密封件组合垫片资料

组合垫片资料
丁腈橡胶(字母代表NBR)耐热120度耐油性好
三元乙丙橡胶(字母代表EPDM)耐热150度不耐油
硅胶材质(字母代表VMQ) 耐热220度耐油一般
聚四氟乙烯(字母代表PTFE)耐热280度耐油性好
氟胶(字母代表FKM) 耐热200度耐油性好
聚氨脂(字母代表PU) 耐热90度耐磨损
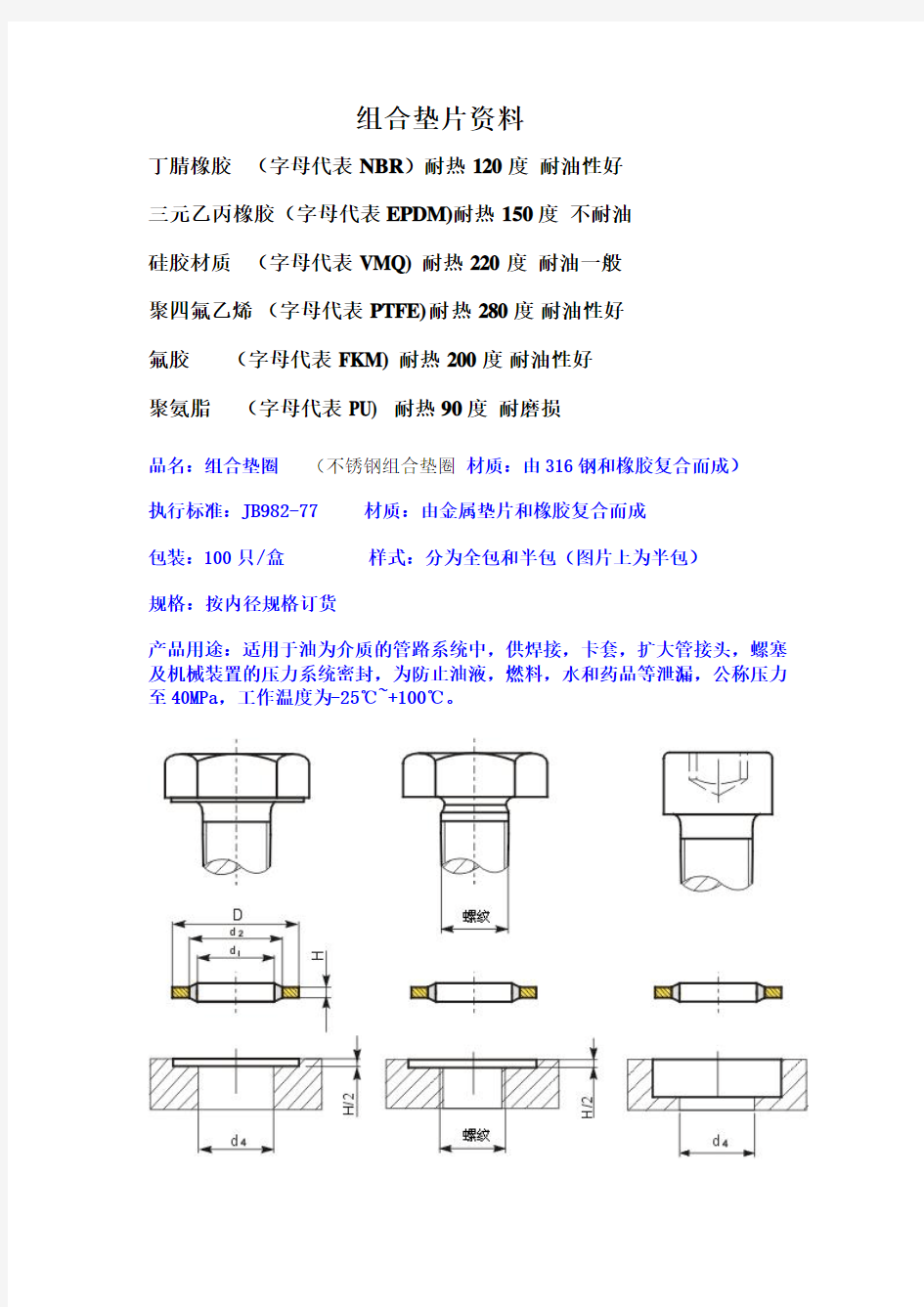
品名:组合垫圈(不锈钢组合垫圈材质:由316钢和橡胶复合而成)
执行标准:JB982-77材质:由金属垫片和橡胶复合而成
包装:100只/盒样式:分为全包和半包(图片上为半包)
规格:按内径规格订货
产品用途:适用于油为介质的管路系统中,供焊接,卡套,扩大管接头,螺塞及机械装置的压力系统密封,为防止油液,燃料,水和药品等泄漏,公称压力至40MPa,工作温度为-25℃~+100℃。
本报告仅供内部交流
本报告仅供内部交流,不得复制、转载或摘录!请务必阅读正文之后的免责条款。
中报点评
一汽富维 推荐
(600742) (维持) 余 兵
本部减亏、投资收益稳定
汽车行业高级研究员 汽车行业研究员 86-21-62078960 86-21-62078709 yubing@https://www.360docs.net/doc/de14591676.html, wangdean@https://www.360docs.net/doc/de14591676.html,
2009 年 08 月 21 日
王德安
一汽富维公布 2009 中报:实现营业收入 13.64 亿元,同比下降 37%;净利润 1.04 亿元, 同比增长 46.7%。每股收益 0.49 元,每股净资产 6.62 元。
公司本部主要为钢车轮业务, 是国内最大的车轮生产基地。 此外还有冲压件分公司及全资 子公司一汽富维八达汽车电器公司。钢车轮主要为一汽集团及其各子公司配套。 公司主要利润来源为投资收益,投资收益主要由天津英泰汽车饰件公司(股比25%)、长 春富奥江森自控汽车饰件系统(股比50%)、长春曼胡默尔富奥滤清器有限公司(40%)等 公司贡献。 公司及其参股子公司客户主要为一汽大众、 一汽解放、 一汽轿车、 一汽丰田, 产品主要有: 钢车轮、内饰(含门板座椅仪表板等)、后视镜、保险杠、滤清器等。公司主要利润来源 为汽车内饰件。下属子公司中仅有曼胡默尔富奥滤清器公司以对外提供工业滤清器为主, 对一汽集团内部配套为辅。
1、本部减亏、投资收益稳定
公司09H1净利润同比增长46.7%,主要原因有三点:本部减亏、资产置换收益、投资收益 稳定。 2009年上半年一汽富维专用车资产和一汽集团厂房土地资产成功进行了置换, 使公司减少 了专用车分公司的巨额亏损。本部业务亏损额降低近三成,资产减值损失减少,合资公司 利润贡献稳定。 本部剥离此前贡献巨额亏损的车厢业务而专注于车轮业务后, 公司的净利润主要来源依然 是参股的合资公司,09H1投资收益贡献净利润比例为136%,而08同期比例为201%,08全年 比例为191%。
螺栓、螺母、垫片使用规范详解
螺栓、螺母、垫片使用规范详解 普通螺栓作为永久性连接螺栓时应符合下列要求: 1.对一般的螺栓连接,螺栓头和螺母下面应放置平垫圈,以增大承压面积。 2.螺栓头和螺母侧应分别放置平垫圈,螺栓头侧放置的平垫圈一般不应多于2个,螺母侧放置的平垫圈一般不应多于 1个。 3.对于设计有要求防松动的螺栓、锚固螺栓应采用防松动装置的螺母或弹簧垫圈,弹簧垫圈必须设置在螺母一侧。 4.对于承受动荷载或重要部位的螺栓连接,应按设计要求放置弹簧垫圈,弹簧垫圈必须设置在螺母一侧。 5.对于工字钢、槽钢类型钢利用斜面连接时应使用斜垫圈,使螺母和螺栓头部的支承面垂直于螺杆。
螺栓使用位置分类要求 根据配电线路螺栓使用位置及功能,螺栓可分为:电气连接类、电气设备固定类、铁附件固定类三种。下面具体说明: 1.电气连接类: 户外一次接线应采用热镀锌螺栓连接,所用螺栓应有平垫圈和弹簧垫圈,螺栓紧固后,螺栓宜露出 2~3扣。一根螺栓配两个平垫圈、一个弹簧垫圈、一个螺母。安装时螺栓头侧放置一个平垫圈,螺母侧放置一个平垫圈和一个弹簧垫圈,其中弹簧垫圈靠螺母。 2.电气设备固定类: 变压器、配电箱底座与铁附件连接如利用槽钢斜面螺栓连接固定时,一根螺栓配一个螺母、一个斜垫圈(槽钢斜面侧用)和一个平垫圈(平面2侧用)。利用槽钢平面螺栓连接固定时,一根螺栓配两个平垫圈、一个弹簧垫圈、一个螺母。安装时螺栓头侧放置一个平垫圈,螺母侧放置一个平垫圈和一个弹簧垫圈,其中弹簧垫圈靠螺母。隔离开关、跌落式熔断器、避雷器与铁附件的连接,原则上使用设备厂家提供的安装螺栓。 3.铁附件固定类: 铁附件连接螺栓孔为圆孔时,一根螺栓配一个螺母、两个平垫圈,铁附件连接螺栓孔为长孔时,一根螺栓配一个螺母、两个方形垫圈,安装时螺栓头侧和螺母侧各放置一个平垫圈(方形垫圈)。铁附件连接采用双头螺栓时,螺栓每端各配一
发动机缸盖的机加工艺及加工难点
- 37 - 汽车发动机缸盖与发动机的配气和点火等重要性能密不可分。而缸盖作为复杂零件,其表述繁杂,容易使人对其机加工艺摸不着头绪。文章以直列4缸发动机铝合金缸盖为例,明晰了缸盖与相关零件的装配关系、机加工艺核心原则及关键部位加工方法。 1 装配关系 发动机缸盖的各个面及相关位置,如图1和图2所 示。 图1 缸盖的缸体结合面及相关位置 图2 缸盖的罩壳结合面及相关位置 1.1 6个外形面1.1.1 缸体结合面 与缸体结合,此面上有燃烧室。气缸的容积与燃烧室容积的比值称为压缩比,这是发动机性能的重要参数。气缸中被压缩的可燃混合气体在燃烧室内被点火和燃烧,燃烧室容积变小,可能引起爆燃,容积变 大,会导致发动机功率不足。一般缸盖的燃烧室都是 () 摘要:发动机缸盖作为复杂零件,表述繁杂,文章从使用功能角度介绍了缸盖各部位重要程度,分析了缸盖与相关零部件装配关系,指出缸盖机加工艺路线的核心原则,同时阐述了其关键部位的加工方法及注意事项。实践表明,该原则及方法有助于把握缸盖加工关键,灵活编排工艺。 关键词:发动机缸盖;装配关系;工艺分析;加工方法 Machining Technology and Difficulties of Engine Cylinder Head Abstract: As a complex parts, it is difficult to draw a clear picture of engine cylinder head. This paper introduces each part’s importance of engine cylinder head and analyzes the assembling of cylinder head and related parts, pointing out that the core principles of cylinder head’s machining technology as well as the processing methods and some notices. The practice proves that this processing method and principles facilitate the holding on the key points of engine cylinder head machining and a flexible arrangement of technology. Key words: Engine cylinder head; Assembling; Technology analysis; Machining methods 发动机缸盖的机加工艺及加工难点 万方数据 默克精密工具(常州)有限公司陈圣
公司内部交流学习组织方案
公司内部交流学习组织方案 为加强控股各产业公司之间的相互了解、交流学习,在各产业公司之间树立标杆,形成取长补短、共同进步的局面,控股特制定本方案,具体方案如下: 一、交流学习目的 在公司内部推广、学习控股公各产业公司在工艺创新、管理创新上的新思路、新办法,提升产业公司各层管理者管理水平,在公司内部形成取长补短、共同进步的局面。 二、交流内容 主要分为产品质量管理、生产现场管理、设备管理、营销管理、产品指标检测六大部分。 三、交流时间 自5月份开始,每月一期,10-20日间组织。 四、参加人员 控股高层、各产业公司相关模块主管以上管理人员,部分骨干员工也可参加,具体参加名单将由控股人力资源部确定。 五、组织流程 (1)召开动员会 4月25日,控股人力资源部组织各产业公司总经理、副总经理、办公室主任、相关交流模块负责人会议,公布交流学习方案,发动各层管理者积极参与。 (2)确定演讲人员名单 4月26-17日,由相关控股高层、各产业公司总经理进行推荐确定演讲人员名单(每个模块2位演讲人)
(3)根据交流学习时间安排,演讲人制作PPT,准备演讲。 六、交流学习会流程 (1)演讲人针对模块内容以PPT的形式,分享所在公司的先进经验,每人30-60分钟。(生产管理方面可先组织现场参观活动) (2)参会人员以公司为单位针对演讲内容进行研讨,主要是针对演讲内容与本公司接合提出改善建议,及实施推进计划。 (3)各公司展示改善推进计划,分管高层进行点评。 (4)在下次交流会时,各公司根据推进计划,展示改善推进成果。 人力资源部2013年4月面对强大的对手,明知不敌,也要毅然亮剑,即使倒下,也要化成一座山
垫片材质分类及使用
垫片 垫片是用纸、橡皮片或铜片制成,放在两平面之间以加强密封的材料,为防止流体泄漏设置在静 密封面之间的密封元件。 选择垫片的材料主要取决于下列三种因素:温度压力介质 一.金属垫片材料 1.碳钢:推荐最大工作温度不超过538C,特别当介质具有氧化性时。优质薄碳钢板也不适合应用于制造 无机酸、中性或酸性盐溶液的设备,如果碳钢受到在的应力,用于热水工况条件下的设备事故率非常高。 碳钢垫片通常用于高浓度的酸和许多碱溶液。布氏硬度约120。 2.304不锈钢18-8 (铬18-20%、镍8-10%),推荐最大工作温度不超过760C。在温度-196~538C区间 内,易发生应力腐蚀和晶界腐蚀。布氏硬度160。3 . 304L不锈钢含碳量不超过0。03%推荐最大工作 温度不超过760C。耐腐蚀性能类似304不锈钢。低的含碳量减少了碳从晶格的析出,耐晶界腐蚀性能高 于304不锈钢。布氏硬度约140。 4.316不锈钢18-12 (铬18%镍12% ,在304不锈钢中增加约2%钼,当温度提高其强度和耐腐蚀性 能提高。当温度提高时比其它普通不锈钢具有更高抗蠕变性能。推荐最大工作温度不超过760 C。布氏硬度约160。 5.316L不锈钢推荐最大连续工作温度不超过760C~815C。碳含量不超过相对于316不锈钢具有更优秀 的耐应力和晶界腐蚀。布氏硬度约140。 6.20合金45%铁、24%镍、20%铬和少量钼和铜。推荐最大工作温度不超过760C ~815C。特别适用于制 造耐硫酸腐蚀的设备,布氏硬度约160。 7?铝铝(含量不低于99%。铝具有优秀耐腐蚀性能和加工性能,适用于制造双夹垫片。布氏硬度约35。推荐最大连续工作温度不超过426 C。 &紫铜紫铜的成分接近于纯铜,其含有微量的银以增加其连续工作温度。推荐最大连续工作温度不超过 260 C。布氏硬度约80。 9.黄铜(铜66%锌34%),在大多数工况条件下,具有良好耐腐蚀性能,但不适应醋酸、氨、盐和乙炔。 推荐最大连续工作温度不超过260C。布氏硬度约58。 10.哈氏B-2 (26-30%钼、62%g和4-6%铁)。推荐最大工作温度不超过1093C。具有优异的耐热浓度盐 酸腐蚀性能。也具有优异的耐湿氯化氢气体腐蚀、硫酸、磷酸和还原性盐溶液腐蚀的性能。在高温条件下具有高的强度。布氏硬度约230。 11.哈氏C-276 16-18%钼、13-17.5%铬、3.7-5.3%钨、4.5-7%铁、其余均为镍)。推荐最大工作温度不超 过1093C。具有优异的耐腐蚀性能。对各种尝试的冷硝酸或浓度达到70%勺沸腾硝酸具有优异的耐腐蚀性能,具有良好的耐盐酸和硫酸腐蚀性能及优异的耐应力腐蚀性能。布氏硬度约210。 12 .英科耐尔600镍基合金(77%镍、15%各和7%铁)。推荐最大工作温度不超过1093C。在高温条件下
组合密封件的安装方法
组合密封件的安装方法 一、安装说明 1、单向密封安装时必须将密封件受压一侧面对压力腔。 2、缸体和活塞杆上必须有符合本样本要求的安装倒角。 3、尖边必须去毛刺和倒圆。缸筒或活塞杆配合表面不许有划伤、压痕或脱铬现象。 4、螺纹、导向环沟槽等应遮盖.防止安装时密封件在沟缝或粗糙的表面上被划伤。 5、灰尘、脏污、锈迹、碎I屑或外来颗粒都必须清除干净。 6、不许使川带有尖角的工具。 7、安装前,缸筒、活塞、活塞杆及密封件需涂抹润滑油或润滑脂.并要考虑到与密封介质相匹配。 8,聚四氟乙烯滑环在加热的油或热水中(约80- 1 20°C)很容易被扩张并恢复原状。 二、安装方法 开式沟栖无需专用工具,可直接安装。 (一)闭式沟槽中活塞杆用密封件的安装 1、对所有密封基体、密封件及安装工具进行清洗并涂油。 2、在沟槽中放入O形圈(不得扭曲)。 3、将聚四氛乙烯滑环压成肾形并不得形成尖形弯Ills。 4、将压缩的聚四氟乙烯滑环装入沟槽中,如有可能.用手指将滑环的内径展平。
5、将复原心轴旋转着推入孔中,1-5分钟后取出心轴。 二)闭式沟槽中活塞用密封件的安装 1.对所有密封基体、密封件及安装工具进行清洗并涂油。 2.先将0形橡胶圈放入沟槽中.把导向套套在活塞上。然后把聚四氟乙烯滑环套到导向套上,并缓缓推到沟槽位置。 3.卸下导向套,将校正套旋转着推到密封组件上进行整行,并保持1-5分钟后卸下。 4.活塞装入缸孔时,应将活塞对正中心垂直向下缓慢均速压入,应避免冲击载荷或左右晃动压入,以防损坏密封件。若水平装入活塞,则应注意保持其与缸孔的同轴度。 5,若活塞安装通过缸孔内表面上的油孔时,须用一个光滑圆头塑料棒插入油孔中,轻推密封件唇口,这样可以防止孔的倒角损坏唇口。油孔必须倒角并且尖边倒园. 以上文章来自于达曼森密封科技有限公司,转载时请注明。
螺栓螺母垫片使用规范
螺栓螺母垫片使用规范 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
螺栓连接基本要求 普通螺栓作为永久性连接螺栓时应符合下列要求: 1.对一般的螺栓连接,螺栓头和螺母下面应放置平垫圈,以增大承压 面积。 2.螺栓头和螺母侧应分别放置平垫圈,螺栓头侧放置的平垫圈一般不 应多于2个,螺母侧放置的平垫圈一般不应多于1个。 3.对于设计有要求防松动的螺栓、锚固螺栓应采用防松动装置的螺母 或弹簧垫圈,弹簧垫圈必须设置在螺母一侧。 4.对于承受动荷载或重要部位的螺栓连接,应按设计要求放置弹簧垫 圈,弹簧垫圈必须设置在螺母一侧。 5.对于工字钢、槽钢类型钢利用斜面连接时应使用斜垫圈,使螺母和 螺栓头部的支承面垂直于螺杆。 螺栓使用位置分类要求 根据配电线路螺栓使用位置及功能,螺栓可分为:电气连接类、电气设备固定类、铁附件固定类三种。下面具体说明: 1.电气连接类: 户外一次接线应采用热镀锌螺栓连接,所用螺栓应有平垫圈和弹簧垫圈,螺栓紧固后,螺栓宜露出2~3扣。 一根螺栓配两个平垫圈、一个弹簧垫圈、一个螺母。安装时螺栓头侧放置一个平垫圈,螺母侧放置一个平垫圈和一个弹簧垫圈,其中弹簧垫圈靠螺母。 2.电气设备固定类: 变压器、配电箱底座与铁附件连接如利用槽钢斜面螺栓连接固定时,一根螺栓配一个螺母、一个斜垫圈(槽钢斜面侧用)和一个平垫圈(平面
侧用)。利用槽钢平面螺栓连接固定时,一根螺栓配两个平垫圈、一个弹簧垫圈、一个螺母。安装时螺栓头侧放置一个平垫圈,螺母侧放置一个平垫圈和一个弹簧垫圈,其中弹簧垫圈靠螺母。 隔离开关、跌落式熔断器、避雷器与铁附件的连接,原则上使用设备厂家提供的安装螺栓。 3.铁附件固定类: 铁附件连接螺栓孔为圆孔时,一根螺栓配一个螺母、两个平垫圈,铁附件连接螺栓孔为长孔时,一根螺栓配一个螺母、两个方形垫圈,安装时螺栓头侧和螺母侧各放置一个平垫圈(方形垫圈)。铁附件连接采用双头螺栓时,螺栓每端各配一个螺母、一个平垫圈(方形垫圈)。 对于槽钢和工字钢翼缘上倾斜面的螺栓连接,则尽量使用斜垫圈,使螺母和螺栓头部的支承面垂直于螺杆。 螺栓的穿向要求 对立体结构:水平方向由内向外;垂直方向由下向上。 对平面结构:顺线路方向,双面构件由内向外,单面构件由送电侧穿入或按统一方向;横线路方向,两侧由内向外,中间由左向右(面向受电侧)或按统一方向;垂直方向,由下向上。 变压器台架平面结构:以变压器高、低压端子为参考方向,从低压端子端向高压端子方向穿;以变压器、电杆为参考方向,从变压器侧向电杆侧方向穿(由内向外穿)。 螺栓的紧固要求 连接螺栓应逐个紧固,螺栓的扭紧力矩不应小于表4的规定。若发现螺杆与螺母的螺纹有滑牙或螺母的棱角磨损以致扳手打滑的,应更换螺栓、螺母。
密封圈的安装指南
密封圈的安装指南 安装前,应首先检查密封件表面质量,不得有飞边、毛刺、裂痕、切边。气孔和疏松等缺陷,密封件的几何尺寸和精度都要符合标准要求。孔用组合密封圈由O形圈和耐磨环组成。由于O形圈弹性较大,安装比较容易;而耐磨环弹性较差,如果直接安装则活塞的各台阶、沟槽容易划伤其密封表面,影响密封效果。为保证耐磨环安装时不被损坏,应采取一定的安装措施。耐磨环主要由填充聚四氟乙烯(PTFE)材料制成,具有耐腐蚀的特性,热膨胀系数较大,故安装前先将其在100℃的油液中浸泡20min,使其逐渐变软,然后用工装将其装人活塞的沟槽中。 工装由定位套和涨套组成。定位套头部有5o倒角,用于引导O形圈和耐磨环装人活塞端部沟槽。涨套由弹性较好的65 Mn钢经热处理制成,加工成均匀对称的8瓣结构。需要注意的是,加工各瓣底部的小孔时,分度要均匀,铣开各瓣时应使锯口对准小孔的中心,以保证涨套各瓣能均匀涨开。同时各部位都应进行(光滑)倒角,以免损坏密封圈。 每一种规格的密封圈都应有一套对应的工装来保证其装配要求。安装完成后不允许密封圈有折皱、扭曲、划伤和装反的现象存在。 液压缸缸筒,缸筒上的螺纹孔常安排在焊接工序之后加工,这样就不可避免地要在螺纹孔出口与缸筒内壁的交界处产生毛刺。为清除毛刺,必须设计制做专用刀具对其进行加工,达到光滑过渡的目的。
专用刀具的结构。使用时,先将刀杆从螺纹孔中插人,然后从侧面将刀头安装在刀杆上,旋转刀杆即可将毛刺除掉并加工出光滑完整的表面。另一类密封件是聚氨酯材质的Y形密封圈因其具有高硬度、高弹性、耐油、耐磨和耐低温等优点,广泛用于液压油缸中。它的内、外唇根据轴用或孔用可制成不等高形状,以起到密封和自身保护的作用。不等高唇Y形圈,其短唇与密封面接触,滑动摩擦阻力小,耐磨性好,寿命长;长唇与非相对运动表面有较大的预压缩量,工作时不易窜动。由于聚氨酯材质的Y形圈硬度高、预压缩量大,在安装、更换时常常会造成密封圈被挤破、翻卷和咬边等损坏现象,从而起不到应有的密封效果,甚至失效。装配时,我们曾用螺丝刀将密封唇沿缸径往里压;或用细铁丝将密封圈的外唇捆紧,使其外径小于缸的内径,然后将密封圈送人缸内,再将细铁丝抽出。但这两种装法都容易将密封圈划伤,导致密封失效,增加维修时间。针对这种情况,我们用0.lmm厚的冷轧钢带或铜皮将其剪成长方形,其长度等于Y 形圈外径的周长,然后用它将密封圈裹紧,再一点一点地送人液压缸缸筒中,待外唇口全部进人缸筒后再将其抽出,安装效果较好。
有效沟通技巧的培训内容(内部资料)
有效沟通技巧的培训内容 前言: 由于本次活动,我们将会与许多不认识的人交往,而在这交往中,我们自身的沟通能力将很大程度上决定我们交往的成功与否,于是,我们开设了有效沟通技巧的培训课程,希望通过这个课程,我们每一个人的沟通水平都能获得提高,从而帮助我们的营员不仅在这次活动中受益,在以后的人生中也会发挥用处。 我们本课程将分为沟通技巧的七个方面来介绍: 第一:沟通的概念 ●沟通的定义:为了设定的目标,把信息,思想和情感在个人或群体间传递,并达成共 同协议的过程。 ●沟通的三大要素: 在沟通的定义里,需要学习和明确沟通的重要内容即沟通的三大要素: 沟通的三大要素 要有一个明确的目标 达成共同的协议 沟通信息、思想和情感 1)沟通的目的性要求我们在沟通的过程中,应开门见山的说出自己这次沟通的目的,不应拖泥带水的,请大家记住:这不是聊天,所以直接说出自己的目的有时显得很重要。 2)沟通是否结束的标志就是:是否达成了一个协议。在我们明确了沟通的第二个要素的时候,我们应该知道,在我们和别人沟通结束的时候,我们一定要用这样的话来总结:非常感谢你,通过刚才交流我们现在达成了这样的协议,你看是这样的一个协议吗? 这是沟通技巧的一个非常重要的体现,就是在沟通结束的时候一定要有人来做总结,这是一个非常良好的沟通行为。 3)沟通的内容不仅仅是信息还包括着更加重要的思想和情感。 ●沟通的两种方式 这两种方式是:语言的沟通和肢体语言的沟通 语言的沟通包括口头语言、书面语言、图片或者图形。 肢体语言包含得非常丰富,包括我们的动作、表情、眼神。实际上,在我们的声音里也包含着非常丰富的肢体语言。我们在说每一句话的时候,用什么样的音色去说,用什么样的抑扬顿挫去说等,这都是肢体语言的一部分。 ●沟通的双向性:请大家一定要记住:沟通一定是双向的过程
广东电网公司配网工程螺栓、螺母、垫片使用规范
广电建〔2014〕241号附件 广东电网公司配网工程 螺栓、螺母及垫圈使用规范(试行) 二〇一四年七月
1 总则 适用范围 本规范适用于广东电网公司10kV配电线路杆塔安装(铁塔和钢管杆塔安装除外)、杆塔上配电设备安装及电力金具安装。 本规范使用的螺纹规格为M5~M64。 根据螺栓使用位置及功能确定安装方式。 标准和规范 本规范参照表1标准制定。 表1:引用标准清单
所有钢材、铸件等均应符合国家标准(GB)及国际单位制(SI)的标准。使用环境 海拔高度:≤2500m 最高环境温度: +150oC 最低环境温度: -50oC 年平均气温: 20oC 最大日温差: 40oC 日照强度: cm2(风速s) 覆冰厚度: 0~30mm 最大设计风速:35m/s(离地面10m 高处15 年一遇、10 分钟平均最大值)累年平均相对湿度%:61 ~ 86 污秽等级:Ⅰ~Ⅳ级
地震烈度:Ⅷ度 2 螺栓、螺母及垫圈的使用 螺栓、螺母、垫圈的性能等级 采用螺栓、螺母、平垫圈的性能等级如表2。. 表2:螺栓、螺母匹配表 螺栓强度 螺栓的强度应符合表3要求。 表3:螺栓的强度设计值(N/mm2) 螺栓连接基本要求 普通螺栓作为永久性连接螺栓时应符合下列要求:? 1.对一般的螺栓连接,螺栓头和螺母下面应放置平垫圈,以增大承压 面积。? 2.螺栓头和螺母侧应分别放置平垫圈,螺栓头侧放置的平垫圈一般不 应多于2个,螺母侧放置的平垫圈一般不应多于1个。? 3.对于设计有要求防松动的螺栓、锚固螺栓应采用防松动装置的螺母 或弹簧垫圈,弹簧垫圈必须设置在螺母一侧。?
4.对于承受动荷载或重要部位的螺栓连接,应按设计要求放置弹簧垫圈,弹簧垫圈必须设置在螺母一侧。? 5.对于工字钢、槽钢类型钢利用斜面连接时应使用斜垫圈,使螺母和螺栓头部的支承面垂直于螺杆。 螺栓使用位置分类要求 根据配电线路螺栓使用位置及功能,螺栓可分为:电气连接类、电气设备固定类、铁附件固定类三种。下面具体说明: 1.电气连接类: 户外一次接线应采用热镀锌螺栓连接,所用螺栓应有平垫圈和弹簧垫圈,螺栓紧固后,螺栓宜露出2~3扣。 一根螺栓配两个平垫圈、一个弹簧垫圈、一个螺母。安装时螺栓头侧放置一个平垫圈,螺母侧放置一个平垫圈和一个弹簧垫圈,其中弹簧垫圈靠螺母。 2.电气设备固定类: 变压器、配电箱底座与铁附件连接如利用槽钢斜面螺栓连接固定时,一根螺栓配一个螺母、一个斜垫圈(槽钢斜面侧用)和一个平垫圈(平面侧用)。利用槽钢平面螺栓连接固定时,一根螺栓配两个平垫圈、一个弹簧垫圈、一个螺母。安装时螺栓头侧放置一个平垫圈,螺母侧放置一个平垫圈和一个弹簧垫圈,其中弹簧垫圈靠螺母。 隔离开关、跌落式熔断器、避雷器与铁附件的连接,原则上使用设备厂家提供的安装螺栓。 3.铁附件固定类: 铁附件连接螺栓孔为圆孔时,一根螺栓配一个螺母、两个平垫圈,铁附件连接螺栓孔为长孔时,一根螺栓配一个螺母、两个方形垫圈,安装时
发动机缸体
发动机缸体
————————————————————————————————作者: ————————————————————————————————日期:
发动机缸体 [摘要]缸体是汽车发动机乃至汽车中最重要的零件之一,发动机的加工质量直接影响发动机的质量,进而影响到汽车整体的质量,因此发动机缸体的制造加工长期以来一直受到国内外汽车生产企业的重视。[缸体的简单介绍]发动机缸体是发动机的基础零件和骨架,同时又是发动机总装配时的基础零件。缸体的作用是支承和保证活塞、连杆、曲轴等运动部件工作时的准确位置;保证发动机的换气、冷却和润滑;提供各种辅助系统、部件及发动机的安装。汽车发动机的缸体和上曲轴箱常铸成一体,称为缸体——曲轴箱。缸体上部的圆柱形空腔称为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运动的空间。在缸体内部铸有许多加强筋,冷却水套和润滑油道等。根据缸体与油底壳安装平面的位置不同,通常把缸体分为以下三种形式。(1)一般式缸体:其特点是油底壳安装平面和曲轴旋转中心在同一高度。这种缸体的优点是机体高度小,重量轻,结构紧凑,便于加工,曲轴拆装方便;但其缺点是刚度和强度较差(2)龙门式缸体:其特点是油底壳安装平面低于曲轴的旋转中心。它的优点是强度和刚度较好,能承受较大的机械负荷;但其缺点是工艺性较差,结构笨重,加工较困难。(3)隧道式缸体:这种形式的缸体曲轴的主轴承孔为整体式,采用滚动轴承,主轴承孔较大,曲轴从缸体后部装入。其优点是结构紧凑、刚度和强度好,但其缺点是加工精度要求高,工艺性较差,曲轴拆装不方便。为了能够使缸体内表面在高温下正常工作,必须对缸体和缸盖进行适当地冷却。冷却方法有两种,一种是水冷,另一种是风冷。水冷
汇总版规范垫片使用的措施2015.12.22
规范垫片使用的办法 一、工艺专业执行方案 1、严格进行图纸会审,优先考虑缠绕垫、透镜垫;不建议使用复合垫片、石棉垫。(以储运 系统安全改造项目为例,石墨复合垫改为缠绕垫,并没有使投资费用大幅上升,详见后面计算清单)。 2、按照管段表的要求提报垫片的材料计划。 3、为减少不必要的浪费,充分考虑后期水压、吹扫、气密等工作的实际,人孔、手孔、静设 备、动设备、调节阀、流量计、限流孔板、以及试压、吹扫方案可拆卸口施工时安装临时垫片,在吹扫恢复后检查后更换为正式垫片,做好记录。 4、在首次安装垫片时,严格按照施工图纸进行垫片的安装,并在紧口前进行两部分工作:1)、第一部分画图、做表签字确认【配轴测图、签字表】 2)、现场留下色标确认 已经按照设计图纸进行正确垫片安装的阀门、法兰口,需要用油漆进行喷涂,喷一道标记,采用临时垫片的不涂色标。 5、在水压实验、气密、或更换阀门期间,需要更换垫片,进行两部分工作: 1)对更换的垫片做表签字确认 2)、现场更换的垫片部位进行色标确认 在水压、气密、更换阀门期间造成更换的位置,需要用油漆进行喷涂,更换过垫片的法兰口显示两道喷涂标记,并且对更换垫片处挂牌,注明确认的检修人员名字。注:对多次进行垫片更换的部位应对应的进行表格登记和留现场标记。 6、三查四定阶段
在三查四定阶段强调垫片检查的内容,尤其是已经更换的垫片进行重点确认。现场未更换过垫片的法兰显示出现一道油漆标记,更换过垫片的法兰应为两道标记或多道标记。 在三查四定表格中,重点突出垫片检查的内容,要求生产部相关部门、使用车间、化建单位、监理单位、工程部、使用车间等部门在三查四定确认单上签字。对于现场有异议的地方,现场拆口检查,并做表登记、现场法兰口做标记。 7、在资料检查时,重点检查垫片安装记录表。 8、以上首次安装垫片、正常更换垫片、三查四定更换垫片等工序每次喷涂标记时采用不同颜色的油漆,增加现场辨识度。 9、在中间交接以前,不允许生产部或检修分部的相关人员对阀门、法兰等含有垫片的位置进行拆检;中间交接前施工单位、监理单位、工程部对垫片情况进行一次最后的检查,并签字确认。 10、一旦中间交接,现场的维护和其他工作转为生产管理部门。 11、为保证该方案的可实施性,GC1、GC2压力管道管线和工艺物料管线按照此办法执行。 二、设备专业执行方案 1、材料及垫片选型(此问题应在开工设计会或在工艺包审查时提出,并与设计院规定好):应根据压力、使用介质和温度选择合适的垫片,并应有如下限制: a、循环水介质可以采用石棉垫片,但是材料应为XB450; b、垫片如使用改性聚四氟乙烯,使用温度不超过180℃; c、如采用缠绕垫,内环材料应与钢带相同,外环材料最低标准应为S30408不锈钢。 d、非循环水介质的人孔垫片压力较低时应选择缠绕垫或改性聚四氟乙烯垫片,压力较高时应选择透镜垫或八角垫,根据法兰计算选择。 e、油系统垫片选用四氟缠绕垫,内外环及钢带材料选用S304不锈钢材质。 f、转动设备系统公用工程配套提供垫片,建议使用缠绕垫。 2、所有设备人孔在设备制造厂时使用液压试验垫片,正式垫片在设备安装现场由施工单位更换。
各种垫片图片及参数
密封垫片的选型 https://www.360docs.net/doc/de14591676.html,/ (2004-9-13 12:24:46) --密封技术 任何一种类型的垫片,在恶劣的使用环境中,要保证长时间的有效密封,都必须具备以下八个重要特性: 垫片的气密性 对于密封系统的介质,垫片在推荐的温度和压力工作一定时间内不发生泄露。 垫片的可压缩性 垫片和法兰的接触面在连接螺栓紧固后,应能很好吻合,以保证密封。 垫片的抗蠕变性 垫片在压力负荷和使用温度的影响下,抗蠕变性应较好,否则回造成螺栓扭距损失,导致垫片的表面应力减小,从而硬气系统泄露。 垫片的抗化学腐蚀 所选用的垫片应不受化学介质的腐蚀,而且不能污染介质。 垫片的回弹性 即使在系统稳定的状况下,相连接的两个法兰由于温度和压力的影响肯定会存在微小位移,垫片的弹性功能应能弥补此位移,以保证系统的密封性。 垫片的抗黏接性 垫片在使用后应能方便的从法兰上拆除,不粘接 垫片的无腐蚀性 垫片应对连接的法兰表面无腐蚀性。 垫片的耐温度 所选用的垫片应保证在系统的最低温度和最高温度下正常使用。 金属缠绕垫片、外缠绕内加强垫片、内缠绕外加强垫片、内外加强垫片四种,其实就是基本型、内加强型、外加强型、内外加强型。 具体应用:基本型-------榫槽面及凹凸面法兰 内加强型-----凹凸面法兰 外加强型-----平面及凸面法兰 内外加强型---平面及凸面法兰
密封件选用参考
垫片的安装 https://www.360docs.net/doc/de14591676.html,/ (2004-9-13 12:24:46) --密封技术 垫片的安装: 保证系统的密封除了要有好的密封材料外,还要按照以下正确的安装方式: 1、垫片必须安放在法兰的正中心,在突面法兰上尤为重要; 2、保证密封面的平整度和加工精度; 3、必须均匀对称的紧固连接螺栓; 4、必须使用弹簧垫圈以保证负荷均匀,紧固螺栓时使用扭力矩扳手; 5、在系统运行一天后,检查和重新校正连接螺栓的扭矩; 6、为保证垫片使用寿命,请不要使用液体或金属基体的防粘剂或润滑剂。
全套机械密封件说明
GM37G系列机械密封件 本系列属单端面密封,非平衡型符合DIN24960标准适用于水泵、污水泵、油泵、化工泵及潜水泵等。 一、概述: 本系列属单端面密封,非平衡型符合DIN24960标准适用于水泵、污水泵、油泵、化工泵及潜水泵等。 二、主要技术参数 压力:≤1.2MPa 温度:-30℃~200℃ 转速:≤3000R/min 密封介质:水、污水、油及一般腐蚀性液体中使用 GM121系列机械密封件 本系列适用于污水、油类及一般弱腐蚀介质,静环有石墨环、硬质环、碳化硅环。 概述: 本系列适用于污水、油类及一般弱腐蚀介质,静环有石墨环、硬质环、碳化硅环。 如果使用在较强的腐蚀性介质,可以改O型圈为F4V型圈。 本系列机械密封系YM120型改进型,改动环为O型圈调节型,利用弹簧座上的二只肖钉套在叶轮上的传动,使密封的左右旋得已控制,可以任意旋向,可以采用左图中的静环尺寸,安装更简单。
注:静环可以采用左边总图中的形式,且安装长度应为L尺寸减L2尺寸加起H尺寸等于总长。 1.静环O型圈 2.静环座 3.静环 4.动环 5.动环O型圈 6.动环座 7.传动座 8.弹簧 9.石墨静环或碳化硅静环 10.静 环橡胶座 主要技术参数 适用压力:≤1 Mpa 适用温度:-20℃~180℃ 电机转速:轴径≤45≤3000转/分轴径≥50≤1450转/分 GM122系列机械密封件 M122系列机械密封件是一种内装内流单端面单弹簧非平衡型结构,符合ISO-3069、JB1472-75。标准。广泛应用于各种离心泵、化工泵、管道泵、及各种耐腐蚀泵。 一、概述: M122系列机械密封件是一种内装内流单端面单弹簧非平衡型结构,符合ISO-3069、JB1472-75。标准。广泛应用于各种离心泵、化工泵、管道泵、及各种耐腐蚀泵。 本系列机械密封件O型圈分丁腈橡胶、氟橡胶二种。如果在强腐蚀性介质中使用,可以用四氟V型圈来代替橡胶O型圈,使用V型圈时,先将V型圈放在90。C 热水中浸泡10分钟。安装时使V型紧贴密封件内壁和泵轴,以防满泄漏。 本系列机械密封件的静环分硬质合金和石墨环二种。用户可以根据使用的介质不同而选用不同静环. 本产品将动环O型圈、垫圈、弹簧座、销钉利用挡圈组合在动环座内。便利安装、使用方便、深受广大用户的好评。
内部交流会
关于南信院软件学院自管会内部 联欢会活动 策 划 书 软院自管会 文建部
活动背景: 2009年11月17日是自管正式成立的日子。来自不同班级的人就这么聚在了一起,在一个共同的组织里,为了一个共同的方向而努力前进。 在这个里,有自己最好的伙伴,有自己的家人。快乐时,有大家一起High;难过时,总有一个或几个的肩膀给你靠。永远有那么几个人,永远有那么几张熟悉而温暖的脸庞,不时的浮现于眼前,将美好的记忆刻画,将难过不快驱逐。 这里,是我们共同的家。 也许曾经跌倒过,但是总有人在彼时相互扶持,希望总是开心的徘徊在大家之间,将这个小家点缀的温馨浪漫。温暖在心头围绕,这个家,是大家一起的家,永远是最好的。 80后、90后,这个新新时代的新新人类,展现着新时代中华民族的新面貌,昭示着新时代中华民族的新希望、新梦想。80后的内敛,90后的张狂,内敛与张狂的兼收,淡定与活跃的交融。不是夹缝之间寻求宽敞的难奈,而是团结友爱,共同努力的真实写照,是大家的骄傲。 为增进组织内部人员的交流,提升大家的情感互动,软件学院自管会特举办内部联欢会。旨在增强组织的凝聚力,给大家一个轻松愉快的氛围,在一片欢声笑语中,总结我们过去工作的得与失;在一场盛大的家庭聚会中,享受我们大家的爱。
活动主题:内部交流会 活动名称:软件学院自管会内部联欢会 活动目的:团促进结友爱、增强情感交流 活动意义:有利于在组织内部营造一个良好的家园氛围 有利于增强学生的大家意识和小家意识 有利于促进组织内部成员间的交流,增进彼此情感 活动时间:2010年05月29日星期六下午一点 活动地点:南信院大学生活动中心(二食堂三楼) 活动形式:联欢会(小活动、话剧、歌唱等形式的活动演出) 活动范围:南信院软件学院自管会 活动对象:南信院软件学院自管会内部成员 总负责:蔡梦秋 负责人:软院自管会文建部 主办单位:软件学院自管会文建部 总策划:蔡梦秋 策划人:自管会主席团
安装液压缸密封圈的方法
安装液压缸密封圈的方法 孔用组合密封圈由O形圈和耐磨环组成(见图1)。由于O形圈弹性较大,安装比较容易;而耐磨环弹性较差,如果直接安装则活塞的各台阶、沟槽容易划伤其密封表面,影响密封效果。为保证耐磨环安装时不被损坏,应采取一定的安装措施。耐磨环主要由填充聚四氟乙烯(PTFE)材料制成,具有耐腐蚀的特性,热膨胀系数较大,故安装前先将其在100℃的油液中浸泡20min,使其逐渐变软,然后用图2所示工装将其装人活塞的沟槽中。 图2所示工装由定位套和涨套组成。定位套头部有5o倒角,用于引导O形圈和耐磨环装人活塞端部沟槽。涨套由弹性较好的65Mn 钢经热处理制成,加工成均匀对称的8瓣结构。需要注意的是,加工各瓣底部的小孔时,分度要均匀,铣开各瓣时应使锯口对准小孔的中心,以保证涨套各瓣能均匀涨开。同时各部位都应进行(光滑)倒角,以免损坏密封圈。 每一种规格的密封圈都应有一套对应的工装来保证其装配要求。安装完成后不允许密封圈有折皱、扭曲、划伤和装反的现象存在。 图3所示为液压缸缸筒,缸筒上的螺纹孔常安排在焊接工序之后加工,这样就不可避免地要在螺纹孔出口与缸筒内壁的交界处产生毛刺。为清除毛刺,必须设计制做专用刀具对其进行加工,达到光滑过渡的目的。专用刀具的结构见图4。使用时,先将刀杆从螺纹孔中插
人,然后从侧面将刀头安装在刀杆上,旋转刀杆即可将毛刺除掉并加工出光滑完整的表面。 另一类密封件是聚氨酯材质的Y形密封圈因其具有高硬度、高弹性、耐油、耐磨和耐低温等优点,广泛用于液压油缸中。它的内、外唇根据轴用或孔用可制成不等高形状,以起到密封和自身保护的作用。不等高唇Y形圈,其短唇与密封面接触,滑动摩擦阻力小,耐磨性好,寿命长;长唇与非相对运动表面有较大的预压缩量,工作时不易窜动。 由于聚氨酯材质的Y形圈硬度高、预压缩量大,在安装、更换时常常会造成被挤破、翻卷和咬边等损坏现象,从而起不到应有的密封效果,甚至失效。装配时,我们曾用螺丝刀将密封唇沿缸径往里压;或用细铁丝将密封圈的外唇捆紧,使其外径小于缸的内径,然后将密封圈送入缸内,再将细铁丝抽出。但这两种装法都容易将密封圈划伤,导致密封失效,增加维修时间。针对这种情况,我们用厚的冷轧钢带或铜皮将其剪成长方形,其长度等于Y形圈外径的周长,然后用它将密封圈裹紧,再一点一点地送入液压缸缸筒中,待外唇口全部进入缸筒后再将其抽出,安装效果较好。
公司内部交流平台方案设计
内部交流平台方案设计 策划:网络部方案制作:26786646 日期:2019年8月27日 方案设计目的: 对内: 1、建设公司内部信息交流平台,方便大家互相学习,自我提升。 2、将平台打造为新人入职的学习课堂,加速员工成长,创造更大价值。 3、所有信息将被网络部整理、编辑:①、作为网站文章来源;②、作为官方学习教程。 4、文件、图片、经验分享,提升员工工作效率。 5、(隐形作用)增加员工互动、交流的积极性,促进企业文化建设。 对外: 6、展示公司实力,打造公司品牌、树立公司形象。 7、作为网络推广的一部分,增加客户来源。 8、(当平台成熟后)适时正式对外部会员开放,并将行业扩展(相信公司未来的发展也不会局限于现有的几个行业)。将平台打造成一个具有权威性、学术性、交流性的官网。 方案执行流程: 1、由网络部商讨策划、并将平台建立好:功能、权限先行规划,内部版本测试上线。 2、正式内部使用,收集反馈信息,将平台各功能、细节进行优化改版。 3、平台正式版本使用期,由网络部运行管理该平台,并按季度做周期性的效果统计汇报给公司做参考,其他部门(具体部门由公司安排)配合奖励发放、组织平台相关活动。 4、根据平台运行情况,选择合适时机功能拓展、升级平台,以达到方案设计全部目的。 方案实行阶段: 第一阶段:简单版本(已细化)。 1、达到基础设计目的。功能、面板简单,力求员工在沟通交流时简便,只占用几分钟时间。 2、第一阶段目标:通过多样化的奖励,调动员工的积极性,自愿参与到平台中来。 平台保持简单版本运行至少1年以上,以形成较为稳定的文化氛围。 第二阶段:多功能版本(待提供)。 1、功能全面化,能够实现方案对内设计全部目的,实现部分对外目的。 2、目标:员工积极参与,平台运行效果显著。 平台保持运行2年以上。 第三阶段:全面版本(待提供)。 1、平台全面化,对内对外目的皆可实现,平台有较大知名度。 2、目标:带来更多的用户,可实现有效客户管理。 简单版本方案: 1、功能设计 问答模块:提问者将问题描述出来,允许配图、配视频。回答者针对问题有效回复。 设计要求: ①、提问页标题、详情框内有使用方法(灰色文字)提示;详情框发布后能够自动排版;②、问题列表页展示标题,展示主要问题描述,有时间戳;如果提问中有@管理员,那么列表页面的问题在平台管理员初步审核后,通过与提问者沟通,可对问题置顶、改变文字颜色、加
螺栓螺母垫片使用规范
螺栓连接基本要求 普通螺栓作为永久性连接螺栓时应符合下列要求: 1.对一般的螺栓连接,螺栓头和螺母下面应放置平垫圈,以增大承压 面积。 2.螺栓头和螺母侧应分别放置平垫圈,螺栓头侧放置的平垫圈一般不 应多于2个,螺母侧放置的平垫圈一般不应多于1个。 3.对于设计有要求防松动的螺栓、锚固螺栓应采用防松动装置的螺母 或弹簧垫圈,弹簧垫圈必须设置在螺母一侧。 4.对于承受动荷载或重要部位的螺栓连接,应按设计要求放置弹簧垫 圈,弹簧垫圈必须设置在螺母一侧。 5.对于工字钢、槽钢类型钢利用斜面连接时应使用斜垫圈,使螺母和 螺栓头部的支承面垂直于螺杆。 螺栓使用位置分类要求 根据配电线路螺栓使用位置及功能,螺栓可分为:电气连接类、电气设备固定类、铁附件固定类三种。下面具体说明: 1.电气连接类: 户外一次接线应采用热镀锌螺栓连接,所用螺栓应有平垫圈和弹簧垫圈,螺栓紧固后,螺栓宜露出2~3扣。 一根螺栓配两个平垫圈、一个弹簧垫圈、一个螺母。安装时螺栓头侧放置一个平垫圈,螺母侧放置一个平垫圈和一个弹簧垫圈,其中弹簧垫圈靠螺母。
2.电气设备固定类: 变压器、配电箱底座与铁附件连接如利用槽钢斜面螺栓连接固定时,一根螺栓配一个螺母、一个斜垫圈(槽钢斜面侧用)和一个平垫圈(平面侧用)。利用槽钢平面螺栓连接固定时,一根螺栓配两个平垫圈、一个弹簧垫圈、一个螺母。安装时螺栓头侧放置一个平垫圈,螺母侧放置一个平垫圈和一个弹簧垫圈,其中弹簧垫圈靠螺母。 隔离开关、跌落式熔断器、避雷器与铁附件的连接,原则上使用设备厂家提供的安装螺栓。 3.铁附件固定类: 铁附件连接螺栓孔为圆孔时,一根螺栓配一个螺母、两个平垫圈,铁附件连接螺栓孔为长孔时,一根螺栓配一个螺母、两个方形垫圈,安装时螺栓头侧和螺母侧各放置一个平垫圈(方形垫圈)。铁附件连接采用双头螺栓时,螺栓每端各配一个螺母、一个平垫圈(方形垫圈)。 对于槽钢和工字钢翼缘上倾斜面的螺栓连接,则尽量使用斜垫圈,使螺母和螺栓头部的支承面垂直于螺杆。 2.5 螺栓的穿向要求 2.5.1对立体结构:水平方向由内向外;垂直方向由下向上。 2.5.2对平面结构:顺线路方向,双面构件由内向外,单面构件由送电侧穿入或按统一方向;横线路方向,两侧由内向外,中间由左向右(面向受电侧)或按统一方向;垂直方向,由下向上。
液压机械设备密封圈安装方法
液压机械设备中的密封圈安装方法 一、液压机械设备V形密封圈的安装 1、分别检查V形密封圈与安装密封件的机件,看是否符合图纸设计的要求,若符合设计要求则可以一次性进行安装。 2、准备专用工具与常用的工具及润滑油、工作油液、干净丝绸布等。 3、如果是需要弹簧调节压紧力,则将干净的螺旋弹簧先放入套简内,再放入V形密封圈,注意正确的方向。 4、为减轻助力,装V形密封圈时涂上薄薄的润滑油,专用安装工具的孔口孔涂上工作液压油。 5、把V形密封圈平稳放入压套,四周用力均匀。 6、整个安装过程,一定要保持密封部件的干净,不允许尘埃、杂物等落入密封圈上。 二、液压机械设备组合密封圈的安装 1、检查斯特封组合密封圈与装置机件,符合设计时的各种要求,用于他们相容的清洗油将其清洗干净,并用压缩空气机吹干。 2、安装密封装置前装斯特封中的O形圈均匀地涂覆薄薄的润滑脂,而对斯特封也是同样处理。 三、液压机械设备C形花环组合密封圈的安装 1、用与其相容的清洗油清洗个零件,用压缩空气机吹干,并将各件涂少许的工作液压油。 2、先将O形圈放在C形滑环内,取其一先把这俩者(C和O)放入开式沟槽之内,轻轻放平放正,随之放好隔环,再放好另一组,应注意平整。 3、放好端盖(防尘圈已装好)。分别用螺钉拧紧(多次均匀一次比一次拧紧)。 四、液压机械设备O形密封圈的安装 1、安装前首先要检查密封圈以及机件是否符合设计要求,若符合设计要求方可准备安装,否则必须另换符合要求的密封圈产品及机件方可进行安装。 2、符合要求的密封圈产品与机件要用与其相容的清洗油清洗干净,用压缩空气机吹干。 3、是否需要添加挡圈,是添加单边挡圈还是双边挡圈,挡圈放在那一边,一定要放对,若是双挡圈,则应安装于沟槽俩侧。 4、机件表面涂覆工作介质液压油,而O形圈可均匀涂满与工作介质相容的一层润滑脂。 密封圈产品正确的安装方法是确保液压机械设备正常工作的必要前提。 广东东晟密封科技有限公司