质量控制计划QCP
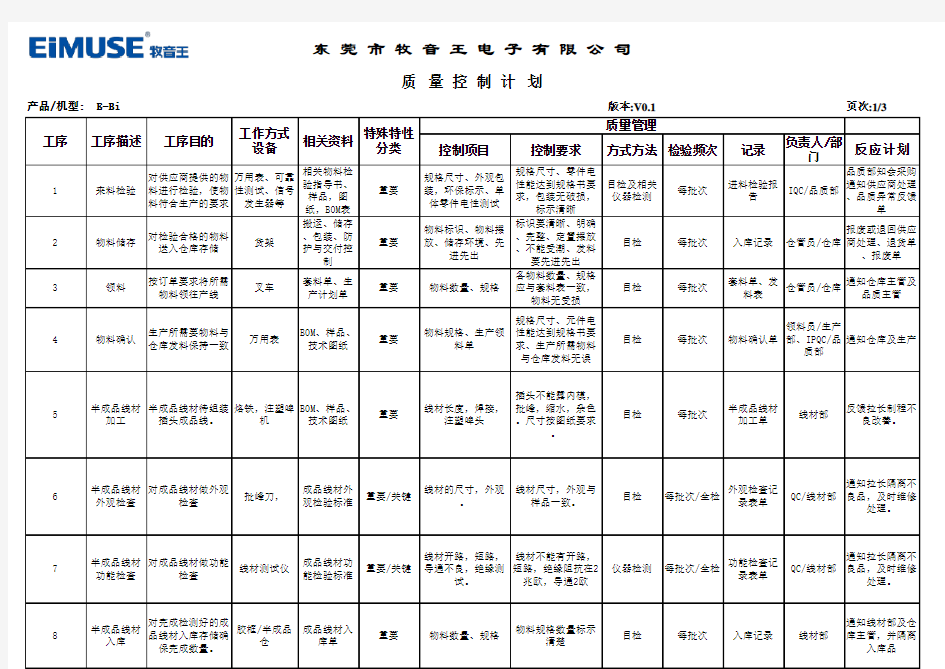

版本:V0.1页次:1/3
控制项目控制要求方式方法检验频次记录负责人/
部门
反应计划
1来料检验对供应商提供的
物料进行检验,
使物料符合生产
的要求
万用表、可靠
性测试、信号
发生器等
相关物料检
验指导书、
样品,图
纸,BOM表
重要
规格尺寸、外观包
装,环保标示、单
体零件电性测试
规格尺寸、零件电
性能达到规格书要
求,包装无破损,
标示清晰
目检及相关
仪器检测
每批次
进料检验报
告
IQC/品质部
品质部知会采
购通知供应商
处理、品质异
常反馈单
2物料储存对检验合格的物
料送入仓库存储
货架
搬运、储存
、包装、防
护与交付控
制
重要
物料标识、物料摆
放、储存环境、先
进先出
标识要清晰、明确
、完整、定置摆放
、不能受潮、发料
要先进先出
目检每批次入库记录仓管员/仓库
报废或退回供
应商处理、退
货单、报废单
3领料按订单要求将所
需物料领往产线
叉车
套料单、生
产计划单
重要物料数量、规格
各物料数量、规格
应与套料表一致,
物料无受损
目检每批次
套料单、发
料表
仓管员/仓库
通知仓库主管
及品质主管
4物料确认生产所需要物料
与仓库发料保持
一致
万用表
BOM、样品、
技术图纸
重要
物料规格、生产领
料单
规格尺寸、元件电
性能达到规格书要
求、生产所需物料
与仓库发料无误
目检每批次物料确认单
领料员/生产
部、IPQC/品
质部
通知仓库及生
产
5半成品线材
加工
半成品线材待组
装插头成品线。
烙铁,注塑啤
机
BOM、样品、
技术图纸
重要
线材长度,焊接,
注塑啤头
插头不能露内模,
批峰,缩水,杂色
。尺寸按图纸要求
。
目检每批次
半成品线材
加工单
线材部
反馈拉长制程
不良改善。
6半成品线材
外观检查
对成品线材做外
观检查
批峰刀,
成品线材外
观检验标准
重要/关键
线材的尺寸,外观
。
线材尺寸,外观与
样品一致。
目检每批次/全检
外观检查记
录表单
QC/线材部
通知拉长隔离
不良品,及时
维修处理。
7半成品线材
功能检查
对成品线材做功
能检查
线材测试仪
成品线材功
能检验标准
重要/关键
线材开路,短路,
导通不良,绝缘测
试。
线材不能有开路,
短路,绝缘阻抗在2
兆欧,导通2欧
仪器检测每批次/全检
功能检查记
录表单
QC/线材部
通知拉长隔离
不良品,及时
维修处理。
8半成品线材
入库
对完成检测好的
成品线材入库存
储确保完成数量
。
胶框/半成品
仓
成品线材入
库单
重要物料数量、规格
物料规格数量标示
清楚
目检每批次入库记录线材部
通知线材部及
仓库主管,并
隔离入库品工作方式
设备
相关资料
特殊特性
分类
质量管理
工序工序描述工序目的产品/机型: E-Bi
版本:V0.1页次:2/3
控制项目控制要求方式方法检验频次记录负责人/
部门
反应计划
9IQC半成品线
材抽检
对线材部提供的
物料进行检验,
使物料符合生产
的要求
线材测试仪/
卷尺
成品线材图
纸/BOM表/线
材检验基准
书
重要
规格尺寸、外观,
线材电性测试。
规格尺寸、外观,
线材电性测试与样
品一致。
仪器检测/目
检
每批次
进料检验记
录报告
IQC/品质部
通知线材部反
工处理
10成品组装对每部件进行组
装成品。
WI作业指书/
电批/烙铁/锡
线
生产计划表/
排拉表/首检
表/样品/烙
铁温度记录/
电批扭力记
录
重要作业流程/作业标准
员工按WI作业要求
作业。
WI作业指导
书
每批次
修理报表/生
产日报表
作业员/生产
部
反馈拉长制程
不良改善。
11IPQC制程检
验
督察生产制程不
良
扭力计/温度
计/卷尺/卡尺
/万用表
BOM、样品、
技术图纸
重要/关键
检查员工是否工艺
要求作业。
要求员工按工艺要
求作业。员工不能
私自作业。
产线巡察每时段
IPQC巡检表/
品质异常单
IPQC/品质部
通知PIE分析处
理品质异常
12成品组装后
QC外观检查
检查组装好的成
品外观是否达到
要求
塞规
SIP检验指导
书
重要/关键
咪杆尺寸长度,咪
壳打胶水,咪壳组
装方向
咪杆SR到装磁帽尺
寸40±3MM/咪壳标
识朝咪端。
目检/测量检
测
每批次/全检QC测试报表QC/品质部
通知拉长及
IPQC,并隔离
不合格产品
13成品组装后
QC功能检查
检查组装好的成
品功能是否达到
客户要求
测试盒
SIP检验指导
书
重要/关键电性是否达到要求
咪的受话清晰,无
电流声,啸叫。
测试治具每批次/全检QC测试报表QC/品质部
通知拉长及
IPQC,并隔离
不合格产品
14包装将耳机按要求装
入包装箱。
磅秤
WI作业指导
书
重要
包装数量、包装方
式
包装方式应符合作
业指导书的要求,
不能多包、少包
称重每箱送检单
操作员/生产
部
通知拉长
15QA抽检检查耳机外观、
功能是否达到要
求
测试盒
SIP检验指导
书
重要/关键
耳机外观、功能是
否达到要求
咪的受话清晰,无
电流声。外观要求
无赃物,胶水,破
损。
目检/测试治
具
每批次
成品出货检
验报告/批退
单
QA/品质部
通知拉长,批
退生产线,并
隔离不合格产
品
产品/机型: E-Bi
工序工序描述工序目的工作方式
设备
相关资料
特殊特性
分类
质量管理
版本:V0.1
页次:3/3
控制项目
控制要求
方式方法检验频次
记录
负责人/部门
反应计划
16入库合格品入仓库叉车搬运、储存、包装、防护与交付控
制
重要
依入库单确认机种
及数量是否正确
外箱是否盖有QA
PASS章,机种及数
量是否正确
目检全检入库单
入库员/生产部、仓管员/PMC 通知拉长及仓库主管,并隔离入库品
制定:何爱勤审核:批准:
产品/机型: E-Bi
工作方式设备相关资料
特殊特性
分类
质量管理
工序工序描述工序目的