田散体的硬度会随着%C含量之增加而变大,但超过0.77%C后,麻田散体内的碳固溶量已无明显增加,其硬度变化亦趋于缓和。 ※淬火与回火冷却方法之区别 淬火常见的冷却方式有三种,分别是:(1)连续冷却;(2)恒温冷却及(3)阶段冷却。为求淬火过程降低淬裂的发生,临界区域温度以上,可使用高于临界冷却速率的急速冷却为宜;进入危险区域时,使用缓慢冷却是极为重要的关键技术。因此,此类冷却方式施行时,使用阶段冷却或恒温冷却(麻回火)是最适宜的。
颜色与火焰温度的关系
颜色与火焰温度的关系 温度计还没有发明以前,古人在冶炼金属的实践中,创造了通过观察火候和火色来判别温度高低的方法。据《考工记》记载,在铸铜与锡时,随温度的升高,火焰的颜色先后变为暗红色、橙色、黄色、白色、青色,然后才可以浇铸。这种方法同样也应用于制陶工业。从现代科学分析,不同物质有不同的汽化点,因此从火焰的颜色可以判断所汽化的物质,从而判断温度的高低。对同一种物质,随着温度的升高,其颜色也先后有所变化。“火候”(包括火色)成了我国古代热工艺中一个内容丰富的特有概念。 常见沥青火焰的颜色与温度的关系如下: 暗红色约600℃ 深红色约700℃ 红橙色约900℃ 橙黄色约1100℃ 白色约1300℃ 白炽色约1500℃ 火焰的颜色对应相应的温度,即色温。 黑体辐射产生的都是连续波长的光,只是各波长的比例随温度变化而变化,颜色也相应而变;大致规律是:温度越低,短波长的光(蓝光、紫光)越少,长波长的光(红光、橙光)越多,即火焰会偏黄偏暖;温度越高,短波长的光越多,长波长的光越少,即火焰会偏蓝偏冷。太阳表面的温度是6500度,对应的是纯白光,高于此温度的光会偏蓝偏冷,低于此
温度的光会偏黄偏暖。 一般发热体产生的温度一般都不太高,肯定高不过6500度,因此正常是偏黄的,只是白亮程度不同,温度也是不同的;温度越高,会偏白偏亮,温度较低会偏红偏暗。红橙黄绿青蓝紫 暗红色:600摄氏度左右。 深红色:700摄氏度左右。 橘红色:1000摄氏度左右。 纯橘色:1100摄氏度左右。 金橘色:1200摄氏度左右。 金黄色:1300摄氏度左右。 金白色:1400摄氏度左右。 纯白色:1500摄氏度左右。 白蓝色:1500摄氏度以上。 天蓝色:一般冶炼达不到此程度。
回火温度与硬度对照表【干货】
回火温度与硬度对照表 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。 (1)45# 淬火温度830℃水冷硬度要求HB229-269 回火温度570 硬度要求 HB197-235,回火温度620 (2)40Cr 淬火温度850℃油冷硬度要求HB260-300,回火温度520 硬度要求 HB229-269,回火温度580 硬度要求HB197-235,回火温度640 (3)35SiMn 淬火温度870℃油(水)冷硬度要求HB330-360,回火温度360 硬度 要求HB260-300,回火温度500 硬度要求HB229-269,回火温度560 硬度要求HB197-235,回火温度620 (4)35CrMo 淬火温度870℃油(水)冷硬度要求HB330-360,回火温度360 硬
度要求HB260-300,回火温度500 硬度要求HB229-269,回火温度560 硬度要求HB197-235,回火温度620 (5)30Cr2Ni2Mo 淬火温度870℃油冷硬度要求HB290-341,回火温度560 硬度 要求HB260-300,回火温度600 硬度要求HB229-269,回火温度640 (6)34Cr2Ni2Mo 淬火温度870℃油硬度要求HB290-341,回火温度560硬度要求 HB260-300,回火温度600硬度要求HB229-269,回火温度640 (7)34Cr2Ni3Mo 淬火温度870℃油冷硬度要求HB330-360,回火温度380 硬 度要求HB290-341,回火温度560 硬度要求HB260-300,回火温度600 硬度要求HB229-269,回火温度640 (8)34CrMo1A 淬火温度870℃油冷硬度要求HB260-300,回火温度590 硬度要 求HB229-269,回火温度630 (9)35CrMoSi 淬火温度930℃油冷硬度要求HB260-300,回火温度600 硬度要 求HB229-269,回火温度640 (10)38CrMoA1 淬火温度930℃油冷硬度要求HB260-300,回火温度600 硬度 要求HB229-269,回火温度690
肉眼判断钢材加热温度的方法
肉眼判断钢材加热温度的方法 不是太准确,我以前写过,颜色这东西光说不行,要看了才知道 大体是,在600度左右开始稍微显现红色 700度橘红 800度红 900度红色泛黄 1000度红色泛白 这样说肯定不准确,最好有机会亲自体会一下 这只适合于某一种钢材吧(估计是常用的碳钢)?不同材质的钢材在相同温度下火色是不同的呢——不同的金属有不同的焰色。 钢材加热温度与颜色的关系 钢材温度与颜色的关系 1893年维恩研究了最大波长λmax与温度T之间的关系,即λmaxT=2898μm?K,故可依火光颜色(即:光的波长)判断其温度。经验显示:暗红色600℃、红色900℃、橙黄色1100℃、黄色1300℃、淡黄1400℃、黄白1500℃、亮白(微黄)1600℃ 日油技研工业株式会社有一种感温试纸,可以买一些贴到加热的金属上,这个试纸是随温度的变化显示颜色的,可以根据该部位试纸的变色情况来判断该部位的温度,同时记录该部位金属的变色情况,以此作成比色卡供你自己使用。 钢铁加热火色与温度之间的关系 火色温度℃ 暗褐色520——580 暗红色580——650 暗樱色650——750 樱红色750——780 淡樱红色780——800 淡红色800——830 桔黄微红830——850 淡枯色880——1050 黄色1050——1150 淡黄色1150——1250 黄白色1250——1300 亮白色1300——1350 碳钢回火色与温度之间的关系 回火色温度℃
浅黄色200 黄白色220 金黄色240 黄紫色260 深紫色280 蓝色300 深蓝色320 蓝灰色340 蓝灰浅白色370 黑红色400 黑色460 暗黑色500 看这个很需要经验。 白天与晚上就不同。:lol 测温仪有时候也不是很省心的。不是太准确。火焰温度和实物温度有着差异。 1893年维恩研究了最大波长λmax与温度T之间的关系,即λmaxT=2898μm·K,故可依火光颜色(即:光的波长)判断其温度。经验显示:暗红色600℃、红色900℃、橙黄色110 0℃、黄色1300℃、淡黄1400℃、黄白1500℃、亮白(微黄)1600℃。
调质 渗碳 淬火以及常用钢材淬火回火温度与硬度以及
调质渗碳淬火 什么是调质?什么是渗碳?什么是淬火? 调质:淬火加高温回火(500--650摄氏度),调质后的组织为回火索氏体其综合性能好.市场上卖的调质钢材料即为在出厂时淬火加高温回火过了,选购此材料后不需要再做什么处理就可以满足一般的机加工要求。 渗碳:是对金属表面处理的一种,采用渗碳的多为低碳钢或低合金钢,具体方法是将工件置入具有活性渗碳介质中,加热到900--950摄氏度的单相奥氏体区,保温足够时间后,使渗碳介质中分解出的活性碳原子渗入钢件表层,从而获得表层高碳,心部仍保持原有成分. 相似的还有低温渗氮处理。 淬火,首先在此解释一下书本上所称的淬火(cui 四声)在现实中,工厂师傅并不那么叫,他们称呼为zhanhuo.淬火为机械加工热处理中四把火中的一种,主要是为了提高工件的硬度。方法是将钢件加热到相变线(Ac1或Ac3)以上某一温度,保温足够长时间获得奥氏体,然后以大于马氏体的临界冷却速度冷却,获得马氏体(或下贝氏体)组织. 渗碳淬火和调质的区别 渗碳是一种使碳原子渗入工件表面的过程,所以它是改变了表面的成分从而达到使表面具有更高的硬度和耐磨性。淬火是家工件加热到一定温度后,在用一定的介质冷却的方法来改变工件内部组织成分的方法。调质是淬火加回火的总称,因为淬火之后的工件中还有过饱和的马氏体和残余奥氏体,会产生不稳定,需要通过回火来改善。 什么是调质?什么是渗碳?什么是淬火? 调质:淬火加高温回火(500--650摄氏度),调质后的组织为回火索氏体其综合性能好.市场上卖的调质钢材料即为在出厂时淬火加高温回火过了,选购此材料后不需要再做什么处理就可以满足一般的机加工要求。 渗碳:是对金属表面处理的一种,采用渗碳的多为低碳钢或低合金钢,具体方法是将工件置入具有活性渗碳介质中,加热到900--950摄氏度的单相奥氏体区,保温足够时间后,使渗碳介质中分解出的活性碳原子渗入钢件表层,从而获得表层高碳,心部仍保持原有成分. 相似的还有低温渗氮处理。 淬火,首先在此解释一下书本上所称的淬火(cui 四声)在现实中,工厂师傅并不那么叫,他们称呼为zhanhuo.淬火为机械加工热处理中四把火中的一种,主要是为了提高工件的硬度。方法是将钢件加热到相变线(Ac1或Ac3)以上某一温度,保温足够长时间获得奥氏体,然后以大于马氏体的临界冷却速度冷却,获得马氏体(或下贝氏体)组织.
钢热处理工艺
1 45号钢要求硬度HRC40-50,是不是要淬火+低温回火? 换算成布氏硬度大约是380~470HB,根据一般热处理规范,热处理制度与硬度关系大致如下: 淬火温度:840℃水淬 回火温度:150℃回火,硬度约为57HRC;200℃回火,硬度约为55HRC;250℃回火,硬度约为53HRC;300℃回火,硬度约为48HRC;350℃回火,硬度约为45HRC;400℃回火,硬度约为43HRC;500 ℃回火,硬度约为33HRC;600℃回火,硬度约为20HRC 一般情况下热处理工艺都指标准范围内中间成分,且热处理温度都存在一个调整范围,如成分在范围内存在偏差,可以相应调整淬火温度和回火温度 2 1.临界温度指钢材的奥氏体转变温度。不同含量的钢材有着不同的临界点,但临界点有着一个范围内的浮动,所以下临界点温度指的就是奥氏体转变的最低温度。 2. 常用碳钢的临界点 钢号临界点 (℃) 20钢 735-855 (℃) 45钢 724-780 (℃) T8钢 730 -770(℃) T12钢 730-820 (℃) 3 20Cr,40Cr,35CrMo,40CrMo,42CrMo:正火温度850-900℃,45号钢
正火温度850℃左右。 4 20CrMnTi Ac1 Ac3 Ar1 Ar3 740 825 680 730 5 Cr12MoV热处理知识 Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。 其热处理制度为:钢棒与锻件960℃空冷 + 700~720℃回火,空冷。最终热处理工艺: 1、淬火: 第一次预热:300~500℃, 第二次预热840~860℃; 淬火温度:1020~1050℃; 冷却介质:油,介质温度:20~60℃, 冷却至油温;随后,空冷,HRC=60~63。 2、回火: 经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下: 加热温度400~425℃,得到HRC=57~59。 说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。如果淬火后,采用深冷处理(理想的
正火、退火、回火、淬火的区别
1.退火 把钢加热到一定温度并在此温度下保温,然后缓慢冷却到室温. 退火有完全退火、球化退火、去应力退火等几种。 a将钢加热到预定温度,保温一段时间,然后随炉缓慢冷却称为完全退火.目的是降低钢的硬度,消除钢中不均匀组织和内应力. b,把钢加热到750度,保温一段时间,缓慢冷却至500度下,最后在空气中冷却叫球化退火.目的是降低钢的硬度,改善切削性能,主要用于高碳钢.c,去应力退火又叫低温退火,把钢加热到500~600度,保温一段时间,随炉缓冷到300度以下,再室温冷却.退火过程中组织不发生变化,主要消除金属的内应力. 2.正火 将钢件加热到临界温度以上30-50℃,保温适当时间后,在静止的空气中冷却的热处理工艺称为正火。 正火的主要目的是细化组织,改善钢的性能,获得接近平衡状态的组织。 正火与退火工艺相比,其主要区别是正火的冷却速度稍快,所以正火热处理的生产周期短。故退火与正火同样能达到零件性能要求时,尽可能选用正火。 3.淬火 将钢件加热到临界点以上某一温度(45号钢淬火温度为840-860℃,碳素工具钢的淬火温度为760~780℃),保持一定的时间,然后以适当速度在水(油)中冷却以获得马氏体或贝氏体组织的热处理工艺称为淬火。 淬火与退火、正火处理在工艺上的主要区别是冷却速度快,目的是为了获得马氏体组织。马氏体组织是钢经淬火后获得的不平衡组织,它的硬度高,但塑性、韧性差。马氏体的硬度随钢的含碳量提高而增高。 4.回火 钢件淬硬后,再加热到临界温度以下的某一温度,保温一定时间,然后冷却到室温的热处理工艺称为回火。 淬火后的钢件一般不能直接使用,必须进行回火后才能使用。因为淬火钢的硬度高、脆性大,直接使用常发生脆断。通过回火可以消除或减少内应力、降低脆性,提高韧性;另一方面可以调整淬火钢的力学性能,达到钢的使用性能。根据回火温度的不同,回火可分为低温回火、中温回火和高温回火三种。
热处理题及答案
1、判断下列说法是否正确: (1)钢在奥氏体化后,冷却时形成的组织主要取决于钢的加热温度。 错误,钢在奥氏体化后,冷却时形成的组织主要取决于钢的冷却速度。 (2)低碳钢与高碳钢工件为了便于切削加工,可预先进行球化退火。 错误,低碳钢工件为了便于切削加工,预先进行热处理应进行正火(提高硬度)或完全退火。而高碳钢工件则应进行球化退火(若网状渗碳体严重则在球化退火前增加一次正火),其目的都是为了将硬度调整到HB200左右并细化晶粒、均匀组织、消除网状渗碳体。 (3)钢的实际晶粒度主要取决于钢在加热后的冷却速度。 错误,钢的实际晶粒度主要取决于钢的加热温度。 (4)过冷奥氏体冷却速度快,钢冷却后的硬度越高 错误,钢的硬度主要取决于含碳量。 (5)钢中合金元素越多,钢淬火后的硬度越高 错误,钢的硬度主要取决于含碳量。 (6)同一钢种在相同加热条件下,水淬比油淬的淬透性好,小件比大件的淬透性好。 正确。同一钢种,其C曲线是一定的,因此,冷速快或工件小容易淬成马氏体。 (7)钢经过淬火后是处于硬脆状态。 基本正确,低碳马氏体韧性要好些,而高碳马氏体硬而脆。 (8)冷却速度越快,马氏体的转变点Ms和Mf越低。 正确。 (9)淬火钢回火后的性能主要取决于回火后的冷却速度。 错误,淬火钢回火后的性能主要取决于回火温度。 (10)钢中的含碳量就等于马氏体的含碳量 错误,钢中的含碳量是否等于马氏体的含碳量,要看加热温度。完全奥氏体化时,钢的含碳量等于奥氏体含碳量,淬火后即为马氏体含碳量。如果是部分奥氏体化,钢的含碳量一部分溶入奥氏体,一部分是未溶碳化物,从而可以减轻马氏体因含碳量过高的脆性,也能细化晶粒,此时马氏体含碳量要低于钢的含糖碳量。