湖大得德键盘-AQL检验规范
键盘-成品检验规范.doc
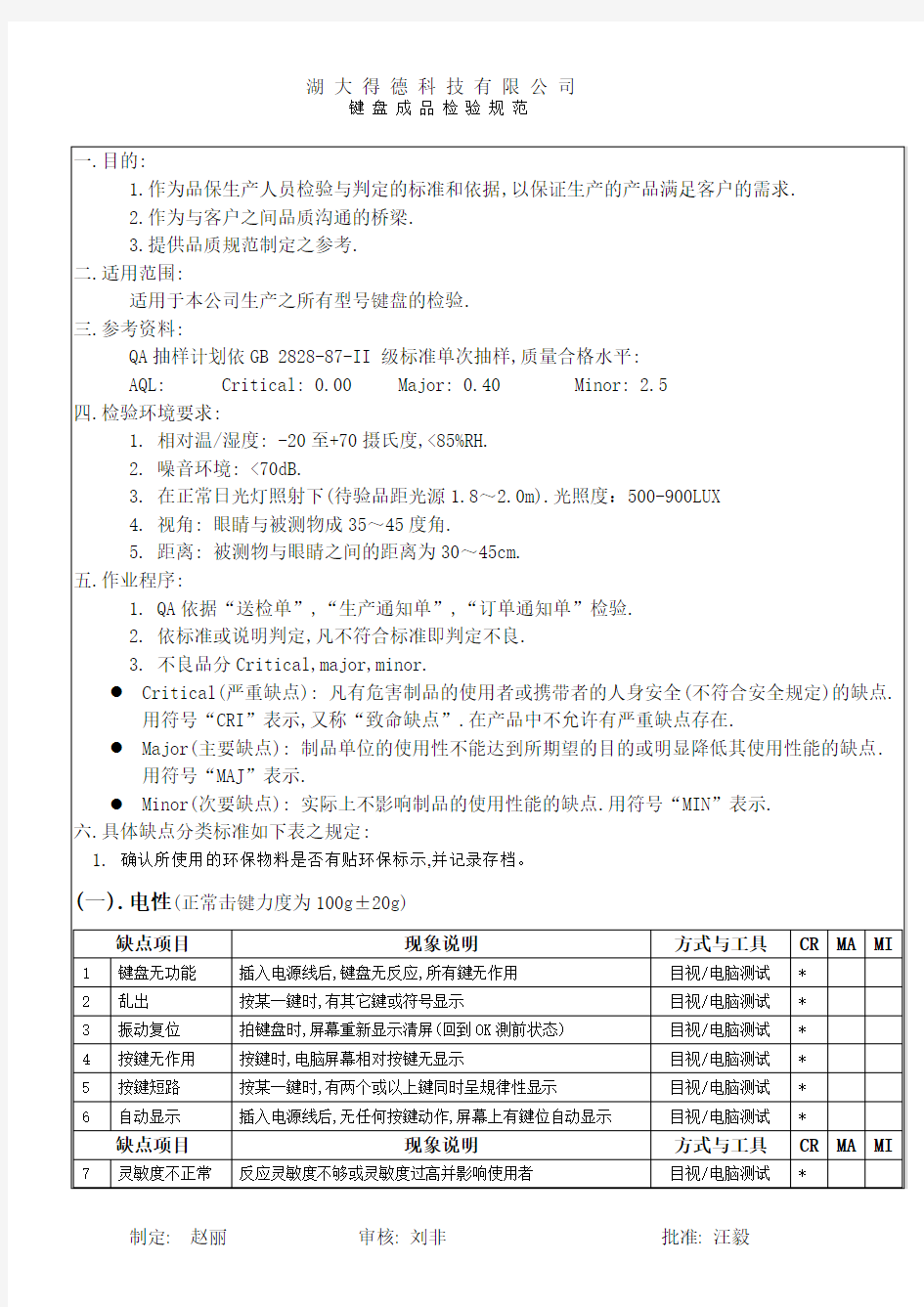
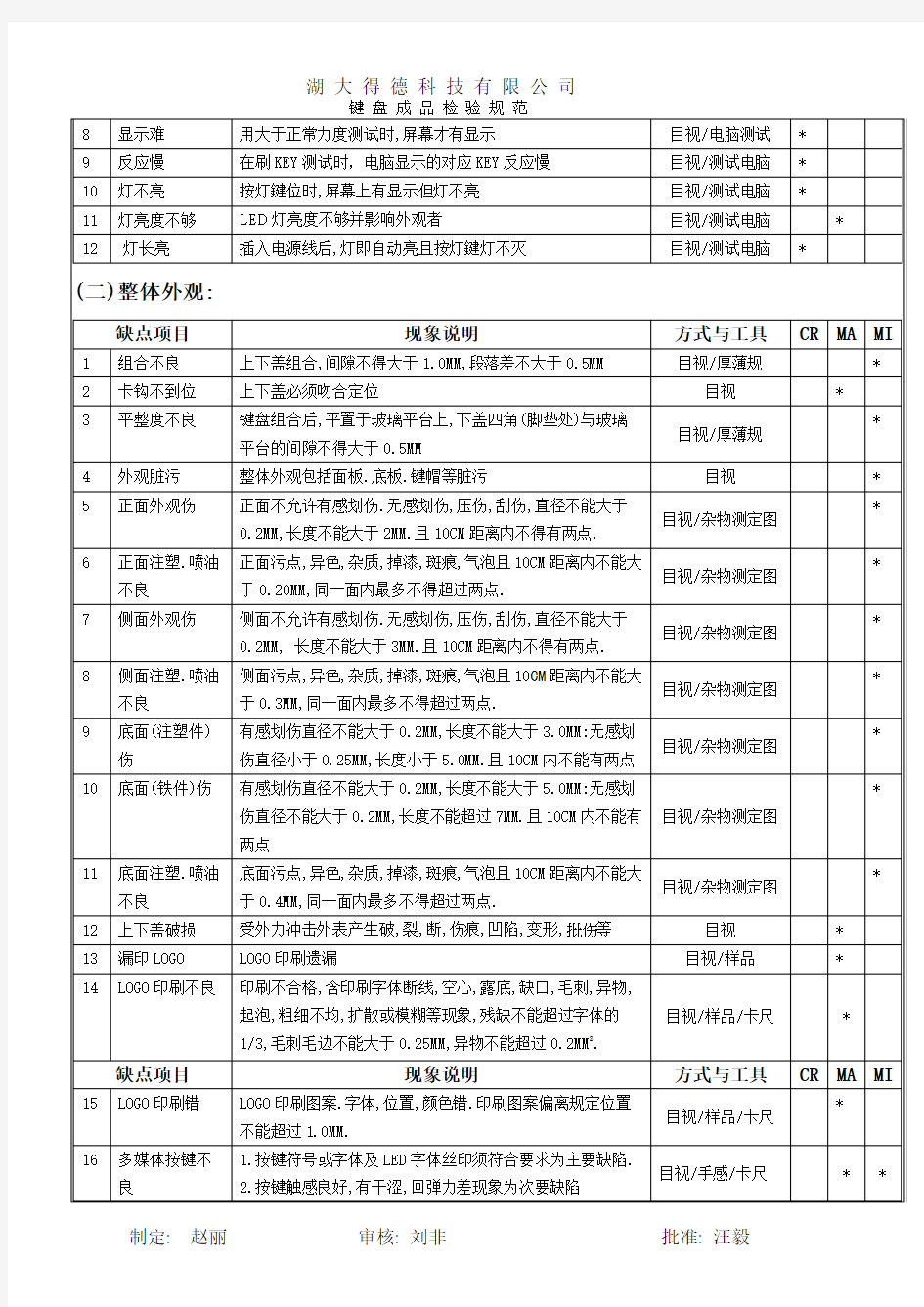
文件名称keyboard成品检验规范文件编号LE-WI-08-026 版次A0 制定日期页次3 OF 7 1目的﹕ 建立和规范成品之检验流程和方法,以确保检验结果全面性和准确性。 2范围﹕ 适用于所有有线和无线keyboard。 3相关文件: 3.1keyboard电性手感标准。 3.2keyboard缺点判定基准。 3.3外观检验规范。 3.4包装检验规范。 3.5产品规格书。 4作业程序: 4.1检验计划: 4.1.1批之构成:以供货商一次送验量为单位检验批。 4.1.2抽样计划:依MIL-STD-105E计数值抽样计划,实施单次抽样。 4.1.3检验水平/允收水平:参见《质量检验计划表》。 4.2批允收/拒收之判定: 4.2.1依规定之AQL对照AC/RE个数与实际不良品个数之差异。 4.2.2当个别之实际不良品个数(CR/MA/MI)超过相[应之任一级(CR/MA/MI)之允许不 良品个数时,则该批判定为“REJ”LOT。 4.2.3当总计之实际不良品个数超过MI级之允许不良品个数时,则该批判定为“REJ” LOT。 4.3检验项目之要求﹕ 4.3.1一般包装材料及方式和结构外观检查参照BOM核对料号或规格,并实施基本的检验. 4.3.2 keyboard产品的种类不同, 根据产品的特点需要检验的电气功能也不同
文件名称keyboard成品检验规范文件编号LE-WI-08-026 版次A0 制定日期页次3 OF 7 4.4.1 键盘成品外观、手感、检查内容及缺陷标准 检验项目检验项目标准及说明 缺陷判定 CR MA MI 外观检验键帽插错键帽插错、漏插MA,键帽插歪、插反MA 键帽异色、斑点 1.正前方0.5mm以上:MA,以下MI;2.左右后方 位0.5mm;以上:MI;没擦干净或侧面有灰尘:MA 键帽或外壳脏污脏污严重MA;发白可擦干净MA;有灰尘没擦干 净MI 键帽划伤 1.正前方2.0mm以上:MA,以下:MI 2.左右后方位2.0mm以下:MI 键帽晃动、抖动 1.手捏键帽左右或上下摇晃比标准键盘严重:MI 2.敲击键盘上壳,键帽抖动四个以上:MA 键帽歪斜、高低歪斜不能超过30度或高低1.5mm以上:MA 字键雕刻不良字键雕刻错误,漏刻,字体残缺,空心,重影,MA, 模糊线型超过0.3mm:MA,以下MI 字键有毛边不清晰或明显可见,不明显 版本雕刻雕刻版本错误,版本混装 外壳LOGO不良 1.面壳LOGO处不得有任何刮伤:MA;有污点、毛边 2.外壳LOGO丝印斜度超过2.0mm:MA;在0.2mm以下键盘键帽脱落 1.手拍键盘底盘键帽脱落:;键帽断扣位: 2.将键盘作20cm落地键帽脱落: 平衡杆脱落敲打键帽四个角位,平衡杆脱落:平衡杆未装 外壳划伤 1.有手感,上壳1cm以上或下壳2cm以上:MA;以下:MI 2.有手感,上壳1cm区域内有两条以上超过1cm划痕或下壳 1cm区域内有三条以上超过1cm划痕:MA 3.无手感不见底色划伤:MI 上下壳喷油不良喷油漏底色、脱色、掉色、盖不住其它颜色:MA; 与样品颜色不符合要求:MA 上下壳不密合上下壳结合缝隙超过1.0mm:MA;在0.5---1.0 mm:MI LED指示板露白露白2mm以上:MA;以下:MI 手感检验卡键不能恢复:MA;可恢复:MI 按键手感不一致 1.按键手感不顺或有生涩感比一般按键差:MI 2.键盘所有的按键无段落层次感以及均匀:MA 异形按键手感按键手感四周或两端有卡键:MA;有生涩感:MA 带平衡杆键手感空格、大回车、右上档键键有摇摆、有噪声:MA 盲键手感盲键插错或漏插:MA 内有异物可导电:MA;有异响MA,非导电:MI
按键检验标准
按键来料检验标准保密文件 按 键 组 件 A/0 1
文件编号:HBS—PZ ---WI—002 更改记录 2
按键来料检验标准保密文件 目录 1.0‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥目的 2.0‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥范围 3.0‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥抽样计划 4.0‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥定义 4.1‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥缺陷代码对照表 4.2‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥检验条件 4.3‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥检验标准 5.0‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥术语和定义 5.1‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥缺陷定义 5.2‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥测量面定义 5.3‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥定缺陷定义 5.4‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥按键表面不良缺陷定义 5.5‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥外观判定标准 5.6‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥尺寸检验、实配判定标准 5.7‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥可靠性试验标准 5.8‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥周期性测试要求 5.9‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥包装要求 5.10‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥出货时需附带报告文件 A/0 3
成品检验规范
成品检验规范 1. 0目的 为控制本厂所有生产的出货成品的品质最终能完全达到客户之期望值. 范围: 适用于本厂所有生产之出货成品. 职责 装配负责于成品之装配包装. QA负责于成品的抽样检查. 仓库部负责成品之搬运、储存、装柜. 检验标准: 依据MIL-STD-105E Level II单次抽样计划,AQL值:CR:0 MAJ: MIN:. 依据订单、包装资料以及《成品检验标准》. 作业程序 生产部将包装好的成品摆放于装配部成品区,挂好待检牌,同时填写好“成品入库单”,或先入仓库待检区通知品管部QA员检查. QA员接到通知后,根据“入库单”准备齐相关“订单”、“包装资料”、“成品检验标准”于装配部成品区按照MIL-STD-105E Level II单次抽样对成品进行抽取样本检查.
QA对抽取之样本第一外箱,根据外箱跌落测试规范进行外箱跌落测试.测试之后对其该箱之内外箱及产品进行特别之功能及外观检查.检查后之良品与不良品同此批一同判定,其它物料性测试依据客户要求按相应《测试进行》或客户标准执行。测试结果记录于“”中。 QA对其抽成品检查后,合格品按要求正常之装回原箱,不合格品通知装配负责人一同对其进行核对,确认. QA抽查后,统计其不合格总数,据“AQL允收之标准”对该批成品进行判定;不合格数量不超过“AQL允收标准”时,此批为合格,QA在成品标识单上盖〝 QA PASS〞章,然后QA填写好“成品检验报告”交于主管核实,并于“入库单”上签名,同时与“成品检验报告”复写件交于仓库,通知入库或转移至成品区. 如统计其不合格总数超过其”AQL允收标准”,QA员填写好”成品检验报告”并同不合格样板交品管部主管最终确认.如确认为不合格,QA员填写“品质异常报告书”与不合格样板一同交生产部主管,并在成品标识单上盖QA??Reject”章由生产部对不合格品进行纠正及返工改善,QA对其进行追踪,及对该批纠正之后的产品进行重检并把检验结果记录于“成品检验报告”上. 检验记录要求:填写报表要求真实,字迹清楚,整洁. 记录表格 成品检验报告 品质异常报告书 QA??Test??Report
AQL抽样标准
AQL是根据被检对象特征而进行检验的一种方法标准。AQL抽样检验被广泛地应用于各种对象,如原材料、成品、半成品等。 1、 AQL地主要内容 (1)品质水平对于不同的质量水平或要求,AQL有26种规定地数值,从0. 65~15。根据服装加工地特征,常用地AQL数值有1.0、1.5、2.5、4.0、6.5,其中又以2.5和4.0应用最为广泛。不同地数值体现了不同地质量水平。通常数值越小代表品质要求越高 (2)抽样水平在AQL中,有三种普通抽样水平LEVELⅠ、LEVELⅡ、LE VELⅢ,四种特殊抽样水平S-1、S-2、S-3、S-4。 在三种普通抽样水平中LEVELⅡ是常规水平,也是经常采用地水平。从LEVELⅠ到LEVELⅢ抽样地数量逐渐增加。如果以LEVELⅡ作为中间值,LEVELⅠ的抽样数为LEVELⅡ的40%,它适用于品质较为稳定或产品出现不一致可能性极小的状况。LEV ELⅢ的抽样数是LEVELⅡ的160%,由于检验的样本数量大,从而使接受不合格产品的可能性降到最低,对客户来说是一种比较安全抽样水平。 四种特殊的抽样水平的特点是抽样数量少,因为在某些情况下,例如检验的成本高、检验所花费的时间长、货物的品质比较稳定(单一产品的重复加工),通过少许的抽样检验就足以反应总体的品质水平。从S-1到S-4抽样检验数逐步增加,应该采用哪种水平,与很多的因素有关,例如: a、产品的制造方法以及质量特性; b、测试成本、测试时间的分析; c、供应商以往的质量状况; d、用户的要求分析; e、供应商的信用分析。 在制定检验方案时要综合考虑以上因素。在服装的辅料检验中有时采用以上的特殊抽样水平,例如拉链、纽扣等的检验。
按键检验标准
按键检验标准 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
按 键 组 件 文件编号:HBS—PZ ---WI—002 更改记录 目录 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 目的
‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 范围 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥抽样 计划 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 定义 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥缺陷代码对 照表 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥检验 条件 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥检验 标准 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥术语和 定义 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥缺陷 定义 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥测量面 定义 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥定缺陷 定义 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥按键表面不良缺陷 定义 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥外观判定标准 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥尺寸检验、实配判定标准 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥可靠性试验 标准 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥周期性测试 要求 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥包装 要求 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥出货时需附带报告文件
3F-2014 日语键盘成品检验规范 V2
1. Purpose 目的 The purpose of this inspection standard is to provide a guideline to perform the inspection and judge of the finished product to ensure product quality can meet our customers’ requirement and expectation. 作為品管生產人員,檢驗與判定之標準和依據,以致使生產之產品符合客戶之品質要求. 2. Scope 范圍 Our factory produces desktop keyboard of Japanese. 本廠生產之日语系桌上型鍵盤. 3. Definition: 定義 3.1Major defect: List as rejected of basis, it is to cause the function failure of the keyboard or reduce the using of the products, some such defects will be rejected by the customer or the end user. 主缺點: 列為批退之依據, 是可能引起鍵盤功能失效或降低產品使用性的缺點, 這樣一些缺點會被客戶或最終用戶拒收。 3.2 Minor defect: May not be reducing the products using or not accord with the standard, but to the products using or have no influenced to operate. Some such defects might not be rejected by the customer or the end user. 次缺點. 是可能不會減少產品的實際使用性或者不符合標準但對產品使用性或操作無影響的缺點.這樣一些缺點可能不會被客戶或最終用戶拒收. 3.3 Defect definition: This defects including scuffs, shadowing, clouding, discoloration, surface texture variation, contamination, fine scratching and shininess. 缺陷定義:擦傷、黑點、白斑、異色點、咬花紋異常、髒污、亮點等都可為缺陷. 4. Responsibility 權責 4.1 QA: Perform quality inspection and problem follow up. 品管: 執行品質檢驗,問題追蹤。. 4.2 ENG: Problem analysis and drafted correction action for any urgent. 工程: 問題分析,應急對策擬定。 4.3 Relevant Dept: Perform relation correction action. 相關部門: 對策執行。 5. Flow chart
手机整机成品检验标准
手 机 整 机 检 验 规 范 文件版本: 编制日期:编制人:刘钢 协议方:____________ 供应商:____________ 签署:____________ 签署:____________ ---文件制定及修改记录---
目录 1. 目的----------------------------------------------------------------------------------------------------------4 2. 适用范围----------------------------------------------------------------------------------------------------4
3 权责单位---------------------------------------------------------------------------------------------------- 4 4 整机抽样计划及允收标准--------------------------------------------------------------------------------4 5 检验仪器设备------- ----------------------------------------------------------------------------------------5 6 检验条件-----------------------------------------------------------------------------------------------------5 7 定义 ---------------------------------------------------------------------------------------------------------5 测量面的定义---------------------------------------------------------------------------------------------5 缺陷分类---------------------------------------------------------------------------------------------------6 塑胶件的外观不良定义---------------------------------------------------------------------------------7 喷油件不良缺陷定义------------------------------------------------------------------------------------7 电镀件外观不良定义------------------------------------------------------------------------------------8 手机镜片外观不良定义---------------------------------------------------------------------------------8 印刷图文外观不良定义-------------------------------------------------------------------------------- 9 密集缺陷---------------------------------------------------------------------------------------------------9 8 检验内容及标准--------------------------------------------------------------------------------------------9 整机外观缺陷检查标准---------------------------------------------------------------------------------9 LCD与LENS检验标准
AQL抽样标准
精选范本品质抽样检验标准 1、目的 规范、定义品质抽检检验标准。 2、适用范围 入库之前的材料、生产过程中的半成品、出货前的成品 3、职责和权限 3.1 IQC:负责入库之前材料的抽样及判定。 3.2 驻厂QC:负责生产过程中半成品的抽样及判定、负责出货前成品的抽样及判定。 4、引用标准 4.1《MIL-STD-105E》等同GB/T2828.1-2003 5、术语定义 5.1 缺陷:指不符合产品质量特性的要求的情况。 5.2 致命缺陷:指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。 5.3 严重缺陷:指对产品的使用、功能有影响的不良现象。 5.4 轻微缺陷:指对产品的使用功能无影响,但会影响外观。 5.5 零缺陷:指产品单位上没有任何不符合特定之要求条件的缺陷。 5.6 样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。 5.7 抽样:从总体中取出一部分个体的过程。 5.8 批量:一批产品包含的基本单位数量,以N表示。 5.9 样本大小:样本中包含的基本单位数量,以N表示。 5.10 AQL:指合格质量水平。 5.11抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。 5.12 抽检检验标准及定义(参考附表检验抽样表) 5.12.1 入库之前的材料、出货前的成品抽样定义
精选范本 注:当客户有要求时按照客户抽样标准进行 5.12.2 生产过程中的半成品抽样定义 首先进行首件检查,当稳定生产时,进行 5PCS/两小时 的外观、功能抽样检查。 5.12.3 库存超期品抽样定义 对OQC 抽检入库存放6个月及以上出库的产品,必须由QC 再次抽检(方法同第一次)合格,经品质经理承认后才能出货。 6、正常检验与放宽、加严检验的转换定义 6.1 正常到加严 当正采用正常检验时,只要初次检验中连续5批中有2批是不可接收的,则转移到加严检验。 6.2 加严到正常 当正采用加严检验时,如果初次检验的连续5批已被认为是可接收的,应恢复到正常检验。 6.3 正常到放宽 当正采用正常检验时,如果下列条件满足,应转移到放宽检验 a) 连续10批可接收 b) 生产稳定 c) 负责部门认为可放宽检验 6.4 转移流程图 7、相关文件 7.1《来料检验指导书》 7.27.3
(抽样检验)AQL抽样表
1. In general, a Six Sigma Black Belt should be quantitatively oriented.
通常,6西格玛黑带应定量导向。 2. With minimal guidance, the Six Sigma Black Belt should be able to use data to convert broad generalizations into actionable goals. 仅需最低限度的指导,6西格玛黑带就应能利用数据把泛泛的概括转化为可实施的目标。 3. The Six Sigma Black Belt should be able to make the business case for attempting to accomplish these goals. 6西格玛黑带应能为完成这些目标提供业务案例。 4.The Six Sigma Black Belt should be able to develop detailed plans for achieving those goals. 6西格玛黑带应能为达到这些目标制定详细的计划。 5.The Six Sigma Black Belt should be able to measure progress towards the goals in terms meaningful to customers and leaders. 6西格玛黑带应能测量出朝着预期目标进展对顾客和公司领导的意义。 6.The Six Sigma Black Belt should know how to establish control systems for maintaining the gains achieved through Six Sigma. 6西格玛黑带应知道如何建立控制体系来保持通过6西格玛所取得的收获。 7.The Six Sigma Black Belt should understand and be able to communicate the rationale for continuous improvement, even after initial goals have been accomplished. 6西格玛黑带应了解并能够传达持续改进的基本原理,即使在初始目标已经达到后也应这样。8.The Six Sigma Black Belt should be familiar with research that quantifies the benefits firms have obtained from Six Sigma. 6西格玛黑带应熟悉对通过6西格玛所获利益的量化研究。 9. The Six Sigma Black Belt should know or be able to find the PPM rates associated with different sigma levels (e.g., Six Sigma = 3.4 PPM) 6西格玛黑带应知道或能够找出与不同西格玛水平相关连的PPM比率(例如,6西格玛=3.4PPM)。 10.The Six Sigma Black Belt should know the approximate relative cost of poor quality associated with various sigma levels (e.g., three sigma firms report 25% COPQ 6西格玛黑带应了解与不同西格玛水平大致对应的劣质成本(例如,3西格玛水平的公司劣质成本约占25%) 11. The Six Sigma Black Belt should know how to quantitatively analyze data from employee and customer surveys. This includes evaluating survey reliability and validity as well as the differences between surveys. 6西格玛黑带应了解如何定量分析对员工和顾客进行调查所得到的数据,包括评估调查结果的可靠性、有效性以及各次调查之间的差异。 12. The Six Sigma Black Belt should understand the roles of the various people involved in change (senior leader, champion, mentor, change agent, technical leader, team leader, facilitator 6西格玛黑带应了解参与变革的各种员工所扮演的角色(高层领导、拥护者、顾问、变革代理人、技术领导、团队领导、推动者)。 13. The Six Sigma Black Belt should be able to design, test, and analyze customer surveys. 6西格玛黑带应能设计、检测和分析对顾客进行的调查。 14. Given two or more sets of survey data, the Six Sigma Black Belt should be able to determine if
品质AQL抽样标准详细(仅供参考)
文件名称:品质抽样检验标准文件编号:版本:A0 页数:6 页 发文部门:品质部发文日期:■传阅■阅后存档 □保密 存档:□总经理室 ■品质部 □测试部 □管理部 □技术部 □采购部 ■研发 制作审 核 批 准 知识类别#
品质抽样检验标准 1、目的 规范、定义品质抽检检验标准。 2、适用范围 入库之前的材料、生产过程中的半成品、出货前的成品 3、职责和权限 3.1 IQC:负责入库之前材料的抽样及判定。 3.2 IPQC:负责生产过程中半成品的抽样及判定。 3.3 FQC:负责成品的抽样及判定。 4、引用标准 4.1 GB/T2828.1-2003 5、术语定义 5.1 缺陷:指不符合产品质量特性的要求的情况。 5.2 致命缺陷:指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。 5.3 严重缺陷:指对产品的使用、功能有影响的不良现象。 5.4 轻微缺陷:指对产品的使用功能无影响,但会影响外观。 5.5 零缺陷:指产品单位上没有任何不符合特定之要求条件的缺陷。 5.6 样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。 5.7 抽样:从总体中取出一部分个体的过程。 5.8 批量:一批产品包含的基本单位数量,以N表示。 5.9 样本大小:样本中包含的基本单位数量,以N表示。 5.10 AQL:指合格质量水平。 5.11抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。 5.12 抽检检验标准及定义(参考附表检验抽样表) 5.12.1 入库之前的材料、出货前的成品抽样定义 缺陷级别致命缺陷严重缺陷轻微缺陷 抽检水准一般水平Ⅱ AQL值0 0.65 1.0 注:当客户有要求时按照客户抽样标准进行 5.12.2 生产过程中的半成品抽样定义 首先进行首件检查,当稳定生产时,进行 5PCS/两小时的外观、功能抽样检查。 5.12.3 库存超期品抽样定义 知识类别#
成品检验规范07304
ShenZhen Rapoo Technology Co.,Ltd. 【三阶文件】 成品检验规范 征求意见稿 文件编号: 版本号:A. 0 核准:审核:编制:日期:日期:日期:分发号:
目录 项目页次 1.0 前言……………………………………………… 2.0 适用范围…………………………………………. 3.0 引用的标准………………………………………. 4.0 定义 5.0 总体要求 6.0 检验的一般条件 7.0 检验水平 8.0 “雷柏”产品的级别划分 9.0 OEM客户级别划分 10.0 检验项目重要程度划分 11.0 产品检验的样本抽取方式 12.0 质量控制点的设置 13.0 检验用设备、测试软件、工具 14.0 质量控制点与检测设备、测试软件、产品不良项目及检验水平对应表 15.0 检验方法 16.0 判定的标准 17.0 不良项目代码规定 18.0 不良项目代码、检验方法、判定标准与检验水平对应表 19.0 键盘成品检验判定标准总表 20.0 鼠标成品检验判定标准总表 21.0 无线耳机成品检验判定标准总表 22.0 无线音响成品检验判定标准总表 23.0 修订
1.0 前言 本检验规范中所有的检验项目及判定结果,是依据客户在使用本公司产品过程中反馈的信息及参考公司的主要客户提供的验货标准,检验的方法为实际工作中的经验的总结,部分可追溯到国际或国家标准。 公司的实际情况、市场、客户、产品等方面在不断的变化,因而需要对本检验规范的要求进行调整,分定期修订和不定期修订。定期修订为6个月,由品保部负责收集本标准实施后客户质量信息的反馈、生产实际能力、检验方法及标准的可行性等信息,综合评估后对本标准不适宜的部分进行修订;当本检验规范在实际使用过程中出现了严重的质量问题被客户投诉、按本规范的要求执行后被客户退货、公司发生重大改变等因素出现时需要立即修订本检验规范。 本标准为公司产品检验的通用规范,在对每种产品进行检验时,需要结合SIP的要求来进行实际操作,以本标准的要求为主,如果SIP上的要求与本标准有冲突,以本标准的要求为准,由品保部评估SIP与本标准差异之处进行调整。 执行本规范的人员必须要经过品保部的培训,经考核后才可上岗作业,所有对产品质量进行判定的人员必须要能够对同一缺陷的判定结果做到基本一致。 本标准中提到的检测设备、测试软件、测试工具必须要经过校验合格,完全能够测量出产品的实际功能及性能。在每次使用前由操作员进行点检,每月由检测设备管理工程师和测试软件开发工程师对检验设备、测试软件、测试用工具和治具进行MSA,及时发现和解决测量系统失效的问题; 所有作为本标准中判定依据的限度样品,必须要保证其唯一性,同一种缺陷,只允许一个限度样品,由品保部统一对限度样品进行签发、登记、回收、报废等工作; 因生产现场的限制及产能的需求,本标准中有一部分的检验项目无法在产线进行检验,需要按要求在线外、实验室或半成品进进行检验,但必须要保证所有必检项目检验合格、实际功能符合客户需求后才能判定该批产品为合格品。 2.0 适用范围 本规范适用于雷柏公司生产的有线键盘、鼠标,无线键盘、鼠标,无线耳机,无线音响等产品的检验与质量控制;同时也适用于雷柏公司外发给协力厂商制造的相关产品成品的检验与质量控制。 3.0 引用标准和法律法规 3.1本规范引用了IEC标准和GB标准中一些要求和测试方法,所引用的这些标准都是有效的最新版本。所有的IEC、GB标准都要修订,本规范也会随着最新版本的颁布而做出相应的修订。 3.1.1 IEC 60950 信息技术设备.安全性.第1部分:一般要求(IEC 60950-1:2005,修 改)Information technology equipment - Safety - Part 1: General requirements (IEC 60950-1:2005, modified) 3.1.2 GB3883.1-2005 手持式电动工具的安全第一部分:通用要求 3.1.3 GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划 3.1.4 GB/T 6378.1-2002计量抽样检验程序第1部分:按接收质量限(AQL)检索的对单一质量特性和
aql抽样标准
aql抽样标准 QCINASIA采用的是国际上使用最广泛的检验标准ISO2859-1(此标准等同于:ANSI/ASQC Z1.4-2003,MIL STD MIL STD 105E, ISO 2859, NF06-022, BS6001, DIN40080, GB2828)。正常检验二级单次抽样计划(I,II,III)通常用于决定产品外观和功能的抽样数。特殊抽样计划(S-1, S-2, S-3, S-4)通常用于决定产品安全性、可靠性、产品性能和其它特殊测试的抽样数。 AQL抽样表
不同的抽样计划决定不同的检验样品数量。在表A中规定了三种抽样计划I级,II级和III级,如果客户没有特别要求,最常使用的是II级正常抽样计划。I 级抽样计划通常用于放松检验,III级抽样计划一般用于加严抽样检验。特殊抽样计划(S-1, S-2, S-3, S-4)通常用于小样品量检验的项目,如一些破坏性测试或是比较耗时的测试,或者对抽样风险要求不高的检验。 抽样数量由表A的样本量字母码和表B的AQL允收水平共同决定。通过表A可以确定样本字母码,通常表B可以决定抽样数量以及缺陷的允收标准数量。 默认的抽样计划是II级抽样,AQL允收标准为:致命缺陷(不允许),主要缺陷(2.5),次要缺陷(4.0)。 例如:假设对6000个产品按照单次正常抽样计划水平II,质量允收标准:致命缺陷/不允许,主要缺陷/2.5,次要缺陷/4.0来进行随机抽样检验,根据表A,6000在3201到10000这个数量范围,其相对应的样本量字母为代码为“L”,从表B中可以查到字母“L”对应的是抽样数“200”,因此可接受的最大的缺陷允许数量分别是:致命缺陷:0,主要缺陷数10,次要缺陷数14。 也就是:如果发现的致命缺陷数大于0,或者主要缺陷数大于10,或者次要缺陷数大于14,那么这批产品的检验结果是不通过的。 缺陷分类标准,如果客户没有特殊规定,QCINASIA将按下面的标准对缺陷进行分类: 致命缺陷:在产品的使用和维护过程中会给消费者带来伤害、不安全的情况,或者产品不符合相关法律法规的缺陷。 主要缺陷:会降低产品的使用性和可靠性的一些功能缺陷,或者是会影响销售的明显的外观缺陷。 次要缺陷:不会影响产品的使用,但会影响产品销售的缺陷。 如果在同一个(套)产品发现多个缺陷,在缺陷列表中的缺陷数,只记最严重的缺陷,但其它缺陷也要备注出来。如果发现任何致命缺陷,整批货的检验结果应该是不通过,由客户决定能不能接受。
AQL抽样检验
陈洪军课程提要: 1.什么是抽样检验?抽样检验的类型; https://www.360docs.net/doc/c49075334.html,-STD-105E的由来及采用; 3.基本属于及符号; 4.抽样检验实施程序; 5.105E抽样表使用实例; 6.抽样检验应注意的几个问题; 7.进一步的探讨。
1、什么事抽样检验: ?抽样检验——指为确定整批产品是否符合质量规格而检验部分产品的过程; ?适用场合——检验费用极高; 批量很大且时间紧迫; 流程材料过程; 破坏性试验; 抽样检验主要又3种类型,即计数型抽样方案/计量型抽样方案/特殊抽样方案。 计数型抽样方案:即利用样本中发现的不合格数与判定标准比较,以判定产品批是否 有合格的过程,如:MIL-STD-105D; 计量型抽样方案:即利用样本数据计算统计量,并与判定标准比较,以判定产品批是 否合格的过程; 2、MIL-STD-105E的由来及采用: ?MIL-STD-105D即美军标准105D,是国际上应用最广泛的抽样检验方案,常为政府采购合同所采取; ?1963年美国/英国/加拿大联合制定ABC-STD-105,美国人称它105D; ?1974年ISO在105D基础上制定颁布ISO02859,现行版本ISO02859-1(1999)?我国1987年采用并颁布GB2828-87; ?英国1972年颁布BS6001; ?1989年颁布MIL-STD-105E; ?美国现行标准ANSI/ASQC Z1.4-1993; ?我国依TSO2859.1(99)修改,重新发布并执行现行版本GB2828.1-2003; 3、基本术语及符号: ?N——批量;
?n——样本量; ?P——批质量(产品批不合格率D/N,非样本不合格率d/n); ?d——样本中的不合格数; ?AQL——可接收质量水平(为抽样目的,在一批中,被认为可以接收的不合格 个体的最大比例或百分数); ?检验水平——IL(反映了批量与样本量的对应关系); 一般检查水平:Ⅰ/Ⅱ/Ⅲ(3个); 特殊检查水平:S-1、S-2、S-3、S-4 (4个) ?接收数——Ac常用c表示; ?拒收数——Re; 4、抽样检验实施程序: 4.1、规定产品质量要求: 在产品技术标准或订货合同中,必须明确规定产品的技术性能,技术指标,外观以及质量判定标准,根据这些特性转换确定为抽样检验的具体项目。 检验项目一般包挂: ※产品性能,如安全/可靠性等; ※产品功能,如产品使用性体现以及尺寸等; ※外观; ※包装要求; 上述项目都是缺陷分类的基础。 4.2、缺陷分类: 美国标准协会(ANSI)缺陷分类及定义: ?关键缺陷:指在个人使用、维护或依赖该产品时产生危险及不安全的
按键检验标准
按键组件
文件编号:HBS—PZ ---WI—002 更改记录
目录 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥目的 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥范围‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥抽样计划 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥定义‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥缺陷代码对照表‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥检验条件‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥检验标准 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥术语和定义‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥缺陷定义‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥测量面定义‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥定缺陷定义‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥按键表面不良缺陷定义‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥外观判定标准‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥尺寸检验、实配判定标准‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥可靠性试验标准‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥周期性测试要求‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥包装要求‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥出货时需附带报告文件
华为手机键盘检验以及测试标准
手机键盘测试规范内部公开 DKBA 华为技术有限公司内部技术规范 DKBAxxxx-2006.xx 手机键盘测试规范 2006年4月5发布2006年4月5日实施 华为技术有限公司 Huawei Technologies Co., Ltd. 版权所有侵权必究 All rights reserved
修订声明Revision declaration 本规范拟制与解释部门:终端工业设计部 本规范的相关系列规范或文件: a)手机塑料件及喷漆件测试规范 b)手机导电漆及导电胶测试规范 c)手机电镀件及电铸件测试规范 d)手机键盘测试规范 e)手机镜片测试规范 f)手机印刷测试规范 g)手机天线测试规范 h)手机五金件测试规范 参照并替代的其它规范或文件: 本规范版本升级更改主要内容:第一版,无升级更改信息 本规范主要起草部门:终端工业设计部系统组 批准人:钟纲
目录Table of Contents 1前言4 2范围4 3规范性引用文件4 4术语和定义4 4.1不良缺陷定义4 5手机测量面的定义6 6缺陷代码对照表6 7手机检验条件及环境6 8P+R键盘的检验7 8.1外观检验7 8.2耐磨性测试8 8.3附着力测试8 8.4耐醇性测试8 8.5键帽与硅胶的附着性测试8 8.6恒温恒湿试验9 8.7耐化妆品试验9 8.8耐手汗试验9 8.9尺寸及配合检查9 9PC薄膜键盘(IMD键盘)的检验9 9.1外观检验9 9.2键帽与硅胶的附着性测试10 9.3尺寸及配合检查10 10透明键盘的检验10 10.1外观检验10 10.2键帽与硅胶的附着性测试11 10.3尺寸及配合检查11 11硅胶键盘的检验11 11.1外观检验11 11.2耐磨性测试12 11.3耐醇性测试12 11.4恒温恒湿试验12 11.5耐化妆品试验12 11.6耐手汗试验12 11.7尺寸及配合检查12 11.8印刷字体的规格要求12 12拱形薄膜的检验13 12.1阻抗测试13 12.2回弹曲线测试13 12.3按压强度测试14 12.4寿命测试14 12.5环境试验14 12.5.1温度冲击试验14 12.5.2恒温恒湿试验15 13键盘上面的塑料电镀件检验15