广数980T具体操作说明书
广数980T具体操作说明书
第一步编程
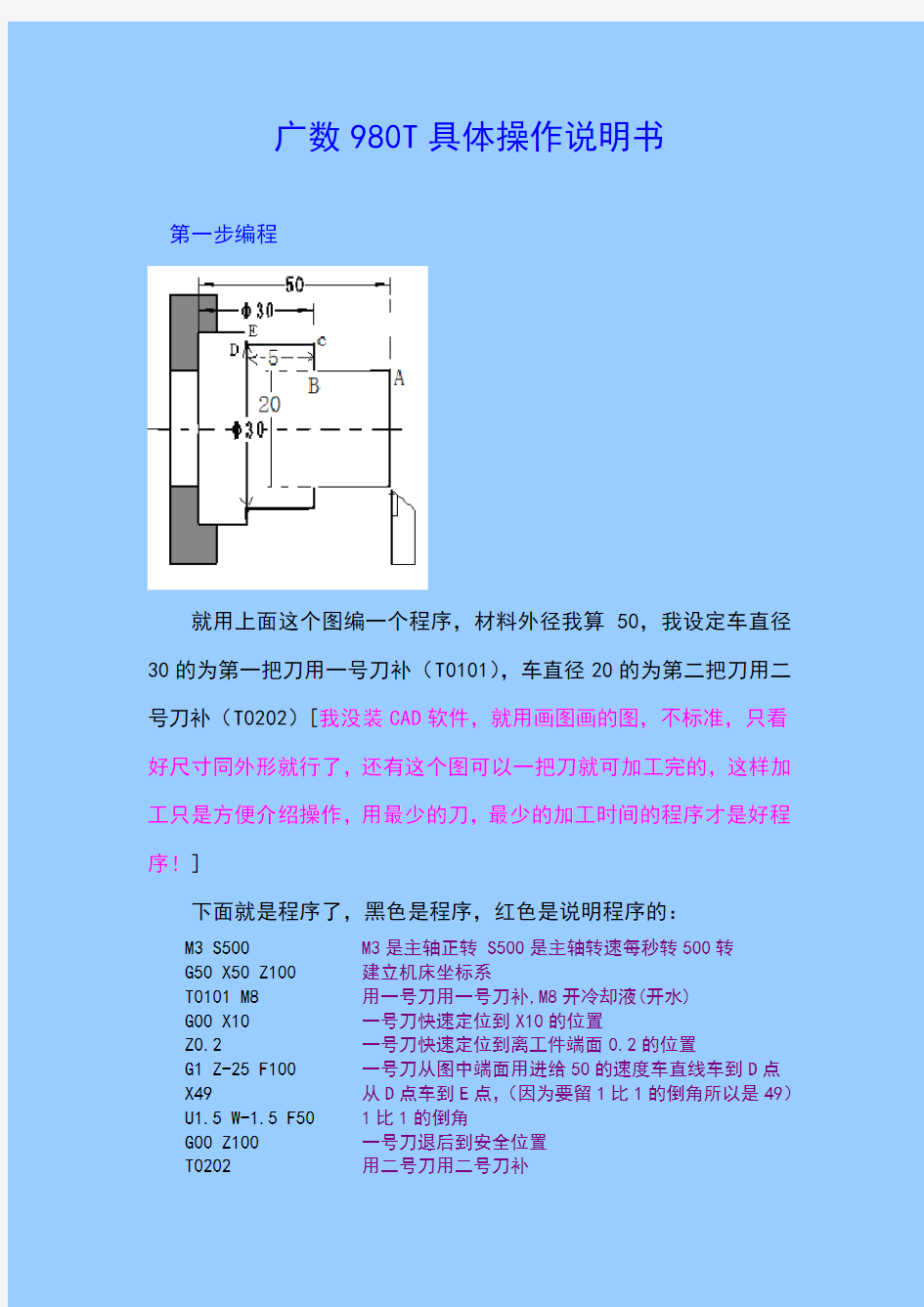
就用上面这个图编一个程序,材料外径我算50,我设定车直径30的为第一把刀用一号刀补(T0101),车直径20的为第二把刀用二号刀补(T0202)[我没装CAD软件,就用画图画的图,不标准,只看好尺寸同外形就行了,还有这个图可以一把刀就可加工完的,这样加工只是方便介绍操作,用最少的刀,最少的加工时间的程序才是好程序!]
下面就是程序了,黑色是程序,红色是说明程序的:
M3 S500 M3是主轴正转 S500是主轴转速每秒转500转
G50 X50 Z100 建立机床坐标系
T0101 M8 用一号刀用一号刀补,M8开冷却液(开水)
G00 X10 一号刀快速定位到X10的位置
Z0.2 一号刀快速定位到离工件端面0.2的位置
G1 Z-25 F100 一号刀从图中端面用进给50的速度车直线车到D点X49 从D点车到E点,(因为要留1比1的倒角所以是49)U1.5 W-1.5 F50 1比1的倒角
G00 Z100 一号刀退后到安全位置
T0202 用二号刀用二号刀补
G00 X20 ‖这几行程序就是从图中的A点加工到B点,再
Z0.2 ‖从B点加工到C点
G1 Z-20 F100 ‖
X29 ‖
U1.5 W-1.5 F50 ‖
G00 Z100 M5 ‖M5是停止主轴转动
M9 关冷却液(关水)
T0101 换回基准刀
G00 X50 Z100 回到G50的基准坐标位置
M30 程序结束,回到加工程序的开始位置
我作一些编程的基本说明:比如说现在程序写到G1 X25,而下一行要写
G1 U1 W-1,那么G1可以不写比如
G1 X25
G1 U1 W-1
可写成:
G1 X25
U1 W-1
这样有好多是可这样的,G01 G00 F(如果F的进给量一样下一行可不写)
比如:
G1 X25 F100
U1 W-1 F100
可写成:
G1 X25 F100
U1 W-1
程序结束要写M30(程序结束,回到加工程序的开
始位置) M5(主轴停止) M9(关水)
程序开始要写M3(主轴正转) M8(开水) G50(定义
工件坐标)程序的起点坐标同结束坐标要在同一
个点上
第二步对刀
装好工件,把刀移到安全位置(换刀不会撞工件)
按控制面板上的刀补,把001同002的刀补清零,
X清0在选中刀补号的情况下按X键,按0,按输入,完成刀补清零
(所按的键用红笔圈了)
Z 清0在选中刀补号的情况下按Z 键,按0,按输入,完成刀补清零(所按的键用红笔圈了
)
按了刀补显示下面的页面,下图是没清刀补前
选刀补号用这两个上下键:
清零后如下图001同002的X Z 的参数都是0.000
偏置 00001N0001
序号 X Z R T
000 0.000 0.000 0.000 0
001 10.000 10.000 0.000 1
002 -1.000 1.000 0.000 1
003 0.000 0.000 0.000 3
004 0.000 0.000 0.000 5
005 0.000 0.000 0.000 0
006 0.000 0.000 0.000 2
007 0.000 0.000 0.000 6
008 0.000 0.000 0.000 0
现在位置(相对坐标)
U 0.000 W 0.000
序号002= S0000 T0200
录入方式
完成了以后按录入,先按录入在按程序,接下来就按翻页键,
直到显示不面图中的界面。,:
偏置 00001N0001
序号 X Z R T
000 0.000 0.000 0.000 0
001 0.000 0.000 0.000 1
002 0.000 0.000 0.000 1
003 0.000 0.000 0.000 3
004 0.000 0.000 0.000 5
005 0.000 0.000 0.000 0
006 0.000 0.000 0.000 2
007 0.000 0.000 0.000 6
008 0.000 0.000 0.000 0
现在位置(相对坐标)
U 0.000 W 0.000
序号002= S0000 T0200
录入方式
直接按T 0 1 0 1这几个键的字母同数字,输入 最后按运行(注意如果机床的刀号不是一号刀的话,按运行时会换到一号刀执行一号刀补,注意刀架位置,有撞刀危险,所以这时刀架的位置要在转刀而不能撞刀的位置)我这是让一号刀成为基准刀,好对刀。
下面正式进入对刀了,按上面按 M 3 按输入 按S 4 0 0 按输入,这时按运行主轴会以速度为400的正方向转动,接下来按手轮,
程序 02000 N0100
(程序段值) (模态值)
X F 100
Z G01 M
U G97 S
W T
R G69
F G98
M G21
S
T
P
Q SACT 2000
地址 S0000 T0101
录入方式
对一号刀的Z 轴
先车下端面,也就是用移动X 来车的那一个面,车好后,刀以X 轴正方向移出,一句话,此时的刀要保持在X 轴上,不能向Z 轴移动,此时刀的位置就是Z0的位置。
然后按按录入键,程序键,进入下图界面
然后按G 5 0 Z 0 在按输入 显示如下图
程序 02000 N0100
(程序段值) (模态值)
X F 100
Z G01 M
U G97 S
W T
R G69
F G98
M G21
S
T
P
Q SACT 2000
地址 S0000 T0101
录入方式
在按运行完成一号刀Z 轴对刀,此时按位置键
屏幕上显示Z 是0 X 的显示没变,如果没变就要从输,不行的话开
机重启就行了,只要机床上的刀没动,只要重输一次说行了。
下面开始对X 轴
如果刚才主轴停了的话,就按手轮,(注意按手轮,刚才对Z 轴是在录入下,录入时手轮不能用,我记得)主轴正转就开始移动刀,调好合适的位置,往Z 轴方向车两三毫米,多少随意,只要好测量就行了,此时不能向X 轴移动,刀直接从Z 轴正方向退回,退多少都行,但不能向X 轴移动,退到合适位置,关掉主轴,测量外圆是多少,假设测得的数是49
按录入,程序进入刚才对Z 轴的显示屏幕,按 次序按G 5 0 X 4 9这些键,按输入键,按运行,
然后按位置,看屏幕上是否显示X49 如果不是就是没有输成功,同对X 轴一样重来。到这里一号刀就对好了。
现在对二号刀
按手轮 主轴正转
我们先对Z 轴(Z 轴不用量,方便我一向先对Z 轴,也许习惯了,就不会混乱,避免漏对一个刀),用刀轻轻车一下端面(移动X 轴,注意就几个丝,尽量少,但要有丝出),刀只能在X 轴上走,不能在Z 轴方向走,此时二号刀的Z 轴就是0,把刀移到安全位置,但要在X 轴上,停了主轴
程序 02000 N0100
(程序段值) (模态值)
G50 X F 100
Z 0 G01 M
U G97 S
W T
R G69
F G98
M G21
S
T
P
Q SACT 2000
地址 S0000 T0101
录入方式
看屏幕是Z是多少,(比如说是5.2),对一号刀时一号刀车这个面的位置是0(基准数,其它刀都以他为准),那就是说二号刀比一号刀的位置高了5.2,(5.2-0=5.2)
按刀补,用上下键选002号刀补,按W 5 2 0 0按输入键,这时0002号刀补的Z 项变为5.200
现在开始对X轴,按手轮,主轴正转,用二号刀轻轻光一下,一号刀对刀时车的外圆, (移动Z轴,注意就几个丝,尽量少,但要有丝出),刀只能在Z轴上走,不能在X轴方向走,此时二号刀的X轴就是49,把刀移到安全位置,但要在Z 轴上,停了主轴.
看屏幕是X是多少,(比如说是42.2),对一号刀时一号刀车这个外圆是49(基准数,其它刀都以他为准),那就是说二号刀比一号刀的位置小了-6.8 (42.2-49=-6.8)
按刀补,用上下键选002号刀补,按U-6 8 0 0按输入键,这时0002号刀补的Z 项变为-6.800
最后换成一号刀,移动X同Z轴
按位置,让屏幕上的数同程序里G50的数一致(可通过换不同倍率,0.1 0.01 0.001)
X50
Z100
看程序的光标在不在第一行,如果不在第一行就运行的话刀补会变,只要对第一把基准刀就行了.不在第一行的话,按编辑,复位就行了,按自动,就可按运行了.(因为是第一次试车,怕程序,对刀有误,所以把快速倍率,进给倍率调小,车床走得慢,不对劲就可关掉,就算撞刀也不至搞坏机器)
我写的不一定是最好的,你会了以后,有了基础就可以慢慢改进了,我这里是把我所能理解的都写进来了,希望对你有所帮助!
--------------- 完 --------------
2011年10月26日星期三番禺大石