数控机床定位精度与激光干涉仪测试曲线分析报告
定位精度与激光干涉仪线性分析报告
一、数控机床定位精度常见误差曲线及分析
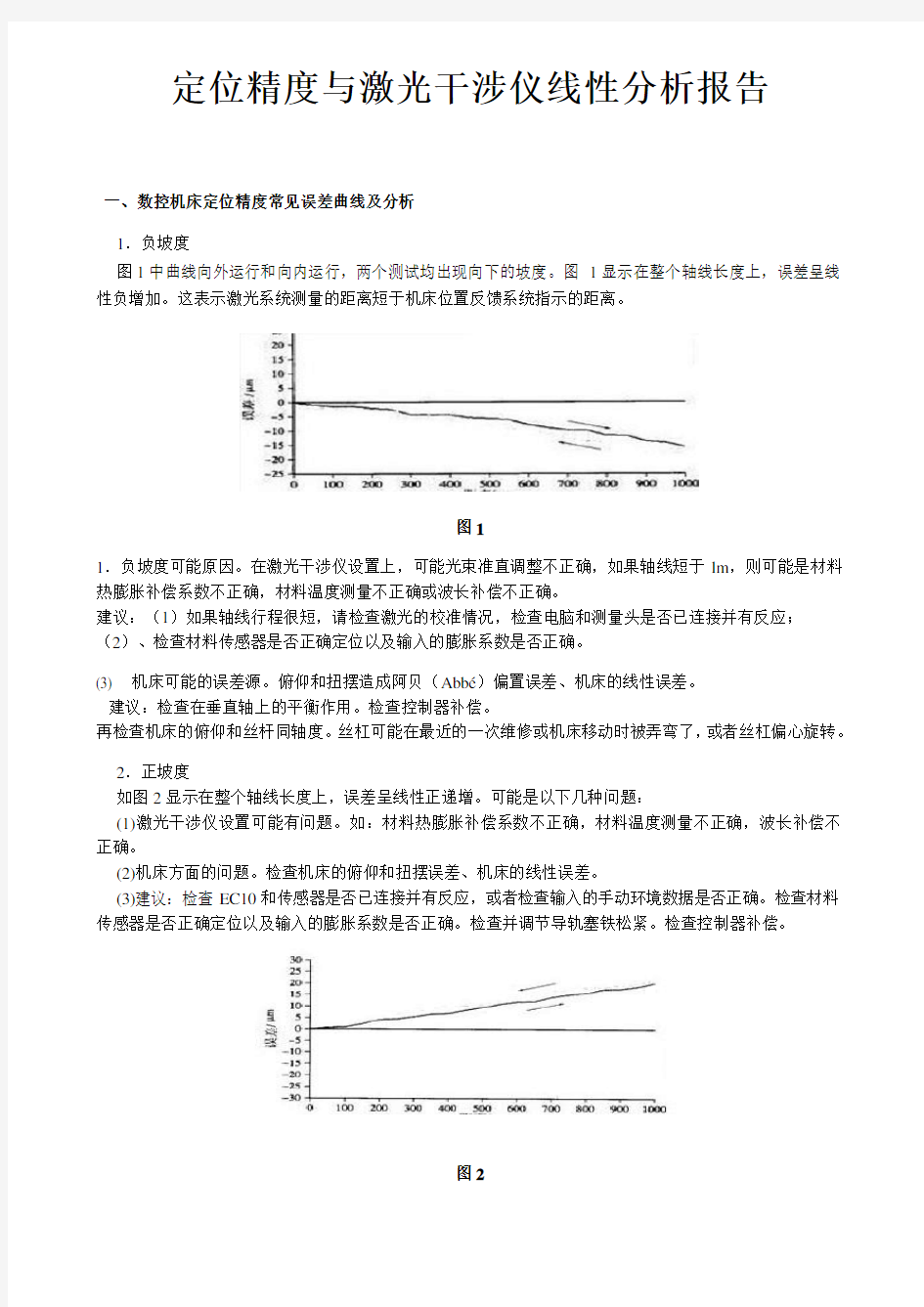
1.负坡度
图1中曲线向外运行和向内运行,两个测试均出现向下的坡度。图1显示在整个轴线长度上,误差呈线性负增加。这表示激光系统测量的距离短于机床位置反馈系统指示的距离。
图1
1.负坡度可能原因。在激光干涉仪设置上,可能光束准直调整不正确,如果轴线短于lm,则可能是材料热膨胀补偿系数不正确,材料温度测量不正确或波长补偿不正确。
建议:(1)如果轴线行程很短,请检查激光的校准情况,检查电脑和测量头是否已连接并有反应;(2)、检查材料传感器是否正确定位以及输入的膨胀系数是否正确。
(3) 机床可能的误差源。俯仰和扭摆造成阿贝(Abbé)偏置误差、机床的线性误差。
建议:检查在垂直轴上的平衡作用。检查控制器补偿。
再检查机床的俯仰和丝杆同轴度。丝杠可能在最近的一次维修或机床移动时被弄弯了,或者丝杠偏心旋转。
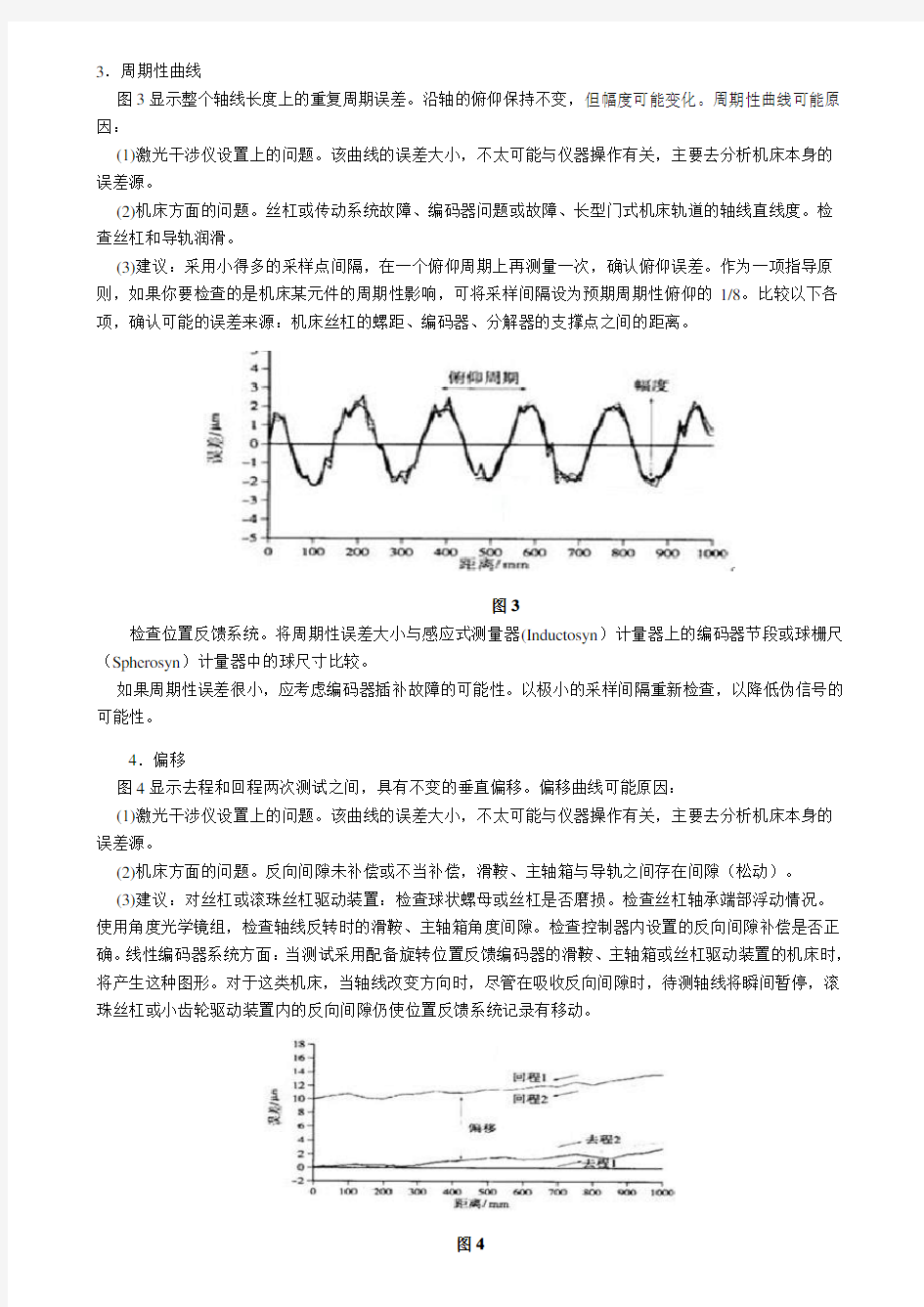
2.正坡度
如图2显示在整个轴线长度上,误差呈线性正递增。可能是以下几种问题:
(1)激光干涉仪设置可能有问题。如:材料热膨胀补偿系数不正确,材料温度测量不正确,波长补偿不正确。
(2)机床方面的问题。检查机床的俯仰和扭摆误差、机床的线性误差。
(3)建议:检查EC10和传感器是否已连接并有反应,或者检查输入的手动环境数据是否正确。检查材料传感器是否正确定位以及输入的膨胀系数是否正确。检查并调节导轨塞铁松紧。检查控制器补偿。
图2
3.周期性曲线
图3显示整个轴线长度上的重复周期误差。沿轴的俯仰保持不变,但幅度可能变化。周期性曲线可能原因:
(1)激光干涉仪设置上的问题。该曲线的误差大小,不太可能与仪器操作有关,主要去分析机床本身的误差源。
(2)机床方面的问题。丝杠或传动系统故障、编码器问题或故障、长型门式机床轨道的轴线直线度。检查丝杠和导轨润滑。
(3)建议:采用小得多的采样点间隔,在一个俯仰周期上再测量一次,确认俯仰误差。作为一项指导原则,如果你要检查的是机床某元件的周期性影响,可将采样间隔设为预期周期性俯仰的1/8。比较以下各项,确认可能的误差来源:机床丝杠的螺距、编码器、分解器的支撑点之间的距离。
图3
检查位置反馈系统。将周期性误差大小与感应式测量器(Inductosyn)计量器上的编码器节段或球栅尺(Spherosyn)计量器中的球尺寸比较。
如果周期性误差很小,应考虑编码器插补故障的可能性。以极小的采样间隔重新检查,以降低伪信号的可能性。
4.偏移
图4显示去程和回程两次测试之间,具有不变的垂直偏移。偏移曲线可能原因:
(1)激光干涉仪设置上的问题。该曲线的误差大小,不太可能与仪器操作有关,主要去分析机床本身的误差源。
(2)机床方面的问题。反向间隙未补偿或不当补偿,滑鞍、主轴箱与导轨之间存在间隙(松动)。
(3)建议:对丝杠或滚珠丝杠驱动装置:检查球状螺母或丝杠是否磨损。检查丝杠轴承端部浮动情况。使用角度光学镜组,检查轴线反转时的滑鞍、主轴箱角度间隙。检查控制器内设置的反向间隙补偿是否正确。线性编码器系统方面:当测试采用配备旋转位置反馈编码器的滑鞍、主轴箱或丝杠驱动装置的机床时,将产生这种图形。对于这类机床,当轴线改变方向时,尽管在吸收反向间隙时,待测轴线将瞬间暂停,滚珠丝杠或小齿轮驱动装置内的反向间隙仍使位置反馈系统记录有移动。
图4
5.喇叭状
图5显示,在去程测试中出现向下的坡度,回程测试为去程测试的镜像。去程和回程测试之间的偏差(或滞后或反向间隙)随轴线离开受驱动端而逐渐提高。燕尾状图形可能原因:
(1)激光干涉仪设置上的问题:该曲线的误差大小,不太可能与仪器操作有关,主要去分析机床本身的误差源。
(2)机床方面的问题。滚珠丝杠扭转、导轨太紧、使用的误差补偿值不正确。此类图形表示滚珠丝杠发生扭转。当转动滚珠丝杠所需的扭矩太高,丝杠自身开始发生变形(扭曲)时,将出现滚珠丝杠扭转。扭曲量随着滚珠丝杠的螺帽离开受驱动端而逐渐提高。若导轨或丝杆螺母副很紧或咬着,或滚珠丝杠自身强度不够,可能发生滚珠丝杠扭转。垂直轴线的平衡块重量不足也会引起这个问题。
当机床逐渐离开起始点时,转动滚珠丝杠所需的扭矩使它发生扭曲。如果编码器安装在滚珠丝杠的受驱动端,它转动的角度将比在对端要稍大一点。
图5
例如:在具有紧导轨或尺寸过小的滚珠丝杠的机床上,转动丝杠所需的扭矩,足以使丝杠扭曲0.5°/m。因此,如果滚珠丝杠的俯仰误差值是l0mm,这个扭曲相当于lm具有0.014mm的总线性误差。在去程测试中,由于这个扭曲,机床位置编码器的读数每lm将增加0.014mm。再看看回程测试,即运行方向相反的情况。当滚珠丝杠改变方向时,开始逐渐放松直到没有扭曲,然后在往相反的方向移动时,它又开始逐渐扭曲,直到施加足够的扭矩使机床轴线重新移动为止。在这个放松和重新扭曲的过程中,机床保持静止不动,激光记录无移动,但是位置编码器在滚珠丝杠的回程(受驱动)端部,将观察到丝杠发生旋转(扭曲)。这个反向效果给出的特性图显示,回程测试为去程测试的镜像。
(3)建议:检查机床的俯仰和丝杆同轴度,丝杠可能偏心旋转。检查并调节导轨塞铁。检查控制器补偿。
图6显示在整个测试过程中误差都呈增加的趋势。它的一个重要特性是,甚至在设为基准值或零的轴线位置土时,误差还在增加。
(1)锯齿形可能原因。激光干涉仪设置上可能有间题、丝杠误差、光学镜组的热漂移。机床方面的问题:机械故障、编码器反馈不可靠。
(2)建议如果误差很小(几个微米),可以在光学镜组彼此靠近时,设为基准值并重做测试。确保光学镜组已有充分的时间适应环境温度。开始测试之前,让机床预热。
如果温度或其他环境条件在测试期间发生变化,则可能的原因是,激光设为基准值时,由于固定和移动光学镜组之间有间隙而引起的丝杠误差。确保在重新测试之前,尽可能降低丝杠产生误差的可能性。
另一种可能是,由光学镜组适应环境引起的热漂移。在重新测试之前,确保光学镜已有足够的时间适应环境温度。
若丝杠误差和热漂移都不是引起误差的原因,则有可能是机械漂移。可能机床轴线相对机床位置反馈系统发生移动,这可能是由编码器或线性计量仪安装不牢固引起。可能是电机的热量传到机床的机体中使机床的温度逐渐提高。若是这种情况,可以合理预测在一定次数的测试之后。误差(单向)增加的速度将逐渐降低,因为有这种可能性,即怀疑产生移动的组件因热膨胀而移动的距离会受到物理性限制。机械漂移最有可能产生负误差,并且所产生的坡度会是一个方向比另一个方向扁平。
可能是编码器信号噪音造成控制器的脉冲计数增加,也可能编码器信号电平与控制器输入不兼容。
图6
7.花瓣形
图7显示误差随着时间和距离不断增加花瓣形可能原因:
(1)激光干涉仪设置上可能有问题,材料温度传感器定位不正确或者膨胀系数不正确。
(2)机床方面的原因。滚珠丝杠在测试期问温度提高、机床温度改变。如果机床的滚珠丝杠在测试期间温度提高,将产生此类图形。每次测试的特性曲线图显示误差随时间而增加。为保证测试的精确度,建议在开始校准之前要让机床完全预热。
在以上例图中,安装滚珠丝杠的端部可能正好与行程起始点重合,并且可在另一端产生轴向浮动。如果滚珠丝杠在对端受到限制,图形将显示负坡度。
图7
图8显示误差呈线性增加,误差在行程最远端机床反转时出现跃升。然后,在回程测试回到与轴线起始点时,回到同样位置上。三角形可能原因:
(1)激光干涉仪设置上可能有问题。该曲线的误差大小,不太可能与仪器操作有关,主要去分析机床本身的误差源。
(2)机床方面的原因。在轴线外端部因导轨磨损而出现偏转。大机床上各齿条段对准不佳或装配不佳,线性编码器或感应式测量器(inductosyn)分段对准不佳或装配不佳。
图8
三、总结
机床本身精度不佳会带来上述各种误差,但也不能排除在某种情况下激光干涉仪操作不当也是会带来较大误差。伺服电机参数设置不当、电机与丝杆连接误差、检查机床的俯仰和丝杆同轴度。丝杠或传动系统故障、编码器问题或故障都会影响或被放大线性,影响机床精度。
为了让调试者直接准确的找到问题分析方法,建议:
(1)车间激光干涉仪检测前机床须做到:机床润滑充足,机床预热(跑和1小时),检查激光校准情况及稳定情况。检查材料温度测量不正确或波长补偿合理性。
(2)维修者:多用量表,检具检查机床各项几何精度和各驱动部件锁紧情况,尽量避免强行拉丝杆、敲轴承从而影响机床部件精度。
数控机床体积定位精度
高等学校全国优秀博士学位论文作者专项资金资助项目(200131) 云南省省院省校科技合作项目(200YSJ02) 数控机床体积定位精度的测量与补偿 关贺 杨建国 窦小龙 邓卫国 (上海交通大学机械工程学院,200030,上海) Charles Wang (Optodyne Incorporation,United States) 摘要:本文介绍一种使用激光多普勒位移测量仪,对数控机床进行体积误差检测的激光矢量测量新方法。该方法可以方便而快速的检测出机床的体积定位精度,包括3个定位误差、6个直线度误差和3个垂直度误差;同时还可以根据测量的体积定位误差数据生成误差补偿的代码,进而可以对其进行体积定位误差的补偿,大幅度提高了数控机床加工精度。 关键词: 数控机床 体积误差 激光测量 补偿 1 引言 数控机床的体积定位精度包括线性位移误差、直线度误差、垂直度误差、角偏和刚性误差,这些误差决定了数控机床的精度性能。对于现代的数控机床,在假设误差是可重复的并可 以测量的情况下[1、2] ,通过软件补偿可以大大提高机床的精度性能。该方法的性能价格比较高是提高机床精度的一个较好的方法。 数控机床由于其本身的运动比较复杂,因此其运动过程中产生的各种误差相对来说也比较复杂。以三轴加工中心为例,有21项误差元素,如图1所示。目前所采用的测量方法很多,其中大多都是利用激光测量。传统的方法对机床的体积定位精度的完整检测非常复杂和耗时。鉴于上述原因,许多国际化标准组织推荐了一种沿体对角线进行测量的方法。所谓体对角线就是指在空间直角坐标系中,由机床工作台三个进给方向上的最大行程所围成的长方体的对角线。国际化标准组织推荐该法的主要原因是体对角线的测量对各种误差元素非常敏感。但是该法的一个致命的缺陷是在测量过程中它无法获得足够的信息用于分离各误差元素。 X-Z 垂直度误差εxz Y-Z 定位误差δy(Y) X 向直线度误差δx(Y) 滚动误差εy(Y) εx(Y) 偏转误差 εz(Y) X-AXIS Y-AXIS Z-A XIS Z 向直线度误差δz(Y) X-Y 垂直度误差εxy 图1 21项误差元素 本文介绍一种新的激光矢量测量方法—激光多步矢量法,利用激光多谱勒测量仪[3]进行多步的体对角线测量可以很容易地根据矢量原理测量出机床的各项误差。这里应用该方法我们对一台数控机床进行了检测,再通过补偿,提高了机床的精度。 2 激光多步矢量法 2.1 传统的体对角线测量 体对角线测量法由于其检测的快速性曾经备受推荐[4]。该方法和激光线性位移测量方法基本相同,唯一不同的地方在于体对角线测量法将激光束的方向沿着对角线方向,而线性位移测量是将激光束的方向沿着坐标轴的运动方向。具体的操作如下:先校准激光束的方向,使之平行于体对角线方向;将一块反射镜通过磁性座安装在主轴上,然后就可移动主轴进行测量 。如图2所示,机床共有四条体对角线,可以先从任何一条体对角线开始测量。例如从左下角a 沿着对角线方向到右上角g 。从左下角a 出发,沿对角线方向移动主轴,到达体对角线上新的一点,此时可以测量到一个位移误差。假设主轴沿体对角线的位移是R ,则所测量到的误差是
数控车床检验标准
共享知识分享快乐 一.写出CAK6140数控车床检验标准 1.机床外观的检查 机床外观的检查一般可按通用机床的有关标准进行,但数控机床是高技术设备,其外观质量的要求更高。外观检查内容有:机床有无破损;外部部件是否坚固;机床各部分联结是否可靠;数控柜中的MDI/CRT单元、位置显示单元、各印制电路板及伺服系统各部件是否有破损,伺服电动机(尤其是带脉冲编码器的伺服电机)外壳有无磕碰痕迹。 2.机床几何精度的检查 数控机床的几何精度综合反映机床的关键零部件组装后的几何形状误差。数控机床的几 何精度检查和普通机床的几何精度检查基本类似,使用的检查工具和方法也很相似只是检查要求更高。每项几何精度的具体检测办法和精度标准按有关检测条件和检测标准的规定进行。 同时要注意检测工具的精度等级必须比所测的几何精度要高一级。现以一台普通立式加工中心为例,列出其几何精度检测的内容: 1)工作台面的平面度。 2)各坐标方向移动的相互垂直度。 3)X坐标方向移动时工作台面的平行度。 4)Y坐标方向移动时工作服台面的平行度。 5)X坐标方向移动时工作台T形槽侧面的平行度。 6)主轴的轴向窜动。 7)主轴孔的径向圆跳动。 8)主轴沿Z坐标方向移动时主轴轴心线的平行度。 9)主轴回转轴心线对工作台面的垂直度。 10)主轴箱在Z坐标方向移动的直线度。 对于主轴相互联系的几何精度项目,必须综合调整,使之都符合允许的误差。如立式加工中心的轴和轴方向移动的垂直误差较大,则可以调整立柱底部床身的支承垫铁,使立柱适当前倾或后仰,以减少这项误差。但是这也会改变主轴回转轴心线对工作台面的垂直度误差,因此必须同时检测和调整,否则就会由于这一项几何精度的调整造成另一项几何精度不合格。 机床几何精度检测必须在地基及地脚螺栓的混凝土完全固化以后进行。考虑到地基的稳定时间过程,一般要求在机床使用数月到半年以后再精调一次水平。 检测机床几何精度常用的检测工具有:精密水平仪、900角尺、精密方箱、平尺、平行光管、千分表或测微仪以及高精度主轴心棒等。各项几何精度的检测方法按各机床的检测条件规定。各种数控机床的检测项目也略有区别,如卧式机床比立式机床多几项与平面转台有关的几何精度。在检测中要注意消除检测工具和检测方法的误差,同时应在通电后各移动坐标往复运动几次,主轴在中等转速回转几分钟后,机床稍有预热的状态下进行检测。 3.机床性能及数控功能的试验 根据《金属切削机床试验规范总则》的规定,试验项目包括可靠性、静刚度、空运转振动、热变形、抗振性切削、噪声、激振、定位精度、主轴回转精度、直线运动不均匀性及加工精度等。在进行机床验收时,各验收内容需按照机床出厂标准进行。 1.机床定位精度的检查 数控机床的定位精度是表明机床各运动部件在数控装置控制下所能达到的运动精度。因此,更具实测的定位精度数值,可以判断出该机床以后在自动加工中所能达到的最好的加工精度。.
数控车床几何精度检测
数控车床几何精度检测 1.床身导轨的直线度和平行度 ☆纵向导轨调平后,床身导轨在垂直平面内的直线度 检验工具:精密水平仪 检验方法:如0001 所示,水平仪沿Z 轴向放在溜板上,沿导轨全长等距离地在各位置上检验,记录水平仪的读数,并记入“报告要求”中的表 1 中,并用作图法计算出床身导轨在垂直平面内的直线度误差。 ☆横向导轨调平后,床身导轨的平行度 检验工具:精密水平仪 检验方法:如0002 所示,水平仪沿X 轴向放在溜板上,在导轨上移动溜板,记录水平仪读数,其读数最大值即为床身导轨的平行度误差。
2.溜板在水平面内移动的直线度 检验工具:指示器和检验棒,百分表和平尺 检验方法:如0003 所示,将直验棒顶在主轴和尾座顶尖上;再将百分表固定在溜板上,百分表水平触及验棒母线;全程移动溜板,调整尾座,使百分表在行程两端读数相等,检测溜板移动在水平面内的直线度误差。 3.尾座移动对溜板移动的平行度 ☆垂直平面内尾座移动对溜板移动的平行度 ☆水平面内尾座移动对溜板移动的平行度 检验工具:百分表 检验方法:如0004 所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第二个百分表的读数为零,使尾座与溜板相对距离保持不变。按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相应指示出平行度误差。或沿行程在每隔300mm 处记录第一个百分表读数,百分表读数的最大差值即为平行度误差。第一个指示器分别在图中ab 位置测量,误差单独计算。
4.主轴跳动 ☆主轴的轴向窜动 ☆主轴的轴肩支承面的跳动 检验工具:百分表和专用装置 检验方法:如0005 所示,用专用装置在主轴线上加力 F ( F 的值为消除轴向间隙的最小值),把百分表安装在机床固定部件上,然后使百分表测头沿主轴轴线分别触及专用装置的钢球和主轴轴肩支承面;旋转主轴,百分表读数最大差值即为主轴的轴向窜动误差和主轴轴肩支承面的跳动误差 5.主轴定心轴颈的径向跳动 检验工具:百分表 检验方法:如0006 所示,把百分表安装在机床固定部件上,使百分表测头垂直于主轴定心轴颈并触及主轴定心轴颈;旋转主轴,百分表读数最大差值即为主轴定心轴颈的径向跳动误差
数控机床精度校验检测
数控机床精度检测 数控机床的高精度最终是要靠机床本身的精度来保证,数控机床精度包括几何精度和切削精度。另一方面,数控机床各项性能的好坏及数控功能能否正常发挥将直接影响到机床的正常使用。因此,数控机床精度检验对初始使用的数控机床及维修调整后机床的技术指标恢复是很重要的。 1、检验所用的工具 1.1、水平仪 水平:0.04mm/1000mm 扭曲:0.02mm/1000mm 水平仪的使用和读数 水平仪是用于检查各种机床及其它机械设备导轨的直线度、平面度和设备安装的水平性、垂直性。 使用方法: 测量时使水平仪工作面紧贴在被测表面,待气泡完全静止后方可读数。水平仪的分度值是以一米为基长的倾斜值,如需测量长度为L的实际倾斜值可以通过下式进行计算: 实际倾斜值=分度值×L×偏差格数
水平仪的读数:水平仪读数的符号,习惯上规定:气泡移动方向和水平移动方向相同时读数为正值,相反时为负值。 1.2、千分表
1.3、莫氏检验棒
2、检验内容 2.1、相关标准(例) ?加工中心检验条件第2部分:立式加工中心几何精度检验JB/T8771.2-1998 ?加工中心检验条件第7部分:精加工试件精度检验JB/T8771.7-1998 ?加工中心检验条件第4部分:线性和回转轴线的定位精度和重复定位精度检验JB/T8771.4-1998 ?机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定JB/T17421.2-2000 加工中心技术条件JB/T8801-1998 2.2、检验内容 精度检验内容主要包括数控机床的几何精度、定位精度和切削精度。 2.2.1、数控机床几何精度的检测 机床的几何精度是指机床某些基础零件本身的几何形状精度、相互位置的几何精度及其相对运动的几何精度。机床的几何精度是综合反映该设备的关键机械零部件和组装后几何形状误差。数控机床的基本性能检验与普通机床的检验方法差不多,使用的检测工具和方法也相似,每一项要独立检验,但要求更高。所使用的检测工具精度必须比所检测的精度高一级。其检测项目主要有: 直线度 一条线在一个平面或空间内的直线度,如数控卧式车床床身导轨的直线度。 部件的直线度,如数控升降台铣床工作台纵向基准T形槽的直线度。 运动的直线度,如立式加工中心X轴轴线运动的直线度。 平面度(如立式加工中心工作台面的平面度) 测量方法有:平板法、平板和指示器法、平尺法、精密水平仪法和光学法。 平行度、等距度、重合度 线和面的平行度,如数控卧式车床顶尖轴线对主刀架溜板移动的平行度。 运动的平行度,如立式加工中心工作台面和X轴轴线间的平行度。 等距度,如立式加工中心定位孔与工作台回转轴线的等距度。 同轴度或重合度,如数控卧式车床工具孔轴线与主轴轴线的重合度。 垂直度 直线和平面的垂直度,如立式加工中心主轴轴线和X轴轴线运动间的垂直度; 运动的垂直度,如立式加工中心Z轴轴线和X轴轴线运动间的垂直度。 旋转 径向跳动,如数控卧式车床或主轴定位孔的径向跳动。 周期性轴向窜动,如数控卧式车床主轴的周期性轴向窜动。 端面跳动,如数控卧式车床主轴的卡判定位端面的跳动。 2.2.2、机床的定位精度检验 数控机床的定位精度是测量机床各坐标轴在数控系统控制下所能达到的位置精度。根据实测的定位精度数值判断机床是否合格。其内容有:
数控机床精度的检测龚正伟
数控机床精度的检测 论文关键词: 数控机床;几何精度;定位精度;切削精度;检测与注意事项。 论文摘要: 现代数控机床集合了电子计算机、伺服系统、自动控制系统、精密测量系统及新型机构等先进技术,能够加工形状复杂、精密、批量零件,并且具有加工精度高、生产效率高、适应性强等特点。随着我国制造业的快速发展,数控机床在机械制造业已得到广泛应用,且对数控机床的精度要求也越来越高。如何检测数控机床的精度,正成为各行业用户在验收与维护数控机床时非常关注的问题。机床的精度主要包括机床的几何精度、机床的定位精度和机床的切削精度。根据我在日常工作中所积累的经验,就这些精度的检测项目、检测方法及注意事项进行综合的说明: 检验目的:了解进行数控机床几何精度检测、加工精度检测常用的工具及其使用方法 检验要求:了解ISO标准、GB中常见的数控机床几何精度及加工精度检测项目标准数据,掌握数控机床几何精度、加工精度检测方法。 检验内容:机床调平、常见几何精度检测、常见加工精度检测 数控车床精度检测 1.床身导轨的直线度和平行度 检验工具:精密水平仪 检验方法:(1)水平仪沿Z 轴向放在溜板上,沿导轨全长等距离在各位置上检验,记录水平仪的读数,并计算出床身导轨在垂直平面内的直线度误差。(2)水平仪沿X 轴向放在溜板上,在导轨上移动溜板,记录水平仪读数,其读数最大值即为床身导轨的平行度误差。2.溜板在水平面内移动的直线度 检验工具:指示器和检验棒,百分表和平尺 检验方法:将直验棒顶在主轴和尾座顶尖上;再将百分表固定在溜板上,百分表水平触及验棒母线;全程移动溜板,调整尾座,使百分表在行程两端读数相等,检测溜板移动在水平面内的直线度误差。 3.主轴跳动 检验工具:百分表和专用装置 检验方法:用专用装置在主轴线上加力 F ( F 的值为消除轴向间隙的最小值),把百分表安装在机床固定部件上,然后使百分表测头沿主轴轴线分别触及专用装置的钢球和主轴轴肩支承面;旋转主轴,百分表读数最大差值即为主轴的轴向窜动误差和主轴轴肩支承面的跳动误差 4.主轴锥孔轴线的径向跳动 检验工具:百分表和验棒 检验方法:将检验棒插在主轴锥孔内,把百分表安装在机床固定部件上,使百分表测头垂直触及被测表面,旋转主轴,记录百分表的最大读数差值,在a、b 处分别测量。标记检棒与主轴的圆周方向的相对位置,取下检棒,同向分别旋转检棒90 度、180 度、270 度后重新插入主轴锥孔,在每个位置分别检测。取4次检测的平均值即为主轴锥孔轴线的径向跳动误差 5.主轴轴线(对溜板移动)的平行度 检验工具:百分表和验棒 检验方法:将检验棒插在主轴锥孔内,把百分表安装在溜板上,然后:(1)使百分表
数控机床地定位精度
数控机床的定位精度 在一份数控机床的促销文章上,机床A的“定位精度”标为0.0 04mm,而在另一生产商的样本上,同类机床B的“定位精度”标为0. 006mm。从这些数据,你会很自然地认为机床A比机床B的精度要高。然而,事实上很有可能机床B比机床A的精度要高,问题就在于机床A和B的精度分别是如何定义的。所以,当我们谈到数控机床的“精度”时,务必要弄清标准、指标的定义及计算方法。 1 精度定义 一般说来,精度是指机床将刀尖点定位至程序目标点的能力。然而,测量这种定位能力的办法很多,更为重要的是,不同的国家有不同的规定。日本机床生产商标定“精度”时,通常采用JISB6201或JISB6336或JISB6338标准。JISB6201一般用于通用机床和普通数控机床,JISB6336一般用于加工中心,JISB6338则一般用于立式加工中心。上述三种标准在定义位置精度时基本相同,文中仅以JIS B63 36作为例子,因为一方面该标准较新,另一方面相对于其它两种标准来说,它要稍稍精确一些。欧洲机床生产商,特别是德国厂家,一般采用VDI/DGQ3441标准。美国机床生产商通常采用NMTBA(N ational Machine Tool Builder's Assn)标准(该标准源于美国机床制造协会的一项研究,颁布于1968年,后经修改)。 上面所提到的这些标准,都与ISO标准相关联。当标定一台数控机床的精度时,非常有必要将其采用的标准一同标注出来。同样一
台机床,因采用不同标准会显示出不同的数据(采用JIS标准,其数据比用美国的NMTBA标准或德国VDI标准明显偏小)。 2 同样的指标,不同的含义 经常容易混淆的是:同样的指标名在不同的精度标准中代表不同的意义,不同的指标名却具有相同的含义。上述4种标准,除JIS标准之外,皆是在机床数控轴上对多目标点进行多回合测量之后,通过数学统计计算出来的,其关键不同点在于:(1)目标点的数量;(2)测量回合数;(3)从单向还是双向接近目标点(此点尤为重要);(4)精度指标及其它指标的计算方法。 这是4种标准的关键区别点描述,正如人们所期待的,总有一天,所有机床生产商都统一遵循ISO标准。因此,这里选择ISO标准作为基准。附表中对4种标准进行了比较,本文仅涉及线性精度,因为旋转精度的计算原理与之基本一致。 3 ISO标准 在所有现行的精度测量过程中,沿轴向分布的各个目标点上都假设存在一条正态分布曲线(图1)。由于是多回合的测量过程,因此对应于每个目标点来说,都存在一个实际测定点系列分布,通过对这种分布的标准偏差计算(累积,多次S),即可定义该正态曲线。 一个±3次标准偏差(记做±3s──亦即共6s)可以覆盖无限个实
数控机床精度检测项目及常用工具
数控机床精度检测项目及常用工具 随着数控技术的进一步推广应用,越来越多的数控机床利用自身带有的测头系统来进行工件、刀具尺寸检测及进行仿形数字化。要知道上述功能的实现,与机床自身的精度密切相关,若机床精度不作定期校准,则谈不上准确地完成上述工作。 雷尼绍ML10激光干涉仪线性位移测量软件可提供按下述标准进行的数据分析:BS4656英国三测机标准;BS3800英国机床标准;ISO 230-2国际标准;VDI/DGQ 3441德国工程师学会机床标准;VDI 2617德国工程师学会三测机标准;NMTBA美国机床协会标准;GB10931-89中国国家标准;ASME B89.1.12M美国机械工程师学会标准;ASME B5.54美国机械工程师学会标准;E60—099法国标准;JISB2330日本国家标准。 2 英国雷尼绍公司先进技术 英国雷尼绍公司是专门从事设计、制造高精度检测仪器与设备的世界性跨国公司。主要产品为三坐标测量机及数控机床用测头、激光干涉仪、球杆仪等,为机械制造工业提供了序前(激光干涉仪和球杆仪)、序中(数控机床用工件测头及对刀测头)和序后(三测机用测头及配置)检测的成系列质量保证手段。她的全部技术与产品都旨在保证数控机床精度,改善数控机床性能,提高数控机床效率,可保证和改善数控机床制造厂工作母机的加工精度与质量,扩大制成品的市场。 2.1ML10激光干涉仪 雷尼绍ML10激光干涉仪为机床检定提供了一种高精度仪器,它精度高,达到±1.1PPM(在0~40℃下),测量范围大(线性测长40m,任选80m),测量速度快(60m/min),分辨率高(0.001μm),便携性好。由于雷尼绍激光干涉仪具有自动线性误差补偿功能,可方便恢复机床精度,更受到用户欢迎! 为使大家进一步了解ML10激光干涉仪在检测数控机床精度方面所具有的独特优点,下面着重介绍ML10激光干涉仪在精度检测中的应用。 (1)几何精度检测可用于检测直线度、垂直度、俯仰与偏摆、平面度、平行度等。 (2)位置精度的检测及其自动补偿可检测数控机床定位精度、重复定位精度、微量位移精度等。利用雷尼绍ML10激光干涉仪不仅能自动测量机器的误差,而且还能通过RS232接口自动对其线性误差
数控机床精度及性能检验
数控机床精度及性能检验 数控机床的高精度最终是要靠机床本身的精度来保证,数控机床精度包括几何精度和切削精度。另一方而,数控机床各项性能的好坏及数控功能能否正常发挥将直接影响到机床的正常使用。因此,数控机床精度和性能检验对初始使用的数控机床及维修调整后机床的技术指标恢复是很重要的。 一、精度检验 一台数控机床的检测验收工作,是一项工作量大而复杂,试验和检测技术要求高的工作。它要用各种检测仪器和手段对机床的机、电、液、气各部分及整机进行综合性能及单项性能的检测,最后得出对该数控机床的综合评价。这项工作为数控机床今后稳定可靠地运行打下一定的基础,可以将某些隐患消除在考机和验收阶段中,因此,这项工作必须认真、仔细,并将符合要求的技术数据整理归档,作为今后设备维护、故障诊断及维修中恢复技术指标的依据。 1、几何精度检验 几何精度检验,又称静态精度检验,是综合反映机床关键零部件经组装后的综合几何形状误差。数控机床的几何精度的检验工具和检验方法类似于普通机床,但检测要求更高。 几何精度检测必须在地基完全稳定、地脚螺栓处于压紧状态下进行。考虑到地基可能随时间而变化,一般要求机床使用半年后,再复校一次几何精度:在几何精度检测时应注意测量方法及测量工具应用不当所引起的误差。在检测时,应按国家标准规定,即机床接通电源后,在预热状态下,机床各坐标轴往复运动几次,主轴故个等的转速运转十多分钟后进行。 常用的检测工具有精密水平仪、精密方箱、直角尺、平尺、平行光管、千分表、测微仪及高精度主轴心棒等。检测工具的精度必须比所测的几何精度高一个等级。 (一)卧式加工中心几何精度检验 1)x 、y 、z 坐标轴的相互垂直度。 2)工作台面的平行度。 3)x 、Z 轴移动时工作台面的平行度。 4)主轴回转轴线对工作台面的平行度。 5)主轴在Z 轴方向移动的直线度: 6)x 轴移动时工作台边界与定位基准面的平行度。 7)主轴轴向及孔径跳动。 8)回转工作台精度。 具体的检测项目及方法见表2—1。 (二)卧式数控车床几何精度检验 斜床身、带转盘刀架的卧式数控车床,其几何精度检验见表2—2。 2、定位精度的检验 数控机床的定位精度是测量机床各坐标轴在数控系统控制下所能达到的位置精度。根据实测的定位精度数值,可判断零件加工后能达到的精度。 1.直线运动定位精度 这项检测一般在空载条件下进行,对所测的每个坐标轴在全行程内,视机床规格,分每20mm 、50mm 或100mm 间距正向和反向快速移动定位,在每个位置上测出实际移动距离和理论移动距离之差。先进的检测仪器有双频激光干涉仪,用它快速进行五次以上的测量,由处理装置进行计算打印,绘出带±3σ的误差曲线。在该曲线上得出正、反向定位时的平均位置偏差j X 、标准偏差j S ,则位置偏差max min (3)(3)j j j j A X S X S =+--。
数控机床定位精度检测的方式
数控机床定位精度检测的方式 目前,由于数控系统功能越来越多,对每个坐喷射器标运动精度的系统误差如螺距积累误差、反向间隙误差等都可以进行系统补偿,只有随机误差没法补偿,而重复定位精度正是反映了进给驱动机构的综合随机误差,它无法用数控系统补偿来修正,当发现它超差时,只有对进给传动链进行精调修正。因此,如果允许对机床进行选择,则应选择重复定位精度高的机床为好。 1.直线运动定位精度检测 直线运动定位精度一般都在机床和工作台空载条件下进行。按国家标准和国际标准化组织的规定(ISO标准),对数控机床的检测,应以激光测量为准。在没有激光干涉仪的情况下,对于一般用户来说也可以用标准刻度尺,配以光学读数显微镜进行比较测量。但是,测量仪器精度必须比被测的精度高1~2个等级。 为了反映出多次定位中的全部误差,ISO标准规定每一个定位点按五次测量数据算平均值和散差-3散差带构成的定位点散差带。 2.直线运动重复定位精度检测 检测用的仪器与检测定位精度所用的相同。一般检测方法是在靠近各坐标行程中点及两端的任意三个位置进行测量,每个位置用快速移动定位,在凯威凯达相同条件下重复7次定位,测出停止位置数值并求出读数最大差值。以三个位置中最大一个差值的二分之一,附上正负符号,作为该坐标的重复定位精度,它是反映轴运动精度稳定性的最基本指标。 3.直线运动的原点返回精度检测 原点返回精度,实质上是该坐标轴上一个特殊点的重复定位精度,因此它的检测方法完全与重复定位精度相同。 4.直线运动的反向误差检测 直线运动的反向误差,也叫失动量,它包括该坐标轴进给传动链上驱动部位(如伺服电动机、伺趿液压马达和步进电动机等)的反向死区,各机械运动传动副的反向间隙和弹性变形等误差的综合反映。误差越大,则定位精度和重复定位精度也越低。 反向误差的检测方法是在所测坐标轴的行程内,预先向正向或反向移动一个距离并以此停止位置为基准,再在同一方向给予一定移动指令值,使之移动一段距离,然后再往相反方向移动相同的距离,测量停止位置与基准位置之差。在靠近行程的中点及两端的三个位置分别进行多次测定(一般为7次),求出各个位置上的平均值,以所得平均值中的最大值为反向误差值。
数控机床精度检测项目及常用工具
数控机床精度检测项目及常用工具 来源:数控机床网 作者:数控车床 栏目:行业动态 1 前言 对每个工厂来讲,购买数控机床都是一笔相当可观的投资。为使投资的设备在生产中真正发挥中坚作用,保证加工出合格的零件,尽快回收成本是至关重要的。 经验表明,80%以上的机床在安装时必须在现场调试后才能符合其技术指标。因此在新机床验收时,要进行检定,使机床一开始安装就能保证达到其技术指标及预期的质量和效率。 另外经验也表明,80%已投入生产使用的机床在使用一段时间后,处在非正常超性能工作状态,甚至超出其潜在承受能力。因此通常新机床在使用半年后需再次进行检定,之后可每年检定一次。定期检测机床误差并及时校正螺距、反向间隙等可切实改善生产使用中的机床精度,改善零件加工质量,不至于产生废品,大大提高机床利用率。总之,及时揭示机床问题可避免导致机床精度损失及破坏性地使用机床。 随着数控技术的进一步推广应用,越来越多的数控机床利用自身带有的测头系统来进行工件、刀具尺寸检测及进行仿形数字化。要知道上述功能的实现,与机床自身的精度密切相关,若机床精度不作定期校准,则谈不上准确地完成上述工作。 雷尼绍ML10激光干涉仪线性位移测量软件可提供按下述标准进行的数据分析: 4656英国三测机标准; 3800英国机床标准;ISO 230-2国际标准;VDI/DGQ 3441德国工程师学会机床标准;VDI 2617德国工程师学会三测机标准;NMTBA美国机床协会标准;GB10931-89中国国家标准;ASME B89.1.12M美国机械工程师学会标准;ASME B5.54美国机械工程师学会标准;E60—099法国标准;JI 2330日本国家标准。 2 英国雷尼绍公司先进技术 英国雷尼绍公司是专门从事设计、制造高精度检测仪器与设备的世界性跨国公司。主要产品为三坐标测量机及数控机床用测头、激光干涉仪、球杆仪等,为机械制造工业提供了序前(激光干涉仪和球杆仪)、序中(数控机床用工件测头及对刀测头)和序后(三测机用测头及配置)检测的成系列质量保证手段。她的全部技术与产品都旨在保证数控机床精度,改善数控机床性能,提高数控机床效率,可保证和改善数控机床制造厂工作母机的加工精度与质量,扩大制成品的市场。 2.1ML10激光干涉仪 雷尼绍ML10激光干涉仪为机床检定提供了一种高精度仪器,它精度高,达到±1.1 M(在0~40℃下),测量范围大(线性测长40m,任选80m),测量速度快(60m/min),分辨率高(0.001μm),便携性好。由于雷尼绍激光干涉仪具有自动线性误差补偿功能,可方便恢复机床精度,更受到用户欢迎! 为使大家进一步了解ML10激光干涉仪在检测数控机床精度方面所具有的独特优点,下面着重介绍ML10激光干涉仪在精度检测中的应用。 (1)几何精度检测可用于检测直线度、垂直度、俯仰与偏摆、平面度、平行度等。 (2)位置精度的检测及其自动补偿可检测数控机床定位精度、重复定位精度、微量位移精度等。利用雷尼绍ML10激光干涉仪不仅能自动测量机器的误差,而且还能通过RS232接口自动对其线性误差进行补偿,比通常的补偿方法节省了大量时间,并且避免了手工计算和手动数控键入而引起的操作者误差,同时可最大限度地选用被测轴上的补偿点数,使机床达到最佳精度,另外操作者无需具有机床参数及补偿方法的知识。 目前,可供选择的补偿软件有Fanuc,Sieme 800系列,UNM,Mazak,Mitsubishi,Cinci ati Acramatic,Heidenhain, Bosch, Allen-Bradley。 (3)数控转台分度精度的检测及其自动补偿现在,利用ML10激光干涉仪加上RX10转台基准还能进行回转轴的自动测量。它可对任意角度位置,以任意角度间隔进行全自动测量,其精度达±1。新的国际标准已推荐使用该项新技术。它比传统用自准直仪和多面体的方法不仅节约了大量的测量时间,而且还得到完整的回转轴精度曲线,知晓其精度的每一细节,并给出按相关标准处理的统计结果。(4)双轴定位精度的检测及其自动补偿雷尼绍双激光干涉仪系统可同步测量大型龙门移动式数控机床,由双伺服驱动某一轴向运动的定位精度,而且还能通过RS232接口,自动对两轴线性误差分别进行补偿。 (5)数控机床动态性能检测利用RENISHAW动态特性测量与评估软件,可用激光干涉仪进行机床振动测试与分析(FFT),滚珠丝杠的动态特性分析,伺服驱动系统的响应特性分析,导轨的动态特性(低速爬行)分析等。 [1] [2] 下一页 网页查看:数控机床精度检测项目及常用工具 发表评论 相关资讯: 数控机床 1 数控机床电气系统典型故障的原因分析及维护 2 数控机床的网络控制技术研究 3 关于选购进口数控机床的若干问题 4 关于选购进口数控机床的若干问题 5 数控机床加工工艺分析 精度 1 车削轴类工件时的精度分析 2 加工精密主轴时顶尖定位精度的精化方法
一、数控机床的精度检验(优选.)
最新文件---------------- 仅供参考--------------------已改成-----------word文本 --------------------- 方便更改 一、数控机床的精度检验 数控机床的高精度最终是要靠机床本身的精度来保证,数控机床精度包括几何精度和切削精度。另一方面,数控机床各项性能和性能检验对初始使用的数控机床及维修调整后机床的技术指标恢复是很重要的。 1. 几何精度检验 几何精度检验,又称静态精度检验,是综合反映机床关键零部件经组装后的综合几何形状误差。数控机床精度的检验工具和检验方法类似于普通机床,但检测要求更高。 几何精度检测必须在地基完全稳定、地脚螺栓处于压紧状态下进行。考虑到地基可能随时间而变化,一般要求机床使用半年后,再复校一次几何精度。在几何精度检测时,应注意测量方法及测量工具应用不当所引起的误差。在检测时,应按国家标准规定,即机床接通电源后,在预热状态下,机床各坐标轴往复运动几次,主轴按中等转速运转十多分钟后进行。常用的检测工具有精密水平仪、精密方箱、直角尺、平尺、平行光管、千分表、测微仪及高精度主轴心棒等。检测工具的精度必须比所设的几何精度高一个等级。 以卧式加工中心为例,要对下列几何精度进行检验: 1)X、Y、Z坐标轴的相互垂直度; 2)工作台面的平行度; 3)X、Z轴移动时工作台面的平行度; 4)主轴回转轴线对工作台面的平行度; 5)主轴在Z轴方向移动的直线度; 6)X轴移动时工作台边界与定位基准的平行度; 7)主轴轴向及孔径跳动; 8)回转工作台精度。
2. 定位精度的检验 数控机床的定位精度是表明所测量的机床各运动部位在数控装置控制下,运动所能达到的精度。因此,根据实测的定位精度数值,可以判断出机床自动加工过程中能达到的最好的工件加工精度。 (1)定位精度检测的主要内容 机床定位精度主要检测内容如下: 1) 直线运动定位精度(包括X 、Y 、Z 、U 、V 、W 轴); 2) 直线运动重复定位精度; 3) 直线运动轴机械原点的返回精度; 4) 直线运动失动量的测定; 5) 直线运动定位精度(转台A 、B 、C 轴); 6) 回转运动重复定位精度; 7) 回转轴原点的返回精度; 8) 回转运动矢动量的测定。 (2)机床定位精度的试验方法 检查定位精度和重复定位精度使用得比较多的方法是应用精密线纹尺和读数显微镜(或光电显微镜)。以精密线纹尺作为测量时的比较基准,测量时将精密线纹尺用等高垫按最佳支架(见图5.1)安装在被测部件例如工作台的台面上,并用千分表找正。显微镜可安装在机床的固定部件上,调整镜头使与工作台垂直。在整个坐标的全长上可选取任意几个定位点,一般为5~15个,最好是非等距的。对每个定位点重复进行多次定位。可以从单一方向趋近定位点,也可以从两个方向分别趋紧,以便揭示机床进给系统中间隙和变形的影响。每一次定位的误差值X 可按下式计算: ()()00y y s s X L L ---= 式中 0s ——基准点或零点时显微镜的读数; L s ——工作台移动L 距离后显微镜的读数; 0y 、L y ——相应于0s 和L s 时机床调位读数装置或数码显示装置的读数,对于数
五轴数控机床的运动精度检测
五轴数控机床的精度检测方法分析 摘要:本文首先对五轴数控机床的精度检测技术做了一个简要概括,然后介绍数控机床精度检测的必要性 指岀数控机床常见的精度要求及传统检测方法,并介绍先进检测方法和检测仪器、工具,以及各个检测方法 的特点。 关键词:五轴数控机床;精度检测 Precision analysis of detection method of five axis CNGmachine tools Abstract: Firstly , this paper in troduces the precisi on detecti on tech no logy of five axis NCmachine tools, and then introduces the necessity of CNCmachine tool accuracy detect ion accuracy requireme nts of CNCmach ine tools, points out the comm onand the traditi onal detect ion method, and in troduce adva need detect ion method and detecti on in strume nts, tools, and the characteristics of each detect ion method. Key words: Five axis NC mach ine tool ; Precisi on detect ion 1引言 五轴联动数控机床目前已大量用于航空制造等高端制造领域。由于机床复杂的机械结构 及控制系统,五轴联动机床加工精度检测及优化一直是机械制造行业内研究的热点和难点,成为影 响产品加工质量及效率的关键。对企业来说,购买数控机床是一笔相当大的投资,特别是购买大型机床。实践表明,大多数大型数控机床解体发运给用户安装时,必须在现场调试才 能符合其技术指标,因此,在新机床检收时,要进行严格的检定,使机床一开始安装就能保证达到其枝术指标预期使用性能和生产效率。投入生产的数控机床使用一段时间后,必须再进行精度检定。通常新机床在使用半年后需再次进行检定,以后每年检测一次,定期检测机床误差,并及时校正螺距及反向间隙等,可切实改善使用中的机床精度及零件加工质量,提高机床的生产率。 2数控机床精度检测技术研究现状 常用的机床误差测量方法有直接测量法和间接测量法,其中间接测量法,如首先用典型 工件试切或试加工,然后再对所试切的工件进行精度检测。但这种方法的测量结果中包括了工艺、刀具和材料等因素在内,虽然可以通过试件的加工精度间接反映出机床的精度,但不能精确地用于指导机床的研发和改进。而直接测量法如用微位移传感器测量装夹在主轴上的圆柱形 基准棒或基准球,或者对装夹在工件台面上的基准量块或平尺直接进行测量,这种方法可以直接获得某项误差,但该方法测量效率低,测量的范围(如行程)有限。 目前世界各国对数控机床精度检测指标的定义、测量方法及数据处理方法等都有所不 同。国际上有五种精度标准体系,分别为:德国VDI标准、日本JIS标准、国际标准ISO标准、 国标GB系列、美国机床制造商协会NMTBA其中NAS979是美国国家航空航天局在二十世纪 七十年代提出的通用切削试件,”NAS试件”是通过检测加工好的圆锥台试件的“面粗糖度、
数控机床定位精度检测方法比较
文章编号:1001-2265(2006)11-0060-03 收稿日期:2006-03-15;修回日期:2006-06-19 *基金项目:浙江省科技计划项目(2005E10049) 作者简介:曹永洁(1982)),男,浙江台州人,浙江大学机械制造及其自动化专业硕士研究生,主要研究方向为数控机床误差检测技术相关研究, (E -m ail)donall ove @163.co m 。 数控机床定位精度检测方法比较 * 曹永洁1,2 ,傅建中 1 (1.浙江大学现代制造工程研究所,杭州 310027;2.上海工程技术大学高等职业技术学院,上海 200437) 摘要:评定机床性能的一项重要指标是机床的定位精度大小。文章介绍了两种常用的数控机床定位误差测量方法:一维球列法和激光干涉仪测量法的原理。在分析比较了两种方法的特点后,得出一维球列法在测量机床定位误差时的一些不足。同时,通过对一台数控铣床的测量后,发现激光干涉仪测量法更适合于机床定位精度的快速评定。 关键词:数控机床;定位精度;检测;激光干涉仪中图分类号:TP206+.1 文献标识码:A C o m par ison of L i n ear Positioning A ccuracy M easure m entM ethods i n M achine Tools C AO Yong -jie 1,2 ,F U Ji a n -zhong 1 (1.Depart m ent o fm echan ica lEng i n eeri n g ,Zhejiang U niversity ,H angzhou ,310027Ch i n a ;2.Shangha iUn-i versity of Eng ineeri n g Sc ience Shangha i200437,China)Abst ract :Linear positi o ning accuracy is a sign ificant para m eter i n accessing m ach i n e too ls capability .This pa -per presents t h e pri n ciple o f positi o ning errorsm easure m entm ethods by usi n g 1-D ball array and laser i n terfer -o m eter .A fter characteristic co mparison o f t h is t w o m ethods ,there r 'e so m e deficiency in the 1-D ball array .M ean -w hile ,w e found that t h e latter one is m ore su itable for m easuring m ach i n e too ls li n ear position i n g accuracy after i n specti n g a vertica lm illing m achi n e by usi n g the laser i n terfero m eter . K ey w ords :m ach i n e too ls ;positi o ning accuracy ;m easure m en;t laser i n terfero m eter 0 概述 数控机床精度是影响被加工工件尺寸精度的一个直接原因,提高工件加工精度,首先要提高机床精度,影响数控机床精度的主要因素为机床零部件和结构的几何误差,工件的最终加工精度是由机床刀具与工件之间的相对位移误差决定的[1]。定位精度是指数控工作台部件在要求的终点所达到的实际位置的精度,实际位置与理想位置之间的误差称为定位误差。它包括伺服系统、检测系统、工作台进给系统的误差和工作台导轨的几何误差,它影响加工零件的位置精度。数控机床的定位精度,是评定机床性能的一项重要指标。 在机床几何误差检测时,按照检测设备的结构特点和工作原理,可以把误差检测方法分为两类:第一类是接触式误差测量方法,主要有一维球列法、球柄仪法(DBB )等。经过误差参数辨识后,这类检测方法可以直接测量各个误差元,测量精度高,操作简便,设备成 本低,但该类方法在测量时,由于检测设备与机床相接触,在检测过程中带入了接触变形和磨损等误差。第二类是非接触式误差测量方法,主要有正交光栅检测及分离法、激光干涉测量法等。这类检测方法测量精度高,实时性强,检测速度快,操作界面友好,软件处理系统功能强大,但检测的周期相对较长。本文将分别介绍两类方法的代表:一维球列法和激光干涉仪法[2-5]。 1 一维球列定位误差测量原理 一维球列的结构如图1所示,在刚度很大的杆上,镗一系列尺寸相同的定位孔,在上面粘接一些尺寸相同、球度误差很小的钢球,就构成了一维球列。装在主轴上的三维测头在三个互相垂直方向上同时瞄准球心,以获得三维测头感受球心的位置,即为该球心的测量值。机床沿X 轴运动,三维测头依次测量杆上所有经过高精度激光干涉比较仪标定的钢球,将球心距的 #控制与检测# 组合机床与自动化加工技术
数控机床精度检测项目
数控机床精度检测项目 来源:今日五金网发布时间:2008-02-28 1 前言 对每个工厂来讲,购买数控机床都是一笔相当可观的投资。为使投资的设备在生产中真正发挥中坚作用,保证加工出合格的零件,尽快回收成本是至关重要的。 经验表明,80%以上的机床在安装时必须在现场调试后才能符合其技术指标。因此在新机床验收时,要进行检定,使机床一开始安装就能保证达到其技术指标及预期的质量和效率。 另外经验也表明,80%已投入生产使用的机床在使用一段时间后,处在非正常超性能工作状态,甚至超出其潜在承受能力。因此通常新机床在使用半年后需再次进行检定,之后可每年检定一次。定期检测机床误差并及时校正螺距、反向间隙等可切实改善生产使用中的机床精度,改善零件加工质量,不至于产生废品,大大提高机床利用率。总之,及时揭示机床问题可避免导致机床精度损失及破坏性地使用机床。 随着数控技术的进一步推广应用,越来越多的数控机床利用自身带有的测头系统来进行工件、刀具尺寸检测及进行仿形数字化。要知道上述功能的实现,与机床自身的精度密切相关,若机床精度不作定期校准,则谈不上准确地完成上述工作。 雷尼绍ml10激光干涉仪线性位移测量软件可提供按下述标准进行的数据分析:bs4656英国三测机标准;bs3800英国机床标准;iso 230-2国际标准;vdi/dgq 3441德国工程师学会机床标准;vdi 2617德国工程师学会三测机标准;nmtba美国机床协会标准;gb10931 -89中国国家标准;asme b89.1.12m美国机械工程师学会标准;asme b5.54美国机械工程师学会标准;e60?099法国标准;jisb2330日本国家标准。 2 英国雷尼绍公司先进技术 英国雷尼绍公司是专门从事设计、制造高精度检测仪器与设备的世界性跨国公司。主要产品为三坐标测量机及数控机床用测头、激光干涉仪、球杆仪等,为机械制造工业提供了序前(激光干涉仪和球杆仪)、序中(数控机床用工件测头及对刀测头)和序后(三测机用测头及配置)检测的成系列质量保证手段。她的全部技术与产品都旨在保证数控机床精度,改善数控机床性能,提高数控机床效率,可保证和改善数控机床制造厂工作母机的加工精度与质量,扩大制成品的市场。 2.1ml10激光干涉仪