浅析采煤机摇臂试验夹具改进
浅析采煤机摇臂试验夹具改进
摘要:通过对摇臂夹具的改进,使摇臂固定更牢固,振动减小;完善摇臂试验项目,实现摇臂实际工况式加载;避免了因固定方式不当而造成摇臂壳体的局部变形。
关键词:采煤机摇臂试验夹具
0 前言:
摇臂试采煤机的重要部件,出厂前都需要对其进行严格的试验,检查其各项试验项目是否满足MT/T82-1998标准规定[1],摇臂的形状不规则,不利于固定。一直以来,我厂采用压块式压紧方式。此种方式压紧使得摇臂整体固定不牢固,试验过程中容易产生偏斜,造成振动严重。对于大功率采煤机摇臂,此种方式的压紧局限性越来越明显,因此我们迫切需要对夹具进行改进,以满足大功率采煤机摇臂的试验。
1 目前摇臂夹具使用中问题分析
采煤机出厂前都要经过严格的各种测试。其中重要部件摇臂及内牵引的试验时间要求不小于4小时,检测转速、温度、齿轮的啮合情况、轴承温升,以及运转噪声等等[1]。
摇臂试验过程中,既需要摇臂的牢固固定,同时,也要尽量接近摇臂实际工作状态,以模拟实际工况下的负载情况。
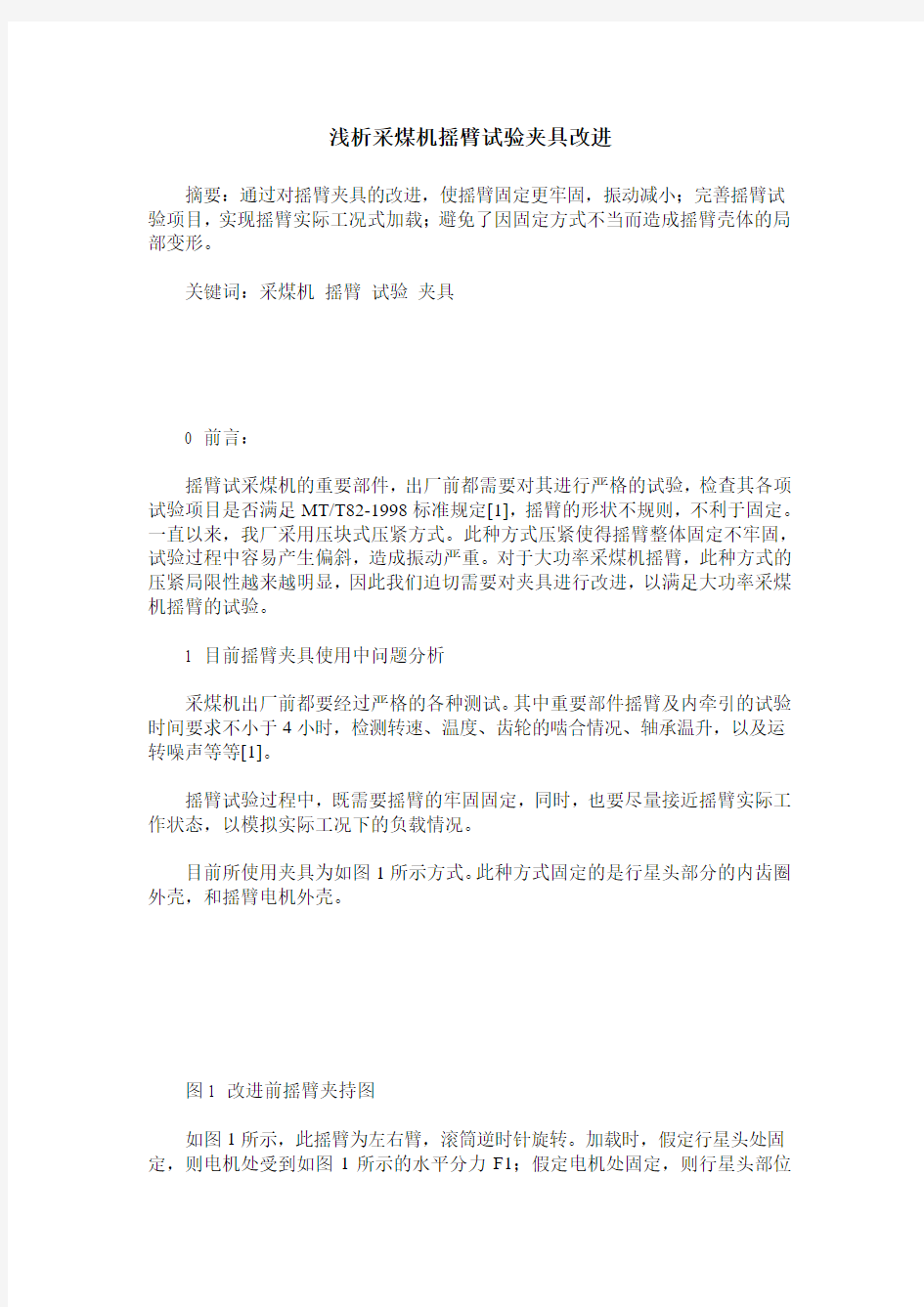
目前所使用夹具为如图1所示方式。此种方式固定的是行星头部分的内齿圈外壳,和摇臂电机外壳。
图1 改进前摇臂夹持图
如图1所示,此摇臂为左右臂,滚筒逆时针旋转。加载时,假定行星头处固定,则电机处受到如图1所示的水平分力F1;假定电机处固定,则行星头部位
更换采煤机左摇臂的安全技术措施标准版本
文件编号:RHD-QB-K5069 (解决方案范本系列) 编辑:XXXXXX 查核:XXXXXX 时间:XXXXXX 更换采煤机左摇臂的安全技术措施标准版本
更换采煤机左摇臂的安全技术措施 标准版本 操作指导:该解决方案文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时进行更好的判断与管理。,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。 一、工程概况 由于11304综采工作面采煤机左摇臂传动轴损坏,无法正常工作,现需要更换采煤机左摇臂,特编制本安全技术措施。更换摇臂前,技术人员必须将本措施贯彻给每一位作业人员,不参加学习的人员不得参加该项工作。 二、施工方法 (一)、施工前的准备工作 1、先用采煤机右摇臂在机尾做一个机窝,然后将采煤机停在机窝处。
2、机窝做好后,将刮板机机尾段向老塘侧拉回,并将该段内的液压支架伸缩梁伸出、护帮板打开,然后将采煤机左摇臂上的左滚筒拆卸下来,最后再将左摇臂拆卸下来。 (二)损坏的左摇臂回收的施工方法 1、将刮板机机尾段向老塘侧拉回,利用机窝作为通道,然后用直径Ф22mm的钢丝绳穿过149#支架顶梁上的10t滑轮,一头拴在刮板链上,一头拴在损坏的左摇臂上,确保连接可靠,通过点动刮板机正转将左摇臂拉至刮板机机尾。 2、用刮板机拉损坏的左摇臂前,必须将刮板机闭锁,防止刮板机突然启动发生意外事故。 3、将损坏的左摇臂拉到刮板机机尾后,在左摇臂下垫上一块铁皮,并与摇臂进行捆绑,以减小左摇臂上提时的对地阻力。
4、再用钢丝绳一头拴在梭车上,一头拴在损坏的摇臂上,确保连接可靠。然后,利用梭车向巷口方向提车将损坏的摇臂拉至无极绳牵引车尾轮处。 5、在上提回收摇臂的过程中,跟车工手持对讲机跟在采煤机左摇臂斜上方10m处(靠近煤壁侧),随时注意采煤机左摇臂的移动状况,防止采煤机左摇臂碰倒超前支柱。如出现异常情况,立即通过手持对讲机联系牵引车司机停车,待问题处理完后,方可重新上提回收摇臂。 6、梭车后的跟车工随时注意梭车的运行情况,发生异常情况立即通过手持对讲机通知牵引车司机停车,待问题处理完后,方可通知牵引车司机继续开车上提回收摇臂。 7、损坏的摇臂拉至牵引车尾轮处后,然后利用20t平板车进行装车,并捆绑牢固,用过牵引车运至
钻夹具设计说明书
机床夹具设计说明书 设计课程:钻床夹具设计 专业:机械工程及其自动化 学号: 姓名:
2、定位方案的确定与定位元件的选择 定位基准为下表面和左端面,考虑到工件加工尺寸较大,结合工艺性,工件以平面为定位基准,常用定位元件采用支撑板和2个支撑钉 3、夹具结构设计 3.1 定位装置(含定位误差分析与计算)
采用一面两孔定位时,支撑钉位如下。两定位孔中心距为150 ±0.06mm 1)确定圆柱销直径 圆柱销直径公差取g6,即 mm。 (2)确定圆柱销与削边销之间的中心距 根据公式(5-3),取 mm ,所以圆柱销与削边销之间的中心距为150±0.02mm。 3.2 夹紧装置(含夹紧机构设计与夹紧力计算) 根据设计思想,则此钻床夹具采用固定式钻床夹具,草图如下所示:
夹紧力计算 09.81Zf Yf F F F C d f K = 查表可得F C =42.7、 xf=1.0、 yf=0.7、.Z F K =. 0.9 因此Fz=.595N 09.81ZM YM M M M C d f K = 查表可得M C =0.021、 xM=2.0、 yM=0.8、.M K =.0.87 因此 扭矩 M=1.6Nm 由夹紧力机构产生的实际夹紧力应满足下式 P=K ×'F 其中:其余系数K=K1×K2×K3×K4 K1——基本安全系数 1.3 K2——加工性质系数1.1 K3——刀具钝化系数1.15 K4——断续刀削系数1.2
所以K=1.3×1.1×1.15×1.2.=1.98 考虑实际夹紧力较小,以及所加工零件的结构特征,决定选用螺旋夹紧机构,而且不需要进行强度校核 3.3辅助装置(如钻模板、钻套等) 钻模板 1)钻模板类型的选择 引导刀具在工件上钻孔用的机床夹具。钻模的结构特点是除有工件的定位,夹紧装置外还有根据被加工的孔的位置的分布而设置的钻套和钻模板,确定刀具的位置,并防止刀具在加工过程中倾斜,从而保证被加工的位置精度。由于加工的两个孔均匀分布在180度的轴线两侧,则选择固定式钻模。 2)钻模板的主要尺寸的确定 钻模板的厚度,夹具板的外尺寸确定,可根据加工工序的要求及尺寸确定。 厚度为25,长为262.5mm,宽为50mm
更换采煤机下摇臂安全技术措施(最新版)
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 更换采煤机下摇臂安全技术措 施(最新版) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
更换采煤机下摇臂安全技术措施(最新版) 一、概述 我队回采的己15-12050采面使用的MGTY300/700-1.1D型采煤机,在使用过程中左摇臂出现故障需要更换,为保证施工的安全,特制定本措施。 二、施工顺序 运输新采煤机摇臂→拆卸采煤机滚筒→拆卸采煤机摇臂→安装采煤机摇臂→安装采煤机滚筒→运输旧采煤机摇臂。 三、准备工作 1、采煤机原则上要停在机头15架以下顶板完好地段,刮板输送机推移千斤顶保持收缩状态,以便于摇臂和滚筒的拆卸、安装。 2、采煤机下滚筒至机头做好更换、运输下摇臂所需的空间。倾向长度8-10米,走向宽度2米,高度不低于2.8米。支护方式:每
架支架上架设两根2.2米直径160mm的圆木梁,间距0.75米,圆木梁伸入支架不得小于0.3米。顶板及煤墙用半圆木、竹笆背严背实,然后打上贴帮柱。 3、准备齐拆卸、安装和起吊摇臂所需的工具,手拉葫芦等不完好不得使用。 4、新摇臂运至采面前提前拆除机巷人行道侧影响运输的超前支护,旧摇臂运出转载机头后要及时恢复机巷超前支护。 5、从机巷使用无极绳绞车将新采煤机摇臂运至开关列车处卸车,拆除开关列车处胶带输送机托架,使用回柱绞车配合手拉葫芦将摇臂拉至刮板输送机机头,再使用手拉葫芦运至采面,旧摇臂按照反方向运出采面装车升井。 四、拆卸、安装采煤机下摇臂及滚筒安全技术措施 1、拆卸摇臂及滚筒的工作程序: 采煤机下牵到合适的位置拆除滚筒→拆除摇臂。 安装摇臂及滚筒的工作程序: 安装下摇臂→安装下滚筒→安装下调高千斤顶。
工作面更换采煤机左行走部安全技术措施详细版
文件编号:GD/FS-9198 (解决方案范本系列) 工作面更换采煤机左行走部安全技术措施详细版 A Specific Measure To Solve A Certain Problem, The Process Includes Determining The Problem Object And Influence Scope, Analyzing The Problem, Cost Planning, And Finally Implementing. 编辑:_________________ 单位:_________________ 日期:_________________
工作面更换采煤机左行走部安全技 术措施详细版 提示语:本解决方案文件适合使用于对某一问题,或行业提出的一个解决问题的具体措施,过程包含确定问题对象和影响范围,分析问题,提出解决问题的办法和建议,成本规划和可行性分析,最后执行。,文档所展示内容即为所得,可在下载完成后直接进行编辑。 (一)、概述 25203综采工作面左行走部导向滑靴销轴耳断裂,为了保证作业安全,特制定本安全技术措施。 (二)、行走部的拆卸与安装工艺 1、采煤机停在运输机尾割完三角煤后,拉空运输机上浮煤,打出工作面所有支架护帮板,升紧支架,拉回机尾段运输机溜槽,闭锁作业区域液压支架、加锁。采煤机、运输机停电、闭锁加锁,执行专人专锁。 2、拆下行走部处的电缆槽内所有电缆、水管,拆下挡煤板。
3、把放在运输机尾的新行走部运至需要更换的地方,放在支架内一侧,并采取防倒、防滑措施,运输过程中严防碰伤牵引块接触面或其他人员、设备。 4、拆掉销排止推销,拆下销排,使行走部正对拆卸掉挡煤板部位,吊挂起采煤机电缆使其高于采煤机机身,便于拆卸行走部。 5、采煤机两滚筒支撑在煤墙侧,使采煤机左行走部处于悬空状态。拆下牵引扭矩轴,使用力矩倍增器拆卸牵引块固定螺栓。注意拆卸螺栓时一定要均匀拆卸。 6、把拆卸下的旧行走部放在支架内另一侧,并做好防倒、防滑工作,且便于回收。 7、用两个5吨吊链把支架前放置的新行走部吊至采煤机前,对正行走部安装位置,必要时用一个3吨吊链,进行调偏。
法兰盘夹具设计.
目录 一、序言 (2) 二、零件分析 (2) 1零件的作用 (2) 2零件的工艺分析 (2) 三、工艺规程设计 (3) 1确定毛坯的制造形式 (3) 2基面的选择 (3) 3制定工艺路线 (3) 4毛坯尺寸的确定与机械加工余量 (5) 5确定各道工序的切削用量及基本工时 (5) 四、夹具的设计 (14) 1问题的提出 (14) 2夹具设计 (14) 五、三维建模 (16) 五、设计总结 (21) 六、参考文献 (22)
一、序言 机械制造装备课程设计是在我们学完了大学的全部基础课、技术基础课、大部分专业课以及参加了生产实习之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我的大学生活中占有重要的地位。 通过本次课程设计,应该得到下述各方面的锻炼: 1、能熟练运用机械制造课程中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。 2、提高结构设计的能力。通过设计夹具的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、经济合理而且能保证加工质量的夹具的能力。 3 、学会使用手册及图表资料。掌握与本设计有关的各种资料的名称、出处、能够做到熟练运用。 此次设计的是CA6140车床法兰盘及夹具设计。首先,对工件进行分析得出工艺路线;再着重进行夹具的设计,其中包括定位的设计、夹紧力的设计,夹紧和定位原件的选择。 由于能力所限,设计尚存在许多不足之处,恳请老师予以指教。 二、零件分析 1、零件的作用 题目所给的零件是法兰盘,为盘类零件,用于卧式车床上。车床的变速箱固定在主轴箱上,靠该法兰盘定心。法兰盘内孔与主轴的中间轴承外圆相配,外圆与变速箱体孔相配,以保证主轴三个轴承孔同心,使齿轮正确啮合。 2、零件的工艺分析 28±,进行夹具设计,生产批法兰盘零件,要求钻孔Ф6和Ф4,保证尺寸3.0 量为中批量生产。以零件心轴和一端面定位,夹紧另外一端面。用快换钻套保证 28±。 孔Ф6和Ф4的位置,即尺寸3.0
更换采煤机左摇臂的安全技术措施示范文本
更换采煤机左摇臂的安全技术措施示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
更换采煤机左摇臂的安全技术措施示范 文本 使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 一、工程概况 由于11304综采工作面采煤机左摇臂传动轴损坏,无 法正常工作,现需要更换采煤机左摇臂,特编制本安全技 术措施。更换摇臂前,技术人员必须将本措施贯彻给每一 位作业人员,不参加学习的人员不得参加该项工作。 二、施工方法 (一)、施工前的准备工作 1、先用采煤机右摇臂在机尾做一个机窝,然后将采煤 机停在机窝处。 2、机窝做好后,将刮板机机尾段向老塘侧拉回,并将 该段内的液压支架伸缩梁伸出、护帮板打开,然后将采煤
机左摇臂上的左滚筒拆卸下来,最后再将左摇臂拆卸下来。 (二)损坏的左摇臂回收的施工方法 1、将刮板机机尾段向老塘侧拉回,利用机窝作为通道,然后用直径Ф22mm的钢丝绳穿过149#支架顶梁上的10t滑轮,一头拴在刮板链上,一头拴在损坏的左摇臂上,确保连接可靠,通过点动刮板机正转将左摇臂拉至刮板机机尾。 2、用刮板机拉损坏的左摇臂前,必须将刮板机闭锁,防止刮板机突然启动发生意外事故。 3、将损坏的左摇臂拉到刮板机机尾后,在左摇臂下垫上一块铁皮,并与摇臂进行捆绑,以减小左摇臂上提时的对地阻力。 4、再用钢丝绳一头拴在梭车上,一头拴在损坏的摇臂上,确保连接可靠。然后,利用梭车向巷口方向提车将损
更换采煤机行走部安全技术措施
己15—12050采煤工作面作业规程补充措施 己15—12050采煤工作面更换采煤机行走部 安全技术措施 ————措施编号:ZCED—058 施工单位: 施工队长: 技术负责: 措施编制: 编制时间:2015-04-11
更换采煤机下摇臂安全技术措施 一、概述 我队回采的己15-12050采面使用的MGTY300/700-1.1D型采煤机,在使用过程中下行走部出现故障需要更换,为保证施工的安全,特制定本措施。 二、施工顺序 运输新采煤机行走部→拆卸采煤机滚筒→拆卸采煤机行走部→安装采煤机摇臂→安装采煤机滚筒→运输旧采煤机摇臂。 三、准备工作 1、采煤机原则上要停在机头15架以下顶板完好地段,刮板输送机推移千斤顶保持收缩状态,以便于摇臂和滚筒的拆卸、安装。 2、采煤机下滚筒至机头做好更换、运输下摇臂所需的空间。倾向长度8—10米,走向宽度2米,高度不低于2.8米。支护方式:每架支架上架设两根2.2米直径160mm的圆木梁,间距0.75米,圆木梁伸入支架不得小于0.3米。顶板及煤墙用半圆木、竹笆背严背实,然后打上贴帮柱。 3、准备齐拆卸、安装和起吊摇臂所需的工具,手拉葫芦等不完好不得使用。 4、新摇臂运至采面前提前拆除机巷人行道侧影响运输的超前支护,旧摇臂运出转载机头后要及时恢复机巷超前支护。 5、从机巷使用无极绳绞车将新采煤机摇臂运至开关列车处卸车,拆除开关列车处胶带输送机托架,使用回柱绞车配合手拉葫芦将摇臂拉
至刮板输送机机头,再使用手拉葫芦运至采面,旧摇臂按照反方向运出采面装车升井。 四、拆卸、安装采煤机下摇臂及滚筒安全技术措施 1、拆卸摇臂及滚筒的工作程序: 采煤机下牵到合适的位置 拆除滚筒→拆除摇臂。 安装摇臂及滚筒的工作程序: 安装下摇臂→安装下滚筒→安装下调高千斤顶。 2、起吊前,对起吊区加强支护,选择牢固可靠位置进行起吊,要指定专人观察起吊点的受力情况,发现问题要立即处理。 3、作业前,采煤机、刮板输送机必须停电闭锁,采煤机所在的位置关闭支架高压截止阀。起吊摇臂和滚筒时,要使用3吨和5吨手拉葫芦配合起吊,起吊位置要选在安全可靠处,同时要避开支架管线,防止挤、压坏管线。所用的链环螺丝要上满扣,任何人员都要站在安全位置,不得把身体的任何部位伸在被起吊的摇臂及滚筒下方,以确保作业时的安全。 4、拆卸的采煤机滚筒要捆扎牢固,防止倾倒伤人。 5、拆卸、安装摇臂及滚筒时要有机电队长或机电班长现场统一指挥,确保无误。 6、安装好后,要进行送电点动试车,无问题后再试运转5~10分钟,以确保设备能正常运转。 五、其它安全技术措施: 1、运输新、旧摇臂时,要严格执行作业规程中运输大件安全技
钻床夹具设计
课题名称:钻床夹具的设计 课题性质:机夹类设计 班级:11级机制三班 姓名:吴江涛 指导老师:王晨升 一、课题介绍 1、目的 综合运用机械方面的知识,掌握机床夹具的设计方法、设计步骤及计算过程,具有运用计算机辅助设计机床夹具的能力。 2、侧重点解决的问题 (1)、确定夹具的类型(2)、确定工件的定位 (3)、确定工件的夹紧方案(4)、夹具的精度分析及计算 二、主要内容 (1)、保证工件的加工精度 专用夹具应有合理的定位方案、合适的尺寸、公差和技术要求,并进行必要的精度分析,确保夹具能满足工件的加工精度要求。 (2)、提高生产效率 专用夹具的复杂程度要与工件的生产纲领相适应。应根据工件生茶批量的大小选用不同复杂程度的快速高效夹紧装置,以缩短辅助时间,提高生产效率。 (3)、工艺性高 专用夹具的结构简单、合理、便于加工、装配、检验和维修。专用夹具的生产属于中批量生产。
(4)使用性号 专用夹具的操作应简便、省力、安全可靠,排屑顺畅,必要时可设置排屑结构。 (5)、经济型号 除考虑专用夹具本身结构简单、标准化程度高、成本低廉外,还应根据生产纲领对夹具方案进行必要的经济分析,以提高夹具生产中的经济效益。 目录 一、前言 (1) 钻床的简介 (1) 钻床的发展趋势 (2) 钻床的夹具概述及主要类型 (2) 钻床夹具的特点 (2) 钻摸类型选择 (2) 钻套的选择 (3) 钻模板类型 (3) 总结 (6) 二、钻床夹具的设计 (7) 钻床夹具 (8) 钻套 (9) 支撑钉 (10) 销轴 (11) 钻模板 (12)
杠杆臂 (13) 夹具体 (14) 总结 结论 致辞 参考文献 摘 要 钻床指主要用钻头在工件上加工孔的机床。通常钻头旋转为主运动,钻头轴向移动为进给运动。钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。钻床的特点是工件固定不动,刀具做旋转运动,并沿主轴方向进给,操作可以是手动,也可以是机动。 各个机床上加工零件都需要相应的夹具,本课题是针对一个特定的零件要在摇臂钻床上加工杠杆臂零件上孔φ10 mm 和φ13mm 的钻夹具。主要技术指标能保证 工件的加工精度、提高生产效率、工艺性好和使用性好。 我们在设计专用夹具时为了满足工件的加工精度要求,考虑了合理的定位方案、合适的尺寸、公差和技术要求,并进行了必要的精度分析在工艺性方便使这种夹具的结构简单、合理、便于加工、装配、检验和维修。在使用性方面这种夹具的操作简单、省力、安全可靠,排屑也方便,必要时可设置排屑结构。通过对钻床夹具设计的制作,进一步巩固和所学基本知识并对所学知识综合运用。学会查阅和收集技术资料,提高运用计算机辅助设计的能力,树立正确的设计思想和严谨的工作作风。 关键字: 定位元件 加工精度 连接元件 1 .00
车床法兰盘加工工艺规程及夹具设计设计
毕业设计 | CA6140车床法兰盘加工工艺规程及夹具设计
目录 1、工艺设计说明 书 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1 2、夹具设计说明 书 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20 3、课程设计体 会 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
第一部分 工艺设计说明书 1. 零件图工艺性分析 零件结构功用分析 法兰盘是可用于连接其他零件或可用于增加其他零件强度的一种零件。本法兰盘是回转面和平面的结合,内部由阶梯孔和螺纹孔组成,其要求有较高的耐磨性,较高的强度和回转稳定性。 零件技术条件分析 1)法兰盘本身精度: 外圆φ80 19 .00-+尺寸公差等级IT11,表面粗糙度Ra 为μm ,φ52 029 .001 .0--尺寸公 差等级为IT6,表面粗糙度Ra 为μm ,φ1201±尺寸公差等级IT14,表面粗糙度Ra 为μm ,内孔φ62015.0±公差等级为IT7,φ36 02.0-+尺寸公差等级IT6,φ65表 面粗糙度Ra 为μm ,距离φ36 02.0-+为 80 .030.0--的平面公差等级IT13。 2)位置精度,内孔φ62015.0±相对于基准面A 、B 的跳动量要求为。 3)加工此零件时,应尽量统一定位基准,减少装夹次数,这样有利于保证零件的加 工精度。 1. 3零件结构工艺性分析 此法兰盘是由回转面和平面组成,由零件图可知,该零件结构较为简单,但 零件精度要求高,零件选用材料HT150,该材料用于强度要求不高的一般铸件,不用人工实效,有良好的减振性,铸造性能好。对法兰盘的基本要求是高强度、高韧性、高耐磨性和回转平稳性,因而安排法兰盘加工过程应考虑到这些特点。 本次设计的零件图如下: 法 兰 盘
钻床夹具的设计
机械制造技术基础课程设计说明书 设计题目:钻床夹具设计 姓名:李小华 专业:机械设计制造及其自动化 班级: 20091051 学号: 2009105134 指导教师:张明松 2011年12月 29日至2012年 1月11日
目录 一、夹具的发展概况 二、工件分析 三、定位方案的选择 四、夹紧装置的选择 五、夹具体的选择 六、零件图的绘制 七、装配图的绘制 八、定位误差分析 九、设计小结 十、感谢 十一、参考资料
一、夹具的发展概况 机床夹具实在金属切削中用以准确地确定工件位置,并将其牢固地加紧,以接受加工的工艺装备。它的主要作用是:可靠的保证工件的加工质量,提高加工效率,减轻劳动轻度,充分发挥和扩大机床的工艺性能。因此,机床夹具在机械制造中占有重要的地位。 夹具最早出现在18世纪后期。随着科学技术的不断进步,夹具已从一种辅助工具发展成为门类齐全的工艺装备。 1.机床夹具的现状 国际生产研究协会的统计表明,目前中、小批多品种生产的工件品种已占工件种类总数的85%左右。现代生产要求企业所制造的产品品种经常更新换代,以适应市场的需求与竞争。然而,一般企业都仍习惯于大量采用传统的专用夹具,一般在具有中等生产能力的工厂里,约拥有数千甚至近万套专用夹具;另一方面,在多品种生产的企业中,每隔3~4年就要更新50~80%左右专用夹具,而夹具的实际磨损量仅为10~20%左右。特别是近年来,数控机床、加工中心、成组技术、柔性制造系统(FMS)等新加工技术的应用,对机床夹具提出了如下新的要求: 1)能迅速而方便地装备新产品的投产,以缩短生产准备周期,降低生产成本; 2)能装夹一组具有相似性特征的工件; 3)能适用于精密加工的高精度机床夹具; 4)能适用于各种现代化制造技术的新型机床夹具;
采煤机摇臂维修合同协议书
采煤机摇臂维修合同协 议书 文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
甲方合同编号: 乙方合同编号: 设备维修合同 (采煤机摇臂维修) 甲方: 乙方: 签订地点: 签订时间:年月日 摇臂维修协议 甲方:签订地点: 乙方:签订时间:年月日 第一条合同价款: 1.维修实际发生费=维修费用+实际更换的配件费,维修费用为万元(包含维修费、运费、装卸费(乙方厂地装卸)、17%增值税费、维修利润等维修过程中除实际更换的配件费外产生的其它所有费用); 2.配件由甲方提供(后附甲方提供配件清单);除甲方所提供配件外,其余配件全部由乙方负责。 3.甲方必须保证所提供的配件为合格的原厂产品。 第二条摇臂维修方案: 1.全面对摇臂进行拆解、清洗和检查; 2.摇臂壳体磨损严重,进行补焊修复,X光探伤; 3.摇臂托架裂缝检查,X光探伤,对裂缝进行焊接处理; 4.更换所有轴承和密封;
5.更换所有连接螺栓和胶管、管接头; 6.对拆解的摇臂齿轮、内齿圈、销子、挡盖、壳体、衬套、轴承座和行星托架等进行检测; 7.根据检测结果,更换损伤或超限的齿轮、销子、衬套等; 8.根据检测结果,更换超限的左右行星头法兰; 9.更换行星头浮动油封; 10.根据检测情况对变形孔和行星头磨损部加工和处理; 11.对损坏的丝扣进行修复处理; 12.对油冷却管进行打压试验,更换冷却管; 13.根据检测情况更换供水块的旋转密封、更换轴承、衬套及密封等; 14.根据检测情况更换摇臂托架的滑动轴承和衬套; 15.检查钮矩轴离合器,更换轴承、弹簧和其它易损件等; 16.更换摇臂外喷雾的喷嘴和铜垫; 17.组装; 18.喷砂; 19.喷漆; 第三条维修设备的技术标准、质量要求:按照采煤机原厂标准执行,乙方所修摇臂技术性能不低于原设备的技术性能,保证摇臂的几何尺寸。 第四条甲方(是/否)允许第三方完成加工物的主要工作:否。 第五条维修设备的交付时间、地点:维修工期为60天,交货地点按照甲方要求地点交付。 第六条维修设备检查标准、方法:按照合同第三条执行,由甲方组织验收并出具验收报告,且必须经煤矿实际使用后根据使用情况给予验收。
机械制造技术基础课程设计-ca6140车床法兰盘84003工艺及钻3-φ11孔夹具设计(全套图纸)
课程设计说明书 专业:机械设计制造及其自动化班级: 姓名: 学号: 指导老师:
目录(自己排下) 1、工艺设计说明书. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1 2、课程设计体会. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
第一部分 工艺设计说明书 1. 零件图工艺性分析 1.1零件结构功用分析 法兰盘是可用于连接其他零件或可用于增加其他零件强度的一种零件。本法兰盘是回转面和平面的结合,内部由阶梯孔和螺纹孔组成,其要求有较高的耐磨性,较高的强度和回转稳定性。 1.2零件技术条件分析 1)法兰盘本身精度: 外圆φ80 19.00-+尺寸公差等级IT11,表面粗糙度Ra 为1.6μm ,φ52029 .001 .0--尺寸公差等级为IT6,表面粗糙度Ra 为1.6μm ,φ1201±尺寸公差等级IT14,表面粗糙度Ra 为3.2μm ,内孔φ62015.0±公差等级为IT7,φ36 02 .0-+尺寸公差等级IT6,φ65表面粗糙度Ra 为1.6μm ,距离φ36 002.0-+为34.580 .030 .0--的平面公差等级IT13。 2)位置精度,内孔φ62015.0±相对于基准面A 、B 的跳动量要求为0.04。 3)加工此零件时,应尽量统一定位基准,减少装夹次数,这样有利于保证零件的加 工精度。 1. 3零件结构工艺性分析 此法兰盘是由回转面和平面组成,由零件图可知,该零件结构较为简单,但 零件精度要求高,零件选用材料HT150,该材料用于强度要求不高的一般铸件,不用人工实效,有良好的减振性,铸造性能好。对法兰盘的基本要求是高强度、高韧性、高耐磨性和回转平稳性,因而安排法兰盘加工过程应考虑到这些特点。 本次设计的零件图如附图:法 兰 盘 2. 毛坯选择 2.1毛坯类型 1、根据零件材料HT150确定毛坯为铸件,由于要加工与φ3602 .00 +-的孔中心线距离分 别为54和34.530 .080.0--的两平面,若毛坯外型铸成φ120的外圆,材料浪费太严重,因此将两平面直接铸出。且3-φ11和3-φ16.5的内孔不铸出,均在钻床上钻出后加工。 2. 由于本零件要求生产批量为中批量生产,毛坯铸造方法选用金属型铸造(查机械加工工艺设计资料 P4表1.2-1),铸造的毛坯尺寸公差等级为8级(查机械加工工艺设计资料 P6表1.2-5),选择错型值为0.7(查机械加工工艺设计资料 P6表1.2-4)。 2.2毛坯余量确定 对于批量生产的铸件加工余量(查机械加工工艺设计资料 P7表1.2-7),初步将
45°孔专用夹具
综合训练报告书 科目机械制造综合训练 院系工学院班级机自111班学号学生姓名马淞霖 指导教师蒋伟江 完成日期 绍兴文理学院
目录 《机械制造综合训练》任务书 (3) 综合训练主要内容 (4) 一、分析零件图 (4) 二、加工工艺分析 (5) 1. 毛坯的选择 (5) 2. 工艺分析 (5) 3. 确定毛坯表面加工余量 (5) 4. 指定工艺路线 (6) 5. 加工工艺卡 (6) 6. 加工工序卡 (7) 三、夹具设计 (10) 1.夹具体设计 (10) 2.确定夹具类型 (10) 3.确定定位方案 (10) 4.定位误差计算 (11) 5.钻套的选择和设计 (12) 6.确定夹紧方案,选择夹紧元件和夹紧机构 (12) 7. 确定夹具在机床上的安装方式 (13) 8. 确定夹具的结构形式 (13) 9. 夹具主要零件所采用的材料与热处理 (14) 10. 夹具的使用说明 (14) 11. 绘制夹具体的装配图及其主要零件图 (14) 四、夹具体中单个零件的虚拟仿真加工 (14) 五、心得体会 (37) 六、参考文献 (37)
《机械制造综合训练》任务书
综合训练主要内容 一、分析零件图 Φ30H7mm,长度为50mm,设计任务要求是在圆筒壁上钻1个Φ8的斜孔,角度为45°,距离左端面为20±0.15mm,斜孔的粗糙度值为12.5,其余都为6.3,并进行中批量生产。通过分析该零件,其布局合理,方便加工,可通过心轴夹紧保证其加工要求。 根据零件图的要求,所设计的夹具要求能保证斜孔在圆筒上的指定位置,因此要有一定的位置精度要求。 考虑到生产批量不大,因此夹具结构应尽可能简单,以减小夹具的制造成本。
法兰盘钻φ6mm孔夹具设计
目录 序言 (2) 一、零件的分析 (2) (一)零件的作用 (2) (二)零件的工艺分析 (2) 二、工艺规程设计 (3) (一)确定毛坯的制造形式 (3) (二)基面的选择 (3) (三)制定工艺路线 (3) (四)机械加工余量、工序尺寸及毛皮尺寸的确定 (5) (五)确立切削用量及基本工时 (6) 三、夹具设计: (10) (一)、设计时注意的问题 (10) (二)、夹具设计 (10) 参考资料: ..................................... 错误!未定义书签。
序言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。 由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。 一、零件的分析 (一) 零件的作用 题目所给的零件是CA6140车床的法兰盘。主要是要来安装在机床上, 起到导向的作用使机床实现进给运动。 (二) 零件的工艺分析 CA6140车床共有八处加工表面,其间有一定位置要求。分述如下: 1. 以φ100 0.120.34 +-为基准面加工表面 这一组加工表面包括:00.01745φ+- ,0 0.01745φ+-的右端面 2. 以0 0.01745φ+- 端面为基准, 先用16φ的钻头钻孔,然后再用铰刀铰孔 由于孔与00.01745φ+-有跳动的要求,所以要以. 以00.01745φ+- 端面为基准 3.以00.01745φ+- 端面为基准,车00.645φ+-、0.120.34100φ+-、90φ外圆,并导1.545??,和145??, 4.要以孔0.045 20φ++为基准,精车所有外圆面,使其达到要求
钻床专用夹具设计
毕节学院 机械制造技术基础课程设计 题目:专用夹具设计 学院:机械工程学院 班级:机械(2)班 姓名:刘丽琴 指导教师:许勇 完成日期:2013.12.30
序言 (2) 一、专用夹具的设计 (3) 1.1专用夹具的定义 (3) 1.2设计前的准备工作 (3) 1.2.1明确工件的年生产纲领 (3) 1.2.2 熟悉工件零件图和工序图 (3) 1.2.3 加工方法 (4) 1.3确定夹具结构方案和分析 (5) 1.4选择加紧机构 (5) 1.4.1夹紧力的方向 (5) 1.4.2夹紧力的作用点 (6) 1.4.3选择夹紧机构 (6) 1.5工件在夹具上加工的精度分析 (6) 1.5.1影响加工精度的因素 (6) 1.5.2定位误差的计算 (7) 1.6夹具经济性分析 (7) 1.7夹具总图绘制 (7) 1.7.1夹具总图绘制 (7) 二、总结与体会 (9) 参考文献 (10)
序言 机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节,也是机械设计与制造专业学生应该学习的一门主要专业课。其目的在于: (1)培养学生综合运用机械设计基础以及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课程设计可以巩固和加深有关机械课设方面的理论知识。 (2)学习和掌握一般机械设计的基本方法和步骤。培养独立设计能力,为以后的专业课程及毕业设计打好基础,做好准备。 (3)使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。 零件在工艺规程之后,就要按工艺规程顺序进行加工。在加工中除了需要机床、刀具、量具之外,成批生产时还要用机床夹具。它们是机床和工件之间的连接装置,使工件相对于机床获得正确的位置。机床夹具的好坏将直接影响工件加工表面的位置精度和加工精度。通常把确定工件在机床上或夹具中占有正确位置的过程,称为定位。当工件定位后,为了避免在加工中受到切削力、重力等的作用而使工件的既有位置遭到破坏,还应该用一定的机构或装置将工件加以固定。使工件在加工过程中保持定位位置不变的操作,称为夹紧。将工件定位、夹紧的过程称为装夹。工件装夹是否正确、迅速、方便和可靠,将直接影响工件的加工质量、生产效率、制造成本和操作安全。在成批、大量生产中,工件的装夹是通过机床夹具来实现的。
大采高采煤机摇臂壳体创新设计
doi:10.13436/j.mkjx.201711034 煤矿机械 Coal Mine Machinery Vol.38No.11 Nov.2017 第38卷第11期 2017年11月 产品·结构 0前言 采煤机摇臂壳体是其截割部的主要零件,支撑着截割部的其他零部件,使其具有确定的位置和相对运动关系。由于煤矿井下工作条件恶劣,壳体零件的结构形式和加工质量对采煤机的使用性能有很大影响,所以对于承受复杂载荷的采煤机摇臂壳体的创新设计尤为重要。 国内的采煤机主要采用设计-物理样机试验-修改设计-再次物理样机试验的方式进行设计,开发周期长,耗费巨大。本文以某型大采高采煤机摇臂国产化项目为依托,基于虚拟样机技术,应用数字化设计方法对摇臂壳体进行创新性设计,实现了在设计阶段对产品的设计质量进行评估与优化,减少物理样机的反复性试验,节省大量的经费,大幅度缩短开发周期,有效提高产品性能。 1摇臂壳体设计方案的确定 摇臂壳体作为采煤机截割部其他零部件的载体,在满足其强度、刚度的基础上使壳体轻量化是设计的重要准则。 国内外采煤机摇臂壳体多采用铸造方式进行加工,其较大的尺寸和复杂的内外结构使壳体的铸造工艺非常繁琐,工期长,且极易出现铸造缺陷。本研究中首次采用小型铸件和高强钢板结合加工摇臂壳体代替原铸造壳体。既减少了大型铸件的复杂程度,又有利于质量控制、大大缩短了生产周期,且与铸造结构相比焊接结构在摇臂壳体重量上可以减轻20%~30%,对于采煤机摇臂壳体来说是一种技术创新。2截割部数字样机的构建 (1)截割部数字化模型的建立 壳体建模是仿真分析的关键,本文分别对壳体焊接零件和铸件零件进行建模后按照焊接结构进行拼接。通过Pro/E对截割部进行虚拟装配和干涉检查,以有效降低各零部件间的相互干涉和配合错误率,同时对各零件赋予质量属性,避免在ADAMS中的繁琐操作。确定整个截割部装配无干涉后,通过Pro/E 与ADAMS间的接口文件将模型导入ADAMS中。 添加约束时,按照各零、部件间的实际联接和运动关系,选择适当的运动副完成模型相关约束、驱动的添加,得到采煤机摇臂刚-柔耦合数字样机模型,如图1所示。 图1采煤机摇臂刚-柔耦合数字样机模型 大采高采煤机摇臂壳体创新设计 马强 (中国煤炭科工集团太原研究院有限公司,太原030006) 摘要:传统大采高采煤机摇臂壳体尺寸庞大,铸造工期长、加工工艺复杂。基于创新设计方法,开发了铸焊(铸钢和高强钢板)结合的新型壳体。基于实际工况的仿真分析发现,壳体输出端加强圈焊缝处及左侧惰轮轴端盖孔处应力较大,均超过各自材料许用应力,且输出端变形较大;优化结构后,两处薄弱环节的主应力分别下降99.907MPa和7.676MPa,外联点INT_Node11Y向位移均值较改进前下降0.0227mm,优化效果明显,壳体工作可靠性明显提高。 关键词:壳体;采煤机;数字化设计;动力学仿真 中图分类号:TD421.6文献标志码:A文章编号:1003-0794(2017)11-0092-03 Innovative Design for Ranging Arm of Large Mining Height of Shearer MA Qiang (Taiyuan Research Institute Co.,Ltd.,China Coal Technology and Engineering Group,Taiyuan030006,China)Abstract:Traditional ranging arm of large mining height of shearer has large size、long casting cycle and complex process.Based on an innovative design,the casting welding(cast and high strength plate)combination type of ranging arm was developed.The simulation analysis under actual operating conditions found that the stresses of weld of stiffening ring of ranging arm and the cover hole of left idler shaft were large and exceed their material allowable stresses.The deformation of output was large and fatigue life of ranging arm was short;After structure optimized,two weaknesses’s stresses respectively decreased99.907MPa and7.676MPa,the displacement of INT_Node11Y direction falled 0.0227mm.Optimizing effect was obvious and reliability was improved significantly. Key words:shell;shearer;digital design;dynamics simulation z x y 92 万方数据
钻法兰盘斜孔夹具
机电及自动化学院 机械制造加工工艺 课程设计 设计题目:设计钻法兰盘上斜孔的夹具 设计者: 学号:0811115030 班级:08机制2班 指导教师: 评定成绩: 设计日期2011年12月28日至2012年1月11日
目录 序言 (1) 一、夹具设计任务 (2) (一)产品图及夹具装配图 (2) (二)产品的技术要求分析 (3) 二、夹具设计方案的确定 (3) (一)基准面得确定 (3) (二)定位方式及元件的选择 (3) (三)夹紧方式及元件的选择 (3) (四)夹具的总装结构 (4) 三、夹具的制作步骤 (4) 四、夹具的使用说明 (6) (一)夹具的操作步骤 (6) (二)使用注意事项和保养维护 (6) 五、课程设计心得体会 (6) 六、参考文献 (7)
序言 专用夹具是为零件的某一道工序加工而设计制造的,在产品相对稳定、批量较大的生产中使用;在生产过程中它能有效地降低工作时的劳动强度、提高劳动生产率、并获得较高的加工精度。 专用夹具的主要作用有以下几个方面: (1)准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。减小制品的尺寸偏差,提高了零件的精度和可换性 (2)减少了加工时繁琐的操作,获得较高的生产率和加工精度 夹具设计的基本要求: (1)、工装夹具应具备足够的强度和刚度。夹具在生产中投入使用时要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。 (2)、夹紧的可靠性。夹紧时不能破坏工件的定位位置和保证产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生较大的拘束应力。 (3)、夹具体应具有良好的加工精度和尺寸稳定性。对于夹具体上用来安装定位元件、对刀(或导向元件)的工作表面,应提出相应的尺寸、几何公差以及粗糙度的具体要求,并作相应的热处理或时效处理。 (4)、有良好的结构工艺性和使用性。家具体上部加工的毛面与工件表面之间应保证有一定的空隙,以免安装时产生干涉。 (5)、力求结构简单,装卸方便。在保证强度和刚度的前提下,极可能体积小、重量轻、以便于操作。 (6)、排屑方便。 (7)、夹具在机床上安装要稳定、可靠
CA6140车床输出轴工艺及钻2-φ8斜孔夹具设计设计说明书
专业课程设计说明书 设计题目输出轴的机械加工工艺规程与夹具设计 设计者何剑峰 指导教师方淳 台州学院机电与建筑工程学院 2009年9月20日
专业课程设计任务书 题目: 输出轴的机械加工工艺规程与夹具设计 原始图纸(见附页) 生产类型:中批量生产 设计内容: 1、零件图 1张 2、毛坯图 1张 3、机械加工工艺过程卡 1份 4、机械加工工序卡 1份 5、夹具装配图 1套 6、夹具零件图若干 7、课程设计说明书 1份 班级 06机械自动化2班 姓名何剑峰 学号 0610210222 指导教师方淳
目录 前言 一、零件的分析 1.1零件的作用 1.2零件的工艺分析 二、工艺规程的设计 2.1确定毛坯的制造形式 2.2基准的选择 2.3工艺路线的拟定及工艺方案的分析 2.4机械加工余量、工序尺寸及毛坯尺寸的确定 2.5确定孔的切削用量及基本工时 三、专用夹具的设计 3.1问题的提出 3.2夹具设计 四、总结 五、主要参考文献 前言
机械制造工艺学课程设计是在全部学完机械制造工艺学及机床夹具设计课程,并进行了生产实习的基础上进行的一个教学环节。这是我们在进行毕业设计之前对所学课程的一次深入的全面的总复习,也是一次理论联系实际的训练。 就我个人而言,希望通过这次课程设计,对自己今后将从事的工作,进行一次适应性训练,通过设计锻炼自己分析问题、解决问题的能力,为以后的工作打下一个良好的基础。 一、零件的分析 1.1零件的作用 题目所给定的零件车床输出轴,其主要作用,一是传递转矩,使车床主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。 1.2零件的工艺分析 从零件图上看,该零件是典型的零件,结构比较简单,其主要加工的面有φ55、φ60、φ65、φ75、φ176的外圆柱面,φ50、φ80、φ104的内圆柱表面,10个φ20的通孔,图中所给的尺寸精度高,大部分是IT6级;粗糙度方面表现在键槽两侧面、φ80内圆柱表面为Ra3.2um,大端端面为Ra3.2um,其余为Ra12.5um,要求不高;位置要求较严格,表现在φ55的左端面、φ80内孔圆柱面对φ75、φ60外圆轴线的跳动量为0.04mm, φ20孔的轴线对φ80内孔轴线的位置度为φ0.05mm,键槽对φ55外圆轴线的对称度为.0.08mm;热处理方面需要调质处理,到200HBW,保持均匀。通过分析该零件,其布局合理,方便加工,我们通过径向夹紧可保证其加工要求,整个图面清晰,尺寸完整合理,能够完整表达物体的形状和大小,符合要求。 二、工艺规程的设计 2.1 确定毛坯的制造形式 根据零件的材料,但从经济方面着想,锻件具有较高的抗拉抗弯和抗扭强度,冲击韧性常用于大载荷或冲击载荷下的工作零件。本零件生产批量为中批量,所以选择锻件中的模锻。