自动脱螺纹及液压斜抽芯注塑模设计

自动脱螺纹及液压斜抽芯注塑模设计
作者:东莞南博职业技术学院张维合
1 引言
塑件上的螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,采用侧向抽芯机构。塑件的内螺纹则由螺纹型芯成型,其脱模系统可根据制品生产批量,螺纹牙型,模具制造工艺等因素,通常采用强行推出和自动脱螺纹机构两种形式。
内螺纹强行脱模的条件必须满足以下三点:(1)软胶:如PVC,PP和PE等等;(2)牙型为圆弧型,而不能是矩形,梯形或三角形;(3)牙型高度必须满足公式:伸长率=(螺纹大径-螺纹小径)/螺纹小径≤A。其中A的值取决于塑料品种:ABS为8%,POM为5%,PA为9%,LDPE为21%,HDPE为6%,PP为5%。
自动脱螺纹机构则是通过螺纹型芯转动而使塑件脱模,因其适合各种牙型,生产效率高,且易实现自动化生产而被广泛使用。自动脱螺纹机构的动力来源包括液压,马达和注塑机开模的力量。本文中的模具就是通过液压推动齿条来实现螺纹型芯旋转脱离塑件的实例。
注塑模具的斜向抽芯通常采用“滑块+斜导柱”和“滑块+T形块”(模具增加一个分型面来实现
抽芯)两种结构,本文介绍了一种采用液压油缸斜抽芯的结构,它适宜于大、中型模具。
2 塑件分析
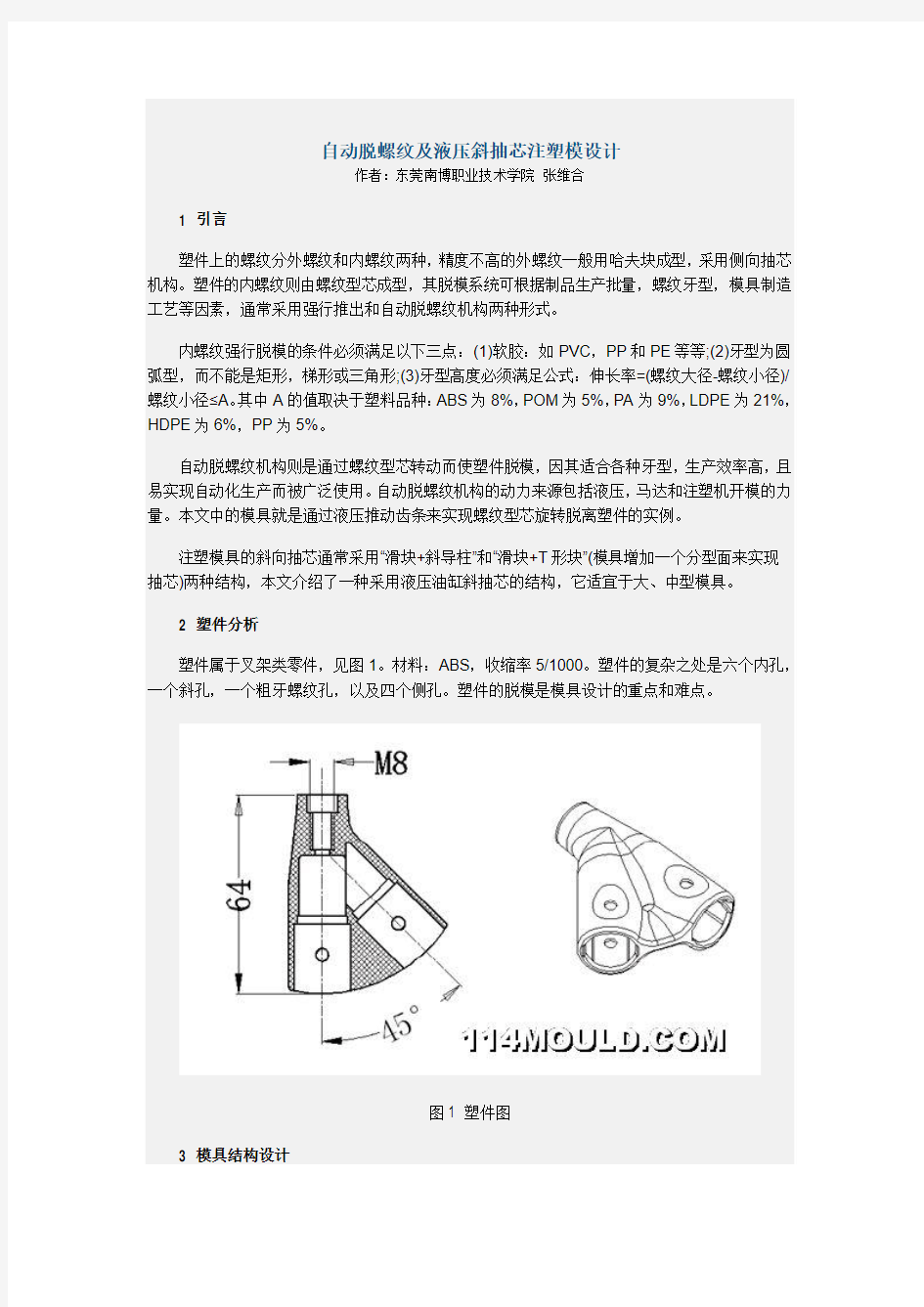
塑件属于叉架类零件,见图1。材料:ABS,收缩率5/1000。塑件的复杂之处是六个内孔,一个斜孔,一个粗牙螺纹孔,以及四个侧孔。塑件的脱模是模具设计的重点和难点。
图1 塑件图
3 模具结构设计
客户要求一模出八件,采用侧浇口浇注系统,外形由两块哈夫滑块成型,熔胶通过哈夫滑块之间进入型腔。流道凝料由推料块34推出。塑件的斜孔由于抽芯距离较长,包紧力较大以及倾斜角度为45°,如果采用“滑块+斜导柱”和“滑块+T形块”两种结构,风险较大,容易产生故障,故模具设计时采用液压油缸斜抽芯机构,结构简单,动作可靠。螺纹脱模采用自动脱螺纹机构,该机构设置在定模内部,动力来源为油缸液压。塑件最后由推杆推出。模具结构图见图2。
1.定模面板
2.导向螺母固定板
3.撑板
4.定模板
5.斜导柱压板
6.螺纹型芯导套
7.螺纹型芯
8.导向螺母
9.防松螺母10.齿条导向块11.齿条12.油缸固定架13.液压油缸14.联接螺钉15.动模板17.冷却水水喉18.斜抽芯19.液压油缸20.方铁21.底板22.撑柱23.推杆底板24.推杆固定板25.弹簧导杆26.推杆27.弹簧28.托板29.动模型芯30.耐磨块31.压块32.导柱33.导套34.流道凝料推块35.推杆36.弹簧37.限位钉38.锲紧
块39.斜导柱40.哈夫滑块41.定位销42.弹簧43.推杆板导柱44.推杆板导套45.复位杆46.定位环47.浇口套压块48.浇口套49.齿轮50.齿轮轴51.键
图2 模具结构
3.1 浇注系统
本塑件外形采用两个哈夫块成型,定模有自动脱螺纹机构,浇注系统只能采用侧浇口,分流道一部分在两哈夫滑块的分型面之间,另一部分在滑块与定模板的接触面上。由于定模较厚,控制主流道的长度是浇注系统设计的重点,模具设计时将浇口套直接装配在定模板上,使主流道的长度做到最短。
3.2 成型零件
模具的成型零件包括定模螺纹型芯、哈夫滑块、斜抽芯动模型芯和推杆,在模具工作过程中,除了动模型芯相对固定不动外,其他成型零件都要作相应的运动。其中定模螺纹型芯由齿轮带动,既作回转运动,又作轴向运动动。动模斜抽芯则由液压油缸拉动作轴向运动,推杆既是成型零件又是推出零件。
哈夫滑块也属于侧向抽芯机构,开模时它由斜导柱拨开,合模时由锲紧块锁紧,定位零件为挡销和弹簧。
3.3 定模自动脱螺纹机构
本模具的自动脱螺纹机构设置在定模内,由液压油缸推动齿条,齿条推动齿轮,通过齿轮传动带动螺纹型芯转动,螺纹型芯一边转动一边后退脱离塑件。齿轮传动各参数设计如下。
模数:模数的确定须根据国家标准GB1357-87,齿条的尺寸,齿轮的尺寸,塑件螺纹圈数等因素确定。根据实践经验,注塑模具自动脱螺纹机构中齿轮传动的模数通常取1.5或2,本模m取1.5。
传动比:在确定齿轮齿数时,必须先考虑传动比。传动比与选择哪种驱动方式有关系,当选择电机作为动力来源时,因传动无限制,传动比应取小一点,这样既可以使结构紧凑,节省空间,又有利于降低马达瞬间启动力,还可以减慢螺纹型芯旋转速度,一般取0.25≤i≤1;当用齿条+锥度齿或来福线螺母驱动时,因传动受行程限制,传动比须取大一点,一般取1≤i≤4。本模为了减小油缸推动齿条的行程,进而减小油缸的长度,传动比初定为4。
齿数:模数确定后,齿轮的齿数则由齿轮分度圆直径决定。齿轮分度圆直径又取决于排位时确定的齿轮之间的中心距和传动比。
根据模具侧向抽芯机构大小,确定主动轮和被动轮之间的中心距为88.6mm。
一般来说,当中心距一定时,齿数越多,传动越平稳,噪音越低。但齿数多,模数就小,齿厚也小,致使其弯曲强度降低,因此在满足齿轮弯曲强度条件下,尽量取较多的齿数和较小的模数。为避免干涉,齿数一般取Z≥17,螺纹型芯的齿数尽可能少,但最少不少于14齿。基于以上理由,根据公式:d=mz,确定各传动齿轮齿数如下(图3)。
图3
齿条11推动的齿轮50齿数:z1=25;
大齿轮49齿数:z2=96;
螺纹型芯上的齿轮齿数:z3=23(传动比=96÷23=4.17)。
4 模具工作过程
(1)熔胶通过浇口套48中的主流道进入横向分流道,再通过两哈夫块分型面中间的纵向分流道及侧浇口进入型腔。熔胶在型腔中填充冷却固化到有足够的刚性后,定模液压油缸13开关打开,液压推动齿条11,齿条11推动齿轮50,齿轮50通过键51带动大齿轮49转动,再通过齿轮之间的啮合,带动螺纹型芯7转动,螺纹型芯一边转动一边在导向螺母8的导引下后退,脱离塑件。
(2)液压油缸19拉动斜抽芯18脱离塑件,实现塑件的斜向抽芯。
(3)注塑机拉动动模开模,模具定模A板14和动模B板15分开。在开模的过程中,推块34推动流道凝料,实现流道凝料和塑件自动分离。同时,斜导柱39拨动滑块40,实现侧向抽芯。完成开模行程后,注塑机顶棍通过K.O.孔推动推杆板23,进而推动推杆26将塑件推离动模型芯29。模具完成一次注射成型。
(4)合模时,定模液压油缸13推动螺纹型芯复位,动模液压油缸19推动斜抽芯18复位,锲紧块38推动哈夫滑块40复位并锁紧。推杆及推杆固定板由复位弹簧27和复位杆45复位。
5 注意事项
(1)在开模之前,必须严格控制时间,让螺纹型芯和斜抽芯完全脱离塑件。为节省时间,定模油缸和动模油缸可以同时开启。
(2)在确定齿轮齿数时,相互啮合的齿轮其齿数应为质数关系,以避免因频繁接触、摩擦、撞击而导致的失效集中在几个齿轮上。
(3)为了提高模具的劳动生产率,防止因摩擦发热而发生故障,斜抽芯,哈夫滑块和推杆都必须设计冷却水孔。
(4)斜抽芯18在注塑生产时必须有锲紧块锁紧,而不能只靠油缸的液压。
6 结束语
模具采用“油缸+齿条”定模自动脱螺纹机构,采用油缸液压斜向抽芯,结构虽然较为复杂,但生产实践证明这种结构是成功的。模具自放产以来动作稳定可靠,制品脱模安全顺利,塑件质量符合设计要求。
参考文献
[1]张维合.注塑模具设计实用教程[M].北京:化学工业出版社,2007.
[2]屈华昌.塑料成型工艺与模具设计[M].北京:机械工业出版社,1996.
[3]宋玉恒.塑料注射模设计实用手册[M].北京:航空工业出版社,1996.
[4]冯炳尧.模具设计与制造简明手册[M].上海:上海科学技术出版社,1994
螺纹模具设计要点
螺纹模具设计要点 塑胶产品螺纹分外螺纹与内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。 今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算与选择。 一、卸螺纹装置分类 1、按动作方式分 ①螺纹型芯转动,推板推动产品脱离; ②螺纹型芯转动同时后退,产品自然脱离。 2、按驱动方式分 ①油缸+齿条 ②油马达/电机+链条
③齿条+锥度齿轮 ④来福线螺母
二、设计步骤 必须掌握产品的以下数据(见下图) ①“D”——螺纹外 ②“P”——螺纹牙距 ③“L”——螺纹牙长 ④螺纹规格/方向/头数 ⑤型腔数量
2、确定螺纹型芯转动圈数: U=L/P + Us U 螺纹型芯转动圈数 Us 安全系数,为保证完全旋出螺纹所加余量,一般取0、25~1 3、确定齿轮模数、齿数与传动比: 模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。 在此之前有必要讲一下齿轮的参数与啮合条件。 三、齿轮的参数与啮合条件 模具的卸螺纹机构中大多应用的就是直齿圆柱齿轮,而且一般都就是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。 1 齿轮传动的基本要求 ①要求瞬时传动比恒定不变 ②要求有足够的承载能力与较长的使用寿命 2、直齿圆柱齿轮啮合基本定律 两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。详见下图 3、渐开线直齿圆柱齿轮参数 分度圆直径------“d”表示 分度圆周长--------“S”表示 齿轮齿距--------“p”表示 齿轮齿厚--------“sk”表示 齿轮齿槽宽--------“ek”表示 齿轮齿数--------“z”表示 齿轮模数--------“m”表示 齿轮压力角--------“ɑ”表示 齿轮传动比--------“i”表示 齿轮中心距--------“l”表示
侧抽芯注塑模设计
侧抽芯注塑模设计 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
侧抽芯注塑模设计 摘要 塑料工业是当今设计上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。 塑料模具设计是模具制造中的关键工作,通过合理设计制造出来的模具不仅能顺利地成型高质量的塑件,还能简化模具的加工过程和实施塑件的高效率生产。说明书里介绍了模具的结构组成、设计要点、模具成型生产所用的设备、模具材料和热处理要求等。该说明书主要分为三个部分,分别介绍了塑料的性能,塑料制品的结构设计及工艺性,以及对注塑模具结构与注塑机、塑料制件在模具中的位置与浇注系统的设计、成型部件设计、结构零部件的设计、推出机构设计、侧向分型与抽芯机构设计和温度调节系统等做了介绍。 通过本设计,可以对注塑模具有一个初步的认识,了解注塑模具结构及工作原理。 关键词:塑料模具、斜导柱、分型面、滑块 前言 塑料模具设计是模具制造中的关键工作,通过合理设计制造出来的模具不仅能顺利地成型高质量的塑件,还能简化模具的加工过程和实施塑件的高效率生产,从而达到降低生产成本和提高附加价值的目的。
近几年来塑料成型工艺迅速发展,塑料模具种类不断增加,结构也愈趋复杂,制造精度要求愈来愈高。其中注塑成型模具应用最为广泛,而且模具的结构最为复杂。本次模具设计采用的是一模两腔的模具结构,通过侧向分型与抽芯机构完成了塑件的成型。说明书中介绍了模具的结构组成、结构特点、工作原理、设计要点、模具成型生产所用的设备、模具材料和热处理要求等。该说明书主要分为三个部分,第一章主要介绍了塑料的性能,第二章介绍了塑料制品的结构设计及工艺性,第三章对注塑模具结构与注塑机、塑料制件在模具中的位置与浇注系统的设计、成型部件设计、结构零部件的设计、推出机构设计、侧向分型与抽芯机构设计和温度调节系统等做了介绍。 本说明书在编写过程中得到了师友的支持和帮助,在此我表示感谢。同时感谢所引用文献的作者,他们辛勤研究的成果使得本次设计增色不少。限于学生水平有限,难免出现不少的缺点和错误,恳切希望各位老师批评指正。 第1章塑料的性能 1.1设计要求 大批量生产,精度为一般精度。 图1-1 塑件 1.2塑料的组成 塑料是以合成树脂为主要成分,加入适量的添加剂组成 的。
模具抽芯
第八节:抽芯机构设计 一`概述 当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。完成活动型抽出和复位的机构叫做抽苡机构。 (一)抽芯机构的分类 1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等。 2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产。因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。 3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。 (二)抽芯距和脱模力的计算 把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。抽芯距应等于成型孔深度加上2-3MM. 一.抽芯距的计算如图3-102所示。 计算公式如下: S=Htgθ(3-26) 式中 S------ 抽芯距(MM) H------ 斜导柱完成抽芯所需的行程(MM) θ----- 斜导柱的倾斜角,一般取15·~20· 2.脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯 抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。 影响脱模力因素很多,大致归纳如下; (1) 型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱 模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱 模力也大。
带内螺纹的塑料盖子注塑模具设计_毕业设计
毕业设计 题目带内螺纹的塑料盖子注塑模具设计英文题目Injection Mold Design of the plastic cover with internal thread 院系机械与材料工程学院 专业机械设计制造及其自动化
学位论文独创性说明 本人郑重声明:所呈交的学位论文是我个人在导师指导下进行的研究工作及其取得研究成果。尽我所知,除了文中加以标注和致谢的地方外,论文中不包含其他人或集团已经公开发表或撰写过的研究成果,也不包含为获得九江学院或其他教育机构的学位或证书所使用过的材料。与我一同工作的同志对本研究所做的任何贡献均已在论文中做了明确说明并表示了谢意。 学位论文作者签名:日期:2013.6.3 学位论文知识产权声明书 本人完全了解学校有关保护知识产权的规定,即:研究生在校攻读学位期间论文工作的知识产权单位属于九江学院。学校有权保留并向国家有关部门或机构送交论文的复印件和电子版。本人允许论文被查阅和借阅。学校可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。同时本人保证,毕业后结合学位论文研究课题在撰写的文章一律注明作者单位为九江学院。 保密论文待解密后适用本声明。 学位论文作者签名:指导教师签名: 2013年 6 月3 日
摘要 本次主要设计是对瓶盖注射模的设计, 重点对塑件的成型原理、原料选用和注射技术进行分析。通过根据形状、尺寸、精度及表面质量要求的分析结果,确定所需的模塑成型方案,制品的后加工、分型面的选择、型腔的数目和排列、成型零件的结构、浇注系统等。该塑件有内螺纹,需两次分型。故设计中主要解决了分型面的选择,型腔数目的确定,脱模机构的设计.采用了二次脱模机构来脱模,保证塑件能顺利的成型出模。Pro/E软件贯穿了此次注塑模具的整个三维设计过程。 【关键词】注射模;分型面;低密度聚乙烯
塑胶模具设计-脱螺纹模具设计讲义
自动卸螺纹模具设计初级教程 BY WELLDESIGN17.Nov,04 前言: 塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。 一、卸螺纹装置分类 1、按动作方式分 ①螺纹型芯转动,推板推动产品脱离; ②螺纹型芯转动同时后退,产品自然脱离。 2、按驱动方式分 1油缸+齿条
2油马达/电机+链条 3齿条+锥度齿轮
4来福线螺母
二、设计步骤 1、必须掌握产品的以下数据(见下图) ①“D”——螺纹外径 ②“P”——螺纹牙距 ③“L”——螺纹牙长 4螺纹规格/方向/头数 5型腔数量 2、确定螺纹型芯转动圈数 U=L/P+Us U螺纹型芯转动圈数 Us安全系数,为保证完全旋出螺纹所加余量,一般取0.25~1 3、确定齿轮模数、齿数和传动比 模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。 在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件 模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。 1、齿轮传动的基本要求 ①要求瞬时传动比恒定不变 ②要求有足够的承载能力和较长的使用寿命 2、直齿圆柱齿轮啮合基本定律 两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。详见下图
3、渐开线直齿圆柱齿轮参数 分度圆直径------“d”表示 分度圆周长--------“S”表 示 齿轮齿距--------“p”表示 齿轮齿厚--------“sk”表 示 齿轮齿槽宽--------“ek” 表示 齿轮齿数--------“z”表示 齿轮模数--------“m”表示 齿轮压力角--------“ɑ”表示 齿轮传动比--------“i”表示 齿轮中心距--------“l”表示 4、计算公式如下: ①齿距=齿厚+齿槽宽即:p=sk+ek ②模数的由来 因为S=Z x P=πx d
螺纹盖的注塑模具设计
本科毕业论文(设计) 题 目 螺纹盖的注塑模具设计 学生姓名 专业名称 材料成型及控制工程 指导教师 2012 年 5 月 20 日
螺纹盖的注塑模设计 123 指导老师:123 (宝鸡文理学院机电工程系材料成型及控制工程专业陕西宝鸡 721016)摘要:注塑模具是塑料工业中增长最快的工业门类之一,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。本文介绍了注射成型的基本原理,特别是单分型面注射模具的结构与工作原理。注射成型是热塑性塑料成型的主要方法之一,本设计进行了螺纹盖的注射模设计,对模具结构与注射机的匹配进行了校核;对零件结构进行了工艺分析;确定分型面、浇注系统等;选择了注射机;简单计算了成型零部件的尺寸;并介绍了装配图中各部分的名称,简要说明了此模具的工作过程。如此设计出的结构可确保模具工作运用可靠,通过本设计,可对注射模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理。 关键词:注射模具;型腔;分型面;浇注系统;注射机。
The injection mold design of screw cap 123 Supervisor: 123 (Department of Electrical and Mechanical Engineering, Baoji University of Arts and Sciences, Shaanxi Baoji, 721016) Abstract: Plastic injection mold industry is the fastest growing one in the industry. Therefore, the research of the injection mold has an important significance for understanding the production process of plastic products. This paper introduced the basic principles of injection molding, especially the structure and working principle of a single parting surface. Injection molding is one of the thermoplastic plastic molding methods, this design is about the injection mold of the screw cap , and checked on the mold structure and the matching of the injection machine; taken a process analysis of the components; determined the parting surface、gating system etc;. selected the injection molding machine, calculate of the size of the molding parts simply, and introduced the name of each part of the assembly drawing, described the work process of the mold briefly .The structure of such a design ensures the mold use reliable. Through the design, we can have a preliminary understanding of the injection mold, takes note about some of the details of the design, and we can understand the mold structure and working principle. Key Words:Plastic Injection Mould; Cavity; Parting Surface; Gating system; Injection Molding Machine.
壳体侧抽芯注塑模设计(有cad图).doc
摘要 本论文介绍了壳体的注射模设计过程。主要研究带有侧凹或侧孔结构的塑料 制件如何分型和脱模的,本塑件侧面带有三个小孔,直接开模无法实现分型,这就 涉及到斜导柱和斜滑杆的设计以及他们的工作原理,利用注塑机开合模的作用力进 行侧抽芯,一方面减少了一些零件的使用,降低成本;另一方面省去一些零件的安装工序,节约时间,缩短生产周期,提高经济效益。本文还介绍了型腔数 量和布局的确定、注射机选择、浇注系统设计、模板及其标准件的选用、脱模及 抽芯机构的设计、成型部件的设计等。 关键词:注塑摸;斜滑杆;侧抽芯;壳体 ABSTRACT This paper has introduced the design process of injection mould of the shell. The main research the plastic workpiece with side concave or side hole is how to divide structure and draw of patterns. Because the side of model has three eyelets, it is unable to realize by directly operating the mold, by designing the slanting leader pin and the lifter. We use the action of the injection molding machine to carry on core-pulling. The advantage of this design are reducing the use of some components, lowing the cost, omitting some component to install the working procedure, saving time, reducing the production cycle and enhancing the economic efficiency. This article also introduces die space quantity and the layout determination, the injection machine choice, the casting system design, the template and the standard part selection, the drawing of patterns and core-pulling organization design, the formation parts design etc. Key words:injection mould; lifter; core-pulling; shell
模具设计结构标准
模具设计结构标准
兴旺模具模具设计结构标准 一.产品排位 1.1 产品的排位 二.型芯尺寸结构 2.1 型芯的设计 三.冷却水道结构 3.1 冷却水道的设计原则 四.流道结构 4.1 喷嘴与定位环 4.2 流道的设计 4.3 浇口的设计 4.4 其它设计 五.定位结构 5.1 模板的定位 5.2 镶针的定位 六.开闭模控制结构 6.1 小拉杆 6.2 拉板 6.3 尼龙扣 七.滑块结构 7.1 滑块的设计 7.2 滑块设计时应注意的问题 7.3 滑块的结构 八.滑块镶拼结构 8.1 滑块镶拼的使用场合 8.2 滑块镶拼的几种结构 8.3 滑块的导向 8.4 滑块压板设计 8.5 耐磨块的设计 8.6 楔紧块的设计 九.斜顶结构 9.1 斜顶的设计原则 9.2 斜顶的结构与参数 9.3 斜顶设计时应注意的问题 9.4 斜顶导向 9.5 斜顶座 十.顶出结构 10.1 顶针顶出结构 10.2 司筒顶出结构 10.3 直顶顶出结构 10.4 顶块顶出结构
10.5 推板顶出结构 10.6 气顶顶出结构 十一.模具加工及外观标准 一.产品排位 1.1产品的排位 ○1一定要以节约为原则 ○2应尽量避免滑块和斜顶产生多重角度,减少模具的加工难度。 ○3一模多腔时,应当优先考虑平衡排列,尽量减少流道的总长度保证塑料的流动性。 ○4一模多腔时,当产品之间不通过流道时X、Y向之间的距离要保证在6~25mm,当产品之间过流道时X、Y之间的 距离要保证在20~40mm。 二.型芯尺寸结构 2.1型芯的设计 ○1在保证强度的前提下,尽可能节约成本。 ○2型芯强度设计标准,如表: 产品尺寸(X、Y)产品与型芯边缘的距离(X、Y)产品与型芯边缘的距离(高度Z向)50以下15 25 100以下20 25 150以下25 30 250以下30 35 400以下35 40 650以下40 45 800以下45 50 ○3当设计深腔模具时,高度大于150mm以上的桶形产品。 应考虑原身留的形式,模板之间互锁来加强模具的强度
最新带螺纹壳体注射模设计课程设计
带螺纹壳体注射模设计课程设计
学生姓名 学号 系部机电工程系专业模具设计与制造班级 指导教师 顾问教师 二〇一O年六
摘要 本设计是带螺蚊壳体的模具设计。此产品的材料为PP塑料,有利于提高制品的强度,采用一模两腔的布局方法。从模具设计的一般步骤开始,首先分析工件的工艺性,然后制定出多种加工方案并比较各个方案之间的区别与各自的特点,然后从中选择出最理想的加工方案。为了节省成本,在螺纹部采分用斜导柱-滑块。制造容易,价格低,且精度符合要求。通过以下的计算和设计,此设计是可行的,并可以用于实际生产当中。 关键词:螺纹、侧抽芯、滑块、成本
目录 摘要........................................................... I 目录.......................................................... II 第一章绪论. (1) 1.1中国模具行业概况 (1) 1.2国外模具业发展现状 (1) 1.3发展展望 (2) 第二章塑件的工艺分析 (3) 2.1工艺性分析 (3) 2.2带螺蚊壳体的材料特性 (3) 2.3塑件的结构工艺性 (4) 2.3.1塑件的尺寸精度分析 (4) 2.3.2塑件表面质量分析 (4) 第三章注射设备的选择和注射成型工艺 (5) 3.1计算塑件体积和质量 (5) 3.2型腔数目及注射机的确定 (5) 3.3注塑机分类 (6) 3.4注射机的选择方法 (6) 3.5注塑机的选择结果 (7) 3.6最大注射量的校核 (8) 3.7注射成型工艺 (8) 3.7.1 成型前的准备工作 (8) 3.7.2 注射成型过程 (8) 第四章分型面选择和浇注系统的设计 (10) 4.1分型面的选择 (10) 4.2浇注系统设计 (10) 4.2.1主流道设计 (10) 4.2.2浇口的设计 (11) 第五章模具设计的方案论证 (12) 5.1确定型腔布置 (12) 5.2成型零件的结构 (12)
弯销内侧抽芯注塑模的设计
?62? 产品开发与设计 机械 2010年第10期 总第37卷 ——————————————— 收稿日期:2010-04-01 弯销内侧抽芯注塑模的设计 李细章,李文晋 (湖南城建职业技术学院,湖南 湘潭 411103) 摘要:研究了成型塑料侧盖内壁同侧二个35×10×5 mm 矩形凹槽的矩形型芯可能采用的二种常用内侧抽芯模具结构方案,分析了它们的结构特点、工作原理和优缺点,创新设计了由二个弯销与斜楔滑块式二次推出机构联合实现内侧抽芯的注塑模具结构,论述了模具主要零件凸、凹模的结构设计,弯销的结构设计及强度计算;模具开模后,一次推出实现弯销内侧抽芯,二次推出时将塑件从凸模上推落。 关键词:内侧凹槽;弯销内抽芯;二次推出 中图分类号:TQ330.4+1 文献标识码:A 文章编号:1006-0316 (2010) 10-0062-03 需大批量注射成型的塑料侧盖结构如图1所 1.动模板 2.弯销导向板 3.推件板 4.弯销 5.组合凸模 6.凹模 7.侧型芯滑块 8.挂钩 9.摆钩 10.转销 11.弹簧 12.滚轮 13.拉杆 图2 弯销内侧抽芯 将弯销4固定在动模板1上,开模时,由于摆A 首先分型,7向左使摆钩9绕转销 3所示。 在推板上,配合斜楔滑块式二次推出机构实现内侧抽芯的模具结构,设计的模具装配图如图4所示。
机械 2010年第10期 总第37卷 产品开发与设计 ?63? 1 模具主要零件的结构设计 1.1 凹、凸模的结构设计 凹模9内形比较简单,采用整体式结构,并在内部设置三层冷却水道。 凸模结构较复杂,采用组合式结构,由凸模板8、圆柱型芯5,侧型芯滑块10等组成。圆柱型芯安装在凸模板的孔中。在凸模板内垂直方向加工两个矩形孔,右侧壁上水平方向加工两个与侧型芯部分配合的矩形窗口,侧型芯滑块与凸模板上的矩形孔及窗口间隙配合(滑块部分左侧面处留有7 mm 的移动间隙)。装配时,将二个圆柱型芯装入孔中, 1.二次推板 2.推杆 3.弯销 4.推件板 5.圆柱型芯 6.塑件 7.定模座板 8.凸模板 9.凹模 10.侧型芯滑块 11.凸模固定板12.固定块 13.斜楔杆 14.压板 15.滑块 16.弹簧 17.滑块座18.一次推板 19.主推板 20、21.导柱 22.导套 23.定位圈24.浇口套 25.复位杆 26.垫块 27.动模座板 图4 模具装配图 1.2 弯销设计 根据塑件所需的实际抽芯距为5 mm 和塑件内形的高度尺寸,设计弯销倾斜部分偏离垂直方向的斜角为19o,弯部在垂直方向的高度33 mm ,在成型位置,弯销顶面到凸模板内垂直方向矩形孔顶面的距离为18 mm 。取内侧抽芯距离为5+1=6 mm ,弯 销所需的垂直方向运动的距离为 6 17.16tg19=° mm ,小于18 mm ,则抽芯结束时,弯销顶面不会顶到凸模板内的矩形内孔顶面。 成型时,由于侧型芯滑块左侧面没有支撑,在侧型芯上塑料熔体侧压力作用下,弯销的倾斜部分主要产生弯曲,靠根部的弯曲强度来抵抗侧型芯上所受的侧压力。因此,弯销尽量采用较大的截面尺寸,根据侧型芯滑块10的尺寸,设计弯销受弯曲根部截面尺寸为23×43 mm 。 校核弯销根部的弯曲强度;弯销在成型位置时的结构尺寸和受侧压力的方位如图5所示。 35×10 MPa. 290 MPa ,安]193s W s n σ== MPa ,弯销[]W W σσ<,弯曲强度足够。 2 推出机构设计 根据塑件的结构,采用推件板推出塑件,并设计由斜楔滑块式二次推出机构和弯销组合,实现内侧抽芯和将塑件推出,如图4所示。推出机构主要由主推板19,一次推板18,二次推板1,推杆2,推件板4,斜楔杆13,滑块15,滑块座17,压板14,固定板12等组成。弯销3下部用螺钉固定在一
机动脱螺纹注塑模结构
第7章机动脱螺纹注塑模结构分析 7.1 概述 带螺纹塑件的模具结构和一般模具不同,主要区别在于螺纹在模具中的脱出和塑件的脱模。带螺纹塑件的脱模和螺纹尺寸、材料及成形方法有很大关系。如果螺纹较浅,材料质地较软可采用强制脱模。如果小批量生产,可用下面几种方式脱模:用活动螺纹型芯或型环,开模后连同塑件取下,模外手工或机动脱开;在模具上手工将简单的带螺纹塑件旋下;螺纹较小时只成形光孔或圆柱凸台,使用时自攻螺纹等。这些脱螺纹方式的模具结构比较简单,但生产效率低[34]。 生产中广泛使用的模内脱螺纹方法有以下几类:拼合模具脱螺纹;自动开合型芯脱螺纹;旋转机构自动脱螺纹。 1.拼合模具脱螺纹常用于成形螺纹直径较大,而且有接缝或者断续螺纹的场合,模具结构比较简单,能用于自动化生产。 2.自动开合型芯脱螺纹这种型芯能自动张开和收缩,一般用于断续内螺纹成形,也可成形全螺纹,但有接缝。 3.旋转机构自动脱螺纹旋转机构脱螺纹生产效率高,螺纹质量好,用于大批量生产。其原理是在某种动力(人工、电机、液压、气缸等)驱动下带动传动机构(齿轮、齿轮齿条、链条链轮等),使型芯或型环和塑件之间相对转动而使螺纹脱模。使用旋转机构脱螺纹时,应注意防止螺纹型芯或型环转动时带动塑件转动,因而塑件或模具上应有止转装置。 7.2 旋转机动脱螺纹注塑模结构分析 旋转机动脱螺纹是利用塑件与螺纹型芯或型环相对运动与相对移动而脱出螺纹。回转机构可设在动模或定模,通常模具的回转机构设在动模一侧[37]。 1.螺纹回转部分的止转方式塑件外部止转,塑件内部止转,塑件端面止转。小型塑件采用侧浇口进料时把浇口适当增大也能起止转作用。 2.螺纹回转部分的驱动方式按驱动的动力分为人工驱动、开模驱动、电驱动、液压缸或气缸驱动、液压马达驱动等多种方式。 7.2.1 滚珠丝杠齿轮传动自动脱螺纹注塑模结构分析 堵头塑件如图7-1所示,材料为尼龙66(PA-66)。由于材料强度高,螺纹部分需采用旋转脱出方式[81]。
电源插头外壳注射模设计-毕业设计
1 引言 模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。 模具工业是国民经济的基础工业。模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。振兴和发展我国的模具工业,正日益受到人们的关注。早在1989年3月中国政府颁布的《关于当前产业政策要点的决定》中,将模具列为机械工业技术改造序列的第一位。 注射成型是热塑性塑料制件最重要的加工方法之一。用此方法加工成型的塑料制件,具有多品种与多样式的优势。注射成型模具则是这种生产方式中的关键工艺设备。由于塑料成型工艺十分复杂,设计模具时要考虑的因素比较多,因此传统的手工设计方法要求模具设计人员具有丰富的知识、经验和良好的技术。随着塑料产品在家电、电子、机械等产品和日常用品中的越来越广泛应用,对塑料模具的设计和制造的要求也越来越高。传统的手工设计与制造方式早已满足不了生产发展的需要,这些因素使工程设计人员更加清晰的认识到,注塑模计算机辅助设计技术是提高注射模设计与制造的有效途径。注塑模CAD的发展正适应了这种客观实际的要求。 近年来,我们国家也十分重视模具工业的发展和模具人才的培养,使我的模具技术及其应用水平很快提高。模具毕业设计是一个重要的环节,在设计中掌握模具的设计步骤,设计制造工艺的编制,以及相关数据的计算和模具装配的规程。同时,设计除了重视书本的理论知识外,还要强调理论联系实际,注重实践。 本课题目的在于利用Pro/E、AutoCAD计算机辅助软件完成对电源插头外壳的注射模具设计。论文包括零件的结构和原材料分析、工艺分析、注射模的结构设计、模具设计的有关计算、模具的方案设计、总体设计和及其主要零件设计。 塑料成型加工技术发展很快,塑料模具的各种结构也在不断地创新,我们在学习成型工艺与模具设计的同时,还应注意了解塑料模具的新技术、新工艺和新材料的发展动态,学习和掌握新知识。通过设计使得我们进一步巩固了大学里所学的知识和技能,对大学四年所学的课程进行全面的总结,拓展自己在各方面的能力,为走上社会打下牢实的基础。 1.1 本课题的目的及研究意义 注射成型是将热塑性或热固性塑料在注射机料筒中加热、塑化后经柱塞或螺杆推挤到闭合模具的模腔中成形的一种方法。注射成型方法能对形状复杂的塑料产品一次成型,是一种高效率、大批量的生产方式。 注射成型是热塑性塑料制件最重要的加工方法之一。用此方法加工成型的塑料制
螺纹盖注塑模设计
螺纹盖注塑模设计 绪论 塑料制件主要是靠成型模具获的,而它的质量是靠模具的正确结构和模具成型零件的正确形状、精确尺寸及较低的表面粗糙度来保证的。由于塑件成型工艺的飞速发展,模具的结构也日益趋于多功能化和复杂化,这对模具的设计工作提出了更高的要求。虽然,塑料制件的质量与许多因素有关,但合格的塑料制件首先取决于模具的设计与制造的质量,其次取决于合理的成型工艺。 通过毕业设计应达到的目的和要求,目的:了解聚苯乙烯的物理性能、流动性,成型过程中的物理、化学变化及塑料的组成、分类及性能。了解塑料成型的基本原理和工艺特点,正确分析成型工艺对模具的要求。能掌握各种成型设备对各类模具的要求。掌握各类成型模具的结构特点及设计计算方法。具有初步分析、解决成型现场技术问题的能力,包括具有初步分析成型缺陷产生的原因和提出克服办法的能力。 其基本要求:合理地选择模具结构,正确地确定模具成型零件的尺寸,设计的模具应当制造方便,充分考虑塑件设计特色,尽量减少后加工,设计的模具应当效率高,安全可靠,模具零件应耐磨耐用,模具结构要适应塑料的成型特性。 模具设计水平的高低、加工设备的好坏、制造力量的强弱、模具质量的优劣,直接影响着许多新产品的开发和老产品的更新换代,影响着产品质量和经济效益的提高。美国工业界认为“模具工业是美国工业的基石”,日本则称“模具是促进社会繁荣富裕的动力”,事实上在仪器仪表、家用电器、交通、通讯和轻工业等各行业的产品零件中,有70%以上是采用模具加工而成的。工业先进的发达国家,其模具工业产值早已超过机床行业的产值。据1991年统计,日本模具工业已实现了高度的专业化,标准化和商品化,在全国一万多家企业中,生产塑料模和生产冲压模的企业各占40%。新近统计的韩国模具工业情况表明,全国模具专业厂中生产塑料模的占43.9%,新加坡全国有460家企业,60%生产塑料模。从以上事实可以看出,由于塑料成型工业的发展,到目前为止,塑料模具已处于同冲压模具并驾齐驱的地位[]1。 理想的模具结构能充分发挥成型设备的能力(如合理的型腔数目和自动化水平等),在绝对可靠的条件下使模具本身的工作最大限度地满足塑件的工艺技术要求(如塑件的几何形状、尺寸精度、表面光洁度等)和生产经济要求(成本低、效率高、使用寿命长、节省劳动力等),由于影响因素很多可先从以下几个方面做起:按塑件形状的形状结构合理确定其成型位置,因成型位置在很大程度上影响
管接头注射模设计
管接头注射模设计 通过对内外螺纹接头的结构特点和成型工艺的分析,阐述了该制件的模具设计思路。该模具采用一模四腔的结构形式,主要特点为同时具备内外螺纹抽芯,成型内螺纹采用齿轮驱动自动脱螺纹机构,外螺纹采用哈夫块成型,并用斜导柱驱动脱模。 标签:塑料模具;成型工艺;螺纹抽芯 1 塑件分析 图1所示塑件为管类零件之间的管接头。材料采用的是增强聚甲醛(POM+30%GF)。聚甲醛性能:表面光滑,有光泽,表面硬度大,吸水率低,刚性好,韧性好,弯曲强度,耐疲劳性强度高,良好的滑动性,耐磨性非常优异,电性能优良,尺寸稳定性好,产品的尺寸精度高。玻纤的加入使制品的刚性和高温机械性能大大提高,同时,线膨胀系数、成型收缩率及蠕变性能降低,从而提高了产品的尺寸稳定性,扩大了POM的使用范围,且保持了POM原有的耐磨性、耐疲劳性和耐药性。 该制件总体形状为圆筒形,塑件为内外螺纹接头,外侧壁有一段外螺纹(1.4375-16UN-2A),内侧壁有一段内螺纹(Tr30x1.6),均要求与接头配合良好。设计时对模具结构设计和脱模方式要求较高,本设计的难点是总体模具结构的设计和内外螺纹的成型设计,同时还要兼顾考虑冷却系统的设计。 2 模具总体结构的设计 2.1 模具分型面的选择 该制件为壳体类零件,拐角处都是圆弧过渡。考虑内螺纹的脱模问题,选择垂直于轴线的截面作为分型面,同时考虑到脱螺纹的止转,以及模具制造的问题,应将带有三个槽的φ41.5×2.5mm的凸缘设计在动模上,以保证脱螺纹的止转问题,便于成型后的脱模。综上所述,确定该塑件的分型面如图2: 2.2 确定型腔的数量及流道方式 考虑该制件大批量生产,本塑件在注射时采用“一模四腔”。塑件的外螺纹采用哈夫块的形式,因此四个型腔应排成一行。考虑到动模设置滑块的问题,为了便于加工及顺利脱模,因此将分流道设置在定模,并且选用截面形状为半圆形分流道,并且采用圆弧过渡的流道,因此将分流道设计成S型,综合考虑浇注系统、模具结构的复杂程度等因素,拟采取如图3的流道及型腔布局方式: 2.3 抽芯机构设计
螺纹模具设计要点
塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。 今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。 一、卸螺纹装置分类 1、按动作方式分 ①螺纹型芯转动,推板推动产品脱离; ②螺纹型芯转动同时后退,产品自然脱离。 2、按驱动方式分 ①油缸+齿条 ②油马达/电机+链条
③齿条+锥度齿轮
④来福线螺母 二、设计步骤 必须掌握产品的以下数据(见下图) ①“D”——螺纹外 ②“P”——螺纹牙距 ③“L”——螺纹牙长 ④螺纹规格/方向/头数 ⑤型腔数量
2、确定螺纹型芯转动圈数: U=L/P + Us U 螺纹型芯转动圈数 Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~1 3、确定齿轮模数、齿数和传动比: 模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。 在此之前有必要讲一下齿轮的参数和啮合条件。 三、齿轮的参数和啮合条件 模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。 1 齿轮传动的基本要求 ①要求瞬时传动比恒定不变 ②要求有足够的承载能力和较长的使用寿命 2、直齿圆柱齿轮啮合基本定律 两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。详见下图
3、渐开线直齿圆柱齿轮参数分度圆直径------“d”表示 分度圆周长--------“S”表示 齿轮齿距--------“p”表示 齿轮齿厚--------“sk”表示 齿轮齿槽宽--------“ek”表示 齿轮齿数--------“z”表示 齿轮模数--------“m”表示 齿轮压力角--------“ɑ”表示 齿轮传动比--------“i”表示 齿轮中心距--------“l”表示
电器后壳体注射模具设计学士学位
电器后壳体注射模具设计学士学位
目录 第一章绪论 (1) 1.1 本课题研究的目的及研究意义 (1) 1.2 本课题国内外发展概况 (1) 1.3 本课题主要研究内容 (3) 第二章电器后壳体平面注射模具设计 (4) 2.1 塑件制品分析 (4) 2.1.1 明确制品设计要求 (4) 2.1.2 塑件结构工艺性分析 (5) 2.1.3 ABS材料成型工艺特性 (5) 2.1.4 计算制品的体积和质量 (6) 2.2 初选注射机 (6) 2.3 确定分型面 (7) 2.4 型腔、型芯结构 (8) 2.4.1 成型尺寸的计算 (8) 2.4.2 型腔侧壁与底板厚度的计算 (12) 2.4.3 型芯的强度和刚度计算 (13) 2.5 推出系统设计 (13) 2.5.1 设计要求 (13) 2.5.2 脱模机构分类 (14) 2.5.3 脱模力计算 (14) 2.6 注射机参数校核 (15) 2.7 本章小结 (16) 第三章基于Moldflow软件平台的注塑流动分析 (17) 3.1 网格化产品 (17) 3.2 材料选择和浇口分析 (21) 3.3 创建浇注系统 (24) 3.4 创建冷却系统 (27) 3.5 对产品进行充填分析 (28) 3.6 翘曲分析 (30) 3.7 评价分析及浇注系统的最终设计 (30) 3.8 本章小结 (31) 第四章利用UG平台实现模具实体建模 (32)
4.1 注塑模向导中的相关指令 (32) 4.2 制件分模 (32) 4.3 模型布局 (36) 4.4 导入模架 (37) 4.5 加载标准件 (38) 4.6 电器后壳体注塑模具三维图 (38) 4.7 模具总装图 (39) 4.8 内部元件二维图 (41) 4.9 模具工作原理 (43) 4.10 本章小结 (43) 第五章结论 (45) 致谢 (47) 参考文献 (48)
典型自动脱螺纹注射模设计
1、引言 塑料制件中,很多工业产品及民用产品均存在内外螺纹的设计,解决塑件螺纹脱模问题是此类模具设计的关键。一般来讲,处理塑件螺纹问题有2类方法:一类是在塑件及树脂允许的情况下,采用强行脱出的方法;一类是螺纹较深、树脂强度高、螺纹精度要求高的塑件,必须采用旋转脱出的方法。在旋转脱螺纹结构中又分为手动脱出和自动脱出2种,手动脱螺纹生产效率低,但模具结构简单,适应小批量生产;自动脱螺纹效率高,质量稳定,适应大批量生产。在自动旋转脱螺纹模具结构中,必须解决结构设计的可靠性、稳定性及实用性等问题。下面所述的链条传动自动脱螺纹模具结构,经长期使用,模具结构稳定、可靠,生产效率高,产品达到实用要求。现将此模具结构介绍如下。 2、塑件分析 图1所示产品为润滑油壶瓶盖,材料为PP,产品特点是采用矩形螺纹,有防伪圈和止转槽设计,产品外观要求较高,且需求量大。另外,瓶盖是由自动灌装线机器旋盖,所以对产品尺寸及螺纹精度要求较高,强行脱螺纹模具结构无法达到产品使用要求,必须采用自动旋转脱螺纹模具结构。 3、模具结构及工作过程 根据塑件分析及用户生产要求,模具设计为1模8腔,采用热流道针阀式点浇口进料,用减速电机通过链条传动完成自动脱螺纹,模具结构如图2所示。
图2模具结构 1.小链轮 2.链条 3.电机 4.电机支架 5.限位螺钉 6.弹簧 7.顶杆 8.水孔 9.钢管10.密封圈11.冷却型芯12.动模板13.垫板14.垫块15.大链轮16.止推轴承17.垫板18.一次推板19.止转圈20.螺纹型芯21.型腔板22.垫板23.垫块24.定模板25.定位圈26.主流道27.分流板28.隔热垫29.热喷嘴30.斜导柱31.哈夫块32.定位圈33. 二次推板34.销钉35.螺钉36.张紧轮 3.1模具工作过程 模具首先从Ⅰ—Ⅰ面分型,同时靠斜导柱拉开哈夫块,完成塑件防伪圈外凹部分的脱出,并使塑件留在动模部分。然后电机开始转动,通过链轮、链条带动螺纹型芯转动,与此同时,Ⅱ—Ⅱ分型面依靠弹簧弹力开始分型,并依靠止转圈起防止塑件与螺纹型芯共同旋转的作用。当螺纹完全脱出后,注射机顶出机构运动,通过顶杆顶动二次推板,使模具从Ⅲ—Ⅲ面分型,完成塑件防伪圈内凹部分的脱模,使塑件从模具中脱出,完成一个生产周期。 需要注意的是,Ⅱ—Ⅱ面分型时弹簧的压力应适中,压力过大易造成螺纹最后一扣破坏,压力过小则分型面不易打开,可以通过提高运动件的制造精度,调整弹簧压缩量来进行调节。 3.2浇注系统设计 由于塑件生产量较大,且质量要求高,设计时采用了热流道针阀式点浇口浇注系统。因热流道是借助于加热、绝热和温控手段将熔融塑料输送至模具型腔内,所以流道内部压力损耗小,熔体流动性好,密度均匀,塑件内应力降低,变形程度大为减弱,尺寸稳定性则显著提高。另外,热流道无流道废料,大大降低了生产成本,针阀式喷嘴自动切断浇口,提高了生产效率。综上所述,对于大批量生产的塑料制品,热流道的选用是非常合理的选择。 3.3模具的冷却 为提高生产效率,防止塑件变形,并防止模具零件因热胀原因引起的咬死现象,模具的冷却系统必须充分可靠。因螺纹型芯经常处于旋转状态,无法直接冷却,所以模具设计时在螺纹型芯中心部分增加冷却型芯,
侧抽芯计算器外壳注塑模具设计
编号: 毕业设计说明书 题目:侧抽芯计算器外壳 注塑模具设计 学院:国防生学院 专业:机械设计制造及其自动化 学生姓名: 学号: 指导教师单位: 姓名: 职称: 题目类型:?理论研究?实验研究?工程设计?工程技术研究?软件开发 2013年5月3日
摘要 现代工业生产中,模具已经成为国民经济的重要组成部分,模具生产已经触及电器、仪器仪表、建筑器材、汽车工业、日用五金等众多领域,是一项高效率、高质量、低成本、低能耗、低污染的高新技术产业,也是目前国家相当重视一门技术。本设计选择目前了比较热门畅销的电子产品—计算器,设计的模具将塑件确定为计算器外壳。 本论文对侧抽芯计算器外壳注塑模具设计进行了详细的介绍和说明,通过对计算器外壳进行工艺分析,最终将完整的模具设计完成。模具采用一模一腔,浇口采用点浇口形式,并设置有冷却系统,最大化提高生产效率和塑件质量;说明书对注塑机的选择、模具成型结构、分型面选择等各项参数、数据进行详细的计算和校核,说明书中还详细介绍了模具的具体工作过程。 本次侧抽芯计算机外壳注塑模具设计中,大多数零件使用标准件,成型零件使用了镶嵌块,降低了模具制造成本和生产周期,提高了市场竞争力;设计过程中参考各类资料,使用CAXAcad进行绘图,设计合理可靠。 关键词:计算器外壳;模具设计;成本;效率
Abstract Modern industrial production, mold has become an important part of the national economy , mold production has touched many areas of electrical, instrumentation , construction equipment , automotive, hardware , etc., is a high- efficiency, high-quality, low-cost, low-energy consumption, low pollution and high-tech industry , is currently the country attaches great importance to a technology. This design choice is currently the more popular selling electronic products - calculators, designed to mold plastic parts for the calculator to determine the shell . This paper is about the pulling side of the calculator shell injection mold design for a detailed description and explanation, through the calculator shell process analysis will eventually complete mold design is completed. A mold using a mold cavity, gate using point gate form, and provided with a cooling system, maximize productivity and improve the quality of plastic parts; paper also choose the injection molding machine, molding structure, the parting line selection parameters, data for detailed calculation and verification. The Pulling side of the computer case injection mold design, most parts using standard parts, molded parts using mosaic blocks, reducing mold manufacturing costs and production cycle, improve the market competitiveness; reference design process all kinds of data, use CAXAcad for drawing, reasonable and reliable design. Keywords: calculator shell; mold design; costs; efficiency