焊接工艺卡
工程名称HJ2017-05-001
材质06Cr19Ni10规格GTAW+SMAW
检测方法层数焊接方法焊材及规格气体流量(L/min)
1
GTAW ER308 φ1.66-82SMAW
A102 φ2.6
/
34
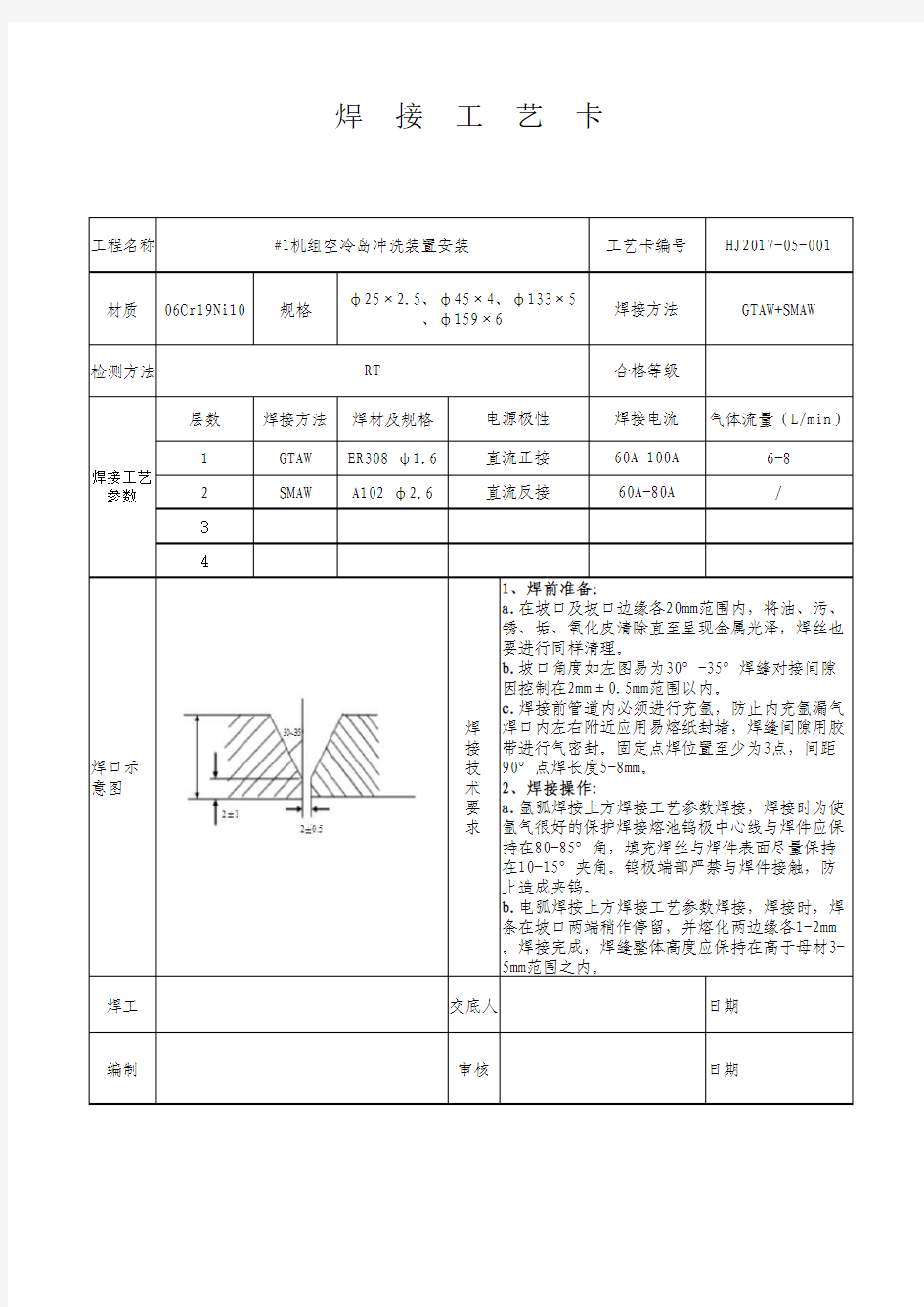
焊口示意图
焊接技术要求
焊工交底人
日期
编制审核日期
焊 接 工 艺 卡
焊接工艺参数
φ25×2.5、φ45×4、φ133×5
、φ159×6工艺卡编号#1机组空冷岛冲洗装置安装
焊接方法RT
合格等级焊接电流60A-100A 60A-80A
电源极性直流正接直流反接
1、焊前准备:
a.在坡口及坡口边缘各20mm范围内,将油、污、锈、垢、氧化皮清除直至呈现金属光泽,焊丝也要进行同样清理。
b.坡口角度如左图易为30°-35°焊缝对接间隙因控制在2mm±0.5mm范围以内。
c.焊接前管道内必须进行充氩,防止内充氩漏气焊口内左右附近应用易熔纸封堵,焊缝间隙用胶带进行气密封。固定点焊位置至少为3点,间距90°点焊长度5-8mm。2、焊接操作:
a.氩弧焊按上方焊接工艺参数焊接,焊接时为使氩气很好的保护焊接熔池钨极中心线与焊件应保持在80-85°角,填充焊丝与焊件表面尽量保持在10-15°夹角。钨极端部严禁与焊件接触,防止造成夹钨。
b.电弧焊按上方焊接工艺参数焊接,焊接时,焊条在坡口两端稍作停留,并熔化两边缘各1-2mm 。焊接完成,焊缝整体高度应保持在高于母材3-5mm范围之内。
相关主题