数控机床在线检测技术
数控机床在线检测技术
发表时间:2005-12-29 张晓峰来源:《CAD/CAM与制造业信息化》
关键字:数控技术机床在线检测
本文对数控加工在线检测系统的组成、工作原理、编程方式及仿真等方面进行了简要介绍。文章中的许多内容都是些概要性的解释,对大家了解该领域的技术内容很有帮助。
数控机床是现代高科技发展的产物,每当一批零件开始加工时,有大量的检测需要完成,包括夹具和零件的装卡、找正、零件编程原点的测定、首件零件的检测、工序间检测及加工完毕检测等。目前完成这些检测工作的主要手段有手工检测、离线检测和在线检测。在线检测也称实时检测,是在加工的过程中实时对刀具进行检测,并依据检测的结果做出相应的处理。在线检测是一种基于计算机自动控制的检测技术,其检测过程由数控程序来控制。闭环在线检测的优点是:能够保证数控机床精度,扩大数控机床功能,改善数控机床性能,提高数控机床效率。
1、数控机床在线检测系统的组成
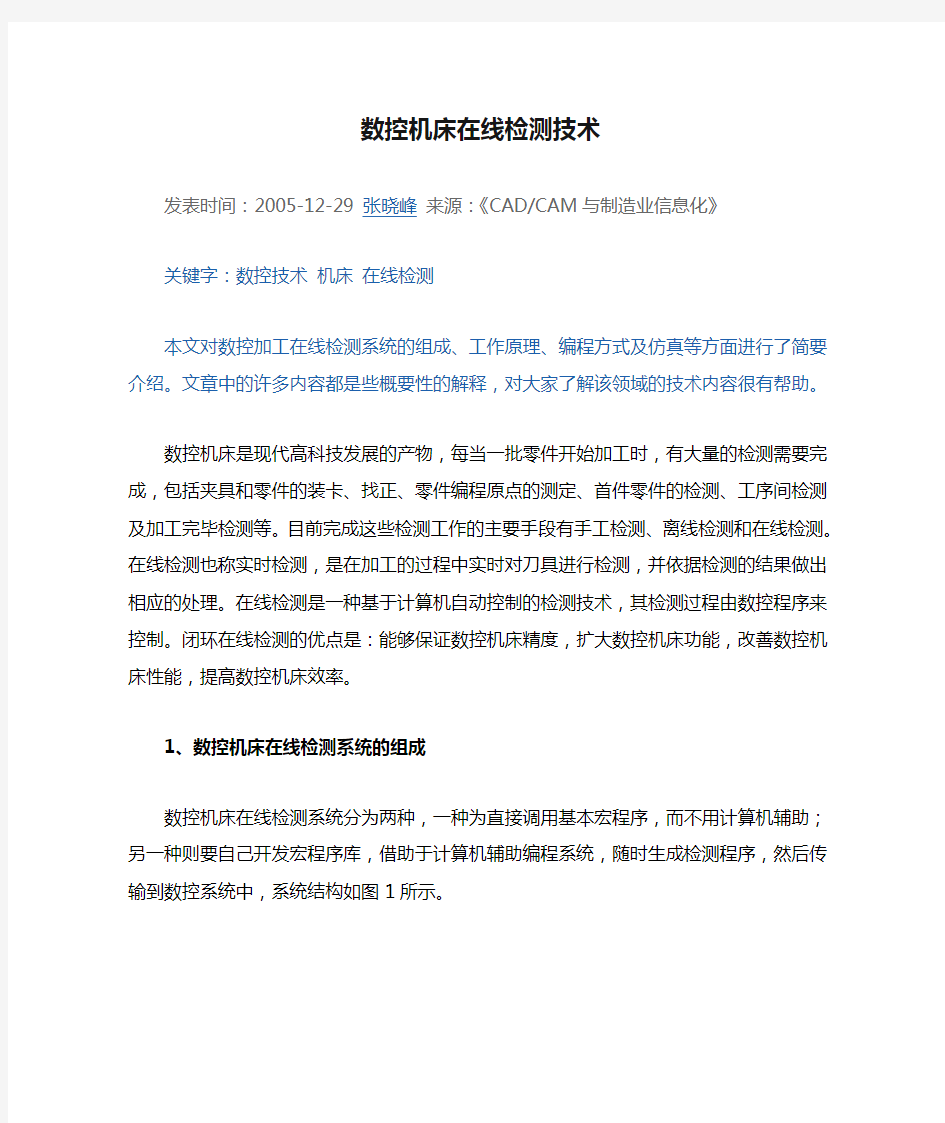
数控机床在线检测系统分为两种,一种为直接调用基本宏程序,而不用计算机辅助;另一种则要自己开发宏程序库,借助于计算机辅助编程系统,随时生成检测程序,然后传输到数控系统中,系统结构如图1所示。
图1 计算机辅助在线检测系统组成
数控机床的在线检测系统由软件和硬件组成。硬件部分通常由以下几部分组成:
(1) 机床本体
机床本体是实现加工、检测的基础,其工作部件是实现所需基本运动的部件,它的传动部件的精度直接影响着加工、检测的精度。
(2) 数控系统
目前数控机床一般都采用CNC数控系统,其主要特点是输入存储、数控加工、插补运算以及机床各种控制功能都通过程序来实现。计算机与其他装置之间可通过接口设备联接,当控制对象或功能改变时,只需改变软件和接口。CNC系统一般由中央处理存储器和输入输出接口组成,中央处理器又由存储器、运算器、控制器和总线组成。
(3) 伺服系统
伺服系统是数控机床的重要组成部分,用以实现数控机床的进给位置伺服控制和主轴转速(或位置)伺服控制。伺服系统的性能是决定机床加工精度、测量精度、表面质量和生产效率的主要因素。
(4) 测量系统
测量系统有接触触发式测头、信号传输系统和数据采集系统组成,是数控机床在线检测系统的关键部分,直接影响着在线检测的精度。其中关键部件为测头,使用测头可在加工过程中进行尺寸测量,根据测量结果自动修改加工程序,改善加工精度,使得数控机床既是加工设备,又兼具测量机的某种功能。
目前常用的雷尼绍测头,是英国雷尼绍公司的产品,如图2所示。它们用于数控车床、加工中心,数控磨床、专机等大多数数控机床上。测头按功能可分为工件检测测头和刀具测头;按信号传输方式可分为硬线连接式、感应式、光学式和无线电式;按接触形式可分为接触测量和非接触测量。用户可根据机床的具体型号选择合适的配置。
图2 雷尼绍RMP60无线电式测头
(5) 计算机系统
在线检测系统利用计算机进行测量数据的采集和处理、检测数控程序的生成、检测过程的仿真及与数控机床通信等功能。在线检测系统考虑到运行目前流行的Windows和
CAD/CAM/CAPP/CAM以及VC++等软件,以及减少测量结果的分析和计算时间,一般采用Pentium级别以上的计算机。
2、数控机床在线检测的工作原理
实现数控机床的在线检测时,首先要在计算机辅助编程系统上自动生成检测主程序,将检测主程序由通信接口传输给数控机床,通过G31跳步指令,使测头按程序规定路径运动,当测球接触工件时发出触发信号,通过测头与数控系统的专用接口将触发信号传到转换器,并将触发信号转换后传给机床的控制系统,该点的坐标被记录下来。信号被接收后,机床停止运动,测量点的坐标通过通信接口传回计算机,然后进行下一个测量动作。上位机通过监测CNC系统返回的测量值,可对系统测量结果进行计算补偿及可视化等各项数据处理工作。测量典型几何形状时检测路径的步骤为:
1. 确定零件的待测形状特征几何要素;
2. 确定零件的待测精度特征;
3. 根据测量的形状特征几何要素和精度特征,确定检测点数及分布;
4. 根据测点数及分布形式建立数学计算公式;
5. 确定检测零件的工件坐标系;
6. 根据检测条件确定检测路径。
3、数控机床在线检测编程
在线检测技术的关键主要体现在检测程序的编制上,检侧程序编制质量的优劣直接影响到检测效果。目前检测软件有商业化软件和自主开发的软件。商业化软件如英国DELCAM 公司新版本的PowerInspect,是一款开放的检测软件,不受测量设备的限制,既可以在线检测,也可以脱机检测。不仅提供在线检测的功能,还能够在检测前针对读取的CAD模型进行检测路径的编程工作,并进行检测的仿真。随后可以把编制好的程序传输给CNC检测设备,进行自动检测。又如雷尼绍公司基于PC机的在机检测软件OMV(on machine verification),该软件专为数控机床配用系统而编写,主要应用于:根据原始CAD数据,检测样件、复杂零件及大型零件、多工序零件以及模具。
自主开发软件的编程方式有:基于C、C++、VC++、VB、Delphi开发平台的在线检测编程和基于CAD开发平台的在线检测编程。基于VC++ 语言的在线检测编程结构框图如图3所示。
图3 基于VC++ 语言的在线检测系统结构框图
检测部分主要模块的功能如下:
(1) 测量主程序自动生成模块:主要完成零件待测信息的输入,生成检测主程序。
(2) 误差补偿模块:对测量过程中所产生的误差进行补偿,提高测量精度。
(3) 通信模块:完成主程序与被调用宏程序的发送及测量点坐标信息的接收。
(4) 测量宏程序模块:实现宏程序的管理和内部调用。主模块要实现对宏程序的查找、增添、修改及删除等操作。
(5) 数据处理模块:对测量点坐标进行补偿,完成各种尺寸及精度计算。通过打开测量结果数据文件,获得测量点坐标信息,经过相应的运算过程最终得到所测值。
基于CAD开发平台的在线检测自动编程是采用AutoCAD作为系统集成开发平台,并采用ObjectARY作为二次开发工具,开发该系统可弥补CAD/CAM系统所欠缺的功能,实现检测程序的图形化编制,即CAD在线检测。
4、数控机床在线检测系统仿真
目前数控机床在线检测借鉴于CAD/ CAM技术的发展思路可开发相应的在线检测仿真系统。仿真系统以图形化的方式再现数控机床在线检测过程,可形象直观地对检测路径规划进行检查,提前发现宏程序编制中的错误,以避免在真实检测过程中对在线检测系统所造成的破坏。
以VC++作为系统开发工具,OpenGL 作为三维场景开发工具,按照面向对象的程序设计思想开发数控机床在线检测仿真系统的过程是:
(1) 虚拟检测环境的建立
采用OpenGL 标准进行图形处理工作。OpenGL 是一个图形硬件的软件接口,利用它可进行几何建模、图形变换、渲染、光照、材质等多种操作,大部分对于图形的底层处理工作都由一些专门的函数来处理。
(2) 检测信息的提取
在线检测仿真系统,必须在仿真过程中,如实地反映测量宏程序的每一条语句,即利用测量宏程序驱动检测仿真过程的进程。因而该仿真系统应具备完整的检测信息提取能力,能实现对测量程序的语法检查,能实现相关的计算与判断,最为重要的是能够提取出测头的运动轨迹,以驱动测头的检测仿真。
(3) 虚拟测头的驱动
在线检测系统是利用测头与待测物体的碰撞来确定接触点的位置信息的,因而检测仿真必须逼真的再现这一过程,这也是整个仿真系统的核心问题。为保证测头可靠地撞击上待测物体,应使测头检测运动的最远行程大于测头到实际接触点位置的距离,即实际接触点位于测量起始点与测头最远行程点之间的直线段上。
5、结束语
将检测技术融于数控加工的内容之中,采用在线测量的方式,能使操作者及时发现工件存在的问题,并反馈给数控系统。据抽样调查,目前我国因产品质量问题,如废品、次品、返修品等,所造成的经济损失约为产值的10%~15% ,而在线测量技术应用于数控系统,其最直接的经济效益就在在于既节省了工时又提高了测量精度。而且由于利用了机床数控系统的功能,又使得数控系统能及时得到检测系统所反馈的信息,从而能及时修正系统误差和随机误差,以改变机床的运动参数,更好地保证加工质量,促进加工测量一体化的发展。可以预见,在线测量技术在数控机床中的应用未来具有广阔的前景。
数控机床在线监测技术
数控机床在线监测技术 数控机床是现代高科技发展的产物,每当一批零件开始加工时,有大量的检测需要完成,包括夹具和零件的装卡、找正、零件编程原点的测定、首件零件的检测、工序间检测及加工完毕检测等。目前完成这些检测工作的主要手段有手工检测、离线检测和在线检测。在线检测也称实时检测,是在加工的过程中实时对刀具进行检测,并依据检测的结果做出相应的处理。在线检测是一种基于计算机自动控制的检测技术,其检测过程由数控程序来控制。闭环在线检测的优点是:能够保证数控机床精度,扩大数控机床功能,改善数控机床性能,提高数控机床效率。 一、数控机床在线检测系统的组成 数控机床在线检测系统分为两种,一种为直接调用基本宏程序,而不用计算机辅助;另一种则要自己开发宏程序库,借助于计算机辅助编程系统,随时生成检测程序,然后传输到数控系统中,系统结构如图1所示。 图1 计算机辅助在线检测系统组成 数控机床的在线检测系统由软件和硬件组成。硬件部分通常由以下几部分组成: (1)机床本体 机床本体是实现加工、检测的基础,其工作部件是实现所需基本运动的部件,它的传动部件的精度直接影响着加工、检测的精度。 (2)数控系统 目前数控机床一般都采用CNC数控系统,其主要特点是输入存储、数控加工、插补运算以及机床各种控制功能都通过程序来实现。计算机与其他装置之间可通过接口设备联接,当控制对象或功能改变时,只需改变软件和接口。CNC系统一般由中央处理存储器和输入输出接口组成,中央处理器又由存储器、运算器、控制器和总线组成。
(3)伺服系统 伺服系统是数控机床的重要组成部分,用以实现数控机床的进给位置伺服控制和主轴转速(或位置)伺服控制。伺服系统的性能是决定机床加工精度、测量精度、表面质量和生产效率的主要因素。 (4)测量系统 测量系统有接触触发式测头、信号传输系统和数据采集系统组成,是数控机床在线检测系统的关键部分,直接影响着在线检测的精度。其中关键部件为测头,使用测头可在加工过程中进行尺寸测量,根据测量结果自动修改加工程序,改善加工精度,使得数控机床既是加工设备,又兼具测量机的某种功能。 目前常用的雷尼绍测头,是英国雷尼绍公司的产品,如图2所示。它们用于数控车床、加工中心,数控磨床、专机等大多数数控机床上。测头按功能可分为工件检测测头和刀具测头;按信号传输方式可分为硬线连接式、感应式、光学式和无线电式;按接触形式可分为接触测量和非接触测量。用户可根据机床的具体型号选择合适的配置。 图2 雷尼绍RMP60无线电式测头 (5)计算机系统
数控机床与数控技术综述报告
数控机床与数控技术综述报告 【摘要】数控机床——是数字控制机床的简称,是一种装有程序控制系统的自动化机床。数控机床与普通机床的主要区别在于:数控机床带有数控系统(程序控制系统),可以通过编制程序来实现自动化加工。而普通机床没有该特性。本文在介绍数控机床特点的基础之上,根据我国数控技术的现状,分析了国家在数控技术领域的研究工作以及国内外机床的发展趋势 【关键词】数控机床数控研究发展趋势 引言 数控机床及由数控机床组成的制造系统是改造传统产业、构建数字化企业的重要基础装备,它的发展一直备受人们关注。数控机床以其卓越的柔性自动化的性能、优异而稳定的精度、灵捷而多样化的功能引起世人瞩目,它开创了机械产品向机电一体化发展的先河,因此数控技术成为先进制造技术中的一项核心技术。另一方面,通过持续的研究,信息技术的深化应用促进了数控机床的进一步提升,进入21世纪,我国机床制造业既面临着提升机械制造业水平的需求而引发的制造装备发展的良机,也遭遇到加入WTO后激烈的市场竞争的压力。从技术层面上来讲,加速推进数控技术将是解决机床制造业持续发展的一个关键。 1.数控机床概述 1.1 数控机床的特点: 数控机床对零件的加工过程,是严格按照加工程序所规定的参数及动作执行的。它是一种高效能自动或半自动机床,与普通机床相比,具有以下明显特点:(1)适合于复杂异形零件的加工数控机床可以完成普通机床难以完成或根本不能加工的复杂零件的加工,因此在宇航、造船、模具等加工业中得到广泛应用。(2)加工精度高 (3)加工稳定可靠实现计算机控制,排除人为误差,零件的加工一致性好,质量稳定可靠。 (4)高柔性加工对象改变时,一般只需要更改数控程序,体现出很好的适应性,可大大节省生产准备时间。在数控机床的基础上,可以组成具有更高柔性的自动化制造系统—FMS。
数控机床状态监控系统(文献综述)
文献综述 ——机床状态监控系统的设计 1.前言 为了使数控机床加工过程安全、可靠、高效、高质量地进行,对加工设备进行状态监测就变得非常重要。本文分析了数控机床状态监测的主要内容,论述了设备状态监测系统的基本组成和状态监测系统实现的关键技术,并针对数控机床的加工过程,总结数控机床状态监测系统的工作流程和系统实现的具体结构。 2.主题 目前,国内大多数机床监控系统属于专用系统,其开放性较差,已不能满足当今制造业的发展需求,属于工厂内部典型的“自动化孤岛”。而计算机软件技术及工业控制网络技术的发展,使得工厂自动化设备的互联成为可能。机床信息采集与监测技术研究已经得到许多科技工作者的高度重视。 数控机床多用PLC控制,同时计算机网络是快捷、高效、广普的信息传递媒介。PC—PLC网络因而成为数控机床数据采集与监控的主要研究方向。但是一方面由于数控机床的封闭性,实际应用中很难直接从PLC读取机床的各种信息;另一方面,一些数控机床厂商如SIEMENS,FANUC等开发有针对自己机床数据采集与监测的软件,但是大多价格昂贵[1~5]。 随着技术的进步,制造业设备的复杂程度和智能化程度不断提高,然而复杂设备因其结构的复杂性,而使其在提高功能或性能时,给系统的可靠性、安全性、可用性、经济性等方面带来了一系列难题,系统发生故障或失效的潜在可能性也越来越大[6]。对设备自动化加工过程进行状态监测的主要目的就是要保证加工系统的安全运行,合理并优化使用自动化设备,避免设备故障,保证加工工件质量,减少额外的辅助工作时间,提高生产效率和设备利用率。同时,设备的状态监测也是对设备进行故障诊断的基础[7]。 数控机床状态监测是指对数控机床加工过程中的某些工作状态数据进行数据采集和处理,通过将实际特征参数与正常值进行比较,从而掌握数控机床的实际工作状态,了解设备工作是否正常合理,同时为故障诊断和预测提供依据。主要包括机床状态监测、刀具状态监测、加工过程监测和加工工件质量监测等4个方面。数控机床的加工过程是一个复杂的物理化学过程,对其进行状态监测涉及很多相关技术。一般的设备状态监测与故障诊断系统主要包括信息获取、特征提取和状态识别3个主要方面。其实无论是状态监测还是故障诊断与预测,数据采集、传输与处理是基础。设计一个状态监测系统,其关键是要设计一个合理的数据采集与处理系统来实现状态监测。
行人检测专利技术综述
行人检测专利技术综述 摘要近年来,伴随着计算机视觉、模式识别和人工智能等相关技术的发展,以及智能汽车、智能监控和安全领域的迫切需求,行人检测技术受到了越来越多的关注,已成为当前研究人员关注的一个重要的研究方向。本文从行人检测的全球专利申请量、全球主要申请人分布、在中国提交申请量、中国主要申请人分布等角度进行了分析和研究,梳理了行人检测技术的研究现状及发展趋势。 关键词行人检测;行人检测应用 1 全球专利申请分析 1.1 全球专利申请量分析 自2000年起,行人检测技术在全球的申请趋势按照申请量可分为三个阶段:技术启蒙期、稳健增长期、快速增長与技术产品化期,下面将具体给出三个阶段的数据分析。 技术启蒙期(2000-2004年):2000年至2004年行人检测技术刚刚启蒙,申请量较少,这期间年均增长大约维持在20件左右。由于此期间计算机视觉技术发展也刚刚起步,行人检测技术还处于理论研究阶段,其涉猎的应用领域还很少。这期间主要的申请人还局限于汽车领域的领头企业,例如尼桑、瑞典奥拓立夫、本田等公司。此阶段行人检测技术,还较为落后其检测还主要是基于对物体的检测结合物体行进速度对行人进行检测,检测准确率低。 稳健增长期(2005-2012年):2005年至2012年,信息技术迅猛发展,计算机视觉也得到了飞速发展。此阶段由于与行人检测相关的技术智能汽车、智能监控和安全领域也得到了相关企业重视。行人检测技术申请量增长率有抬头趋势,在此期间年申请量50-80件左右,其主要涉猎的领域也较一阶段也涉及更多的应用领域,例如,一些新兴的企业单位也申请了相关专利申请。且此阶段,行人检测技术采用的技术也有所改进,行人检测的准确率有了一定的提升[1]。 快速增长与技术产品化(2013-2016年):在此期间,计算机视觉、图形图像等相关技术显著提升。2013-2016年,全球专利年申请量迅猛增至年申请量200件,尤其是在近三年其增占率更是实现了翻倍增长。其主要原因为:视频监控、自动驾驶技术、互动娱乐与人机交互、家庭监控等新兴领域的发展,促进了行人检测技术的发展,技术产品化成为可能。行人检测技术也逐渐走向成熟,其主要相关技术行人识别、背景去噪、算法效率等方面均得到了显著提高。 1.2 全球专利申请国家分布分析 本文通过对DWPI数据库的国别字段进行申请量统计,并通过Microsoft Excel进行了申请百分比统计。截止2016全球行人检测技术排名前三位的申请国
数控在线检测技术
数控在线检测技术 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】
一、数控机床在线检测系统的组成 数控机床在线检测系统分为两种,一种为直接调用基本宏程序,而不用计算机辅助;另一种则要自己开发宏程序库,借助于计算机辅助编程系统,随时生成检测程序,然后传输到数控系统中,系统结构。 数控机床的在线检测系统由软件和硬件组成。硬件部分通常由以下几部分组成: (1)机床本体 机床本体是实现加工、检测的基础,其工作部件是实现所需基本运动的部件,它的传动部件的精度直接影响着加工、检测的精度。 (2)数控系统 目前数控机床一般都采用CNC数控系统,其主要特点是输入存储、数控加工、插补运算以及机床各种控制功能都通过程序来实现。计算机与其他装置之间可通过接口设备联接,当控制对象或功能改变时,只需改变软件和接口。CNC系统一般由中央处理存储器和输入输出接口组成,中央处理器又由存储器、运算器、控制器和总线组成。 (3)伺服系统 伺服系统是数控机床的重要组成部分,用以实现数控机床的进给位置伺服控制和主轴转速(或位置)伺服控制。伺服系统的性能是决定机床加工精度、测量精度、表面质量和生产效率的主要因素。 (4)测量系统 测量系统有接触触发式测头、信号传输系统和数据采集系统组成,是数控机床在线检测系统的关键部分,直接影响着在线检测的精度。其中关键部件为测头,使用测头可在加工过程中进行尺寸测量,根据测量结果自动修改加工程序,改善加工精度,使得数控机床既是加工设备,又兼具测量机的某种功能。 目前常用的雷尼绍测头,是英国雷尼绍公司的产品,如图2所示。它们用于数控车床、加工中心,数控磨床、专机等大多数数控机床上。测头按功能可分为工件检测测头和刀具测头;按信号传输方式可分为硬线连接式、感应式、光学式和无线电式;按接触形式可分为接触测量和非接触测量。用户可根据机床的具体型号选择合适的配置。 (5)计算机系统 在线检测系统利用计算机进行测量数据的采集和处理、检测数控程序的生成、检测过程的仿真及与数控机床通信等功能。在线检测系统考虑到运行目前流行的Windows和
数控机床的现状与发展趋势综述
数控机床的现状与发展 趋势综述
数控机床的现状与发展趋势 摘要:从20世纪中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化。数控加工具有如下特点:加工柔性好,加工精度高,生产率高,减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代化以及经济效益的提高。数控技术的应用,关键在于开发具有高速度、高精度、高稳定性的高新技术设备,在现有加工设备中,只有数控机床才有可能担当其重任。然而,要实现真正意义上的高速切削加工,数控机床还需向高速、高精度、柔性化、控制系统开放性、控制系统支撑软件和工厂生产数据管理方向迈进,才能适应现代制造业飞速发展的要求。 关键:高速化 / 高精度化 / 复合化 / 智能化 / 开放化 / 网络化 / 多轴化 / 绿色化 进入21世纪,我国经济与国际全面接轨,进入了一个蓬勃发展的新时期。机床制造业既面临着机械制造业需求水平提升而引发的制造装备发展的良机,也遭遇到加入世界贸易组织后激烈的国际市场竞争的压力,加速推进数控机床的发展是解决机床制造业持续发展的一个关键。随着制造业对数控机床的大量需求以及计算机技术和现代设计技术的飞速进步,数控机床的应用范围还在不断扩大,并且不断发展以更适应生产加工的需要。本文简要分析了数控机床高速化、高精度化、复合化、智能化、开放化、网络化、多轴化、绿色化等发展趋势,并提出了我国数控机床发展中存在的一些问题。 一、数控机床的发展趋势 机械加工装备对促进制造技术发展的紧密关系和以数字化为特征数控机床是柔性化制造系统和敏捷化制造系统的基础装备。其总的发展趋势是:高精化、高速化、高效化、柔性化、智能化和集成化,并注重工艺实用性和经济性。 (一)高速化 随着汽车、国防、航空、航天等工业的高速发展以及铝合金等新材料的应用,对数控机床加工的高速化要求越来越高。 (1)主轴转速:机床采用电主轴(内装式主轴电机),主轴最高转速达 200000r/min;
数控机床在线监测技术修订稿
数控机床在线监测技术 Document number【AA80KGB-AA98YT-AAT8CB-2A6UT-A18GG】
数控机床在线监测技术 数控机床是现代高科技发展的产物,每当一批零件开始加工时,有大量的检测需要完成,包括夹具和零件的装卡、找正、零件编程原点的测定、首件零件的检测、工序间检测及加工完毕检测等。目前完成这些检测工作的主要手段有手工检测、离线检测和在线检测。在线检测也称实时检测,是在加工的过程中实时对刀具进行检测,并依据检测的结果做出相应的处理。在线检测是一种基于计算机自动控制的检测技术,其检测过程由数控程序来控制。闭环在线检测的优点是:能够保证数控机床精度,扩大数控机床功能,改善数控机床性能,提高数控机床效率。 一、数控机床在线检测系统的组成 数控机床在线检测系统分为两种,一种为直接调用基本宏程序,而不用计算机辅助;另一种则要自己开发宏程序库,借助于计算机辅助编程系统,随时生成检测程序,然后传输到数控系统中,系统结构如图1所示。 图1 计算机辅助在线检测系统组成 数控机床的在线检测系统由软件和硬件组成。硬件部分通常由以下几部分组成: (1)机床本体 机床本体是实现加工、检测的基础,其工作部件是实现所需基本运动的部件,它的传动部件的精度直接影响着加工、检测的精度。 (2)数控系统
目前数控机床一般都采用CNC数控系统,其主要特点是输入存储、数控加工、插补运算以及机床 各种控制功能都通过程序来实现。计算机与其他装置之间可通过接口设备联接,当控制对象或功能改变时,只需改变软件和接口。CNC系统一般由中央处理存储器和输入输出接口组成,中央处理器又由存储器、运算器、控制器和总线组成。 (3)伺服系统 伺服系统是数控机床的重要组成部分,用以实现数控机床的进给位置伺服控制和主轴转速(或位置)伺服控制。伺服系统的性能是决定机床加工精度、测量精度、表面质量和生产效率的主要因素。 (4)测量系统 测量系统有接触触发式测头、信号传输系统和数据采集系统组成,是数控机床在线检测系统的关 键部分,直接影响着在线检测的精度。其中关键部件为测头,使用测头可在加工过程中进行尺寸测量,根据测量结果自动修改加工程序,改善加工精度,使得数控机床既是加工设备,又兼具测量机的某种功能。 目前常用的雷尼绍测头,是英国雷尼绍公司的产品,如图2所示。它们用于数控车床、加工中 心,数控磨床、专机等大多数数控机床上。测头按功能可分为工件检测测头和刀具测头;按信号传输方式可分为硬线连接式、感应式、光学式和无线电式;按接触形式可分为接触测量和非接触测量。用户可根据机床的具体型号选择合适的配置。
数控技术概述
数控技术概述 数控是数字控制的简称,英文为 Numerical Control,简称NC。目前数控一般是采用通用或专用计算机实现数字程序控制,因此数控也称为计算机数控(Computer Numerical Control ),简称CNC,国外一般都称为CNC,很少再用NC这个概念了。下面详细说明之: 数控(Numerical Control NC 数字控制)是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。1908年,穿孔的金属薄片互换式数据载体问世;19世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包括计算机数字控制系统的基础。数控技术是与机床控制密切结合发展起来的。1952年,第一台数控机床问世,成为世界机械工业史上一件划时代的事件,推动了自动化的发展。 现在,数控技术也叫计算机数控技术(Computer Numerical Control ),目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入数据的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成。 一、数控技术的发展状况 第一代数控系统:1952年至1959年,采用电子管元件。 第二代数控系统:1959年开始,采用晶体管元件。 第三代数控系统:1965年开始,采用集成电路。 第四代数控系统:1970年开始,采用大规模集成电路及小型通用计算机。 第五代数控系统:1974年开始,采用微处理机和微型计算机。 柔性制造系统(Flexible Manufacturing System-FMS)带有自动换刀装置(Automatic Tool Changer-ATC)的数控加工中心,是柔性制造的硬件基础,是制造系统的基本级别。其后出现的柔性制造单元(Flexible Manufacturing Cell-FMC),是较之高一级的柔性制造系统,它一般由加工中心机床与自动更换工件(Automated Work-piece Changer-AWC)的随行托盘(pallet)或工业机器人以及自动检测与监控技术装备所组成。由多台和存储,以及必要的工件清洗和尺寸检查设备,并由高一级的计算机对整个系统进行控制和管理。可实现多品种的全部机械加工。 计算机集成制造系统(Computer Integrated Manufacturing System-CIMS):将车间制造过程的自动化,从生产决策、产品设计、市场预测直到销售的整个生产活动的自动化,特别是技术和管理科室工作的自动化的要求综合成一个完整的生产制造系统,即所谓的计算机集成制造系统,它将一个制造工厂的生产活动进行有机的集成,以实现更高效益、更高柔性的智能化生产。这是当今自动化制造技术发展的最高阶段。
计算机视觉各种方法
第33卷第1期自动化学报Vol.33,No.1 2007年1月ACTA AUTOMATICA SINICA January,2007 车辆辅助驾驶系统中基于计算机视觉的 行人检测研究综述 贾慧星1章毓晋1 摘要基于计算机视觉的行人检测由于其在车辆辅助驾驶系统中的重要应用价值成为当前计算机视觉和智能车辆领域最为活跃的研究课题之一.其核心是利用安装在运动车辆上的摄像机检测行人,从而估计出潜在的危险以便采取策略保护行人.本文在对这一问题存在的困难进行分析的基础上,对相关文献进行综述.基于视觉的行人检测系统一般包括两个模块:感兴趣区分割和目标识别,本文介绍了这两个模块所采用的一些典型方法,分析了每种方法的原理和优缺点.最后对性能评估和未来的研究方向等一系列关键问题给予了介绍. 关键词行人检测,车辆辅助驾驶系统,感兴趣区分割,目标识别 中图分类号TP391.41 A Survey of Computer Vision Based Pedestrian Detection for Driver Assistance Systems JIA Hui-Xing ZHANG Yu-Jin Abstract Computer vision based pedestrian detection has become one of the hottest topics in the domain of computer vision and intelligent vehicle because of its potential applications in driver assistance systems.It aims at detecting pedestrians appearing ahead of the vehicle using a vehicle-mounted camera,so as to assess the danger and take actions to protect pedestrians in case of danger.In this paper,we give detailed analysis of the di?culties lying in the problem and review most of the literature.A typical pedestrian detection system includes two modules:regions of interest(ROIs) segmentation and object recognition.This paper introduces the principle of typical methods of the two modules and analyzes their respective pros and cons.Finally,we give detailed analysis of performance evaluation and propose some research directions. Key words Pedestrian detection,driver assistance system,ROIs segmentation,object recognition 1引言 车辆辅助驾驶系统中基于计算机视觉的行人检测是指利用安装在运动车辆上的摄像机获取车辆前面的视频信息,然后从视频序列中检测出行人的位置.由于它在行人安全方面的巨大应用前景,成为智能车辆、计算机视觉和模式识别领域的前沿研究课题.欧盟从2000年到2005年连续资助了PROTECTOR[1]和SAVE-U[2]项目,开发了两个以计算机视觉为核心的行人检测系统;意大利Parma[3]大学开发的ARGO智能车也包括一个行人检测模块;以色列的MobilEye[4]公司开发了芯 收稿日期2006-3-14收修改稿日期2006-6-17 Received March14,2006;in revised form June17,2006 国家自然科学基金(60573148),教育部高等学校博士学科点专项科研基金(20060003102)资助 Supported by National Natural Science Foundation of P.R.China(60573148),Specialized Research Fund for the Doc-toral Program of Higher Education(20060003102) 1.清华大学电子工程系北京100084 1.Department of Electronic Engineering,Tsinghua University, Beijing100084 DOI:10.1360/aas-007-0084片级的行人检测系统;日本本田汽车公司[5]开发了基于红外摄像机的行人检测系统;国外的大学如CMU[6]、MIT[7,8]和国内的西安交通大学[9]、清华大学[10]也在该领域做了许多研究工作. 车辆辅助驾驶系统中基于计算机视觉的行人检测属于计算机视觉中人体运动分析的研究范畴,其主要任务是在运动摄像机下快速准确地检测行人.本文主要针对这一特定领域对相关的文献进行综述,重点分析常用方法的原理和优缺点,以期对相关的科技人员起到指导作用.对监控系统和体育运动分析领域中人体检测感兴趣的读者可以参考综述文献[11~14]. 行人检测除了具有一般人体检测具有的服饰变化、姿态变化等难点外,由于其特定的应用领域还具有以下难点:摄像机是运动的,这样广泛应用于智能监控领域中检测动态目标的方法便不能直接使用;行人检测面临的是一个开放的环境,要考虑不同的路况、天气和光线变化,对算法的鲁棒性提出了很高的要求;实时性是系统必须满足的要求,这 c 2007by Acta Automatica Sinica.All rights reserved.
在线测试_数控技术
选择题部分 、 1. 永磁同步交流伺服电动机常采用()调速方法。 A 调磁 B 调转子回路电阻 C 变频 D 调压 、 2. 主轴电机在基本转速以下为()调速范围。 A 恒转矩 B 恒转速 C 恒功率 D 恒电压 3. 插补与刀补的关系是()。 A 先插补后刀补 B 先刀补后插补 C 插补和刀补同时进行 D 插补与刀补无关 4. 圆弧数字积分插补中,X被积函数寄存器存储的是()。 A 动点坐标数据X B 起点坐标数据Y0 C 动点坐标数据Y D 起点坐标数据X0 5. 开环步进系统中,通过控制进给脉冲的()来控制步进电机转子的角位移。 A. 数量 B. 频率 C. 大小 D. 方向负载周期曲线 6. 晶体管PWM直流调速系统由()组成。 A 控制电路、主回路、开关功率放大电路 B 脉宽调制电路、主回路、功率整流电路 C 脉宽调制及基级驱动电路、主回路、开关功率放大电路 D 控制电路、主回路、功率整流电路 7. 数字增量硬件插补中,为稳定速度,需要进行()处理。 A 半加载 B 左移规格化 C 预加载 D 右移规格化 8. 系统精度是指() A 测量元件所能正确检测的最小位移 B 测量元件一定长度或转角内测量的积累误差 C 测量元件一定长度或转角内所能正确检测的最小位移 D 测量元件一定长度或转角内测量积累误差的最大值
9. 在软件插补方法中,数据采样插补方法要求控制系统是()。 A 开环系统 B 闭环系统 C 开环和闭环系统 D 开环的点位控制系统 10. 工件坐标原点也称作()。 A. 换刀点 B. 对刀点 C. 编程零点 D. 机床零点 11. 采用硬件积分器进行插补时,为了稳定速度,需要()。 A 增加积分位数 B 左移规格化 C 半加载 D 右移规格化 12. 在断续工作区内,断电时间与()无关。 A 额定转矩 B 工作时间 C 额定转速 D 过载倍数 13. 编程的允许误差由()三部分构成。 A 逼近误差、插补误差、圆整误差 B 逼近误差、插补误差、轮廓误差 C 轮廓误差、插补误差、圆整误差 D 逼近误差、轮廓误差、圆整误差 14. 开放式CNC的组成方式,不可能的是()。 A 全软件型NC B PC连接型CNC C PC内藏形CNC D 全硬件型NC 15. 数字增量插补,是()。 A. 行程标量插补 B. 用于开环控制 C. 可分为粗插补和精插补 D. 粗插补 16. 永磁同步交流伺服电动机常采用()调速方法。 A 越低 B 越高 C 不变 D 与加工精度有关
红外图像数据处理方法研究开题报告
中北大学 毕业设计(论文)开题报告 学生姓名:孔祥吉学号:0705034133 学院、系:信息与通信工程学院电子工程系 专业:测控技术与仪器 设计(论文)题目:红外图像数据处理方法研究 指导教师:郑宾 2011 年 3 月 30 日
毕业设计(论文)开题报告 1.结合毕业设计(论文)课题情况,根据所查阅的文献资料,撰写2000字左右的文献综述: 文献综述 一、课题的研究背景及意义 红外图像是伴随着红外成像技术的出现而诞生的。红外热成像技术,又称为热成像技术,是一种辐射信息探测技术,红外热成像系统能够把物体表面自然发射的红外辐射分布转变为可见图像。因为不同物体或同一物体的不同部位具有不同的红外辐射特性(如温度和发射率),所以系统可直观地显示其差异并将它们区分开来,转换成可见图像,从而将人类的视觉感知范围由传统的可见光谱扩展到裸眼看不到的红外辐射光谱区。支撑红外成像技术的理论与技术基础包括红外物理学、光电子学、现代信息处理技术、材料科学、精密光学机械和特种红外工艺等。 由于红外传感器本身固有的特性,红外图像普遍存在着目标与背景对比度较差、边缘模糊等缺点,再加上目标距传感器较远,受到大气热辐射等因素影响,使红外图像信噪比和对比度较低,图像中的目标形状和纹理信息不足。因此必须对红外图像进行增强处理,以提高信噪比和对比度。传统的增强方法都有不同程度的局限性,必须寻找新的处理思想和手段,以能够最大限度地降低红外图像的噪声,突出图像中的有用信息并提高视觉效果。因此,本课题的研究既有一定的理论价值又有相当的实际应用前景。 可见光图像感受和反映的是目标及背景反射来自太阳或其它物体光线强弱的差异,而红外图像感受和反映的是目标与背景自身向外辐射能量的差异,这两者都与构成目标及背景的材料、颜色及表面光亮度有关。由于红外图像和可见光图像存在着上述本质上的差异,这就决定了红外图像与可见光图像具有各自不同的特点。由于红外波段的辐射波长比可见光长,因而红外图像的空间分辨力比可见光低;红外辐射透过雾的能力比可见光强,所以红外成像可以克服部分视觉上的障碍而探测到目标,具有比可见光更强的穿透能力;红外成像系统的主要工作波段是在3-5 um和8-14 um两个被称为红外窗口红外波段,在这两个波段内,红外辐射的透射能力很强,其作用距离是可见光的3-5倍;由于红外成像和可见光成像方式和本质的不同,红外成像系统可以全天候工作,而可见光成像传感器则不能。另外,目标的可见光图像可能受到阴影的影响,而目标的红外图像则受阴影的影响较小。可见光图像传感器利用物体的不同部分对可见光不同的反射成
数控机床的校准
数控机床的校准 王正平博士 美国光动公司总裁 (原文Calibration of CNC Machine Tools 刊登于Aerospace Engineering 2006年8月号) 当需要严格考虑质量问题时,校准和补偿会直接影响周期时间。一台在精度指标范围内的机床可以高速工作并同时保持加工精度。校准允许进行工件在线检测,节约了工件在机床和三坐标测量机之间来回移动的时间。此外,定期校准还可以用来预报机床是否即将偏离精度指标。 以前操作激光校准仪器要求专业的计量人员。需要打开机床罩,这样可以在工作台、主轴以及独立的三角架上调整光学元件。空间校准的过程需要几天时间,这取决于机床的大小。因此,当工件经三坐标测量机测量是在公差范围内时,空间校准就显得不是那么必要了。 随着技术的进步,目前激光校准设备的成本大大降低,比如美国光动公司(Optodyne)的产品,同时也不需要专业的计量人员及外部服务,机床停机时间也大大降低。一个受过一天激光校准培训的机械师能够在半天内完成1立方米机床的空间测量。软件可以自动写出补偿表并上载到机床的控制器。 图一. 二个分离的激光头可以同步测量大型龙门机床的主动轴和从动轴的直线位移,且不受行程限制 图二显示了在二小时内进行分步对角线测量空间误差的过程,机床罩不需要打开
许多年来,在ASME B5.54或者ISO 230-6标准中定义的体对角线位移方法(BDDM)已经为许多厂商,例如波音等航空航天公司提供了一种快速检测空间误差方法。BDDM测量机床工作空间的四条对角线,产生四套包括所有误差的数据。但是,还不能提供足够的数据以鉴别误差的位置。 我们的新方法------分步对角线测量法(SSDMM),同样是四条对角线设置,能收集12套数据。根据这些数据,可以测出三个位移误差、六个直线度误差以及三个垂直度误差,并不需要延长停机时间。此外,测量得到的定位误差可用于产生空间补偿表。图二显示了在2小时内进行分步对角线测量空间误差的过程,机床罩不需要打开。 SSDMM不同于BDDM,其x,y,z轴分别依次移动并采集到对角线的定位误差,提供了三倍的数据量,并能使每个轴运动的定位误差都可以测量得到。 被测目标移动的轨迹并不是直线,其侧向移动较大。传统的干涉仪不能做这些测量,因为不允许有如此大的侧向运动。而单孔径的激光干涉仪比如激光多普勒位移计(Laser Doppler Displacement Meter)就不受大的侧向移动的影响。使用一平面镜作被测目标,平行于镜子的移动不会转移激光束,也不会改变从光源来的距离。 预警维护(Predictive Maintenance,PDM)以及其他一些程序,例如机床可变性管理系统、可靠性及可保养性、失效模式及有效分析、全生产性保养等可以预测出机床失效(偏离精度指标)。通过比较用激光校准、振动分析以及红外温度记录等仪器收集到的当前和以前的数据,制成预报图表,以预报数控部分、滚珠丝杠、导轨及伺服电机等机床部件是否需要补偿、服务或者其他必须的修理。 一台精度等级为5.1μ的机床每6个月要检查一次。假设在最近三次校准中,精度已经降下降了1.27μ,基于以前这样的信息,可以预测,在6个月内进行校准是合理的。同样,振动分析可以披露主轴以及其他有问题的部件的信息,以确定是否需要保养或者修理了。 设立一个预警(PDM)程序需要一个长期的过程,首先要选择机床、校准技术以及收集数据。其次确定及采购校准设备。然后用以下基本步骤来建立PDM。 1.监控机床情况 2.诊断并确定问题所在 3.数据分析,确定纠正措施 4.通过综合精密测量系统及制造操作建立早期预警及预报。 在细化以上可重复的基本步骤后,就可以确定可接受的性能以及精度水平。此外,必须测量并建立机床的基准线。机床的测量是有规律的,在指定的时间间隔中进行。经过分析,将保养以及维修预报与生产安排结合起来。 使用一有空间检测功能的机床在加工过程中检测工件可以大大减少周期时间并提高加工精度。在航空航天工业中,在线检测并没有得到发展,那是因为在加工工件的同一台机床上检测会出现与其相同的定位误差。因此符合ISO9000以及ISO17025要求的更新的激光校准技术和方法可以同时确保制造及质量保证计划,并使在线检测成为一种可行及可靠的方法。 例如,量规的精度要求是4:1,因此,数控机床的精度必须是所加工工件指定精度的4倍以上。为满足这个要求,在线检测的机床的精度必须要经过认定。一台经过空间定位误差测量的机床,其软件可以自动生成修正查找表,能够使在线检测软件补偿机床的空间定位误差。 当用一台在线检测的机床时,用一适当的测头来代替刀具,以测量工件的尺寸。其空间定位误差可以列成误差表或补偿表,以使软件纠正所测量测头的位置。用了空间误差纠正,机床本身的几何误差及定位误差可以被消除,提供精确的尺寸测量。因此,满足了4:1量规的精度要求,使带有空间误差补偿的数控机床可以具有三坐标测量机同样的高精度功能。
数控技术文献综述
数控技术文献综述(论文)题目:塑料模具的设计与制造技术 院系: 专业: 班级: 学号: 姓名: 指导老师:
摘要:现代生产、生活中越来越多的产品特别是各种塑料制品及大型覆盖件等产品形状结构比较复杂,单使用图纸已很难正确和详尽地表达产品的形状和结构,这就要求模具设计制造者必须使用计算机辅助设计文件描述的手段,同时要求模具制造者必须充分掌握产品的各种资料,包括产品的形状、尺寸、原料的特性、精度要求、特殊表面效果等。有些产品还需客户提供实物或模型。当前,我国工业生产的特点是产品品种多,更新换代快,市场竞争激烈。在这种情况下,用户对模具制造的要求是制件质量好,交货期越短越好,模具精度越高越好,模具价格越低越好,由此,现代塑料模具的制造应与当前经济发展的形势及以上要求相适应。 关键词:塑料压圈单分型面一模一腔注射模具轮辐式浇口尼龙1010、聚奎二栈奎二胺及纤维
前言: (4) 一、模具的重要意义 (5) 二、现代塑料模具的设计 (6) 1、塑料模具设计的内容 (6) 1、1制件工艺分析与设计 (6) 1、2 模具总体方案设计 (7) 1、3 总体结构设计 (7) 1、4 施工图设计 (7) 2、 CAD/CAE技术的应用 (8) 三、现代塑料模具的制造 (9) 1、 CAD/CAE/CAM计算机辅助设计、模拟、制造一体化 (9) 2、先进设备的作用 (9) 3、手工加工的作用 (10) 4、检测手段 (10) 四、反向工程的应用 (10) 五、快速成型制造的应用 (11) 六、发展方向和前景 (12) 七、模具在我国的发展历程 (12) 八、结束语 (13) 参考文献: (14)
雷尼绍数控机床测头在线测量系统益处
数控机床在线检测系统 数控机床是现代高科技发展的产物,每当一批零件开始加工时,有大量的检测需要完成,包括夹具和零件的装卡、找正、零件编程原点的测定、首件零件的检测、工序间检测及加工完毕检测等。目前完成这些检测工作的主要手段有手工检测、离线检测和在线检测。在线检测也称实时检测,是在加工的过程中实时对刀具进行检测,并依据检测的结果做出相应的处理。在线检测是一种基于计算机自动控制的检测技术,其检测过程由数控程序来控制。闭环在线检测的优点是:能够保证数控机床精度,扩大数控机床功能,改善数控机床性能,提高数控机床效率。 一、数控机床在线检测系统的组成 数控机床在线检测系统分为两种,一种为直接调用基本宏程序,而不用计算机辅助;另一种则要自己开发宏程序库,借助于计算机辅助编程系统,随时生成检测程序,然后传输到数控系统中。 数控机床的在线检测系统由软件和硬件组成。硬件部分通常由以下几部分组成: (1)机床本体 机床本体是实现加工、检测的基础,其工作部件是实现所需基本运动的部件,它的传动部件的精度直接影响着加工、检测的精度。 (2)数控系统 目前数控机床一般都采用CNC数控系统,其主要特点是输入存储、数控加工、插补运算以及机床各种控制功能都通过程序来实现。计算机与其他装置之间可通过接口设备联接,当控制对象或功能改变时,只需改变软件和接口。CNC系统一般由中央处理存储器和输入输出接口组成,中央处理器又由存储器、运算器、控制器和总线组成。 (3)伺服系统 伺服系统是数控机床的重要组成部分,用以实现数控机床的进给位置伺服控制和主轴转速(或位置)伺服控制。伺服系统的性能是决定机床加工精度、测量精度、表面质量和生产效率的主要因素。 (4)测量系统 测量系统有接触触发式测头、信号传输系统和数据采集系统组成,是数控机床在线检测系统的关键部分,直接影响着在线检测的精度。其中关键部件为测头,使用测头可在加工过程中进行尺寸测量,根据测量结果自动修改加工程序,改善加工精度,使得数控机床既是加工设备,又兼具测量机的某种功能。 目前常用的雷尼绍测头,是英国雷尼绍公司的产品,它们用于数控车床、加工中心,数控磨床、专机等大多数数控机床上。测头按功能可分为工件检测测头和刀具测头;按信号传输方式可分为硬线连接式、感应式、光学式和无线电式;按接触形式可分为接触测量和非接触测量。用户可根据机床的具体型号选择合适的配置。 (5)计算机系统 在线检测系统利用计算机进行测量数据的采集和处理、检测数控程序的生成、检测过程的仿真及与数控机床通信等功能。在线检测系统考虑到运行目前流行的Windows和CAD/CAM/CAPP/CAM以及VC++等软件,以及减少测量结果的分析和计算时间,一般采用Pentium级别以上的计算机。
数控机床在线检测技术
数控机床在线检测技术 发表时间:2005-12-29 张晓峰来源:《CAD/CAM与制造业信息化》 关键字:数控技术机床在线检测 本文对数控加工在线检测系统的组成、工作原理、编程方式及仿真等方面进行了简要介绍。文章中的许多内容都是些概要性的解释,对大家了解该领域的技术内容很有帮助。 数控机床是现代高科技发展的产物,每当一批零件开始加工时,有大量的检测需要完成,包括夹具和零件的装卡、找正、零件编程原点的测定、首件零件的检测、工序间检测及加工完毕检测等。目前完成这些检测工作的主要手段有手工检测、离线检测和在线检测。在线检测也称实时检测,是在加工的过程中实时对刀具进行检测,并依据检测的结果做出相应的处理。在线检测是一种基于计算机自动控制的检测技术,其检测过程由数控程序来控制。闭环在线检测的优点是:能够保证数控机床精度,扩大数控机床功能,改善数控机床性能,提高数控机床效率。 1、数控机床在线检测系统的组成 数控机床在线检测系统分为两种,一种为直接调用基本宏程序,而不用计算机辅助;另一种则要自己开发宏程序库,借助于计算机辅助编程系统,随时生成检测程序,然后传输到数控系统中,系统结构如图1所示。 图1 计算机辅助在线检测系统组成 数控机床的在线检测系统由软件和硬件组成。硬件部分通常由以下几部分组成:
(1) 机床本体 机床本体是实现加工、检测的基础,其工作部件是实现所需基本运动的部件,它的传动部件的精度直接影响着加工、检测的精度。 (2) 数控系统 目前数控机床一般都采用CNC数控系统,其主要特点是输入存储、数控加工、插补运算以及机床各种控制功能都通过程序来实现。计算机与其他装置之间可通过接口设备联接,当控制对象或功能改变时,只需改变软件和接口。CNC系统一般由中央处理存储器和输入输出接口组成,中央处理器又由存储器、运算器、控制器和总线组成。 (3) 伺服系统 伺服系统是数控机床的重要组成部分,用以实现数控机床的进给位置伺服控制和主轴转速(或位置)伺服控制。伺服系统的性能是决定机床加工精度、测量精度、表面质量和生产效率的主要因素。 (4) 测量系统 测量系统有接触触发式测头、信号传输系统和数据采集系统组成,是数控机床在线检测系统的关键部分,直接影响着在线检测的精度。其中关键部件为测头,使用测头可在加工过程中进行尺寸测量,根据测量结果自动修改加工程序,改善加工精度,使得数控机床既是加工设备,又兼具测量机的某种功能。 目前常用的雷尼绍测头,是英国雷尼绍公司的产品,如图2所示。它们用于数控车床、加工中心,数控磨床、专机等大多数数控机床上。测头按功能可分为工件检测测头和刀具测头;按信号传输方式可分为硬线连接式、感应式、光学式和无线电式;按接触形式可分为接触测量和非接触测量。用户可根据机床的具体型号选择合适的配置。
文献综述-数控机床的组成及发展前景
郑州科技学院 本科毕业设计(文献综述) 题目立柜式四轴数控铣床 培训装置主轴系统设计学生姓名 专业班级机械设计制造及其自动化 08级本科(6)班 学号 院(系)机械工程学院 指导教师(职称)邬宝寅助教完成时间 2012年 5 月 16 日
文献综述 前言 制造业是一个国家或地区经济发展的重要支柱,其发展水平标志着该国或地区经济的实力,科技水平,生活水准和国防实力。国际市场的竞争归根到底是各国制造生产能力及机械制造装备的竞争。机床是制造业的主要生产设备,而数控机床是高精度、高效率的自动化生产设备。数控机床,顾名思义,是一类由数字程序实现控制的机床。与人工操作的普通机床相比,它具有适应范围广、自动化程度高、柔性强、操作者劳动强度低、易于组成自动生产系统等优点。目前,国内、外数控机床正朝着高性能、高精度、高效率、高柔性、高自动化和模块化方向迅速发展。尽管我国数控机床的制造、设计、检测等技术得到了一定的发展,但与国外相比,差距还是很大,主要表现在:可靠性差、应变能力差、产品开发周期长、设计手段落后等,这种差距尤其表现在高精度、高速度等尖端机床方面。因此,我们必须紧跟国际机床技术发展的前沿,发展机床的设计、检测、制造等技术。 随着机械制造生产模式的演变,对机械制造装备提出了不同的要求.在50年代“刚性”生产模式下,通过提高效率,自动化程度,进行单一或少品种的大批量生产,以“规模经济”实现降低成本和提高质量的目的。从90年代开始,为了对世界生产进行快速响应,逐步实现社会制造资源的快速集成,要求机械制造装备的柔性化程度更高,采用拟实制造和快速成形制造技术。 工业发达国家都非常注重机械制造业的发展,为了用先进技术和工艺装备制造业,机械制造装备工业得到先发展。对比之下,我国目前机械制造业的装备水平还比较落后,表现在大部分工厂的机械制造装备基本上是通用机床加专用工艺装备,数控机床在机械制造装备中的比重还非常低,导致“刚性”强,更新产品速度慢,生产批量不宜太小,生产品种不宜过多;自动化程度基本上还是“一个工人,一把刀,一台机床”,导致劳动生产率低下,产品质量不稳定。因此,要缩小我国同工业发达国家的差距,我们必须在机械制造装备方面大下功夫,其中最重要的一个方面就是增加数控机床在机械制造装备中的比重。 主题