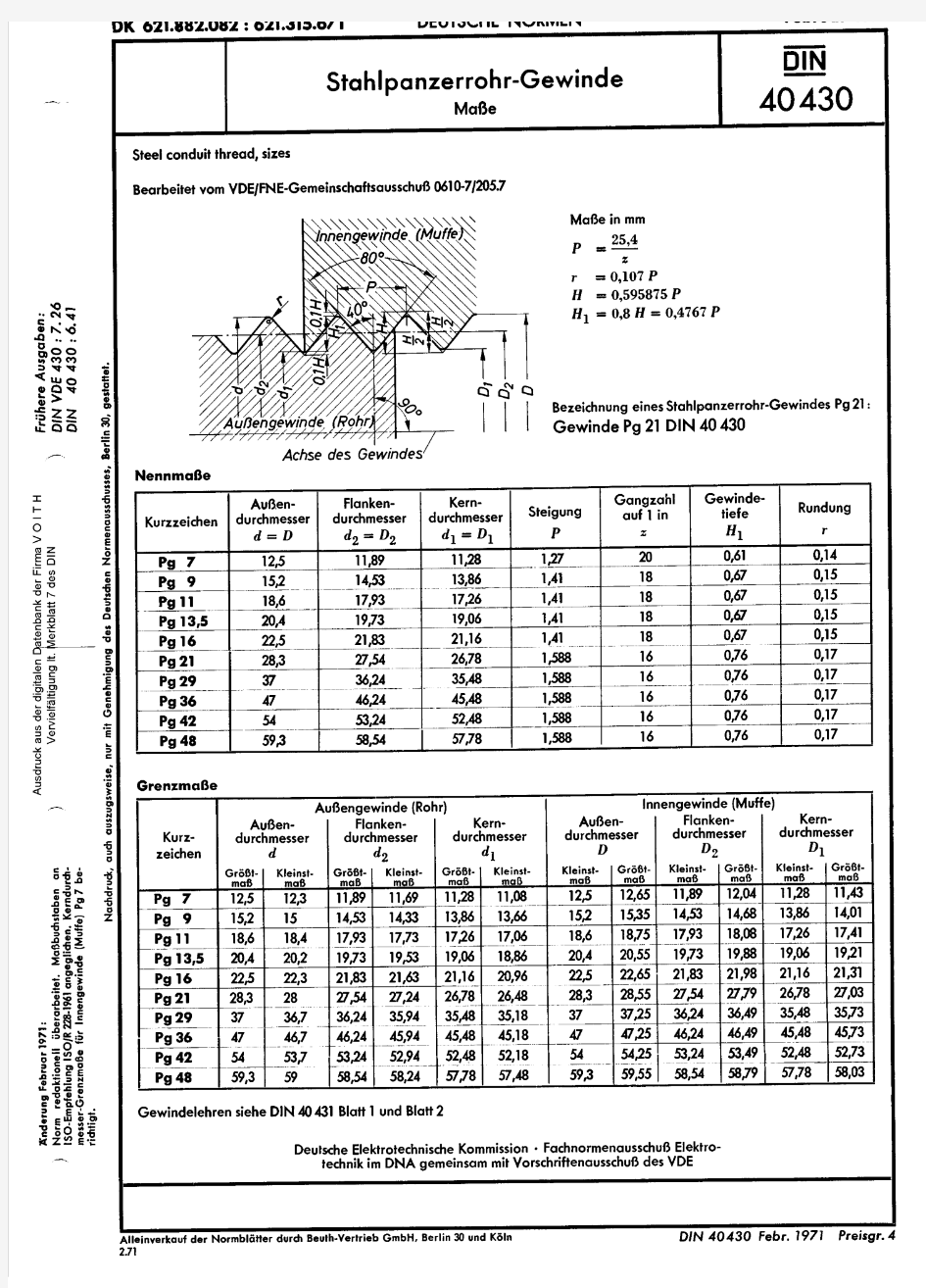
DIN 40430-1971 钢制导线管螺纹.尺寸
常用螺纹详细尺寸参数
螺纹类型外圆刀具尺寸 攻(车)螺纹前外径(工序 卡标注用) 外螺纹6g(2A) 零件图标注用 内螺纹 6H(2B) 零件图标注用 内孔刀具尺寸 攻(车)螺纹前内径(工序 卡标注用) M3*0.5 Φ3(-0.05/-0.1)Φ3(-0.02/-0.126)Φ2.459(+0.14/0)Φ2.5(+0.08/0) M3*0.35 Φ3(-0.05/-0.1)Φ3(-0.019/-0.104)Φ2.621(+0.1/0)Φ2.6(+0.12/+0.04) M4*0.7 Φ4(-0.05/-0.15)Φ4(-0.022/-0.162)Φ3.242(+0.18/0)Φ3.3(+0.1/0) M4*0.5 Φ4(-0.05/-0.1)Φ4(-0.02/-0.126)Φ3.459(+0.14/0)Φ3.5(+0.1/0) M5*0.8 Φ5(-0.05/-0.15)Φ5(-0.024/-0.174)Φ4.134(+0.2/0)Φ4.2(+0.1/0) M5*0.5 Φ5(-0.05/-0.1)Φ5(-0.02/-0.126)Φ4.459(+0.14/0)Φ4.5(+0.1/0) M6*1 Φ6(-0.05/-0.15)Φ6(-0.026/-0.206)Φ4.917(+0.236/0)Φ5(+0.1/0) M6*0.75 Φ6(-0.05/-0.15)Φ6(-0.022/--0.162)Φ5.188(+0.19/0)Φ5.2(+0.1/0) M8*1.25 Φ8(-0.1/-0.2)Φ8(-0.028/--0.240)Φ6.647(+0.265/0)Φ6.8(+0.1/0) M8*1 Φ8(-0.1/-0.2)Φ8(-0.026/-0.206)Φ6.917(+0.236/0)Φ7(+0.1/0) M8*0.75 Φ8(-0.05/-0.15)Φ8(-0.022/-0.162)Φ7.188(+0.19/0)Φ7.2(+0.1/0) M10*1.5 Φ10(-0.1/-0.2)Φ10(-0.032/-0.268)Φ8.376(+0.3/0)Φ8.5(+0.1/0) M10*1.25 Φ10(-0.1/-0.2)Φ10(-0.028/-0.24)Φ8.647(+0.0.265/0)Φ8.8(+0.1/0) M10*0.75 Φ10(-0.05/-0.15)Φ10(-0.022/-0.162)Φ9.188(+0.19/0)Φ9.25(+0.1/0) M10*1 Φ10(-0.1/-0.2)Φ10(-0.026/-0.206)Φ8.917(+0.236/0)Φ9(+0.1/0) M12*1 Φ12(-0.1/-0.2)Φ12(-0.026/-0.206)Φ10.917(+0.236/0)Φ11(+0.1/0) M12*1.75 Φ12(-0.1/-0.2)Φ12(-0.034/-0.299)Φ10.106(+0.335/0)Φ10.3(+0.1/0) M12*1.25 Φ12(-0.1/-0.2)Φ12(-0.028/-0.24)Φ10.647(+0.265/0)Φ10.8(+0.1/0) M12*1.5 Φ12(-0.1/-0.2)Φ12(-0.032/-0.268)Φ10.376(+0.3/0)Φ10.5(+0.1/0) M14*2 Φ14(-0.15/-0.25)Φ14(-0.038/-0.318)Φ11.835(+0.375/0)Φ12.1(+0.1/0) M14*1.5 Φ14(-0.15/-0.25)Φ14(-0.032/-0.268)Φ12.376(+0.3/0)Φ12.5(+0.1/0) M14*1 Φ14(-0.05/-0.15)Φ14(-0.026/-0.206)Φ12.917(+0.236/0)Φ13(+0.1/0) M16*1 Φ16(-0.05/-0.15)Φ16(-0.026/-0.206)Φ14.917(+0.236/0)Φ15((+0.1/0) M16*2 Φ16(-0.15/-0.25)Φ16(-0.038/-0.318)Φ13.835(+0.375/0)Φ14.1(+0.1/0) M16*1.5 Φ16(-0.15/-0.25)Φ16(-0.032/-0.268)Φ14.376(+0.3/0)Φ14.5(+0.1/0) M18*1.5 Φ18(-0.15/-0.25)Φ18(-0.032/-0.268)Φ16.376(+0.3/0)Φ16.5(+0.1/0)
普通螺纹攻丝前底孔尺寸(in)
普通螺纹攻丝前底孔尺寸 螺纹的直径和螺距钻孔直径车孔直径螺纹的直 径和螺距 钻孔直径车孔直径 铸铁 青铜 钢 黄铜 直径公差铸铁 青铜 钢 黄铜 直径公差 M4*0.7 M4*0.5 3.3 3.5 3.3 3.5 M27**3 M27*2 23.7 24.7 23.9 24.9 23.5 +0.3 M5*0.8 M5*0.5 4.1 4.4 4.2 4.5 M27*1.5 M27*1 25.3 25.8 25.5 26 M6*1 M6*0.75 4.9 5.1 5 5.2 4.9 - +0.3 M30*3.5 M30*3 26 26.7 26.2 26.9 26 +0.3 M8*1.25 M8*1 6.6 6.9 6.7 7 6.6 - +0.2 M30*2 M30*1.5 27.7 28.3 27.9 28.5 M10*1.5 M10*1.25 M10*1 8.4 8.6 8.9 8.5 8.7 9 8.3 - - +0.25 M33*3.5 M33*3 M33*2 29 29.7 30.7 29.2 29.9 30.9 29 +0.3 M12*1.75 M12*1.5 M12*1.25 M12*1 10.1 10.4 10.6 10.9 10.2 10.5 10.7 11 10 +0.25 M33*1.5 M36*4 M36*3 M36*1.5 31.3 31.5 32.7 34.3 31.5 31.7 32.9 34.5 - 31.4 32.5 34.3 - +0.3 +0.17 +0.17 M14*2 M14*1.5 M14*1 11.8 12.4 12.9 11.9 12.5 13 11.7 +0.3 M39*4 M39*3 M39*1.5 34.6 35.7 37.3 34.8 35.9 37.5 34.4 35.5 37.3 +0.3 +0.17 +0.17 M16*2 M16*1.5 M16*1 13.8 14.4 14.9 13.9 14.5 15 13.7 +0.3 M42*4.5 M42*3 M42*1.5 37.1 38.7 40.3 37.3 38.9 40.5 36.8 38.5 40.3 +0.3 +0.17 +0.17 M18*2.5 M18*2 M18*1.5 M18*1 15.3 15.8 16.4 16.9 15.4 15.9 16.5 17 15.1 +0.3 M45*4.5 M45*3 M45*1.5 40 41.8 43.3 40.2 42 43.5 39.8 41.5 43.3 +0.3 +0.17 +0.17 M20*2.5 M20*2 M20*1.5 M20*1 17.2 17.7 18.3 18.8 17.4 17.9 18.5 19 17.1 +0.3 M48*5 M48*3 M48*1.5 42.5 44.8 46.3 42.7 45 46.5 42.2 44.5 46.3 +0.3 +0.17 +0.17 M22*2.5 M22*2 M22*1.5 M22*1 19.2 19.7 20.3 20.8 19.4 19.9 20.5 21 19.1 +0.3 M52*5 M52*3 M52*1.5 46.4 48.8 50.3 46.6 49 50.5 46.2 48.5 50.2 +0.3 +0.17 +0.17 M24*3 M24*2 M24*1 20.7 21.7 22.8 20.9 21.9 23 20.5 +0.3 M56*5.5 M56*4 M56*2 - - - - - - 49.7 51.4 53.7 +0.3 +0.2 +0.2
度管螺纹标准尺寸对照表
55°圆锥管螺纹(BSPT) 螺纹代 号基本尺寸 英 寸 大径 mm d=D 螺距 mm p 每英寸牙 数 tpi 中径 mm d2=D 2 小径 外螺 纹 d3 牙型高 度 H1 圆弧尺 寸 r 底孔尺 寸 mm R 1/16 1/16" 7.723 0.907 28 7.142 6.561 0.581 0.125 6.4 R 1/8 1/8" 9.728 0.907 28 9.147 8.566 0.581 0.125 8.4 R 1/4 1/4" 13.157 1.337 19 12.301 11.445 0.856 0.184 11.2 R 3/8 3/8" 16.662 1.337 19 15.806 14.950 0.856 0.184 14.75 R 1/2 1/2" 20.955 1.814 14 19.793 18.631 1.162 0.249 18.25 R 3/4 3/4" 26.441 1.814 14 25.279 24.117 1.162 0.249 23.75 R 1 1" 33.249 2.309 11 31.77 30.291 1.479 0.317 30 R 1 1/4 1 1/4" 41.910 2.309 11 40.431 38.952 1.479 0.317 38.5 R 1 1/2 1 1/2" 47.803 2.309 11 46.324 44.845 1.479 0.317 44.5 R 2 2" 59.614 2.309 11 58.135 56.656 1.479 0.317 56 R 2 1/2 2 1/2" 75.184 2.309 11 73.705 72.226 1.479 0.317 71 R 3 3" 87.884 2.309 11 86.405 84.926 1.479 0.317 85.5 R 4 4" 113.030 2.309 11 111.551 110.072 1.479 0.317 110.5 R 5 5" 138.430 2.309 11 136.951 135.472 1.479 0.317 136 R 6 6" 163.830 2.309 11 162.351 160.872 1.479 0.317 161.5
螺纹底孔直径尺寸表
螺纹底孔直径尺寸表 M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8 M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8 M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7 M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5 M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5 M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2 M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2 M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2 M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11 M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13 M16:粗扣螺距2=Φ13.9 细扣螺距1.5,1=Φ14.5,Φ15 M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17 M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19 M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21 M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23 M27: 粗扣螺距3=Φ23.9 细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26 M30: 粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33: 粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5 M36: 粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5 M39: 粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5 M42: 粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45: 粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48: 粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52: 粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5 第 1 页
螺纹底孔尺寸
摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1时,取:d Z=d-t L 当t L>1时,取:d Z=d-(1.04~1.06)t L(2) 式中t L-螺距,mm d z-螺纹底孔直径,mm d-螺纹直径,mm 表1 螺纹底孔直径的合理值(mm) 螺纹直径d 螺距t L底孔直径d z M1 M2 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 0.75 1.6 2.5 3.3 4.2 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4
常用普通螺纹基本尺寸对照表
常用普通螺纹基本尺寸对照表 标记示例: M24(公称直径为24mm的粗牙普通螺纹); M24X1.5(公称直径为24mm,螺距为1.5mm的细牙普通螺纹); M24X1.5左(公称直径为24mm,螺距为1.5mm,方向为左旋的细牙普通螺纹). 公称直径D,d 螺距 P 中径 D2或d2 小径 D1或d1 第一系列第二系列 1 0.250.838 0.729 0.2 0.870 0.783 1.1 0.25 0.938 0.829 0.2 0.970 0.883 1.2 0.25 1.038 0.929 0.2 1.070 0.983 1.4 0.3 1.205 1.075 0.2 1.270 1.183 1.6 0.35 1.373 1.221 0.2 1.470 1.383 1.8 0.35 1.573 1.421 0.2 1.670 1.583 2 0.4 1.740 1.567 0.25 1.838 1.729 2.2 0.45 1.908 1.713 0.25 2.038 1.929 0.45 2.208 2.013
P D2或d2 D1或d1 第一系列第二系列 3 0.5 2.675 2.459 0.35 2.773 2.621 3.5 (0.6) 3.110 2.850 0.35 3.273 3.121 4 0.7 3.545 3.242 0.5 3.675 3.459 4.5 (0.75) 4.013 3.688 0.5 4.175 3.959 5 0.8 4.480 4.134 0.5 4.675 4.459 6 1 5.350 4.917 0.75 5.513 5.188 (0.5) 5.675 5.459 8 1.25 7.188 6.647 1 7.350 6.917 0.75 7.513 7.188 (0.5)7.675 7.459 10 1.5 9.026 8.376 1.25 9.188 8.647 1 9.350 8.917 0.75 9.513 9.188 (0.5)9.675 9.459 12 1.75 10.863 10.106 1.5 11.026 10.376 1.25 11.188 10.647 1 11.350 10.917 0.75 11.513 11.188 (0.5)11.675 11.459 14 2 12.701 11.835 1.5 13.026 1 2.376 (1.25)13.188 12.647 1 13.350 12.917 (0.75)13.513 13.138
螺纹孔底孔尺寸表
文摘:在钣金冲压件中,根据材料的厚度,采用精冲小孔、变薄翻边、冷冲孔和挤压等工艺方法,形成螺纹底孔。本文论述了上述螺纹冲压工艺、模具结构及其设计制造工艺。主题词:冲孔螺纹底孔、冲孔小孔、变薄翻边、冷冲孔与挤压、成形技术。螺纹连接结构,尤其是紧密螺纹连接结构,是各种机电和家用电器中最重要的部件连接结构。对于钣金冲压件的紧密螺纹连接,连接螺纹的长度必须大于材料的厚度,以保证连接的可靠性和增强其承载能力,从而达到使钣金冲压件可靠、重量轻、强度高的目的。轻巧紧凑的理想结构部件。在仪器仪表、电子电器、各种家用电器、家用电器、玩具等产品的钣金冲压件中,经常采用M2-M10小螺纹紧固结构。为了提高生产效率,满足大批量生产的需要,采用小孔精密冲孔、减薄翻边、冷冲孔、挤压等方法,不仅可以冲孔而不必钻孔,大大提高了生产效率,同时,可获得尺寸准确、一致性好的底孔,使螺纹连接有足够的长度,保证连接的可靠性和设计要求的承载能力。因此,采用冲压成形技术加工小螺纹底孔具有质量高、成品率高的效果,也是一项成熟且值得推广的技术。1螺纹底孔的计算合适的螺纹底孔尺寸不仅取决于螺纹直径,而且与螺距有密切关系。通常计
算如下:当tL≤1时,取:dZ=d-tL,当tL>1时,取:dZ=d-(1.04~1.06)tL(2),式中tL螺距,mm dZ—螺纹底孔直径,mm d—螺纹直径,mm表1螺纹底孔直径合理值(mm)螺纹直径d螺距tL底孔直径dz M1 M2 M3 M4 M5 M6 M12 M12 M14 M16 M18 M20 M22 M24 M27 M30 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2.5 2.5 2.5 3 3 3 3 3.5 0.75 1.6 2.5 3 4 4 5 5 5 5 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4 20.9 26.3 2冲螺纹的基本工艺底孔是冷冲压法,冲压钣金件螺纹底孔的主要工艺方法是:(1)当冲压件的厚度满足螺纹连接所需长度时,用厚料冲孔并精冲。冲压工艺可以解决这个问题。一般较厚的材料,小孔多为小孔,即冲孔螺纹底孔的直径dz≤t或略大于t,见表2。螺纹连接的最小有效长度取决于螺纹直径和螺距,并与联轴器的材料类型密切相关。表2厚板冲孔小螺纹底孔参数(中碳钢冲孔件)冲孔材料厚度t(mm)螺钉直径d螺距tL(mm)底孔直径dz(mm)所需最小螺纹连接长度Lmm(mm)3 M2 M3 M4 0.4 0.5 0.7 1.6 2 2.5 3 3 1.7 2 2.6 4 M3 M4 M5 0.5 0.7 0.8 2 2 2.5 4 4 4.2 2 2 2 2.63.2.2 2 2 24.2.2 M4 M5 M5 M5 M6 0.7 0.8.8.3 3 3.3 3 3.3 3 3 3 3 6 6 6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 2 2 2 2
螺纹底孔对照表(技巧学习)
螺纹底孔直径公制普通粗牙螺纹 螺纹代号 钻头直径HSS 硬质合金 M2×0.4 1.6 1.65 M3×0.5 2.5 2.55 M4×0.7 3.3 3.4 M5×0.8 4.2 4.3 M6×1.0 5.0 5.1 M8×1.25 6.8 6.9 M10×1.5 8.5 8.7 M12×1.75 10.3 10.5 M14×2.0 12.0 12.2 M16×2.0 14.0 14.2 M18×2.5 15.5 15.7 M20×2.5 17.5 17.7 M24×3.0 21.0 ……M30×3.5 26.5 ……M36×4.0 32.0 ……M42×4.5 37.5 ……M45×4.5 40.5 ……M48×5.0 43.0 ……
公制细牙螺纹 螺纹代号 钻头直径HSS 硬质合金 M2×0.25 1.75 1.75 M3×0.35 2.7 2.7 M4×0.5 3.5 3.55 M5×0.5 4.5 4.55 M6×0.75 6.3 6.35 M8×1.0 7 7.1 M8×0.75 7.3 7.35 M10×1.0 9 9.1 M10×1.25 8.8 8.9 M10×0.75 9.3 9.35 M12×1.5 10.5 10.7 M12×1.25 10.8 10.9 M12×1.0 11 11.1 M14×1.5 12.5 12.7 M14×1.0 13.0 13.1 M16×1.5 14.5 14.7 M16×1.0 15.0 15.1 M18×1.5 16.5 16.7 M18×1.0 17 17.1
M20×2.0 18 18.3 M20×1.5 18.5 18.7 M20×1.0 19 19.1 M24×2.0 22.0 ……M24×1.5 22.5 ……M24×1.0 23.0 ……M30×3 27 ……M30×2 28 ……M30×1.5 28.5 ……M30×1.5 29 ……M36×3.0 33.0 ……M36×2 34.0 ……M36×1.5 34.5 ……M42×4 38 ……M42×3 39 ……M42×2 40 ……M42×1.5 40.5 ……M45×4 41 ……M45×3 42 ……M45×2 43 ……M45×1.5 43.5 ……
螺纹孔底孔尺寸表
底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞。 丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
M20X1.5 18.50 18.676 18.376 M20X1.0 19.00 19.153 18.917 M22X2.0 20.00 20.210 19.835 M22X1.5 20.50 20.676 20.376 M22X1.0 21.00 21.153 20.917 M24X2.0 22.00 22.210 21.835 M24X1.5 22.50 22.676 22.376 M24X1.0 23.00 23.153 22.917 M25X2.0 23.00 23.210 22.835 M25X1.5 23.50 23.676 23.376 M25X1.0 24.00 24.153 23.917 M26X1.5 24.50 24.676 24.376 M27X2.0 25.00 25.210 24.835 M27X1.5 25.50 25.676 25.376 M27X1.0 26.00 26.153 25.917 M28X2.0 26.00 26.210 25.835 M28X1.5 26.50 26.676 26.376 M28X1.0 27.00 27.153 26.917
管螺纹尺寸对照表
管螺纹外螺纹大径内螺纹小径R1/8"-28 9.728 8.566 R1/4"-19 13.157 11.445 R3/8"-19 16.663 14.951 R1/2"-14 20.956 18.632 (R5/8"-14) 22.912 20.588 R3/4"-14 26.442 24.119 R1"-11 33.250 30.292 R1.1/4"-11 41.912 38.954 R1.1/2"-11 47.805 44.847 R1.3/4"-11 53.748 50.791 R2"-11 59.616 56.659 管螺纹外螺纹大径内螺纹小径G1/8"-28 9.728 8.386 G1/4"-19 13.157 11.445 G3/8"-19 15.862 14.95 G1/2"-14 20.955 18.531 (G5/8"-14) 22.911 20.587 G3/4"-14 26.441 24.117 G1"-11 33.249 30.291 G1.1/4"-11 41.91 36.962 G1.1/2"-11 47.803 44.845 G1.3/4"-11 53.746 50.788 G2"-11 59.614 56.556 管螺纹外径内径 Z1/8"-27 10.272 8.766 Z1/4"-18 13.572 11.314 Z3/8"-18 17.055 14.797 Z1/2"-14 21.223 18.321 Z3/4"-14 26.568 23.666 Z1"-11.1/2 33.228 29.694 Z1.1/4"-11.1/2 41.985 38.451 Z1.1/2"-11.1/2 48.054 44.520 Z2"-11.1/2 60.092 56.558 UNF 管螺纹外径内径 7/16"-20 11.113 9.9 1/2"-20 12.700 11.5 9/16"-18 14.288 12.9 3/4"-16 19.050 17.5 7/8"-14 22.225 20.5 1.1/16"-12 26.988 24.9 1.5/16"-12 33.338 31.3 1.5/8"-12 41.275 39.2 SAE 45° 管螺纹外径内径 3/8"-24 9.525 8.6 7/16"-20 11.113 9.9 1/2"-20 12.700 11.5 5/8"-18 15.875 14.2 3/4"-16 18.900 17.5
常用普通螺纹基本尺寸
标记示例: M24(公称直径为24mm的粗牙普通螺纹); M24X1.5(公称直径为24mm,螺距为1.5mm的细牙普通螺纹); M24X1.5左(公称直径为24mm,螺距为1.5mm,方向为左旋的细牙普通螺纹). 公称直径D,d 螺距 P 中径 D2或d2 小径 D1或d1 第一系列第二系列 1 0.250.838 0.729 0.2 0.870 0.783 1.1 0.25 0.938 0.829 0.2 0.970 0.883 1.2 0.25 1.038 0.929 0.2 1.070 0.983 1.4 0.3 1.205 1.075 0.2 1.270 1.183 1.6 0.35 1.373 1.221 0.2 1.470 1.383 1.8 0.35 1.573 1.421 0.2 1.670 1.583 2 0.4 1.740 1.567 0.25 1.838 1.729 2.2 0.45 1.908 1.713 0.25 2.038 1.929 0.45 2.208 2.013
P D2或d2 D1或d1 第一系列第二系列 3 0.5 2.675 2.459 0.35 2.773 2.621 3.5 (0.6) 3.110 2.850 0.35 3.273 3.121 4 0.7 3.545 3.242 0.5 3.675 3.459 4.5 (0.75) 4.013 3.688 0.5 4.175 3.959 5 0.8 4.480 4.134 0.5 4.675 4.459 6 1 5.350 4.917 0.75 5.513 5.188 (0.5) 5.675 5.459 8 1.25 7.188 6.647 1 7.350 6.917 0.75 7.513 7.188 (0.5)7.675 7.459 10 1.5 9.026 8.376 1.25 9.188 8.647 1 9.350 8.917 0.75 9.513 9.188 (0.5)9.675 9.459 12 1.75 10.863 10.106 1.5 11.026 10.376 1.25 11.188 10.647 1 11.350 10.917 0.75 11.513 11.188 (0.5)11.675 11.459 14 2 12.701 11.835 1.5 13.026 1 2.376 (1.25)13.188 12.647 1 13.350 12.917 (0.75)13.513 13.138
螺纹孔底孔尺寸表
底孔: 底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。 若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。底孔如果是沉孔还需考虑攻丝排削影响! 底孔直径: 丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度: 攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 公制螺纹的计算方法: 底径=大径-1.0825*螺距
英制螺纹的计算方法: 底径=大径-1.28*螺距 钻孔: 钻孔是指用钻头在实体材料上加工出孔的操作。这里讲述了勘探工作里的钻孔工作,以及钻孔需要的辅助工具以及部分应急措施方法。 在地质勘查工作中,利用钻探设备向地下钻成的直径较小深度较大的柱状圆孔,又称钻井。钻探石油和天然气以及地下水的钻孔直径较大些。钻孔直径和深度大小,取决于地质矿产埋藏深度和钻孔的用途。 解释: 钻孔各部位的名称如图所示。钻孔起始部位称孔口,侧部称孔壁,底部称孔底。钻孔的直径D简称孔径,孔口直径称开孔口径,孔底直径称终孔直径。从孔口至孔底的距离H称钻孔深度,简称孔深。钻孔的某一段称孔段。 通常指用尖锐的旋转工具在坚硬的物体上钻穿。如:在木板上钻孔。在数处给一块金属板钻孔。用凿岩机(在坚固材料中)钻孔洞。在花岗岩上钻孔。2.指为了装饰、识别或便于分开而(常用机器)打一排小孔或花样。形似独木舟有时钻孔作为垂饰的船形宝石。
常用螺纹底孔尺寸表.pdf
英制螺纹尺寸表 英制尺寸公称直径底孔直径英制尺寸公称直径底孔直径SM1/4″×20Φ6.350Φ5.080SM3/32″×56Φ2.381Φ1.928 SM1/4″×24Φ6.350Φ5.290SM7/32″×22Φ5.556Φ4.402 SM1/4″×28Φ6.350Φ5.443SM7/32″×32Φ5.556Φ4.763 SM1/4″×40Φ6.350Φ5.705SM9/32″×20Φ7.144Φ5.873 SM1/8″×40Φ3.175Φ2.540SM9/32″×28Φ7.144Φ6.237 SM1/8″×44Φ3.175Φ2.598SM11/32″×28Φ8.731Φ7.824 SM1/8″×48Φ3.175Φ2.646SM3/64″×32Φ1.191Φ0.397 SM3/8″×28Φ9.520Φ8.620SM5/64″×64Φ1.984Φ1.511 SM5/8″×28Φ15.87Φ14.957SM9/64″×40Φ3.572Φ2.937 SM3/16″×24Φ4.762Φ3.704SM11/64″×32Φ4.366Φ3.572 SM3/16″×32Φ4.762Φ3.957SM11/64″×40Φ4.366Φ3.731 SM3/16″×28Φ4.762Φ3.855SM13/32″×32Φ5.519Φ4.366 SM3/16″×40Φ4.762Φ4.128SM15/64″×28Φ5.953Φ5.046 SM5/16″×18Φ7.938Φ6.526SM17/64″×32Φ6.747Φ5.953 SM5/16″×24Φ7.938Φ6.879SM1/2″×28Φ12.70Φ11.792 SM5/16″×28Φ7.938Φ7.030SM1/2″×14Φ20.50Φ18.70 英制内螺纹小径计算公式:螺纹直径×25.4-25.4/每英尺牙数 例:11/64″×40=11/64×25.4-25.4/40=4.3656-0.635≈3.73 公制螺纹尺寸表 公制螺纹M1 M2 M2.5 M3 M3.5 M4 M4.5 M5 M6 M7 M8 M10 M12 M14 M16 粗牙螺距0.250.40.450.50.60.70.750.811 1.3 1.5 1.7522 钻头直径Φ0.75Φ1.6Φ2.05Φ2.5Φ2.9Φ3.3Φ3.75Φ4.2Φ5Φ6Φ6.7Φ8.5Φ10.2Φ11.9Φ13.9细牙螺距0.20.30.40.50.50.810.751 1.250.75 1.5 1.251 1.5 1.251 1.51钻头直径0.8 1.8 2.7 3.5 4.5 5.277.298.79.210.510.71112.512.71314.5 1.5 公、英制转换 英寸值1/64″1/56″1/48″1/44″1/40″1/32″1/28″公制值0.3970.4540.5290.5770.6350.7940.907英寸值1/24″1/20″1/18″1/16″1/8″1/4″1/2″公制值 1.058 1.27 1.411 1.588 3.175 6.3512.7
螺纹孔底孔尺寸表
简介: 若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。 底孔直径: 丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度: 攻盲孔的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 攻螺纹: 攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或
多件结构件的连接。螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。 简介: 工作部分是一段开槽的外螺纹。丝锥的工作部分包括切削部分和校准部分。 手用丝锥一般由两支组成一套,分为头锥和二锥。两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。头锥较长,锥角较小,约有6个不完整的齿,以便切入。二锥短些,锥角大些,不完整的齿约为2个。 铰杠是扳转丝锥的工具。常用的是可调节式,以便夹持各种不同尺寸的丝锥。 划孔位线: 划线时,钻孔是攻螺纹的基础。划线准确,孔位尺寸就能得到保证。划线前,首先要看懂图样和工艺要求,明确工作任务。然后,清理划线表面,涂上酒精溶液,选择好划线基准。选择划线基准时,尽可能使划线基准和设计基准重合,采用划线盘对毛坯进行划线,已加工好的表面则采用高度游标尺进行划线。划圆线时,先划出十字中心线再划圆线,大直径的园可划多个圆线,用以钻孔时作参考线。线条要求清晰均匀,划完线后要仔细检查划线的准确性及是否有漏划线条,确认无误后再打上样冲。样冲应打在线条的中点,不可偏离线条,样冲在曲线上的冲点间距要小一些。直线上的冲点间距可大一些,但短线至少有3个冲点,在线条的交叉转折处必须有冲点。冲点的深浅
螺纹底孔直径查询尺寸表
螺纹标准介绍 管螺纹的标准: 管螺纹:主要用来进行管道的连接,使其内外螺纹的配合紧密,有直管和锥管两种。 常见的管螺纹主要包括以下几种:NPT、PT、G等。1:NPT 螺纹是美国标准的60度锥管螺纹 2:PT(BSPT) 螺纹是欧洲和英联邦55度密封圆锥管螺纹 3:G 螺纹 是 55度非螺纹密封管螺纹 4:ZG 螺纹是 1)NPT是National(American)PipeThread的缩写,属于美国标准的60度椎管螺纹,用于北美地区,国标查阅GB/T12716-1991。 2)PT(BSPT)是PipeThread的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。国内叫法为ZG.。 3)G是55度非螺纹密封管螺纹,属惠氏螺纹家族。标记为G代表圆柱螺纹。国标查阅GB/T7307-2001。 公制螺纹与英制螺纹的区别: 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示; 公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹为等腰60度牙型。 公制螺纹用公制单位(如mm),美英制螺纹用英制单位(如英寸); “行内人”通常用“分”来称呼螺纹尺寸,一英寸等于8分,1/4英寸就是2分,以此类推。 另外还有:ISO—公制螺纹标准60度;UN—统一螺纹标准60度;API—美国石油管螺纹标准60度;W—英国惠氏螺纹标准55度; NPT BSP螺纹技术---- NPT,PT,G螺纹的区别 NPT,PT,G各种螺纹的区别 NPT,PT,G都是管螺纹. NPT是National(American)PipeThread的缩写,属于美国标准的60度锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991
常用螺栓的标准及规格表
常用螺栓的标准及规格表 国家标准规定了螺纹规格为M3~M64,A和B级的六角头螺栓.A级用于D<=24和L<=10D或L<=150mm(按较小值)的螺栓;B级用于D>24或L>10D或L>150(按较小值)的螺栓 外六角螺栓尺寸规格(如图) 钢结构连接用螺栓性能等级分、、、、、、、、等10余个等级,其中级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达400×=240MPa级性能等级级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达1000×=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 常用螺丝规格表
强度等级所谓级和级 是指螺栓的抗剪切应力等级为和 公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用""表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10) =============== 如级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释 度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸= mm 3/8¢¢× = 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12#
螺纹牙套规格及钻孔尺寸表
螺纹牙套规格及钻孔尺寸表
螺纹牙套作业程序表 一. 钻孔使用工具二.攻牙使用工具 三.护套装入方向四. P型工具装入护套 五. S型工具装入六.敲断护套导舌 七.使用后结构八.损坏时取出方法(以相反方向取出) 问:请问如何选择工具?
答: 工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。 问:请问如何选择专用丝攻? 答: 牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。 问:为甚么所买的长度规格量起来不够长? 答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。 问:牙套装不进去母件有那几种原因? 答: (A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入 (C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙 套]。 问:使用牙套机本上应注意那些事项? 答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。 螺纹护套之功能 螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其 螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加, 达到更佳的锁合效果。 螺纹护套之用途
机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因 母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。 在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。 螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。 螺纹护套使用材质 螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。