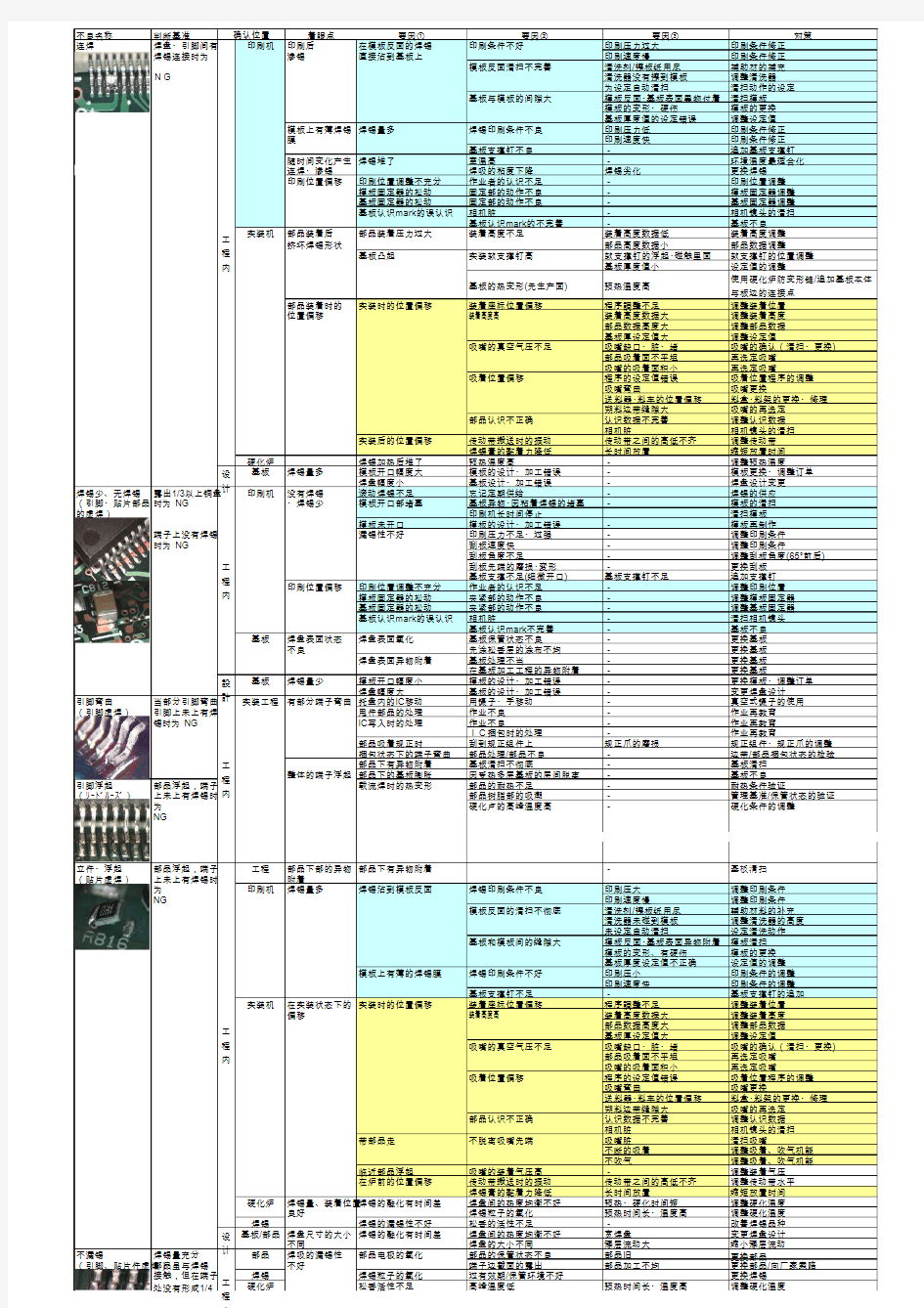
SMT不良要因展开表
不良名称判断基准
着眼点要因①
要因②
要因③
対策
连焊
焊盘?引脚间有印刷机
印刷后在模板反面的焊锡印刷条件不好印刷压力过大印刷条件修正焊锡连接时为渗锡直接沾到基板上
印刷速度慢
印刷条件修正模板反面清扫不完善清洗剂/擦板纸用尽補助材的補充NG
清洗器没有擦到模板调整清洗器为设定自动清扫
清扫动作的设定基板与模板的间隙大
模板反面?基板表面異物付着清扫模板模板的变形?硬伤模板的更换基板厚度值的设定错误调整设定值模板上有薄焊锡焊锡量多焊锡印刷条件不良印刷压力低印刷条件修正膜
印刷速度快印刷条件修正基板支撑钉不良-追加基板支撑钉随时间变化产生焊锡堆了室温高
-
环境温度最适合化连焊?渗锡焊吸的粘度下降焊锡劣化更换焊锡印刷位置偏移印刷位置调整不充分
作业者的认识不足-印刷位置调整模板固定器的松动固定部的动作不良-模板固定器调整基板固定器的松动
固定部的动作不良-基板固定器调整基板认识mark的误认识相机脏
-相机镜头的清扫
基板认识mark的不完善-
基板不良实装机
部品装着后部品装着压力过大装着高度不足装着高度数据低装着高度调整挤坏焊锡形状
部品高度数据小
部品数据调整
基板凸起
实装软支撑钉高软支撑钉的浮起?碰触里面软支撑钉的位置调整基板厚度值小设定值的调整
基板的热变形(先生产面)
预热温度高
使用硬化炉防变形链/追加基板本体与板边的连接点部品装着时的实装时的位置偏移
装着座标位置偏移程序調整不足调整装着位置位置偏移
装着高度高 装着高度数据大
调整装着高度部品数据高度大调整部品数据基板厚设定值大
调整设定值
吸嘴的真空气压不足吸嘴缺口?脏?堵
吸嘴的确认(清扫?更换)部品吸着面不平坦再选定吸嘴吸嘴的吸着面积小
再选定吸嘴
吸着位置偏移程序的设定值错误
吸着位置程序的调整吸嘴弯曲
吸嘴更换
送料器?料车的位置偏移料盒?料架的更换?修理朔料边带缝隙大
吸嘴的再选定部品认识不正确认识数据不完善
调整认识数据相机脏
相机镜头的清扫实装后的位置偏移
传动带搬送时的振动传动带之间的高低不齐调整传动带焊锡膏的黏着力降低长时间放置缩短放置时间硬化炉
焊锡加热后堆了预热温度高-调整预热温度
基板焊锡量多模板开口幅度大模板的设计?加工错误-模板更换?调整订单焊盘幅度小基板设计?加工错误-焊盘设计变更焊锡少、无焊锡露出1/3以上铜盘印刷机
没有焊锡滚动焊锡不足忘记定期供给-焊锡的供应(引脚?贴片部品时为 NG ?焊锡少
模板开口部堵塞基板异物?因粘着焊锡的堵塞-模板的清扫的虚焊)
印刷机长时间停止清扫模板模板未开口模板的设计?加工错误-模板再制作端子上没有焊锡漏锡性不好
印刷压力不足?过强-调整印刷条件时为 NG 刮板速度快-调整印刷条件
刮板角度不足-调整刮板角度(65°前后) 刮板先端的磨损?変形-更换刮板基板支撑不足(细微开口)基板支撑钉不足追加支撑钉印刷位置偏移
印刷位置调整不充分作业者的认识不足-调整印刷位置模板固定器的松动夹紧部的动作不良-调整模板固定器基板固定器的松动
夹紧部的动作不良-调整基板固定器基板认识mark的误认识相机脏-清扫相机镜头基板认识mark不完善-基板不良基板
焊盘表面状态焊盘表面氧化基板保管状态不良-更换基板不良先涂松香层的涂布不均-更换基板焊盘表面异物附着
基板处理不当-更换基板在基板加工工程的异物附着-更换基板
基板
焊锡量少
模板开口幅度小模板的设计?加工错误-更换模板?调整订单焊盘幅度大
基板的设计?加工错误-变更焊盘设计引脚弯曲当部分引脚弯曲实装工程有部分端子弯曲托盘内的IC移动
用镊子?手移动-真空式镊子的使用(引脚虚焊)
引脚上未上有焊甩件部品的处理作业不良-作业再教育锡时为 NG
IC写入时的处理
作业不良-作业再教育IC捆包时的处理-作业再教育
部品吸着规正时
刮到规正组件上规正爪的磨损规正组件?规正爪的调整捆包状态下的端子弯曲部品处理/部品不良-边带/部品捆包状态的检验部品下有异物附着
基板清扫不彻底-基板清扫整体的端子浮起部品下的基板膨胀
因受热多层基板的层间脱离-基板不良引脚浮起
部品浮起,端子载流焊时的热变形
部品的耐热不足-耐热条件验证
(????????)
上未上有焊锡时部品树脂部的吸潮-管理基准/保管状态的验证为硬化卢的高峰温度高-
硬化条件的调整
NG
立件?浮起
部品浮起,端子工程部品下部的异物部品下有异物附着-
基板清扫
(贴片虚焊)
上未上有焊锡时附着为印刷机
焊锡量多焊锡沾到模板反面
焊锡印刷条件不良
印刷压大
调整印刷条件
NG
印刷速度慢
调整印刷条件模板反面的清扫不彻底清洗剂/擦板纸用尽
辅助材料的补充清洗器未碰到模板调整清洗器的高度未设定自动清扫
设定清洗动作基板和模板间的缝隙大模板反面?基板表面异物附着
模板清扫模板的变形、有硬伤模板的更换基板厚度设定值不正确
设定值的调整模板上有薄的焊锡膜
焊锡印刷条件不好印刷压小
印刷条件的调整印刷速度快
印刷条件的调整基板支撑钉不足-基板支撑钉的追加实装机在实装状态下的实装时的位置偏移装着座标位置偏移程序調整不足调整装着位置偏移
装着高度高 装着高度数据大
调整装着高度部品数据高度大调整部品数据基板厚设定值大
调整设定值
吸嘴的真空气压不足吸嘴缺口?脏?堵
吸嘴的确认(清扫?更换)部品吸着面不平坦再选定吸嘴吸嘴的吸着面积小
再选定吸嘴
吸着位置偏移程序的设定值错误
吸着位置程序的调整吸嘴弯曲
吸嘴更换
送料器?料车的位置偏移料盒?料架的更换?修理朔料边带缝隙大
吸嘴的再选定部品认识不正确认识数据不完善
调整认识数据相机脏
相机镜头的清扫带部品走不脱离吸嘴先端吸嘴脏
清扫吸嘴
不断的吸着调整吸着、吹气机能不吹气
调整吸着、吹气机能临近部品浮起吸嘴的装着气压高-调整装着气压在炉前的位置偏移
传动带搬送时的振动传动带之间的高低不齐调整传动带水平焊锡膏的黏着力降低长时间放置缩短放置时间硬化炉
焊锡量、装着位置焊锡的融化有时间差焊盘间的热度均衡不好预热?硬化时间短调整硬化温度良好
焊锡粒子的氧化预热时间长?温度高调整硬化温度焊锡焊锡的漏锡性不好松香的活性不足-改善焊锡品种基板/部品焊盘尺寸的大小焊锡的融化有时间差
焊盘间的热度均衡不好宽焊盘变更焊盘设计不同
焊盘的大小不同漆层流动大缩小漆层流动不漏锡焊锡量充分部品焊吸的漏锡性部品电极的氧化
部品的保管状态不良部品旧更换部品
(引脚、贴片件虚焊)部品虽与焊锡
不好
端子边截面的露出部品加工不均更换部品/向厂家索赔接触,但在端子
焊锡焊锡粒子的氧化过有效期/保管环境不好更换焊锡处没有形成1/4
硬化炉松香活性不足高峰温度低预热时间长?温度高
调整硬化温度
确认位置工程内
设
计
工
程内
設
計
工
内
工程内
设
计
工
程
内
以上的载流片时NG
不良名称判断基准
着眼点要因①
要因②
要因③
対策
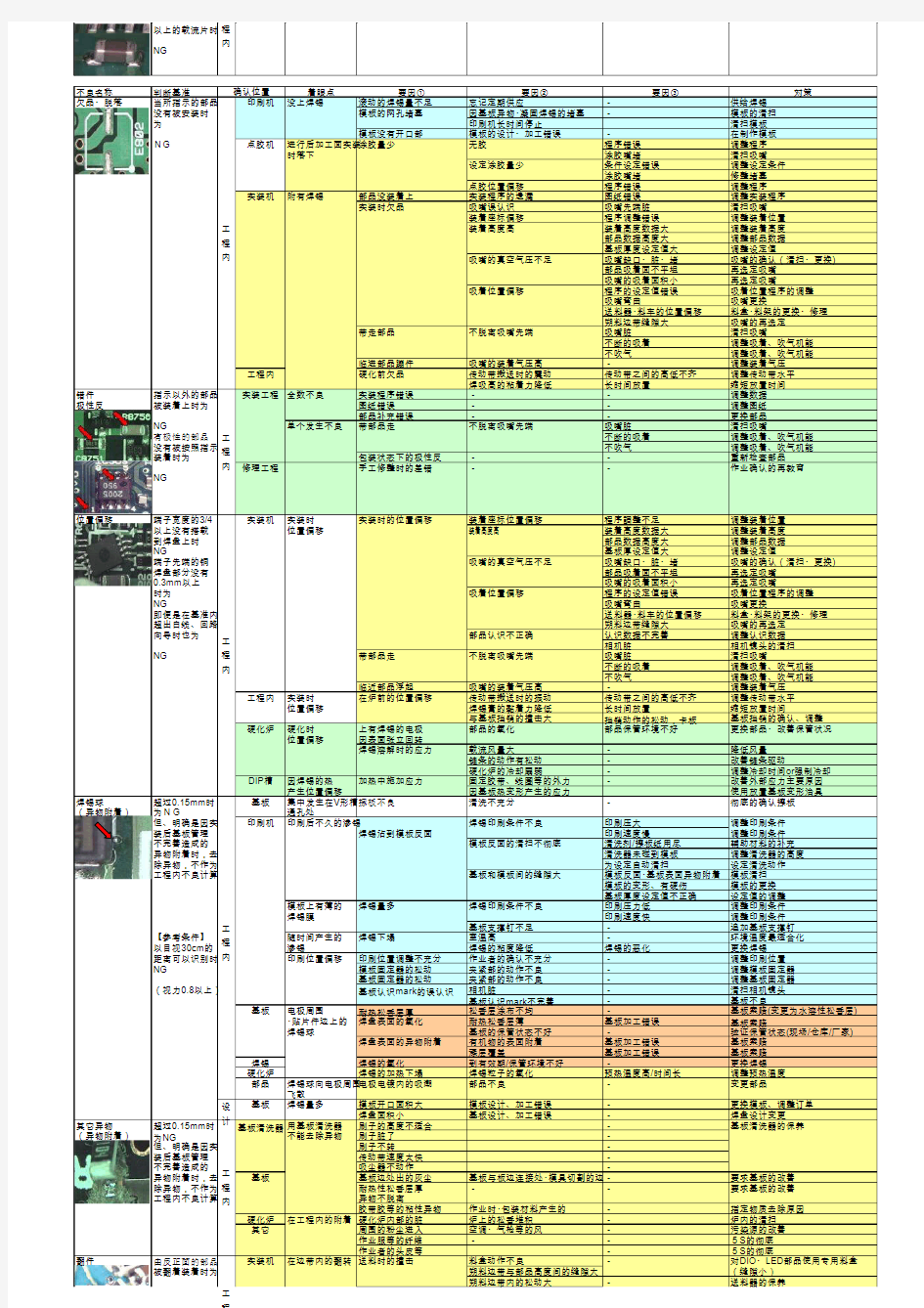
欠品?脱落
当所指示的部品印刷机没上焊锡
滚动的焊锡量不足忘记定期供应
-供给焊锡没有被安装时模板的网孔堵塞
因基板异物?凝固焊锡的堵塞-
模板的清扫为印刷机长时间停止清扫模板模板没有开口部
模板的设计?加工错误-
在制作模板NG
点胶机
进行后加工面实装涂胶量少无胶程序错误调整程序时落下
涂胶嘴堵清扫吸嘴设定涂胶量少
条件设定错误调整设定条件涂胶嘴堵修整堵塞点胶位置偏移程序错误调整程序实装机附有焊锡
部品没装着上实装程序的遗漏图纸错误调整实装程序实装时欠品
吸嘴误认识吸嘴先端脏清扫吸嘴装着座标偏移程序调整错误调整装着位置装着高度高装着高度数据大调整装着高度部品数据高度大调整部品数据基板厚度设定值大调整设定值
吸嘴的真空气压不足吸嘴缺口?脏?堵吸嘴的确认(清扫?更换)部品吸着面不平坦再选定吸嘴吸嘴的吸着面积小再选定吸嘴
吸着位置偏移
程序的设定值错误吸着位置程序的调整吸嘴弯曲
吸嘴更换
送料器?料车的位置偏移料盒?料架的更换?修理朔料边带缝隙大吸嘴的再选定带走部品不脱离吸嘴先端吸嘴脏清扫吸嘴
不断的吸着调整吸着、吹气机能不吹气调整吸着、吹气机能临进部品蹦件吸嘴的装着气压高-
调整装着气压工程内
硬化前欠品传动带搬送时的震动传动带之间的高低不齐调整传动带水平焊吸高的粘着力降低长时间放置缩短放置时间错件指示以外的部品实装工程全数不良
实装程序错误--调整数据极性反
被装着上时为图纸错误--调整图纸部品补充错误-
-更换部品NG
单个发生不良
带部品走
不脱离吸嘴先端吸嘴脏清扫吸嘴
有极性的部品不断的吸着调整吸着、吹气机能没有被按照指示不吹气调整吸着、吹气机能装着时为
包装状态下的极性反--重新检查部品修理工程
手工修整时的差错
-
-
作业确认的再教育
NG
位置偏移
端子宽度的3/4实装机实装时实装时的位置偏移
装着座标位置偏移程序調整不足调整装着位置以上没有搭载 位置偏移
装着高度高 装着高度数据大
调整装着高度到焊盘上时 部品数据高度大调整部品数据NG
基板厚设定值大
调整设定值
端子先端的铜 吸嘴的真空气压不足吸嘴缺口?脏?堵
吸嘴的确认(清扫?更换)焊盘部分没有 部品吸着面不平坦再选定吸嘴0.3mm以上 吸嘴的吸着面积小
再选定吸嘴
时为 吸着位置偏移程序的设定值错误
吸着位置程序的调整NG
吸嘴弯曲
吸嘴更换
即便是在基准内 送料器?料车的位置偏移料盒?料架的更换?修理超出白线、回路 朔料边带缝隙大
吸嘴的再选定向导时也为部品认识不正确认识数据不完善
调整认识数据相机脏
相机镜头的清扫NG
带部品走不脱离吸嘴先端吸嘴脏
清扫吸嘴
不断的吸着调整吸着、吹气机能不吹气
调整吸着、吹气机能临近部品浮起吸嘴的装着气压高-调整装着气压工程内实装时在炉前的位置偏移传动带搬送时的振动传动带之间的高低不齐调整传动带水平位置偏移焊锡膏的黏着力降低长时间放置缩短放置时间
与基板挡销的撞击大挡销动作的松动,卡板基板挡销的确认、调整硬化炉
硬化时上有焊锡的电极部品的氧化部品保管环境不好更换部品?改善保管状况位置偏移
因表面张立回转焊锡溶解时的应力
载流风量大
-降低风量链条的动作有松动-改善链条驱动
硬化炉的冷却扇弱
-调整冷却时间or强制冷却DIP槽
因焊锡的热加热中施加应力固定胶带、线圈等的外力-改善外部应力主要原因产生位置偏移
因基板热变形产生的应力使用放置基板变形治具焊锡球
超过0.15mm时基板集中发生在V形槽?擦板不良清洗不充分-
彻底的确认擦板
(异物附着)
为NG
通孔处
但、明确是因实印刷机
印刷后不久的渗锡
焊锡印刷条件不良印刷压大调整印刷条件装后基板管理焊锡沾到模板反面
印刷速度慢
调整印刷条件不完善造成的模板反面的清扫不彻底清洗剂/擦板纸用尽辅助材料的补充异物附着时,去清洗器未碰到模板调整清洗器的高度除异物,不作为为设定自动清扫
设定清洗动作工程内不良计算
基板和模板间的缝隙大
模板反面?基板表面异物附着模板清扫模板的变形、有硬伤模板的更换基板厚度设定值不正确设定值的调整模板上有薄的焊锡量多焊锡印刷条件不良印刷压力低调整印刷条件焊锡膜
印刷速度快调整印刷条件基板支撑钉不足-追加基板支撑钉【参考条件】随时间产生的焊锡下塌
室温高
-
环境温度最适合化以目视30cm的渗锡
焊锡的粘度降低焊锡的恶化更换焊锡距离可以识别时印刷位置偏移
印刷位置调整不充分作业者的确认不充分-调整印刷位置NG
模板固定器的松动夹紧部的动作不良-调整模板固定器基板固定器的松动
夹紧部的动作不良-调整基板固定器(视力0.8以上)
基板认识mark 的误认识相机脏
-清扫相机镜头基板认识mark 不完善-基板不良
基板
电极周围
耐热松香层厚松香层涂布不均-
基板索赔(变更为水溶性松香层)?贴片件边上的焊盘表面的氧化耐热松香层薄
基板加工错误基板索赔
焊锡球
基板的保管状态不好-
验证保管状态(现场/仓库/厂家)焊盘表面的异物附着
有机物的表面附着基板加工错误基板索赔漆层覆盖
基板加工错误基板索赔焊锡焊锡的氧化到有效期/保管环境不好-
更换焊锡硬化炉焊锡的加热下塌
焊锡粒子的氧化预热温度高/时间长调整预热温度部品
焊锡球向电极周围电极电镀内的吸潮部品不良
-
变更部品
飞散
基板焊锡量多模板开口面积大模板设计、加工错误-更换模板、调整订单焊盘面积小
基板设计、加工错误
-焊盘设计变更其它异物超过0.15mm时基板清洗器用基板清洗器
刷子的高度不适合-基板清洗器的保养
(异物附着)
为NG
不能去除异物刷子脏了-但、明确是因实刷子不转-装后基板管理传动带速度太快-不完善造成的吸尘器不动作
-
异物附着时,去基板基板边处出的灰尘
基板与板边连接处?模具切割的边-要求基板的改善除异物,不作为耐热性松香层厚--要求基板的改善
工程内不良计算异物不脱离
胶带胶等的粘性异物
作业时?包装材料产生的-指定物质去除原因硬化炉在工程内的附着硬化炉内部的脏炉上的松香堆积-炉内的清扫其它周围的粉尘进入
空调?气枪等的风-污染源的改善作业服等的纤维-
-5S的彻底作业者的头皮等
-5S的彻底
翻件
由反正面的部品
实装机在边带内的翻转送料时的撞击料盒动作不良
-
对DIO?LED部品使用专用料盒被翻着装着时为
朔料边带与部品高度间的缝隙大(缝隙小)朔料边带内的松动大-
送料器的保养
工程内
工
程
内
工
程内工程内程
设
计
工程内
工程内
确认位置
NG 上边带剥离时的静电
部品不良
-设置离子发生器边带中的反转
部品不良
-再检查部品边带部品吸着时的翻转部品吸着位置偏移
程序设定值错误-吸着位置程序的调整吸嘴的弯曲
-更换吸嘴
送料器?料车的位置偏移-料盒?料车的更换?修理朔料边带的缝隙大
-
吸嘴的再选定
不良名称
判断基准着眼点要因①要因②
要因③
対策
部品缺口?裂纹
部品有缺口时印刷机在先生产面发生支撑钉的碰触支撑钉的配置错误-调整支撑钉的布置为承受治具的设计错误-调整模块
NG
实装机
实装时发生
因吸嘴产生的撞击部品的吸着高度低-部品吸着高度数据的调整部品的装着高度低-
部品装着高度数据的调整基板的凸起
支撑顶碰到反面部品支撑钉配置错误
调整支撑钉的位置部品装载位置的设计变更调整支撑钉的位置
软支撑钉?垫的异物附着软支撑钉?垫的确认、清扫下工程部品表面的硬伤过炉后基板的处置基板的叠板?落下-处置管理的教育胶溢出
焊锡载流片上涂胶机胶位置偏移涂布位置调整不充分
作业者的确认不足
-调整涂布位置?焊盘部?涂胶嘴弯曲-
更换涂胶嘴部品电极上有基板固定器松动
固定部的动作不良调整基板固定器胶溢出时为基板认识mark 的误认识相机脏-
清扫相机镜头基板认识mark 不完善
-基板不良NG
涂胶量多涂布量数据异常设定值大涂胶嘴口径过大调整设定值
粘度低
装置温度高-胶管温度的最适合化喷出空气胶管内卷入空气胶管内残留空气-更换胶管(爆发)胶管上盖的漏气-更换胶管气压强-调整设定值胶拉丝胶的粘度高装置温度低-调整设定值涂布速度快
涂胶嘴上升速度快-设定下限时间渗胶
基板-涂胶嘴间的缝隙大
(涂胶嘴上)挡销高度不足(磨损)-更换涂胶嘴异物附着-清扫涂胶嘴多件
在指示的焊盘印刷机
因焊锡的印刷滚动焊锡不足忘记定期供应-供给焊锡以外有部品的漏锡不良造成的模板开口部的堵塞因基板异物?凝固焊锡的堵塞-模板的清扫
为二次不良
印刷机长时间停止NG
模板没有开口部
模板的设计?加工错误-再制作模板实装机
实装时的蹦件装着时的落下
实装程序错误-调整数据装着高度高 装着高度数据大
调整装着高度部品数据高度大调整部品数据基板厚设定值大
调整设定值
吸嘴的真空气压不足吸嘴缺口?脏?堵
吸嘴的确认(清扫?更换)部品吸着面不平坦再选定吸嘴吸嘴的吸着面积小
再选定吸嘴
吸着位置偏移程序的设定值错误
吸着位置程序的调整吸嘴弯曲
吸嘴更换
送料器?料车的位置偏移料盒?料架的更换?修理朔料边带缝隙大
吸嘴的再选定部品认识不正确认识数据不完善
调整认识数据相机脏
相机镜头的清扫带部品走不脱离吸嘴先端吸嘴脏
清扫吸嘴
不断的吸着
调整吸着、吹气机能真空不断(吹气弱)
调整吸着、吹气机能临近部品蹦件
吸嘴的装着气压高-调整装着气压在炉前蹦件
传动带搬送时的振动传动带之间的高低不齐调整传动带水平焊锡膏的黏着力降低长时间放置缩短放置时间
与基板挡销的撞击大挡销动作的松动,卡板基板挡销的确认、调整焊锡融化不充分能看到焊锡的RF 炉
温度曲线高峰温度低--提高高峰温度(其它)
粒子时印刷机焊锡膏焊锡氧化到有效期/保管环境不良-更换焊锡
NG基板/部品部品布局
大型部品密集热传导不好
?调高预热温度?拉长时间(线圈/电解C)
?提高高峰温度
因反面部品的影响?调高硬化炉下面的设定温度(使用扩大镜热量下降?基板设计变更以上来确认)部品煳部品融化变形RF 炉
部品融化高峰温度高--
调整温度曲线
(其它)
变色时为 ?变色时为基板/部品
部品耐热性低
变更部品/调整温度曲线
NG
NG
部品剥离部品从基板上检查修理过炉后剥离过炉后基板的处置基板的叠板?落下-处置管理的再教育
(其它)剥离的为工程
NG
焊锡花焊锡膏印刷基板
铜箔上不上焊锡耐热松香层厚
松香层涂布不均-
基板索赔(变更为水溶性松香层)(其他)
面积的1/3以上焊盘表面氧化
耐热松香层薄
基板加工错误基板索赔
能看到铜箔时基板的保管状态不好-
验证保管状态(现场/仓库/厂家)为焊盘表面的异物附着有机物的表面附着基板加工错误基板索赔漆层覆盖
基板加工错误基板索赔NG
焊锡的氧化到有效期/保管环境不好-更换焊锡
但,未被印刷的部位可以有铜箔露出。漆层覆盖在需上焊锡的铜(其它)
箔回路上上有占宽度1/3以上的皮膜时为NG
工程内
工程内
工程内
工程内
确认位置工
程内
工程内
工程内
工程内