cable基础及生产设备技术

伊克嵩电子有限公司
CABLE加工技术及培训资料
※线材认识
一.线材结构:
A.单芯线SINGLE CONDUCTOR WIRE 或HOOK-UP WIRE 如:UL1007 UL1061 UL1051由导体
与绝缘体两部分合成.
B.多芯电缆线MULTI-CONDUCTOR CABLE,由二条或二条以上芯线组合而成的复合线,如UL2464等;
C.隔离线SHIELDED WIRE 如:UL1185 UL1533等;
D.同轴线COAXIAL CABLE 如:UL1354或RGTYPE;
内部导体与外部导体构成一个回路线,一般常用有50欧及75欧两种;
二.电缆线的形状:
1.ROUND:圆形
2.FLAT:扁平
3.OV AL:椭圆
4.RIBBON:并线或排线
5.OTHER:如二并或三并线等等
三.电缆线的用途:
A.电<动>力电缆:电力供输用
B.控制电缆:一般工厂变电所用
C.电源线:连接设备与电源之间
D.通信设备线:
https://www.360docs.net/doc/e72955992.html,PUTER CABLE :UL2464 IEEE-488等(计算机线)
2.MONITOR CABLE :UL2919 2990 20276等(监控用线)
3.PRINTER CABLE :UL20276
4.SCANNER CABLE :UL20276(扫描用线)
5.TELEPHONE CABLE :UL20251(电话用线)
6.KEYBOARD CABLE :UL2960(键盘用线)
7.MOUSE CABLE :UL2835(鼠标用线)
https://www.360docs.net/doc/e72955992.html,B CABLE :UL20276 UL2725(USB用线)
9.FIRE CABLE :UL20379
10.DVI CABLE :UL20276
https://www.360docs.net/doc/e72955992.html,N CABLE :CAT‘5(网络用线)
四.UL 或CSA规格说明:
A.防火<耐燃说明>
VW-1:完成品燃烧试验;VW-1S:仅作芯线燃烧试验;
VW-1SO:完成品及芯线各作燃烧试验;
B.MARKING说明:
E119932 UL AWM 2464 80℃300V 28AWG VW-1
档号认证单说明线种说明温度额电压额美国线规防火等级位标志(I) (II)A 定值定值
℃
说明:a. AWM=APPLIANCE<用具>WIRING<配线> MATERIAL<材料>
b. I/II I=INTERNAL USE <内部连接线>
II=EXTERNAL USE<外部连接线>
c. A=ELECTRONICS 电子类产品
B=APPLIANCES 电机类产品
C.CLASS I:INSULATION厚度并无规定,且外被无硬性要求;
D.CLASS II:INSULATION厚度并无规定,但必须有外被,且外被至少为0.38MM,并依完成外径
大小依标准规定递增.
D.印字要求
1.电线完成品外径大于1.3MM则必须有标准内容之印字;
2.印字必须函盖整轴电线,且其间隔不得大于1米.
3.印字方式包括:油墨、凹印、等等均可.
4.印字内容包括下列内容:
a.申请者名称; c.CSA或CSA标志;
b.申请者档案号码或注册商标名;
d.AWM. g.温度等级;
e.CLASS、即I/II CLASS不能出现. h.电压等级;
f.GROUP 即A或B或A/B. I.耐燃等级;
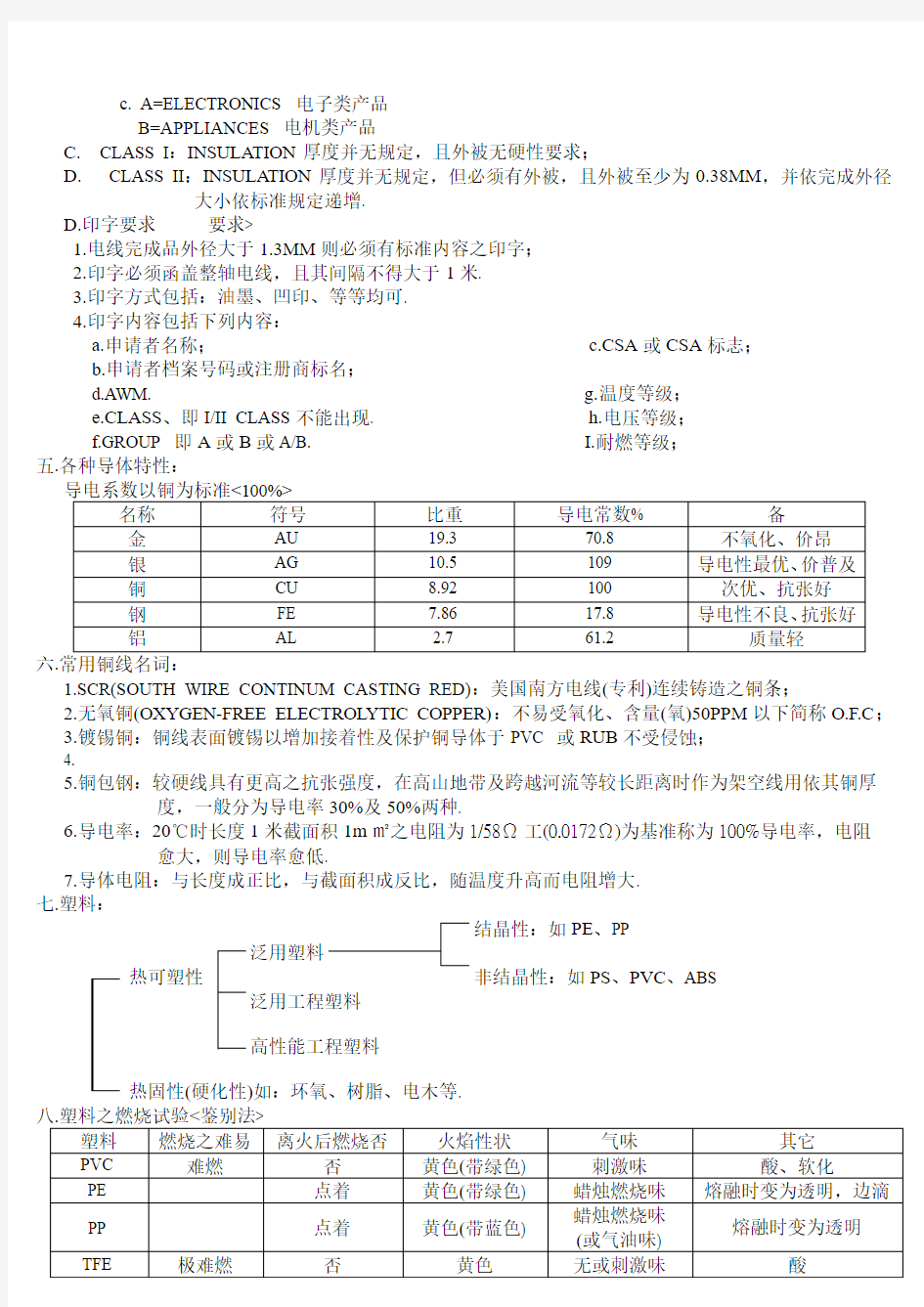
五.各种导体特性:
六.
1.SCR(SOUTH WIRE CONTINUM CASTING RED):美国南方电线(专利)连续铸造之铜条;
2.无氧铜(OXYGEN-FREE ELECTROLYTIC COPPER):不易受氧化、含量(氧)50PPM以下简称O.F.C;
3.镀锡铜:铜线表面镀锡以增加接着性及保护铜导体于PVC 或RUB不受侵蚀;
4.
5.铜包钢:较硬线具有更高之抗张强度,在高山地带及跨越河流等较长距离时作为架空线用依其铜厚
度,一般分为导电率30%及50%两种.
6.导电率:20℃时长度1米截面积1m㎡之电阻为1/58Ω工(0.0172Ω)为基准称为100%导电率,电阻
愈大,则导电率愈低.
7.导体电阻:与长度成正比,与截面积成反比,随温度升高而电阻增大.
七.塑料:
结晶性:如PE、PP
泛用塑料
热可塑性非结晶性:如PS、PVC、ABS
泛用工程塑料
高性能工程塑料
热固性(硬化性)如:环氧、树脂、电木等.
※成型机操作:
一.注塑料机的认识:
1.目前行业内大致上分立式注塑机和卧式注塑机两种<其中卧式的包括C型机>;
2.注塑机的控制系统分为:电控系统和油压系统两大系统;
3.注塑机的三大要素为:时间、温度<>、压力<>;
4.在安装调试注塑机台时要特别注意机台的水平度<用百分水平仪校正>;
5.液压油的粘度为32-68CST/40℃,且在加时不可将加油口的滤网取出来;
6.在安装机台时,注意各部件的螺丝要被紧,各润滑处要添加润滑油.
7.正常马达转动方向为顺时针方向,如果线路接反则马达反转.
二.模具安装:
1.打开电源开关,把温度调至适当
2.待温度到达后,将所需模要放至机台上<根据需要是否安装冷却水>,不可放反方向;
3.从正方、侧方校正模具的位置,使模具的进料口对准与机台的料嘴,错位不能少于2/3的面积;
4.确定对准后,放下机台的上模板,注意一定要密合,再锁紧螺丝。
5.调节机台开模高度、强力锁模、低压关模高度、总压力、一二次压、射出时间、松退与冷却时间
至适当;
6.先成型一、二个空模,确定料量,再试压产品,对不良品处进行调试至OK.
三.生产CABLE产品常见的几种立式机型:
1.煜达Y-260<1.8/
2.1 OZ>; 2.煜达Y-310<1.8 OZ>;
3.煜达Y-350<2.5/2.9 OZ>;
4.煜达Y-450<3.3 OZ>;
5.赞扬<2/2.5/3.5/4.5/5.0 OZ>
6.精机<2/2.5/3.5/4.5/5.0 OZ>;
7.呈崧<2/2.5/3.5/4.5/5.0 OZ>
四.机台的保养:
五.成型不良常见的弊病<不良品的辨别>:
※.端子机的操作:
一.端子机的认识:
1.端子机的主要机型有:950型 、 2000型 、 2500型 、 3000型等等 ;
2.端子机各部件介绍:
3.端子机的核心部分是卡式模座,分为横卡式模座与直卡式模座<仅区分于卡入方向不同
>;
4.桌上型端子机是半自动型,靠脚踏开关来控制其速度,在操作过程中,要特别注意不可打双端子 在同一个导体上,因为这样会造成将端子刀模挤裂,造成报废;
料架
照明燈
二.端子刀模的架接:
1.端子刀模的规格的叙述,辟如:上刀:1.5*
2.0/1.8*2.5㎜,下刀:1.4*1.9/1.7*2.4㎜;
上銅刀 上PVC 下PVC
下銅刀
2.基本架接步骤:
a.先选好所需规格的刀模,并依据内铜刀外PVC刀的方式排好;
b.打开电源,将不用的刀模依次序拆除下来;
c.用气枪将刀模槽内的杂质清除干净,将油污擦拭干净;
d.将上下刀模按入刀模槽内<上刀模装入上模,下模装入下刀模> ,注意要按到位,再锁好螺丝;
e.用手动摇柄将上模放下来,试看刀模合模情况,如有以下几点不良,必须进行理调:
<1>.刀模合到底后,机器尚未到位;<重新调试机器正面的高度微调,往右为低,往左为高>;
<2>.机器到位后,刀模尚未到位;<重新调试机器正面的高度微调,往右为低,往左为高>;
<3>.内外刀模错位,或上下刀模偏移;<刀模拆开重新架模>;
f.将所需端子架上去,顺其料道将端子装上去,将机器转为自动,空打一模,检查送料爪的送
料情况,如有不配合,则调试正面左区间的带弹簧的螺丝;
g.打几模端子,测试其拉力及外观,如有以下不良,将需要重调机器;
<1>.端子后部喇叭口;
<2>.导体区包入绝缘皮;
<3>绝缘区包太少<要完全包住>;
<4>.端子拉力达不到标准;
<5>.端子变形;
<6>.料带切除后留太长<会造成在端子插入HOUSING时卡住>;
h.标准端子拉力大小对照表:
一、端子结构:
二、注意事项:
1
2.下图打端子时压住绝绿皮,会造成电气不良,为不良品
3.下图打端子时端子背面变形,为不良品
4.下图打端子时芯线太长插座不易插入,为不良品
5.下图打端子时太短造成压着强度不够,为不良品
6.
为不良品
7.下图打端子时线皮未压好,为不良品
三、图示说明:
左圖所示端子為不良品
:導體區銅絲少,良品(芯線)應為7根,地線(7根以上)
右圖所示端子為不良品:端子深打.(導體區鉚到絕緣皮)
左圖所示端子為不良品:端子淺打.絕緣鉚合區看不到絕緣皮.
右圖所示端子為不良品:端子導體區變形.(導體區未完全包住銅絲)
※手工焊接技术:
一.目前电子行业在生产过程中,常用的两种焊接工具有:
左圖所示端子為不良品:端子導體區銅絲外露過長
右圖所示端子為不良品:端子絕緣鉚端合區變形.
右圖所示端子為良品端子:端子導體區銅絲為7根,且銅絲包覆良好.前端銅絲突出量未超出端子終止點.,絕緣區外被包覆超過中心點.端子無變形.
1.全手工焊接烙铁<手动送锡,非恒温>;
2.半自动焊接机<自动送锡,恒温烙铁>;
二.手工烙铁焊接时,调节烙铁高度及角度要一定的要求,即:烙铁与水平面的夹角成45 ,烙铁头尖
至桌面的高度为10CM;
三.烙铁头的选用:焊接面比较大的用大头的烙铁头<辟如焊接铜箔>,焊接面积小面质量要求高的用小而尖的烙铁头<辟如CONT的PIN位>;
四.焊接时选用合适的锡丝,大致上常用的有1.2㎜、1.0㎜、0.8㎜、0.6㎜等四种,因PIN位的大小而
选择,辟如焊DB25P等大PIN的CONT或铜箔用1.2㎜/1.0㎜即可,焊MINI USB或MD6P等小PIN 的用0.8㎜/0.6㎜即可,锡丝一般采用63/37的规格;
五.焊接时的不良品与良品的认识:
1.常见的外观不良品类别有:冷焊、虚焊、不饱和、焊点过大、铜丝分岔、铜丝外露过长、外被烫伤
外被破皮等等;
2.常见的电气不良品类别有:误配
3.外观不良如下图所示:
圖一:良品
圖二:錫點過大
圖三:錫點不飽和
圖四:銅絲外露過長
圖五:芯線燙傷
圖六:芯線掐破皮
圖七:銅絲分岔
圖八:虛焊
※电线测试机
一.目前常用测试机种类:
1.益和CT-8650E;
2.益和CT-8681A;
3.益和CT-8685FA;
4.罗因RT-9000M;
5.罗因RT-9600M;
6.祁昌6500;
7.祁昌8600;
8.美国SERIES 1000H;
9.美国SERIES 1000H+;等等.
二.测试机主要测试项目名词解释:
1.短路
2.断路
3.绝缘不良
4.导通不良
5.误配
三.测试治具之连接:
1.测试机之转换牛角排列PIN位一般从左至右下1上2;
2.胶芯上三角形标志处为第2PIN,其下不第1PIN,连接时对应测试机上第1.2PIN;
3.测试治具为一对一之满接点<连接器第1PIN对胶芯第1PIN>;
4.治具接上后,用探针点测连接是否正确;
四.产品测试:
1.数据读取:除耐压机外,不论何种测试机,在测试前须读取产品数据。并核实无误,再输入产
品测试条件后,方可进行测试。
2.数据查询:在测试过程中或测试结束后,查看产品接线数据应按如下方法操作:
(1).CT-8650E机型:在待测状态下按V键即可,其余参数按相应键查看,注意不可按READ键
二次,否则旧数据将被新数据覆盖。
(2).RT-9000M机型:在待测状态下按VIEW键即可调出数据,按< 或>键进行查看,查看数据
时注意不可按READ两次否则资料将被清除,其余参数按相应键查看.
(3).CT-8685FA机型:在待测状态下按O/S键即可调出当前档案的数据,按V或^ 键查看.
五.不良品之显示识别.
1.测试过程中发生不良时,测试机上不良指示灯亮,按往下显示键查看不良原因及不良点;
2.不良点发生在哪一端之显示判定:
(1).CT-8650E机型:测试机上以大写字母显示,哪一不良则显示哪一端;
(2).CT-8685FA机型:测试机上以大写字母显示,有三角形标志处为不良端点;
(3).RT-9000M机型:以小写字母表示不良端点;
(4).绝缘不良之端点显示测试机判定不准,须凭产品特性及经验判断.
(5).产品长度在1米以内,测试机之判断结果(指不良端点判别)将不稳定或不准确.
六.复合键使用:(CT-8650E机型)
1.RESET+COND 查看测试数量;
2.RESET+I.S 清除测试数量;
3.RESET+SINGLE 导通归零;
4.RESET+READ 牛角1.2PIN互换;
5.RESET+TEST 连续测试模式切换;
5.RESET+PORT 短断路判断点选择;
6.RESET+AUTO 扫描模式切换;
7.RESET+PRINT 恢复内定值<误操作后>;8.注意其余复合键不可乱操作;
※7S基础
A.7S概念:
一.7S:整理、整顿、整洁、清扫、教养、安全、环保
二.目的:将7S活动推行以达到美化工作环境,养成良好习惯,减少灾害发生,进而提升
质量及工作绩效创造利润;
B:六整概念:
一.六整:整理、整顿、整洁、整仪、整员、整军,因六个整字下面均有正字故名六整.
二.意义:
1.整顿:将需要的分类归纳,整理标示,定位使之整然有序<设备>;
2.整理:区分要与不要的,不要的报废,要的妥善保管;
3.整洁:对工作场所维持洁净卫生的状况;
4.整仪:制服,个人服装仪容等.
5.整员:出勤状况;
6.整军:效率;
三.六整考核内容:
<一>.整顿:
1.需要的物品有否很完整的归类标示清楚;
2.机械设备外观保持清洁,有无维修与保养;
3.主管督导是否切实;
<二>.整理:
1.要的东西有无妥善保管,零件物品有无保管使用周期性计划,使用是否正确;
2.存放有否有无用的东西?
3.通道有否堆置货品等?
4.容器有效之用.
5.工具,治具之使用整理整齐.
<三>.整洁:<四>.整仪:
1.工作环境清洁管理; 1. 穿着制服,鞋,厂证等;
2.无灰尘杂物,蜘蛛网等; 2. 个人仪容精神.
3.维持良好的环境卫生;
<五>.整军:<六>.整员:
1.工作精神态度; 1. 出勤率如何?
2.工作效率; 2. 有否迟到或缺勤.
3.操作方法是否正确;
4.有否经常谈天,说笑,离开岗位.
制作:唐艳军核准:
设备安装调试验收规范
设备安装调试过程管理规定 1 目的 为加强对生产设备安装、调试工作的管理,按时保质的完成设备安装调试工作,结合公司的实际情况,特制定本制度。 2 适用范围 本制度适用于生产设备安装调试相关工作。 3 安装规范 设备部作为生产设备的归口管理部门,应该根据设备安装现场的格局和设备的具体特点,制定设备安装方案,并报设备部经理审核。对于供应商提供安装服务的设备,需和供应商共同制定安装方案。 准备工作 保证安装现场干净、无杂物,以免影响安装并将设备的精度造成不必要的影响。 保持地面平坦以便设备定位和水平调节。 保证在有限的空间里各管道、电缆和设备不出现重叠及相互影响,按要求预留安全距离,设备进厂前人员培训和各项准备工作。 由各车间主管负责合理人员分工,并做好进厂安装前安全培训工作,重点培训安装过程中需注意的事项,以及发生危险的急救措施。 准备好拆箱、安装前所需的工具如:管钳、整套开口扳手、公制内六角和英制内六角扳手、手枪钻、铁锤和橡胶锤、虎钳、人形梯等,并对没有安装调试经验的员工进
行工具使用培训工作。 劳保用品的准备,如线手套、PVC手套、工作帽、创口贴、紫药水、防砸劳保鞋等。 设备到厂后需要由使用单位和设备部共同填写设备到货单,主要包括:设备名称、规格型号、生产厂家、到厂时间、卸货地点等基本信息。 设备安装 安装前期需要做基础、有破地要求的,由设备管理部向基建主管室申请清理路面,不在基建主管室承受能力范围的由设备管理部联系外来施工单位进行路面清理; 1)要安装的产品必须是合格的产品,不合格的设备不得安装; 2)电箱应安装在安全、干燥、易操作的场所。配电箱安装时,如无设计要求,则一般照明配电板底边距地不小于.并列安装的配电箱、盘距地高度要一致,同一场所安装的配电箱、盘允许偏差不大于5mm. 3)安装配电盘所需要的木砖及铁件等均应预埋,明装配电箱应采用金属膨胀螺栓固定。 4)铁制配电箱均需涮一遍防锈漆,预埋的各种铁件均应刷防锈漆,并做好明显可靠的接地。导线引出面板时面板线孔应光滑无毛刺,金属面板应装设绝缘保护套。 5)配电箱带有器具的铁制盘面和装有器具的门及电器的金属外壳应有明显的可靠的PE保护地线(PE线为编织软裸铜线),但PE保护地线不允许利用箱体或盒体串接。6)配电箱上配线需排列整齐,并绑扎成束,活动部位均应固定;盘面引出和引进的导线应留适当余量,便于检修; 7)垂直装设的刀闸及熔断器等电器上端接电源,下端接负荷。横装者左侧(面对盘面)接电源,右侧接负荷。
安全生产标准化资料:生产设备设施
安全生产标准化资料(第六项生产设备设施) XX电气有限公司 2018年1月编制
生产设备设施目录 1、设备设施安全管理制度 2、设备设施检维修保养管理制度 3、设备检修保养维护计划制度 4、特种设备安全管理制度
设备设施安全管理制度 1目的 为了加强设备设施的安全管理,保障作业与检修人员的安全,依据国家法律、法规和标准,结合本公司实际,特修定本制度。 2适用范围 本制度是用于本公司范围内所有设备设施的作业管理。 3 作业管理 3.1作业前的准备 3.1.1本公司新建、改建、扩建、技措、大修等工程作业,必须加强作业的组织管理,按照作业图纸编制作业方案,报请主管副总经理或总(副总)工程师批准。 3.1.2每项工程作业前,作业部门的负责人、工程技术人员、作业员、工长等,在逐级布置生产任务和技术交底的同时,必须逐级进行安全指令和安全措施的交底,不经安全措施交底的工程项目不得作业,工人有权拒绝作业。 3.1.3有两个以上单位联合作业时,应由建设单位和总承包单位统一组织管理现场的安全工作,分包单位必须服从建设单位和总包单位的指挥,对分包给建筑安装队作业的工程项目,工程承包合同要明确安全责任和要求,对不具备安全作业条件的作业单位,不得对其发包工程,具体执行《承包商及其他外来人员安全管理制度》。 3.2所有工程项目的作业方案(作业组织设计),都必须有危害识别和安全作业技术措施内容。吊装、水下及深坑作业,拆除等特殊工程,都要编制单项安全作业技术方案,批准后方可开工。 3.3作业现场管理 3.3.1参加作业的人员,必须熟知本系统、本工种、本岗位的安
全技术规程,作业单位必须同时遵守生产建设单位的有关安全制度,并接受监督。 3.3.2作业现场,按作业总平面和分部、分项工程作业平面布置,应符合安全要求,安排作业临建设施及机具、材料和水、电、气(汽)管网等,都要符合安全、防火和工业卫生要求。 3.3.3作业现场内的坑、井、孔洞、陡坡、高压电气设备、易燃、易爆场所等,必须设置围栏、盖板、危险标志,夜间要设信号灯,必要时指定专人负责。各种防护设施、安全标志,未经作业负责人批准,不得移动或拆除。 3.3.4作业现场的道路必须保持畅通,道路宽度、转弯半径必须保证行车安全要求,场地狭小、行人来往和运输频繁地点,应设临时交通指挥和交通标志。 3.3.5阴暗场所和夜间作业现场应有足够的照明。 3.3.6作业必须在工程负责人的统一指挥、监督下进行。 3.3.7作业单位在拆除工程作业前,应对全部待拆除建筑物、构筑物及化工装置的周围场所进行全面检查,制定拆除方案,拆除方案要有安全措施和危害识别,对危险部位应先消除危险后再拆除,拆除时按自上而下、先外后内的顺序进行,禁止数层同时拆除,不准用挖切或推倒的方法拆除,未拆除的部分应保持稳固。 3.3.8拆除的物件不准由上部向下抛掷,要采用吊运和顺槽溜放的方法,并及时清理现场。 3.3.9动土作业必须按规定办理动土安全作业证,按规定审批后,方可进行作业。 3.3.10挖土应自上而下进行,禁止采用挖空底脚的办法。使用机械挖土,要先发信号,挖土机回转范围内不准进行其它作业。 3.3.11挖土作业应视土壤性质、温度和挖掘深度留有安全边坡
设备验收通用标准
一、设备预验收: 预验收的目的是为了检查、验证机床能否满足用户的加工质量及生产率,检查供应商提供的资料、备件。预验收的依据是技术协议、审图纪要、有关技术问题与供应商的往来传真等。在设备预验收前,要根据技术协议规定,编制预验收计划,明确预验收通过的标准。 1.预验收过程主要包括以下内容 (1)检验机床主要零部件是否按合同要求制造。 (2)各机床参数是否达到合同要求。 (3)检验机床几何精度及位置精度是否合格。 (4)机床各动作是否正确。 (5)对合同未要求部分检验,如发现不满意处可向生产厂家提出,以便及时改进。 (6)对试件进行加工,检查是否达到精度要求。 (7)做好预验收记录,包括精度检验及要求改进之处,并由生产厂家签字。 2.预验收结束后,与设备制造厂家签订预验收纪要,在预验收纪要中,需明确预验收存在的问题、需完成的整改项及完成时间。 二、设备开箱验收及安装调试验收: 开箱验收的目的是检查供应商提供的设备在运输过程中是否有损坏,设备的技术资料是否齐备,设备零部件是否符合协议要求。 1、设备开箱验收过程主要包括以下内容: (1)设备外观包装是否完好。 (2)装箱设备的型号与技术协议的规定是否相符。 (3)按照装箱单清点零件、部件、备品备件、工具、附件、合格证、说明书和其他图纸、技术文件等是否齐全,有否缺损。 (4)检查设备外观有无严重的碰撞及表面漆皮脱落等情况,检查是否己影响到设备的精度和技术性能。 (5)检查设备有无锈蚀现象和防锈油质量,如发现有锈蚀或发现防锈油过期变质,应彻底清除重新更换,清除旧防锈油时应使用非金属刮具。 (6)未清洗过的滑动面,严禁移动以防损坏。 (7)核对设备平面布置图和电气线路与设备实际情况是否相符,检查地脚等有关尺寸,地脚螺栓、垫铁是否符合要求,电源接回线的位置及电气有关参数是否与说明书相符。 (8)在检查中要做详细检查记录。
生产设备设施验收安全管理制度标准版本
文件编号:RHD-QB-K4568 (管理制度范本系列) 编辑:XXXXXX 查核:XXXXXX 时间:XXXXXX 生产设备设施验收安全管理制度标准版本
生产设备设施验收安全管理制度标 准版本 操作指导:该管理制度文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时必须遵循的程序或步骤。,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。 1目的 为了加强对我公司设备、设施验收过程的管理,确保设备验收工作合理、高效的开展,特制订本制度。 2范围 凡我公司所有生产设备和设施均适用本制度。 3验收的内容及标准: 3.1设备外观、包装情况、设备名称、型号规格、数量等是否符合要求。 3.2装箱清单是否与实物相符,以及其他资料是
否齐全,有无缺损。 4设备验收: 4.1设备到达物资库或现场后,设备部应及时通知车间相关人员联合设备采购人员参加设备的开箱验收。 4.2车间人员接到通知后,应及时到指定地点进行验收。首先检查设备包装情况,确认设备包装完整无损的情况下即可开箱验收。开箱后依据装箱单明细逐件核对设备的合格证、产品说明书等技术资料,如发现资料短缺,应由设备采购部负责追回。 4.3若在验收过程中发现设备破损、生锈、变形等外观质量不合格时,验收人员应暂停验收,并责成设备采购部门督促设备供货公司家返修或更换。返修或更换后再行验收。 4.4开箱设备验收合格后,设备采购人员填写设
备入库验收单,由参与验收人员签字确认。 4.5对于设备完成安装进入调试阶段后,车间人员对调试中发现的问题,应及时报与设备部,由设备部联系设备采购部门督促设备供货公司家及时进行返修,直至符合质量要求为止。对无法现场返修的供货公司家应予以更换。 4.6若设备在质保期中出现问题,由设备部联系采购部门督促公司家直至解决。 4.7对进公司设备中的安全装置在验收中必须注明完好与否,并要所有人员进行确认。 4.8对有关安全、设备、设施的验收要求有安监部门人员参加并建档。 这里写地址或者组织名称 Write Your Company Address Or Phone Number Here
连接线 Cable 基础知识大全
连接线 Cable 基础知识大全 Post By:2011-3-13 10:48:00 [只看该作者] a. USB電纜有全頻寬型及半頻寬型之分,用於電腦周邊設備配線. b. CAT.5、CAT.5e高性能數位電纜,用於資訊區域路語言、數據及影像之傳輸. c. UL2464電腦線,用於廣播視聽器具儀器、電腦及其它電子. d. UL2725複合電腦線,用於滑鼠、電視游樂器、儀器、電腦線. e. UL2835多芯電腦線,用於低壓內部設備之用線. f. UL2919低壓電腦線,應用於VGA監視器、電子計算機或機器. g. UL2990低壓電腦線應用於電腦主機與磁碟機、光碟機、掃瞄器,網絡用線. h. UL20276(IEEE-1394)低電壓電腦線,應用於電腦主機與數位相機用線. 3.2.CABLE之結構及相關知識: a. 外被(JACKET):廣泛使用PVC(聚氯乙烯),高低溫皆可使用,具有較好的耐熱性及柔軟性,起保護及隔離導體作用. b. 編織(BRAID):分金屬編織和非金屬編織,金屬編織通常用鍍錫銅線等交叉編成,起遮蔽防幹擾或地線作用,非金屬編織通常用人造絲、尼龍線、石棉線等編成,用於電線之外被保護. c. 鋁箔(AL-FOIC):導電、抗幹擾. d. 麥拉(Mylar):一種多脂材料,用於電纜芯之包帶. e. 地線(DRAID):置於遮蔽層上或下的軟銅線,用於接地線. f. 導體(CONDCTOR):指線材中銅絲部份,起連接傳導、傳達信息的作用.
3.3.電線電纜常見用語簡介: a. AWG:美國線規.( AWG (American Wire Gauge) 中文译名: 美国线规) b. IEEE:美國工程師協會,英文(Institute of Electical and Electr onics Engineers)的縮寫. c. CSA:加拿大標準協會. d. UL:英文Underwrite Laboratories Lnc之縮寫,美國著名檢驗機構,只有經過UL認證之產品才可在美國地區販賣. e. Coverage:遮蔽率,遮蔽率越高,對外來幹擾之防止效果越強. f. Filler:填充,多芯電纜集合後,絕緣芯線之間有空隙存在,以麻線、石棉線、棉紗等材料填充之. g. Ohm:歐姆 h. PE:聚乙烯,熱塑性絕緣材料,其耐磨性、防濕性、耐溶性、耐低溫劣化性能優良,通常用於通信電纜,高壓電纜等絕緣或被覆.PP:聚丙烯,特性與PE大至相當,其耐熱性、抗張強度及耐磨性較PE優良,廣泛用於通信電線之絕緣體. PE是英文Polyethylene的缩写 a. Semi-Rigid:半硬質,介於軟質與硬質之間,芯線被覆使用. b. UL VW-1:垂直耐燃試驗(相當於CSA之FTI),指芯線與外被一起燃燒. c. VW-ISC:垂直耐燃試驗,指芯線與外被分開單獨燃燒. d. VW-IS:指芯線單獨燃燒,外被不燃燒. e. Spiral Shield纏繞遮蔽,電纜之一種遮蔽方式,即將金屬線以螺旋狀纏繞於絕緣芯線上. 3.4.經常使用之公制平方導體結構:
自动化设备机械加工件来料检验标准
文件编号版次A0 页码第1页共6页 文件修订记录 序号日期版本修改内容承办人 12018-12-15 A0 初版发行李蔚华 2 3 4 5 6 7 8 9 10 11 编制审核批准 文件会签分发部门 部门会签分发(份数) 生产部 品质部 研发部 采购部 生效日期: 2018-12-15 制定部门:品质部制定日期: 2018-12-15
文件编号版次A0 页码第2页共6页 1.目的 规范机械加工件的来料检验标准,以使各工序过程的产品质量得以控制。 2.适用范围 本标准适用于机械加工件的检验,图纸和技术文件并同使用。如与国家标准和技术规范冲突时,以技术文件为准。 3.引用标准 本标准的尺寸未注单位为 mm。 GB/T 1031 《表面粗糙度参数及其数值》 GB/T 1800.4 《极限与配合标准公差等级和孔轴的极限偏差表》 GB/T 32535 《普通螺纹收尾、肩距、退刀槽和倒角》 GB/T 197 《普通螺纹公差》 GB/T 1184 《形状和位置公差未注公差值》 GB/T 1804-M 《一般公差未注公差的线性和角度尺寸的公差》 GB/T 5277 《紧固件螺栓和螺钉通孔》 4 .检验方案: GB/T2828 最新版;特殊抽样水准S-1 ,尺寸 / 性能类 AQL=AC/Re(0/1 );外观 AQL=0.4;月综合抽检良率 外观< 1%,尺寸结构< 0.1%。 5 .检验设备 / 工具: 1. 游标卡尺 (0.01mm) 2. 千分尺( 0.01mm) 3. 内径千分尺 4. 塞尺5. 高度仪 6. 螺纹规、 环7. 针规8. 大理石平台9. 万用表 / 兆欧 表10. 色板 6 .术语及定义 外观面定义: A 级表面:在使用过程中经常被客户看见且被关注的部分(如:作业平台,操作面板等)。 B级表面:在使用过程中很少被客户看见的部分且不会过分关注(如:底部机加件、设备内部件)。 这些表面允许有轻微外观不良。 C 级表面:在使用过程中不会被客户看到的表面部分(如:结合部位)。此表面的外观缺陷应合理而且不至 于给客户觉得该产品质量不佳。 7.检验步骤: 7.1 包装要求: 7.1.1 所有物料必须使用相应的垫料、间隔物、填充物包装,避免运输过程遭到破坏,每单片产品之间必 须隔开,避免相互碰撞导致不良,检验前发现有不符合的包装方式,检验人员有权拒绝接收。 7.1.2 外包装必须具有足够的抗外力强度,以便能保护内部包装物,有色金属制品如铜、铝制品需用报纸 或塑料膜包覆;黑色金属需涂覆防锈油。检验人员发 现有外包装破损或有产品裸露的,有权拒绝接收。 7.1.3 所有产品来料必须附带我司提供的技术图纸,或经我司认可的技术图纸,图纸清晰明了,图纸不明
设备设施安全生产标准化管理制度
设备设施安全生产标准化管理制度 1 目的 为使各类生产设施(含安全附属设施)按照安全生产标准化的要求运行,实现安全生产,保证公司正常运营,特制定本制度。 2 适用范围 本制度适用于本公司生产设施(含安全附属设施)建设、使用、维护、报废和拆除全过程的安全管理。 3 职责与分工 3.1主管部门:设备部。负责监督检查生产设施从建设到报废拆除全过程中本制度的执行。 3.2相关部门:公司各部门、车间。保障对生产设施的管理中执行本制度。 4 内容与要求 4.1 生产设施建设 4.1.1 生产设施建设中的安全、卫生及消防设施符合国家有关的法律、法规和相关技术标准,并与建设项目的主体工程同时设计、同时施工、同时投入(“三同时”)生产和使用。 4.1.2 公司根据危化品的种类、特性,在车间、库房等作业场所设置
相应的安全设施、设备,并按照国家标准和有关规定进行维护、保养,保证符合安全运行要求。 4.1.3 各部门需增置的设施经批准购买后,须报设备保障部备案。4.1.4 生产设施项目确定或购进后,各相应项目组或生技科负责组织安装,并负责监督检查安装的质量。 4.1.5 对新置设备的随机配件要按图纸进行验收,未经验收不得入库。 4.2 生产设施使用 4.2.1 各类生产设施使用前,设备管理人员要组织使用人员接受操作培训,由生技科的技术人员讲解。 4.2.2 使用人员应达到四懂三会(懂原理、懂性能、懂构造、懂用途、会操作、会维修保养、会排除故障),方可上岗操作。 4.2.3 按设备安全操作规程要求进行机器开动和停车,在设备使用过程中,发现有异常现象,应立即停车,并通知有关人员检修。 4.2.4 机器设备发生故障,或严重事故时,按照操作规程要求立即停车,保护现场,并报告班组长或有关人员。事故处理坚持“四不放过”。 4.2.5 对不遵守操作规程或玩忽职守,使工具、机器设备、原材料、产品受到损失者,应酌情给予经济处罚和处分。 4.2.6 使用人员要严格按操作规程工作,认真遵守交接班制度,准确填写规格的各项运行记录。
(设备管理)冲压生产线相关设备验收标准
冲压生产线相关设备验收规范 1 范围 本规范规定了冲压生产线相关设备(大型设备),如大型机械压力机、油压机、自动化生产线等验收项目,验收要求及检测方法。 本规范适用于模具工装厂商、大型汽车覆盖件生产厂家的设备验收及资料的提供。 2 规范性引用文件 下列文件中的条款通过本规范的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 3验收程序:验收方式分预验收和终验收, A在买方到场的情况下,预验收在卖方的制造工厂进行,终验收在买方的生产工厂进行。 B.设备的验收标准: 1.买卖双方确认的技术要求及技术资料。 2.设备的静态精度检查标准 3.设备的运转可靠性(通过空运转、生产试运行来评价) 4、相关中国国家标准国际标准、卖方提出并经买方确认的技术标准。 5、各台设备可分别实施初验收。 6、卖方卖出的设备中,如存在规格相同、功能相近的可取1台实施初验收。 3.1预验收: 3.1.1 压力机 ?在供方工厂内进行。
?预验收对象:所购压力机。 ?验收内容:压力机几何精度、位置精度、动态精度,确认压力机功能以及满负载工作测试,并由供方出具出厂检验报告;核对压力机备品、附件清单。 ?时间:在发货前3~4周,由设备购买方到供方工厂进行为期2周的预验收。 3.1.2 自动化 ?在供方工厂内进行。 ?预验收对象:所有的自动化设备。 ?验收内容:自动化系统的几何精度、位置精度、动态精度,确认自动化系统的功能以及满负载工作测试,并由供方出具出厂检验报告;核对自动化系统备品、附件清单。 ?时间:在发货前,由设备购买方派人员到供方工厂进行详细的预验收。 3.2终验收: ?在购方工厂内进行。 ?验收对象:压机和自动化系统所有的内容。 ?终验收内容与预验收相同。 ?双方技术协议所规定的所有内容。 ?在购方正式批量生产3个月后进行,以生产一个班次合格品为最终验收合格。 4验收项目、验收要求和检验方法 (1)外观检验 a、设备表面不应有图样未定的凸起、凹陷和粗糙不平,板料和铸造的门、盖接合处不应有边缘不平整现象。 b、设备所有零件和附件的未加工面、应根据表面情况打底漆。打底漆前应仔细去除铁锈、型砂、油污及其它污物。涂漆表面应完整、光滑、均匀和色调一致,不应有斑点、皱纹、气泡和粘附物。 c、设备及附件的油漆颜色应符合有关规定或技术协议的要求。 d、电气线路、气体管路、润滑系统和液压的外部管路,应沿外轮廓安装,不应与其它存在相对运动的零部件发生摩擦。 (2)机械压力机主要参数的验收规范
烧结厂生产设备设施验收管理制度
烧结厂生产设备设施验收管理制度 撰写人:___________ 部门:___________
烧结厂生产设备设施验收管理制度 1. 新购的各种设备设施到货后,烧结厂必须组织相关人员认真验收,填写验收报告单入库。设备部负责登记台帐、编号、建卡和图纸资料归档保管;综合办负责办理有关资产入帐手续;机动科负责设备和随机部件的妥善保管。验收中如发现质量等问题,机动科必须与有关单位联系解决。 2. 设备安装竣工后,应由生产厂长、机动科科长、安全监督科负责人以及工程施工单位、使用部门、设备管理人员共同验收并进行试运转,通过试运行发现的问题,必须彻底处理,待合格后办理移交手续方可交付使用。 3. 大型固定设备、特种设备、主要电气设备等检修竣工后,要组织有关人员会同检修施工负责人共同检查验收。大修后的设备必须空负荷试运转,符合质量标准后,方准许投入使用。分管生产厂长、机动科科长、安全监督科负责人必须定期参加集中检修检查,并分别在相关的检修检查记录中签署意见。 4. 移动电气设备检修后要按规程要求进行试验和试运转,由负责验收的技术人员签发合格证。设备的检修记录、试验记录和验收报告要统一交设备部存档。 5. 新购的各种消防设备、设施器材,如抽水泵、汽油发电机、报警装置、消防栓高压水枪、水带、灭火器等必须经机动科和安全监督科检查验收,合格后方可投入使用,并填写验收报告单,验收签字后资料 第 2 页共 2 页
存档。 6. 对设备设施验收存在的问题和安全隐患,机动科和安全监督科应及时下达隐患整改通知书,责令供货方或相关部门尽快解决,不留后患。 1、炼铁安全合格班组验收考评标准 第 2 页共 2 页
新设备验收标准
新设备验收标准 一、目的:便于对公司新进设备在合理的时间内进行验收工作。 二、适用范围:适用于本厂所有新进设备。 三、参考文件:《设备验收程序》、《设备说明书》。 四、设备分类:根据目前高汇公司运作情况公司大致把所有设备分为三类: A、贵重大型设备:钻孔机CNC、磨板机、蚀刻机、冲板机、曝光机、啤机、PTH线、辘干膜机。 B、一般设备:测试机、半自动丝印机、手动丝印机、电镀缸、电金线、过滤泵、冷水机、模具、火牛。 C、普通设备:水泵、马达、电脑、复印机、电话增控器、放大镜、手钻机等。 五、验收标准 A、当公司收各类设备时,工程部按设备验收程序进行跟踪,根据设备所属种类进行,按标准验收。 B、钻孔机:新钻机,安装连续运行84小时为调试阶段,运行720小时后,进行精度测试,如能满足在0.03-0.05mm公差则判为合格,或根据不同机型按说明书验收也可以,但运行时间不可少余1000小时。主轴运行时间最少2.2万小时才可以验收。 C、磨板机、蚀刻机、冲板机等机器验收分三个阶段。 a. 安装运作阶段: 设备安装调试连续运转8小时,可初步对整条线运行投入生产判定为:安装 合格。 b. 性能验收: 任何水平线当投入生产运作2.2万小时(约3个月),如没有重大机械故障(人 为不计)或设计问题,所有配件没有被腐蚀、变形、失控等可判定为合格。 c. 重要配件使用寿命验收: 一类机械使用保修期为一年,如该设备中部分配件,按要求为1年,而实 际只用7-8个月,则设备可验收。但配件则不能验收,直到更换可使用一年为
止。(如马达、磨板机压轴等) D、曝光机:曝光机分5K、7K两种。一般情况,调试运行48小时,如无故障,则当安装试机OK。但平面光点平均度必须在80%以上(以5点够成一个平面为准),5K灯管必须使用8000-10000次,7K灯管最少必须使用超过600小时以上,如无问题,则可验收。其它所有配件保修期必须达一年以上。 E、PTH线、啤机:PTH线验收较为直接,只须检则各缸停留时间是否在要求范围内,运行4小时无问题,即可验收。啤机验收,必须测量精确度,一般保持在±0.03mm。连续运行48小时即可。其它配件必须保修1年以上。 F、辘干膜机:辘干膜机安装调式使用8小时,如有起皱、起泡、温度不均等问题,可进行初步验收工作。正式验收工作必须等设备使用720小时才出报告。 G、一般设备验收按同行业工业标准,安装调试后连续过行48-80即可按说明书标准进行验收。 H、普通设备验收工作可现场进行,如货到公司有安装服务的,安装好后运行1小时后如无故障即可验收。低于1000元以下设备由货仓自行检查后验收,适当时可通知使用部门到现场验货。 六、验收编号入档: 所有设备验收后由财务部统一编号入档案。 七、验收报告: 当设备按标准验收后统一出《设备验收报告》。(附后)。
安全生产标准化整理资料6生产设备设施根据要求的
文件1 新建、改建、扩建工程项目安全设施“三同时”制度文件2 生产设备设施变更管理制度 文件3 设备设施的检修、维护、保养管理制度。 文件4 生产设备设施验收管理制度 文件5 生产设施报废和安全拆除管理制度
记录1 新上项目生产设施建设“三同时”有关资料 记录2 生产设施台账 记录3 安全设施定置管理图 记录4 特种设备台账及检测、检验台账 记录5 特种设备操作人员上岗证 记录6 监视和测量设备台账及校准维护记录台账 记录7 承包人对承包的关键装置、重点部位每月监督指导活动记录 记录8 安全管理部门每季度对承包人承包到位的考核情况 记录9 关键装置、重点部位档案及安全检查书面报告 记录10 关键装置、重点部位应急救援预案及演练(至少半年一次)情况记录记录11 设备检修计划及检修作业风险评价 记录12 拆除作业计划(或方案)及拆除作业风险评价
新建、改建、扩建工程项目安全设施“三同时”制度 1 目的 为强化我监狱安全生产,使安全设施能够及时有效地投入使用,特制定本制度。 2 范围 本规定适用于监狱各单位新建、改建、扩建等基本建设项目(以下统称建设项目)中职业健康安全事项的管理。新设备引进等“四新”(新技术、新工艺、新设备、新材料)项目中的职业健康安全事项的“三同时”管理也适用本规定。 3 主管领导及管理部门 3.1 安全设施“三同时”由主管安全生产的副总经理负责。 3.2 安全设施“三同时”工作由生产技术科负责管理。 4 安全设施“三同时”管理职责 4.1 凡新建、改建、扩建、技改、革新项目,在编制方案、设计、施工、验收时都必须有保证安全生产和消除有毒有害因素的设施,这些设施要与主体工程同时设计、同时施工、同时投产。 4.2 凡引进新的产业项目和技术,必须同时引进先进的安全、工业卫生、环保、消防设施和技术或在国内配套相应水平的设施和技术。 4.3监狱应对项目建议书、可行性研究报告、初步设计、总体开工方案、开工前安全条件确认和竣工验收六个阶段,按照国家有关规定进行规范管理。 4.3.1 在对新引进项目和技术进行可行性研究论证时,必须进行安全论证; 4.3.2新建生产设施在编制设计报告时,应同时编制《安全专篇》; 4.3.3施工单位必须按照审查批准的设计方案进行施工,不得擅自更改安全设施的设计,并确保施工质量; 4.3.4按照国家建设项目竣工验收规范进行验收,不符合安全规程和国家或行业标准的不得验收和投产使用; 4.3.5建设项目正式投入运行后,安全设施必须与生产设施同时投入使用; 4.3.6生产设施建设中的变更应严格执行变更管理制度,履行变更程序,作好变更记录,并对变更全过程进行风险管理。 5 安全设施“三同时”管理要求 5.1 新建、改建、扩建、技改、革新等项目的设计,必须执行以下规定: 5.1.1 设计人员必须严格执行国家有关安全、卫生、环护、消防等设计规范和标准。 5.1.2 设计采用新工艺、新设备、新材料、新产品时,必须有鉴定报告。 5.1.3 新产品转入批量生产必须符合下列条件: 1) 采用成熟的工艺方法。
设备验收标准
生产设备设施验收管理制度 1.新购的各种设备设施到货后,公司必须组织相关人员认真验收,填写验收报告单入库。设备部负责登记台帐、编号、建卡和图纸资料归档保管;财务科负责办理有关资产入帐手续; 库管室负责设备和随机部件的妥善保管。验收中如发现质量等问题,机电部门必须与有关单位联系解决。 2.机电设备安装竣工后,应由安监办负责人以及工程施工单位、使用部门、设备管理人员共同验收并进行试运转,通过试运行发现的问题,必须彻底处理,待合格后办理移交手续方可交付使用。 3.大型固定设备、特种设备、主要电气设备等检修竣工后,要组织有关人员会同检修施工负责人共同检查验收。大修后的设备必须空负荷试运转,符合质量标准后,方准许投入使用。分管生产厂长、机电部门和安监办负责人必须定期参加集中检修检查,并分别在相关的检修检查记录中签署意见。 4.移动电气设备检修后要按规程要求进行试验和试运转,由负责验收的技术人员签发合格证。设备的检修记录、试验记录和验收报告要统一交机电部存档。
5.新购的各种消防设备、设施器材,如抽水泵、汽油发电机、报警装置、消防栓高压水枪、水带、灭火器等必须经机电部和安监办检查验收,合格后方可投入使用,并填写验收报告单,验收签字后资料存档。 6.对设备设施验收存在的问题和安全隐患,机电部和安监办应及时下达隐患整改通知书,责令供货方或相关部门尽快解决,不留后患。 设备购置和开箱验收制度 1.工程部根据酒店年度更新改造计划提出购置设备的书面申请,填写“固定资产申购审批 表”,一式四份。经计财部经理和酒店领导审核同意后同计财部实施,其中一份应交计财部。 2.新设备的购置由工程部负责并把好关。订购设备时必须签订购销合同,大型设备的购置,要符合高效、节能、安全、环境保护和节约开支等基本条件,大型设备的选型、订购前应向中心提出书面申请,经审批同意后,并请中心派专人参与做好选型、价格、质量等把关工作。 3.新设备到货后应做好开箱验收工作。由工程部有关主管、设备档案管理员和设备安装人员及采购部人员按申购单或出厂装箱清单负责清点,并填写“设备开箱验收单”,办理设备会签移交手续。由工程部经理在发票上签署后,由采购部门报请计财部经理核实后付款。 4.开箱后所有技术资料均由工程部设备档案管理员负责收集, 归档备案。
设备验收流程规定
设备验收流程规定 为提高设备验收效率,保障设备订购、验收、使用等环节顺畅,特对设备验收流程规定如下: 一、设备到厂后,由采供部根据合同明细清点后,在1个工作日内填写《采购设备到货清点表》一式四份。一份转动力设备部接收安装,一份转财务部作为付款凭证,一份转办公室备案跟踪,一份采供部归档留存。 二、设备到厂30天后已经投入正常生产的由动力设备部对其进行设备验收;到厂30天后没有投入正常生产的由动力设备组织生产部、研发项目部共同说明原因后对其进行设备验收。 三、设备购买合同中对设备验收有具体要求,则设备验收手续按照合同要求进行办理。 四、设备购买合同中对设备验收没有具体要求,设备验收标准由合同中设备厂家提供的质量技术参数为准。 五、考核制度:在满足上述设备验收条件的情况下,两天内必须将设备验收手续办理完毕。否则按照每天200元的标准对相关负责人进行考核。 六、设备满足验收条件但未办理验收手续,由办公室书面通知动力设备部办理验收手续、并进行考核。 七、安装设备期间厂家过来人员,由动力设备部负责管理。 八、设备验收流程图表如下:
附: 《采购设备到货清点表》 财务部收到签字:生产部接收签字:办公室收到签字:采供部存档签字:
设备的验收程序 设备的验收程序 1、目的: 为提高设备验收效率,保障设备订购、验收、使用等环节顺畅,特对设备验收流程规定。 2、适用范围: 适用于生产机器设备的管理及使用。 3、相关文件: 3.1《生产设备管理程序》; 4、内容: 设备的验收包括设备到厂后的开箱验收和设备安装后的交接验收。 4.1设备的开箱验收: 4.1.1设备合同签订采购到厂后,由采购部会同设备部、固定资产管理员、设备使用部门和安装单位的有关人员共同到现场组织开箱检查验收。 4.1.2开箱验收和主要内容有:设备装箱和设备外表在运输过程中有无损坏,根据设备的装箱单清点技术资料,核对随机附件和备件,专用工具等是否相符,然后由资产管理员填写《设备开箱验收单》。 4.1.3经开箱检查人员共同清点验收签字后,随机附件和备件、专用工具等入工具仓办理入库手续后,需使用的办理领用手续,技术资料需要时办理借用手续。 4.2设备的安装验收: 4.2.1新设备进厂安装后,由设备购置部门和安装单位组织设备部、相应分厂的质检课等相关部门对已安装好的设备进行质量检查、精度检测、空负荷和负荷试车。单机作单独试车,生产流水线作联动试车,由品保部对负荷试车制造出来的产品作出鉴定认可。 4.2.2经确认已达到技术规范要求、环保、安全都符合标准,由设备购置单位办理设备移交手续,填写《设备安装移交验收单》,参加验收人员共同签字后移交使用部门,验收单交设备部存档备查。 5、应用表单: 5.1《设备开箱验收单》; 5.2《设备安装验收单》;
标准化生产车间设施设备管理制度
标准化生产车间设施设备管理制度 1 目的 为使各类生产设施(含安全附属设施)设备按照安全标准化的要求运行,实现安全生产,保证公司正常运营,特制定本制度。 2 适用范围 本制度适用于本公司生产设施设备(含安全附属设施)建设、使用、维护、报废和拆除全过程的安全管理。 3 职责与分工 主管部门:生产车间。负责监督检查生产设施从建设到 报废拆除全过程中本制度的执行。 相关部门:公司各部门、车间。保障对生产设施的管理中执行本制度。 4 内容与要求
4.1 生产设施建设 4.1.1 生产设施建设中的安全、卫生及消防设施符合国家有关的法律、法规和相关技术标准,并与建设项目的主体工程同时设计、同时施工、同时投入(“三同时”)生产和使用。 4.1.2 公司根据危化品的种类、特性,在车间、库房等作业场所设置相应的安全设施、设备,并按照国家标准和有关规定进行维护、保养,保证符合安全运行要求。 4.1.3 各部门需增置的设施经批准购买后,须报生产车间备案。 4.1.4 生产设施项目确定或购进后,各相应项目组或生产车间负责组织安装,并负责监督检查安装的质量。 4.1.5 对新置设备的随机配件要按图纸进行验收,未经验收不得入库。 4.2 生产设施使用 4.2.1 各类生产设施使用前,设备管理人员要组织使用人员接受操作培训,由生产车间的技术人员讲解。 4.2.2 使用人员应达到四懂三会(懂原理、懂性能、懂构造、
懂用途、会操作、会维修保养、会排除故障),方可上岗操作。 4.2.3 按设备安全操作规程要求进行机器开动和停车,在设备使用过程中,发现有异常现象,应立即停车,并通知有关人员检修。 4.2.4 机器设备发生故障,或严重事故时,按照操作规程要求立即停车,保护现场,并报告班组长或有关人员。事故处理坚持“四不放过”。 4.2.5 对不遵守操作规程或玩忽职守,使工具、机器设备、原材料、产品受到损失者,应酌情给予经济处罚和处分。4.2.6 使用人员要严格按操作规程工作,认真遵守交接班制度,准确填写规格的各项运行记录。 4.2.7 为保证生产设施安全、合理的使用,各部门应设兼职设备员,协助生产车间对各类设施进行管理。 4.2.8 实行操作者包机管理。做到各类生产设施有专人负责。 4.3 生产设施维护
CABLE一些入门知识
CABLE概論及簡介 ------------------------------------綱要--------------------------------------- 一.CABLE的制造加工流程簡介 二.CABLE的結構 1.線芯結構的一般原理 2.絞合形式的分類 3.線芯的排列規則 三.CABLE用材料 1.導体材料 2.絕緣材料 3.外被材料 4.線纜輔助材料 四.CABLE常用參數介紹: 1.絞線參數 2.屏蔽參數 3.信號線的電容,特性阻抗,串音,衰減
CABLE概論及簡介 -----------------------------------講義--------------------------------------- 一. CABLE的制造加工流程簡介 二.CABLE的結構 1.線芯結構的一般原理 為了增加電纜的柔軟性或可曲度,較大截面的電纜線芯由多根較小直徑的導線絞合而成.由多根導線絞合的線芯柔軟性好,可曲度較大,因為單根金屬導線沿某一半徑彎曲時,其中芯線圓外部必須伸長,而其圓內部必須縮短,如線芯是由多根導線平行放置而組成,導線之間可以滑動.因此,它比相同截面單根導線作相同彎曲時要省力得多.為了保持線芯結構形狀的穩定性和減小線芯彎曲時每根導線的變形,多根導線組成的線芯都應絞合而成. 上圖為線芯彎曲時變形示意
A>平行導線,彎曲前; B>平行導線,彎曲后; C>平行導線,彎曲再恢复平直; D>絞合線芯彎曲前; E>絞合線芯,彎曲后. 圖A>,B>,C>表示一組平行放置的導線,彎曲后變直時,由于導線的塑性變形可能在線芯表面產生凸出部分,使電纜絕緣層中電場分布產生畸變,并損傷電纜絕緣.而在絞合的線芯結構圖D>,E>中,線芯中心線內外兩部分可以互相移動補償,彎曲時不會引起導線的塑性變形,因此線芯柔軟性和穩定性大大提高. 要求線芯有較高的柔軟性和穩定性,可采用較小直徑導線,用較小絞合節距絞合. CABLE概論及簡介 -------------------------------------講義---------------------------------- 此外,由多根導線絞合的線芯,與大截面的單根線芯不同,彎曲較平滑地分配在一段線芯上,因而彎曲時不容易損坏電纜的絕緣. 2.絞合形式的分類: ?規則絞合:導線有規則,同心且相繼各層依不同方向的絞合. A.正常規則絞合 B.非正常規則絞合(層間導線直徑不盡相同) ?不規則絞合(束絞) ?其它形式圓形絞線 A.复絞 B.疏繞 C.空心擴經 3.線芯排列規則 ?正規絞合排列,層與層間相差6根(中心層可以1~5根)
柜体设备验收规范
柜体设备验收规范 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
验收标准 一,生产厂家资质齐全(生产许可证、技术、质量国家专门机构评审、认定文件)。 二,配电箱、柜合格证、CCC认证齐全,出场试验、检测报告齐全。 三,箱柜壳体外观检查: , 1,喷涂颜色符合要求,喷涂无气泡,无刮痕,无脱落,无发霉漏点.,需光洁均匀。 2,箱柜体外形尺寸,板厚,安装方式和进出线方式无误.都符合技术要求。(是否带底座)3,箱柜体表面平整,肉眼观测无凹凸不平,缝隙符合规范要求,美观。 4,配电箱、柜柜体应方正、平直、垂直、不应有歪斜、凸凹、扭曲现象 5,把手,锁具齐全,符合技术要求,美观耐用.(眉头,铭牌,箱号根据项目要求)。 6,灯钮,通风,观察窗,进出线必须开孔正确,方便观察操作(数量,位置,大小.)。 7,门锁好用,门严合不晃动,铰链平稳,关开门顺畅。各相应位置是否缺少密封条。 . ,四,箱柜壳体内部检查: 1,柜内过门线安装螺柱必须有,且保护接地螺钉和接地体表面不得有涂覆层。 2,元器件安装底板,梁,支架等数量规格是否齐全。(资料盒,通风口是否需要) 3,元器件安装位置接线方便,美观,散热好。 4,预留位置,防止后续增加回路。 5,压铆螺钉、拉铆螺母等,压上零部件后,螺纹不得变形(螺母或螺钉能自由进出,顺畅无卡滞现象),压铆件与板面垂直,压铆后压铆区无猪嘴现象,拉包的高度、壁厚应均匀一致,顶部不应有毛刺。 6,焊接应牢固可靠。不得有虚焊、裂纹、未焊透、焊穿、豁口、咬边等缺陷。焊接件尺寸、位置应符合要求。焊接后不能留有明显的焊疤。
安全生产标准化三同时管理制度生产设备设施
一、建立新、改、扩建工程“三同时”管理制度 1、“二同时”的定义 指生产经营单位在新、改、扩建项目和技术改造项目中的环境保护设施、职业健康与安全设施,必须与主体工程同时设计、同时施工、同时验收投入生产和使用。 2、设立安全审查 A建设项目选址时,公司应当白行或委托有能力且具备相应资质的安评单位对建设项目的设立进行选址安全条件论证。 B公司取得投资主管部门的建设项目立项批准(项目建议节核准或备案)后,中请建设项目设立安全审查前,应当及时选择有资质的安全评价机构对建设项目设立进行安全预评价。 c建设项目设立前,公司应当向…安监局中请建设项目设立安全审查,并提交下列文件、资料: (一)建设项目设立安全审查申请书; (二)建设(规划)主管部门颁发的建设项目规划许可文件(复印件); (二)工商行政管理部门颁发的企业法人营业执照或者企业名称预先核准通知书(复印件); (四)投资主管部门出具的建设项目审批(核准、备案)证明材料; (五)建设项目安全条件论证报告; (入)建设项目设立安全预评价报告; (七)建设项目可行性研究报告。 3、安全设旋设计与施工 A建设项目的安全设旌设计应当委托具有相应设计资质的设计单位进行。
B公司应当在建设项目安全设施设计专篇评审通过后,向临海市安监局或台州市安监局申请建设项目安全设施设计的审查,并提交下列文件、资料: (一)建设项目安全设施设计的审查申请书; (二)建设项目设立安全审查意见书(复印件); (三)设计单位的设计资质证明文件(复印件); (四)建设项目安全设施设计专篇; (五)建设项目设立安全预评价报告; (入)审查时要求提供的其他材料。 4、对已经审查通过的建设项目安全设施设计有下列情形之‘的,公司应当向原审查部门中请建设项目安全设施变更设计的审查: (一)改变安全设施设计且可能降低安全性能的; (二)在施工期间有重大变更或重新设计的; (三)周边情况发生重大变化且可能影响建设项目的。 5、建设项目安全设施的施工应当由具有相应工程施工资质的施工单位进行。 6、旖工单位旖工结束后,应当编制建设项目安全设施施工情况报告。内容包括: (一)建设项目概况; (二)施工依据的有关法律、法规、规章和技术标准; (三)安全设旌及其原材料检验、检测情况; (四)主要装置、设施的施工质量控制情况。 7、建设项目安全设施竣工后,公司应当按照有关安全生产的法律、法规、规章和标准的规定,对建设项目安全设施进行检验、检测,保证建设项目
生产设备验收制度
生产设备、设施验收管理制度 一、总则 1.目的 为了加强对本公司设备、设施验收过程的管理,确保设备验收工作合理、高效的开展,特制订本制度。 2.范围 本公司所有生产设备和设施均适用于本制度。 3.验收的内容及标准: 3.1设备外观、包装情况、设备名称、型号规格、数量等是否符合要求。 3.2装箱清单是否与实物相符,以及其他资料是否齐全,有无缺损。 4.设备验收: 4.1设备到达物资库或现场后,生产部门人员应及时通知车间相关人员联合设备采购人员参加设备的开箱验收。 4.2车间人员接到通知后,应及时到指定地点进行验收。首先检查设备包装情况,确认设备包装完整无损的情况下即可开箱验收。开箱后依据装箱单明细逐件核对设备的合格证、产品说明书等技术资料,如发现资料短缺,应由设备供销部负责追回。 4.3若在验收过程中发现设备破损、生锈、变形等外观质量不合格时,验收人员应暂停验收,并责成设备采购部门督促设备供货厂家返修或更换。返修或更换后再行验收。 4.4开箱设备验收合格后,设备采购人员填写设备入库验收单,由参与验收人员签字确认。 4.5对于设备完成安装进入调试阶段后,车间人员对调试中发现的问题,应及时报与生产部门,由生产部门联系设备采购部门督促设备供货厂家及时进行返修,直至符合质量要求为止。对无法现场返修的供货厂家应予以更换。 4.6若设备在质保期中出现问题,由供销部联系采购部门督促厂家直至解决。 4.7对进厂设备中的安全装置在验收中必须注明完好与否,并要所有人员进行确认。 4.8对有关安全、设备、设施的验收要求有安监部门人员参加并建档。
二、附则 1.本制度由生产部门制定,并负责解释。 2、本制度自发布之日起实施。