PDCA报告表格 YZ

标准压铸与后加工到装配的周转方式
短期目标:小批量倒入小胶盘试验现状:长期目标:大批量推广应用布局优化差异:对策依据:标准化作业,搬运浪费减少
影响:
改善理由:实施方案
做什么:周转方式改善
改善目标停顿时间1分钟/箱
改善幅度小
达成日期2014-9-26
物: 周转箱太大人:加上上料次数多,搬运动作浪费多
周转停顿时间长
检查查方法产量是否达到目标;
法:周转方法不良
机:环:场地布局不良检查频率每天周转方式不良,场地布局不良检查人員班长/主管/PE等
问5为什么后序追踪
原因分析
每个大胶箱装满重量50-80KG,运送危险,搬运动作浪费,
停顿时间约:12*1分钟/箱
对小中尺寸的工件周转工具制定标准,减少搬运/动作/停顿
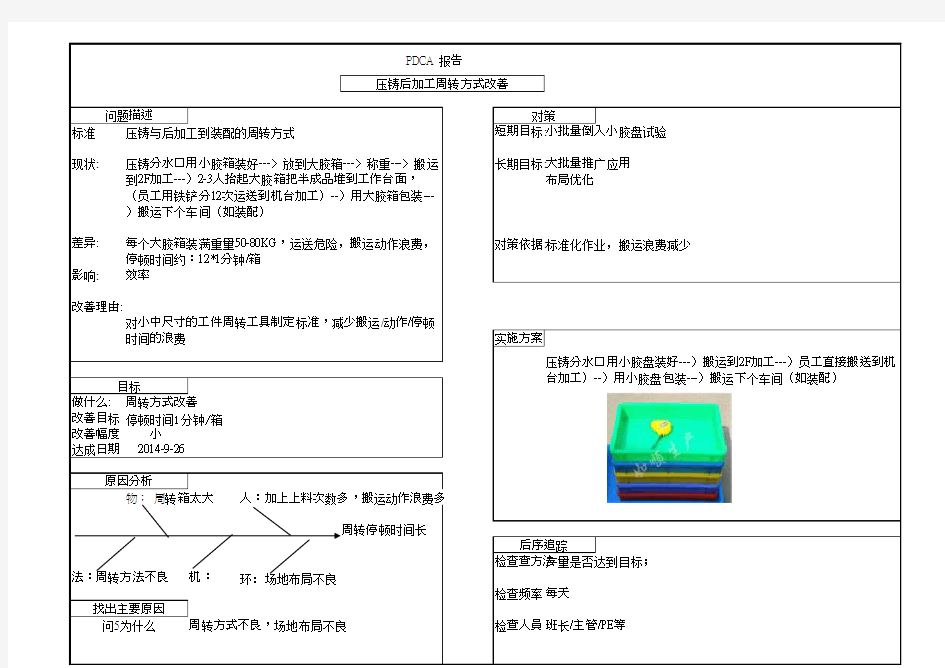
时间的浪费压铸分水口用小胶盘装好---〉搬运到2F加工---〉员工直接搬送到机
台加工)--〉用小胶盘包装---〉搬运下个车间(如装配)找出主要原因
PDCA 报告
压铸后加工周转方式改善
问题描述
目标
对策效率压铸分水口用小胶箱装好---〉放到大胶箱---〉称重---〉搬运
到2F加工---〉2-3人抬起大胶箱把半成品堆到工作台面,
(员工用铁铲分12次运送到机台加工)--〉用大胶箱包装---
〉搬运下个车间(如装配)
编制/日期:Rony Luo 9/16批准/日期:
相关主题