FANUC IO LINK轴

I/O LINK轴(以0I-A为例)
目前FANUC提供的I/O LINK轴可以方便的用于刀库,旋转工作台,以及生产线上的点位控制。
在刀库上的应用
自动线上自动装载
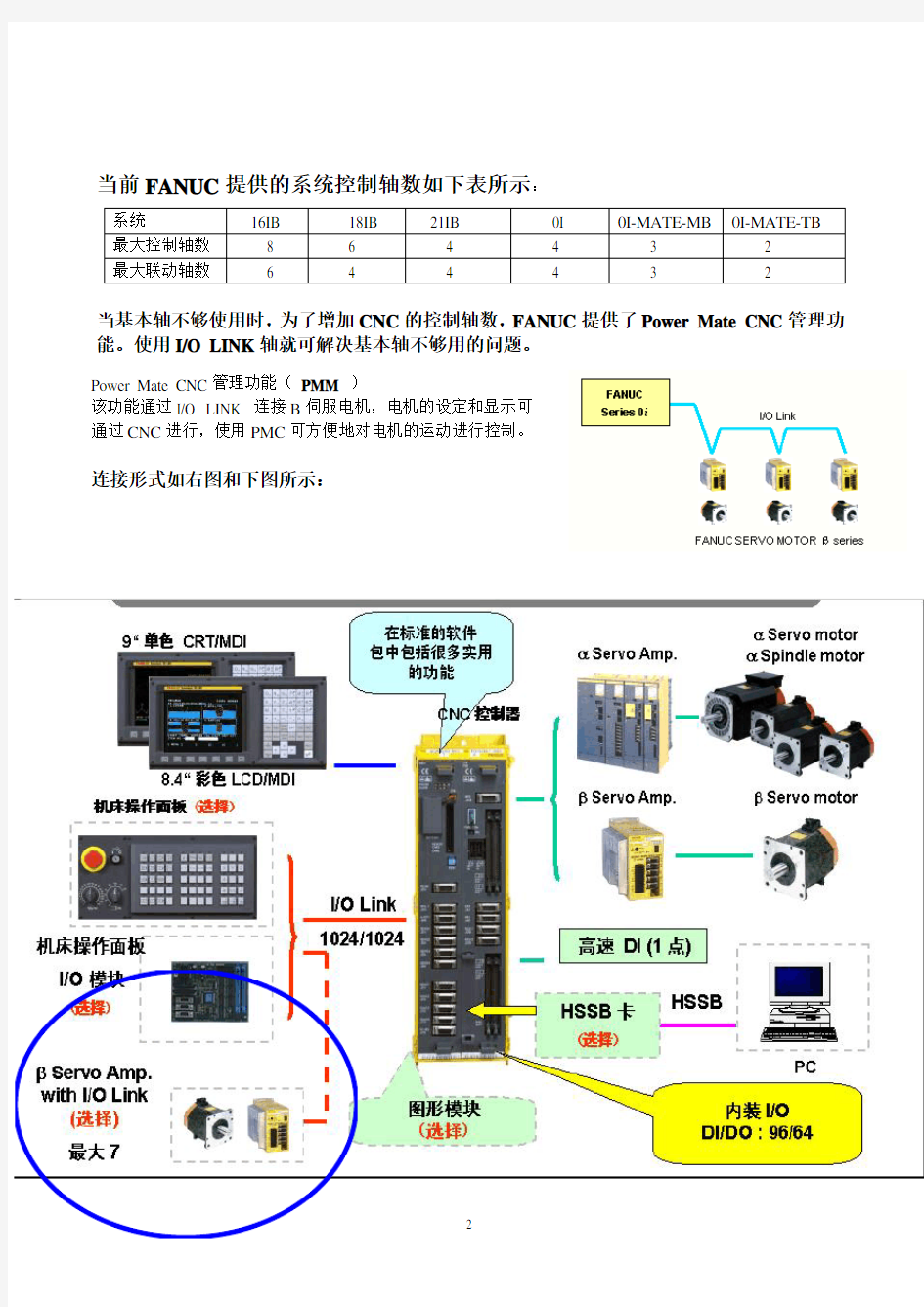
当前FANUC提供的系统控制轴数如下表所示:
当基本轴不够使用时,为了增加CNC的控制轴数,FANUC提供了Power Mate CNC管理功能。使用I/O LINK轴就可解决基本轴不够用的问题。
Power Mate CNC管理功能(PMM )
该功能通过I/O LINK 连接B伺服电机,电机的设定和显示可
通过CNC进行,使用PMC可方便地对电机的运动进行控制。
连接形式如右图和下图所示:
例: X 从 X20分配 Y 从 Y20分配
(由于I/O LINK 轴通过I/O LINK 与系统连接,服从I/O LINK 的分配原则)
在设定I/O 模块的同时,确定参数960#3为0 确保CNC 与AMP 之间的通信
设置不当 ,出现54#报警 ,即 I/O 模块没有连接上。请检查该参数的设置,模块是否分配正确以及I/O LINK 电缆是否连接正确。
每个I/O LINK 控制轴占用I/O LINK 的128输入点和128输出点。B 伺服放大器通过这128输入点,128输出点连接到主系统,即CNC 。主系统中的梯形图通过I/O LINK 接口来给B 放大器传送运动指令并监测其运行状态。
硬件接线:
B 放大器 JA35 EX IO 中接线的说明
当不使用外部减速挡块时,默认设置为0,采用无挡块回零方式
B 放大器 JA34 PLS IN 中接线的说明
此接口用于外接脉冲发生器,需要特殊说明的是它不能直接用于连接我们常用的手摇脉冲发生器,它需要有一个FANUC 提供转接接口,另外使用此接口为选择功能。需要单独选择方可使用。
急停
互锁
+ 超程 —超程
I/O LINK轴有自己单独的参数设定画面和位置画面
1)I/O LINK的参数画面,I/O LINK相关参数均在此画面进行设定
2)I/O LINK的参数画面,此画面可监控I/O LINK轴运动状态(位置/速度)
参数设置:
与普通的伺服电机具有类似的伺服设定(以10mm螺距,1:1减速比为例)
电机代码
指令倍乘比
每转的脉冲数(分子)
每转的脉冲数(分母)
运动方向
参考计数器容量
例:
初始化
信号:
信号相对简单,一旦模块分配完成,各信号地址就确定。
(如:前面定义的y为20,则ST信号的地址就确定为Y20.7)
这里的Y地址是CNC-- AMP ,控制AMP执行指定的动作,作用相当于平时所用的G地址信号。
这里的X地址是AMP-- CNC 即AMP反馈给CNC的信息,目前AMP处在何种状态,作用相当于平时所用的F地址信号
操作:
IO LINK控制方式
由信号DRC的状态决定
在操作时两种接口可以切换,但是由于两种接口的时序不同,
改变时梯形图也要相应改变,通常上电时不要进行切换。
IO LINK运行方式
大部分操作都是在JOG和AUTO两种方式下进行
它的方式可以独立于系统本身(HOST),可以不受CNC(HOST)方式的影响
通常与HOST的工作方式并在一起, 保持一致。
Y22 Y23 Y26
|
例:
当要实现有挡块返回参考点操作时,首先要让B放大器处于JOG方式,Y22#4—#7定义为4,Y22#0—#3定义为15,同时按下+X 或—X。即可实现返回参考点的操作。
具体时序参照
<
参数的保存:
在PMM参数画面的操作与常规的参数输入/输出方法相同,保存形式主要有两种:
1把参数以程序的形式,转到我们平时可以看到的系统程序画面
2 把参数传到存储卡(960#1设1)
操作如图所示:
1.)在PMM画面选择要传出的相关组的参数画面
2.按下软键[
按下菜单扩展键[ ? ],出现[READ] ,[PUNCH]
3.按下[READ]键,再[EXEC]
但是它的输入/输出是AMP (B放大器) 与CNC MEMORY 之间。
当AMP-→CNC [ READ ]
CNC-→AMP [ PUNCH ]
关于存储的程序号:
在8760中设定所传出参数的程序号范围
当8760中设定2000时传出的参数的程序号为2010 (即:2000+N x10 )
注:N为该I/O LINK组号
说明:
以上介绍均以0I-A为基础,由于同属于一个系列,对于目前使用的0I / 0I-MATE 同样适用。