机加工电子行业作业指导书 TS16949 作业指导书模板
文件编号工序名称
共 15 页工序
型号编号编号
产品
过程
容量
频率1
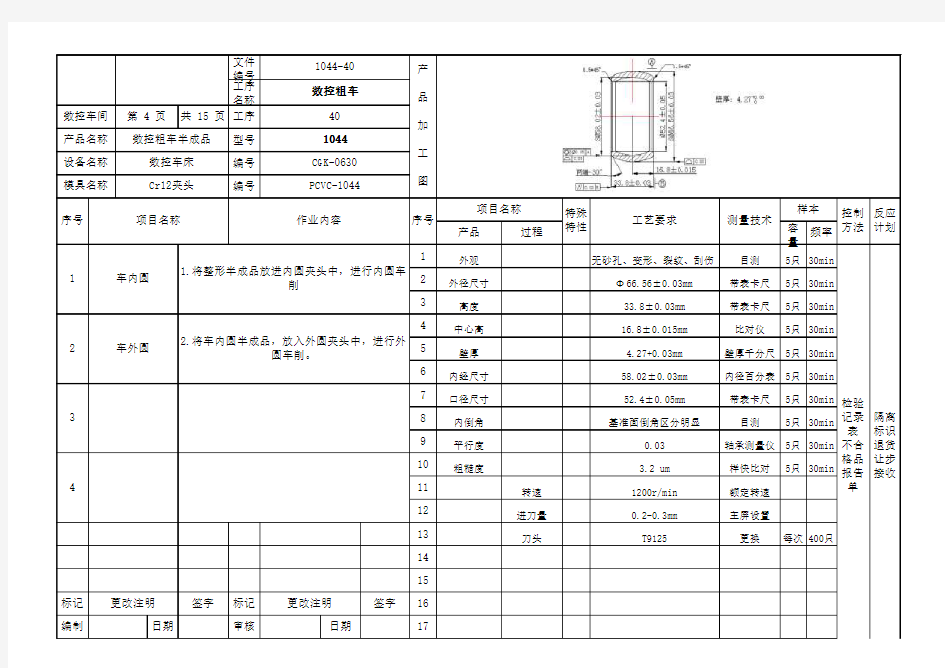
外观无砂孔、变形、裂纹、刮伤
目测5只30min 2外径尺寸Φ66.56±0.03mm 带表卡尺5只30min 3高度33.8±0.03mm 带表卡尺5只30min 4
中心高16.8±0.015mm 比对仪
5只30min
5壁厚 4.27+0.03mm 壁厚千分尺5只30min 6内经尺寸58.02±0.03mm 内径百分表5只30min 7
口径尺寸52.4±0.05mm 带表卡尺5只30min 8内倒角基准面倒角区分明显
目测
5只30min 9平行度0.03轴承测量仪5只30min 10
粗糙度
3.2 um 样快比对5只30min 11转速1200r/min 额定转速
12进刀量0.2-0.3mm 主屏设置13刀头
T9125
更换
每次400只
1415
标记签字标记签字16编制
日期
审核
日期
17
产品名称数控车间项目名称
第 4 页
数控粗车半成品
设备名称CGK-0630PCVC-1044序号
Cr12夹头数控车床作业内容
1044-40数控粗车
401044更改注明
更改注明
模具名称1反应计划
产 品 加 工 图
工艺要求
测量技术
样本
控制方法序号
项目名称
特殊特性
隔离
标识
退货让步接收
车内圆
1.将整形半成品放进内圆夹头中,进行内圆车
削
车外圆
2.将车内圆半成品,放入外圆夹头中,进行外
圆车削。
4检验记录表
不合
格品
报告
单23
相关主题