AP不能注册到WLC的现象及解决方法

一、时间不在证书有效期
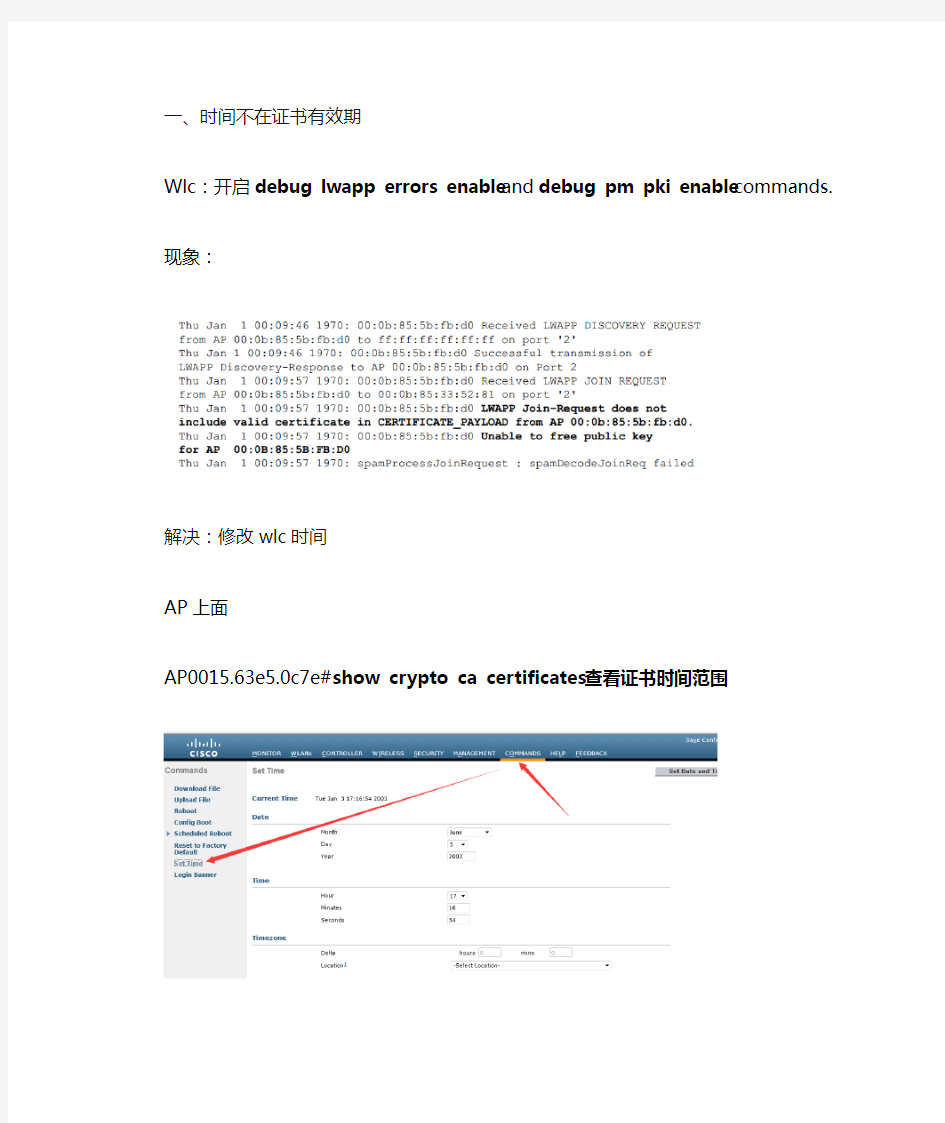
Wlc:开启debug lwapp errors enable and debug pm pki enable commands. 现象:
解决:修改wlc时间
AP上面
AP0015.63e5.0c7e#show crypto ca certificates 查看证书时间范围
二、国家代码不匹配
Wlc 开启debug lwapp events enable
现象:
解决:初始化修改
三、wlc支持的端口比实际AP 的少
解决:查看wlc型号
四、wlc禁用了自签名策略
Wlc debug lwapp events enable and debug pm pki enable
现象:
解决:
#show auth?list
Authorize APs against AAA ....................... disabled
Allow APs with Self?signed Certificate (SSC) .... enabled
?
Mac Addr Cert Type Key Hash
???????????????????????????????????????????????????????????????????????????
00:09:12:2a:2b:2c SSC 12345678901234567890123456789012345
查看 hash 可以自己选择类型加入授权列表
五、AP授权列表开启,但是LAP不在授权列表
Wlc:debug lwapp events enable
现象
AP上面:
debug lwapp C lient error command:
解决:
AP上面 config auth?list add mic
六、自签名hash不正确
(Cisco Controller) > debug pm pki enable
查看真实hash
现象:
解决:
(Cisco Controller)>config auth?list add ssc 00:0e:84:32:04:f0 9e4ddd8dfcdd8458ba7b273fc37284b31a384eb9 (可图形化操作)
七、AP的证书或者公钥不正确
Wlc :debug lwapp errors enable and debug pm pki enable
现象:
解决
MIC AP Request a return materials authorization (RMA).
SSC AP Downgrade to Cisco IOS? Software Release 12.3(7)JA.
If it is an AP with an SSC convert it back to IOS using the MODE button. Then use the lwapp
?
upgrade tool again to convert back to LWAPP. This should create the certificate again.
Complete these steps in order to downgrade:
1. Use the reset button option.
2. Clear the controller settings.
3. Run the upgrade again
八、wlc可能工作在二层
解决:
1、修改wlc工作在三层
2、初始化ap 配置ap的管理口地址
如果有一个service port 尽量让它与ap管理口不在一个网段
九、AP转换到LWAPP 出现错误消息
解决:
转换到之前的IOS 清空配置重启
十、wlc收到AP的发现消息但是在错误的vlan里面现象:
解决:修改vlan 或者打trunk 吧
十一、1250 LAP不能注册到wlc
现象:
解决:更新版本到4.2.61之后
十二、防火墙拒绝了端口
Enable these UDP ports for LWAPP traffic:
? Data ? 12222
? Control ? 12223
? Enable these UDP ports for mobility traffic:? 16666 ? 16666
? 16667 ? 16667
? Enable UDP ports 5246 and 5247 for CAPWAP traffic.
? TCP 161 and 162 for SNMP (for the Wireless Control System [WCS]) These ports are optional (depending on your requirements):
? UDP 69 for TFTP
? TCP 80 and/or 443 for HTTP or HTTPS for GUI access
? TCP 23 and/or 22 for Telnet or SSH for CLI access
十三、网络中有重复IP
现象:
No more AP manager IP addresses remain
查看arp 缓存自己解决
十四、LWAPP不能注册到wlc MTU不匹配
解决:
升级wlc版本
增加mtu到1500
MOS管的米勒效应-讲的很详细
米勒效应的影响: MOSFET的栅极驱动过程,可以简单的理解为驱动源对MOSFET的输入电容(主要是栅源极电容Cgs)的充放电过程;当Cgs达到门槛电压之后, MOSFET就会进入开通状态;当MOSFET开通后,Vds开始下降,Id开始上升,此时MOSFET进入饱和区;但由于米勒效应,Vgs会持续一段时间不再上升,此时Id已经达到最大,而Vds还在继续下降,直到米勒电容充满电,Vgs又上升到驱动电压的值,此时MOSFET进入电阻区,此时Vds彻底降下来,开通结束。 由于米勒电容阻止了Vgs的上升,从而也就阻止了Vds的下降,这样就会使损耗的时间加长。(Vgs上升,则导通电阻下降,从而Vds下降) 米勒效应在MOS驱动中臭名昭著,他是由MOS管的米勒电容引发的米勒效应,在MOS管开通过程中,GS电压上升到某一电压值后GS电压有一段稳定值,过后GS 电压又开始上升直至完全导通。为什么会有稳定值这段呢?因为,在MOS开通前,D极电压大于G极电压,MOS寄生电容Cgd储存的电量需要在其导通时注入G极与其中的电荷中和,因MOS完全导通后G极电压大于D极电压。米勒效应会严重增加MOS的开通损耗。(MOS管不能很快得进入开关状态) 所以就出现了所谓的图腾驱动!!选择MOS时,Cgd越小开通损耗就越小。米勒效应不可能完全消失。 MOSFET中的米勒平台实际上就是MOSFET处于“放大区”的典型标志 用用示波器测量GS电压,可以看到在电压上升过程中有一个平台或凹坑,这就是米勒平台。 米勒效应指在MOS管开通过程会产生米勒平台,原理如下。 理论上驱动电路在G级和S级之间加足够大的电容可以消除米勒效应。但此时开关时间会拖的很长。一般推荐值加0.1Ciess的电容值是有好处的。 下图中粗黑线中那个平缓部分就是米勒平台。
小学生常见不良行为及矫正对策(党占海)
小学生常见不良行为及矫正对策 高台县解放街小学党占海 引言:研究和矫治小学生的不良行为具有很重要的意义。大量的研究表明,小学生不良行为是产生刑事犯罪的重要先兆,大量的刑事犯罪是由轻微的不良行为演变、转化而来的,及早矫治不良行为就能避免大量刑事犯罪的产生。在现实生活中,人们往往会遇到小学生的不良行为,但是缺乏有效的处臵方法,因而造成了很多悲剧性事件。小学生正处在人生发展的特殊时期,很容易发生各种不良行为,研究不良行为的矫正规律,可以让小学生自己或有关的人员(父母、教师、社会工作者等)了解小学生不良行为的表现、运用正确的原理与方法及时发现和矫正不良行为,从而健康成长。最终成为对社会有用的人。 一、小学生不良行为表现及原因分析 小学生的不良行为:有攻击行为,如打架、说脏话、说闲话、恶作剧等;有欺骗行为,如说谎、抄袭别人作业、偷窃、作弊等;有破坏行为,如乱扔垃圾、乱图乱画、故意损坏公物等;怠惰性行为,如迟到、早退、丢三拉四、不按时完成作业、劳动不认真等。有不良嗜好,如赌博、玩电子游戏等等。 小学生产生常见不良行为习惯的原因是多方面的,其中最主要的是来自家庭、学校和社会各方面的教育的不利。在家庭,有些家长溺爱、孩子,使得他们养成蛮横无理、任性的习惯;有的家长采取粗暴、专制的手段教育子女,致使孩子为了逃避处罚而说谎,或以反抗报复的形式对待成人;还有的家长用歧视、虐待、忽视、放任自流的态度对待孩子,使他们得不到温暖,因而四处浪荡。在学校,有些教师缺乏耐心,方法简单,对出现行为问题的儿童不能因材施教,或工作时松时紧,失去教育信心,甚至歧视学生,使他们厌恶学习,甚至是逃学。在社会,由于儿童模仿能力强,缺乏分辨是非的能力,因而社会上的一些丑恶现象和不良风气容易感染他们,把他们引入歧途,出现较多的行为问题。
MOS管的米勒效应-讲的很详细讲解学习
M O S管的米勒效应-讲 的很详细
米勒效应的影响: MOSFET的栅极驱动过程,可以简单的理解为驱动源对MOSFET的输入电容(主要是栅源极电容Cgs)的充放电过程;当Cgs达到门槛电压之后, MOSFET就会进入开通状态;当MOSFET开通后,Vds开始下降,Id开始上升,此时MOSFET 进入饱和区;但由于米勒效应,Vgs会持续一段时间不再上升,此时Id已经达到最大,而Vds还在继续下降,直到米勒电容充满电,Vgs又上升到驱动电压的值,此时MOSFET进入电阻区,此时Vds彻底降下来,开通结束。 由于米勒电容阻止了Vgs的上升,从而也就阻止了Vds的下降,这样就会使损耗的时间加长。(Vgs上升,则导通电阻下降,从而Vds下降) 米勒效应在MOS驱动中臭名昭著,他是由MOS管的米勒电容引发的米勒效应,在MOS管开通过程中,GS电压上升到某一电压值后GS电压有一段稳定值,过后GS电压又开始上升直至完全导通。为什么会有稳定值这段呢?因为,在MOS 开通前,D极电压大于G极电压,MOS寄生电容Cgd储存的电量需要在其导通时注入G极与其中的电荷中和,因MOS完全导通后G极电压大于D极电压。米勒效应会严重增加MOS的开通损耗。(MOS管不能很快得进入开关状态)
所以就出现了所谓的图腾驱动!!选择MOS时,Cgd越小开通损耗就越小。米勒效应不可能完全消失。 MOSFET中的米勒平台实际上就是MOSFET处于“放大区”的典型标志 用用示波器测量GS电压,可以看到在电压上升过程中有一个平台或凹坑,这就是米勒平台。 米勒效应指在MOS管开通过程会产生米勒平台,原理如下。 理论上驱动电路在G级和S级之间加足够大的电容可以消除米勒效应。但此时开关时间会拖的很长。一般推荐值加0.1Ciess的电容值是有好处的。 下图中粗黑线中那个平缓部分就是米勒平台。
先张法预应力空心板梁钢绞线断丝、滑丝原因浅析及预防措施
先张法预应力空心板梁钢绞线断丝、滑丝原因浅析及 预防措施 贺友平 【交通部公路一局一公司北京100024】 摘要:对张拉钢绞线施工中断丝、滑丝现象予以理论分析,并据此指导施工。关键词:断丝滑丝分析措施钢绞线 1 断丝、滑丝力学浅析 1.1 锚固体系受力分析 1.1.1 钢绞线锚固体系剖面图(图1) 图1 1.1.2 钢绞线、夹片受力分析 张拉过程中,钢绞线、夹片、锚圈受力图(图2) 图2 T0—千斤顶对钢绞线的张拉力;T1—夹片对钢绞线的夹持力; N1—夹片对钢绞线的压力;T1′—钢绞线对夹片夹持力的反作用力;N1′—钢绞线对夹片压力的
反作用力; N2—锚圈对夹片的压力;f—锚圈对夹片的摩擦力;f′—夹片对锚圈摩擦力钢绞线受力简图见图3,夹片受力简图见图4。 图3 T0—千斤顶对钢绞线张拉力T1—夹片对钢绞线夹持力N1—夹片对钢绞线的压力 图4 T1′—钢绞线对夹片夹持力的反作用力N2—锚圈对夹片的压力 N1′—钢绞线对夹片压力的反作用力f—锚圈对夹片的摩擦力 根据以上受力分析,可以得出如下平衡条件:由图2及图3 ΣFx=0 T 0-T 1 =0即T =T 1 (1) 由图2及图4 ΣFx=0 T 1′-N 2 si nα-fcosα=0 (2) ΣFy=0 N 2cosα-fsinα-N 1 ′=0 (3) f=N 2 *μ(μ为锚圈与夹片间摩擦系数) (4) T 1与T 1 ′,N 1 与N 1 ′是两对作用力与反作用力 则T 1 =T 1 ′(5) N 1 =N 1 ′(6) 由(1)、(2)、(3)、(4)、(5)、(6)式得: N 2=T /(cosα-μsinα)(7) N 1=T (cosα-μsinα)/(sinα+μcosα)(8) 夹片对钢绞线的切口深度为ΔL
喷涂中的常见不良现象及改善对策
喷涂中的常见不良现象及改善对策 一、气纹:喷涂表面有不规则块,大部分呈圆形,颜色较其它部位暗 且表面粗糙。 原因:成型时模具内空气没有完全排除,导致素材表面密度 不一致产生气纹。 对策:1、增加模厚或降低烤箱温度。 2、砂磨气纹部位,淡化气纹与其它部位的差别。 3、改用溶解力较低的溶剂。 1、表面有龟裂,像用刷子擦过未干油漆留下之痕迹。 2、有如重工品磨痕, 3、有亮印,如顶针位发亮,凸起。 原因:1、烤箱温度过高。 2、开油水沸点太低未充分反应既已挥发。 3、油漆中树脂含量太少。 4、素材中加入水口料过多。 对策:1、降低烤箱温度、使之自然挥发。 2、加入慢干水或更换为溶解力较弱的溶剂。 3、调整油漆比例,增加树脂含量。 4、素材原料中不放或减少水口料含量。 注:重工品不会有烧焦现象勿将磨痕判为烧焦。 三、面粗:表面粗糙、手感不细腻且伴有小颗粒状的油漆。 原因:1、油漆粘度过高。 2、油漆成分配比不合适,导致树脂与颜料未完全溶解。 3、喷枪未调致最佳状态,(如气压过大,油量过小等)。 4、产品重工次数过多,涂膜太厚。 对策:1、降低油漆浓度。 2、合理调整油漆比例;使之完全溶解。 3、注意喷枪气压、幅度、油量的调整。 4、做重工品时应将油漆调配相对较稀状态。 四、发白:油漆表面不透明,模糊不清,有水雾状或被涂物边沿呈灰色, 无金属感。 原因:1、气温骤然下降,导致室内、外温度差过大。 2、产品表面有水气或压缩空气未完全干燥。 3、温差过大,热空气遇冷产品凝结成水气。 对策:1、将产品在喷涂前进 行烘烤或在喷柜前安装烤箱。 2、减少空气流通,如送风、抽风等,抽风调至最低点 且保持相对平衡。 3、提升烤箱温度并将热量散发至生产线周围,减少生产线 温差、湿度差。 4、添加防白水(先试验再加,以防影响性能)。 五、面花:被涂物同一表面颜色不均,有亮有暗。 原因:1、油漆喷涂厚薄不均。
MOS管的米勒效应
MOSFE的栅极驱动过程,可以简单的理解为驱动源对MOSFE的输入电容(主要是栅源极电容Cgs)的充放电过程;当Cgs达到门槛电压之后,MOSFET就会进入开通状态;当MOSFE开通后,Vds开始下降,Id开始上升,此时MOSFE进入饱和区;但由于米勒效应,Vgs会持续一段时间不再上升,此时Id已经达到最大,而Vds还在继续下降,直到米勒电容充满电,Vgs又上升到驱动电压的值,此时MOSFE进入电阻区,此时Vds 彻底降下来,开通结束。 由于米勒电容阻止了Vgs的上升,从而也就阻止了Vds的下降,这样就会使损耗的时间加长。(Vgs上升,则导通电阻下降,从而Vds下降) 米勒效应在MOS区动中臭名昭著,他是由MOST的米勒电容引发的米勒效应,在MOS?开通过程中,GS电压上升到某一电压值后GS电压有一段稳定值,过后GS 电压又开始上升直至完全导通。为什么会有稳定值这段呢?因为,在MOST通前,D极电压大于G极电压,MOS寄生电容Cgd储存的电量需要在其导通时注入G极与其中的电荷中和,因MOS完全导通后G极电压大于D极电压。米勒效应会严重增加MOS勺开通损耗。(MOST 不能很快得进入开关状态) 所以就出现了所谓的图腾驱动!!选择MOS时,Cgd越小开通损耗就越小。米勒效应不可能完全消失。 MOSFE中的米勒平台实际上就是MOSFE处于“放大区”的典型标志 用用示波器测量GS电压,可以看到在电压上升过程中有一个平台或凹坑,这就是米勒平台。 米勒效应指在MOST开通过程会产生米勒平台,原理如下。 理论上驱动电路在G级和S级之间加足够大的电容可以消除米勒效应。但此时开关时间会拖的很长。一般推荐值加的电容值是有好处的。 下图中粗黑线中那个平缓部分就是米勒平台。 删荷系数的这张图在第一个转折点处:Vds开始导通。Vds的变化通过Cgd和驱动源的
预应力钢筋断丝、滑丝的原因与处理
预应力钢筋断丝、滑丝的原因与处理 一、滑丝的原因 滑丝的原因很多,一般是锚圈锥孔与夹片之间有夹杂物;力筋和千斤顶卡盘内有油污;锚下垫板喇叭口内有混凝土和其他残渣;锚具偏离下垫板止口;锚具(锚圈、锚塞、夹片)质量存在问题,由于其硬度不足不均而产生变形。回油过猛,力筋粗细不一致也是滑丝产生的因之一。滑丝一般退顶后发生,有时张拉后半天至一天内发生。此外,锚具限位板的限位深度太深,也会导致滑丝,限位板的作用是在回油过程中控制夹片位臵,限位深度太深,限位板对夹片的限位作用失效,在回油过程中会导致夹片错台,从而使夹片对预应力钢筋的作用减小而导致滑丝。 二、断丝的原因 断丝的发生,一般是:钢材材质不均匀或严重锈蚀;锚圈口处分丝时交叉重叠;操作过程中没有做到孔道、锚圈、千斤顶三对中,造成钢丝偏中,受力不均,个别钢丝应力集中;油表失灵,造成张拉力过大;千斤顶未按规定校验。此外,限位板的限位深度太小也是导致断丝的原因之一,如果限位板的深度太小,限位板对夹片的作用不仅仅是限位作用,还有纵向的压力,限位板纵向作用力应该在锚环上,而作用在夹片上的纵向压力会导致夹片对预应力钢筋的作用力不均匀加大,从而咬断钢丝,导致断丝。 三、滑丝、断丝处理的原则 在预应力张拉过程中或锚固时,预应力筋滑丝、断丝数量超
过设计或表1的规定,应予处理 注:钢绞线断丝是指钢绞线内钢丝的断丝 断丝包括滑丝失效的钢丝 滑移量是指张拉完毕锚固后部分钢丝或钢绞线向孔道内滑移的长度 四、滑丝的处理 张拉完成后应及时在钢丝(或钢绞线)上做好醒目的标记,如发现滑丝,解决的措施一般是:采用YC122千斤顶和卸荷座,将卸荷座支承在锚具上,用YC122千斤顶张拉滑丝钢绞线,直至将滑丝夹片取出,换上新夹片,张拉至设计应力即可。如遇滑丝严重或在滑丝中钢绞线受到了严重的伤害,则应将锚具上所有的钢绞线全部卸荷,找出原因并解决,再重新张拉。 如果确定滑丝原因为限位板的限位深度太深,应及时荷提供工具锚的厂家联系,重新试验测定限位深度,确定标准的限位深度值(应精确到0.01mm),按照确定标准的限位深度值重新订做限位板,然后再进行张拉。 五、断丝的处理 断丝的处理,常用的方法有: 提高其它钢丝束的张拉力作为补偿。但在任何情况下最大超张力不得超过应有的规定; 换束。卸荷、松锚、换束、重新张拉指设计应力值 启用备用束,对于一些重要的结构,设计时往往留有备用管
小区常见不文明现象原因分析及对策
小区常见不文明现象原因分析及对策 业主(物业使用人)的不规行为往往会损害大多数业主的权益,同时对住宅小区物业管理也会产生不良影响,这些不规行为应当得到纠正。 行为一:建筑装修垃圾不清理 现象:业主装修时产生的建筑垃圾和装修垃圾,倾倒在楼前的硬铺装或草坪上等。 原因:主要是物业管理企业没有建立装修管理流程和建立后没有执行;还有一些业主在装修前没有到物业公司进行申请,就自行开始装修,随意倒装修和建筑垃圾;有一些业主拒绝清理,物业公司没办法自行清理。一个30万平方米的住宅小区,因业主拒绝清理或装修后找不到业主,我们对装修垃圾和建筑垃圾的清理的费用进行了测算:一年达到了1万元。 危害:增加了物业管理企业的垃圾清运量,影响小区环境美观,并且由于垃圾存放时间的延长还会引来其他业主往建筑、装修垃圾上倾倒生活垃圾,造成恶性循环。 对策:1、物业管理企业建立完善的装饰装修流程:装饰装修申请,签订协议,房屋装修、维修许可通知单,预交垃圾清运押金,并且明确装修时间、垃圾存放地点等事项;2、对于违反规定的,要按照中华人民国建设部令第139号《城市建筑垃圾管理规定》的规定,由行政主管部门对其进行处罚。
行为二:一层私改商服,私改房屋结构 现象:一层住户在阳台私开小门用于经营;家庭装修私改房屋墙体结构。 原因:一些是业主出租出去用来牟利,把一楼住宅改为商服后,为了便于经营,有的业主未经任何部门允许就在阳台上开门;装饰装修中不少业主为了自家的美观、舒适和扩大使用面积对房屋的墙体私自拆除,有的甚至拆除部分承重墙。 危害:在阳台开小门用于经营影响建筑的美观,经营时易对草坪产生破坏,对护栏也易产生破坏,间接影响了住宅小区晋级达标;违章装饰装修对房屋的安全构成威胁。 对策:1、对于阳台改门必须经过行政主管部门的批准,未经批准的,物业管理人员根据《物业管理条例》的规定,应当予以制止,并及时向有关行政管理部门报告。有关行政管理部门在接到物业管理企业的报告后,应当依法对行为予以制止或者依法处理。2、对于破坏承重墙的预防和处理,物业管理企业在装修申请和装修协议中就应当明确规定不准破坏承重墙等项目,加强装修巡检,发现问题要求其及时整改,先劝阻其恢复,或在其破坏承重墙初始阶段对其进行制止,对于制止不从的可由行政主管部门依据建设部第110号《住宅室装饰装修管理办法》中第五条规定强制其恢复并处以罚款。
预应力筋张拉时发生断丝、滑丝的处理办法
预应力筋张拉时发生断丝、滑丝怎么办? 1、质量问题及现象 预应力筋在张拉与锚固时,由于各种原因,发生预应力筋的断丝和滑丝,使预应力钢束受力不均匀,造成构件不能达到所要求的预应力度。 2、原因分析 1)实际使用的预应力钢丝或预应力钢绞线直径偏大,锚具与夹片不密贴,张拉时易发生断丝或滑丝。 2)预应力束没有或未按规定要求梳理编束,使得钢束长短不一或发生交叉,张拉时易发生断丝或滑丝。 3)锚夹具的尺寸不准,夹片的误差大,夹片的硬度与预应力盘不配套,易屡丝和滑丝。 锚圈放置位置不准,支承垫块倾斜,千斤顶安装不正,会造成预应力钢束断线。 4)施工焊接时,把接地线接在预应力筋上,造成钢丝间短路,损伤钢丝,张拉时发生断丝。5)把钢束穿入预留孔道内时间长,造成钢丝锈蚀,砼砂浆留在钢束上,又未清理干净,张拉时产生滑丝。 6)锚圈放置位置不准,支承垫块倾斜,千斤顶安装不正,会造成预应力钢束断线。 7)油压表失灵,造成张拉力过大,易产生断丝。 8)张拉时千斤顶限位板没有卡在工作锚里面也容易造成断丝 3、预防措施 1)穿束前,预应力钢束必须按规程进行梳理编束,并正确绑扎。 2)张拉预应力筋时,锚具、千斤顶安装要准确。 3)张拉预应力筋时,锚具、千斤顶安装要准确。 4)当预应力张拉达到一定吨位后,如发现油压回落,再加油时又回落,这时有可能发生断丝,如果发生断丝,应更换预应力钢束,重新进行预应力张拉。 5)焊接时严禁利用预应力筋作为接地线,不允许发生电焊烧伤波纹管与预应力筋。 6)张拉前必须对张拉端钢束进行清理,如发生锈蚀应重新调换。 7)张拉前要经权威部门准确检验标定千斤顶和油压表。 8)发生断丝后可以提高其它束的张拉力进行补偿;更换新束;利用备用孔增加预应力束。
喷涂中常见不良现象及改善对策知识讲解
喷涂中常见不良现象及改善对策
喷涂中常见不良现象及改善对策 一、气纹:喷涂表面有不规则块,大部分呈圆形,颜色较其他部位偏暗,且表面 粗糙。 原因:成型时模具内空气没有完全排除,导致素材表面密度不一致产生气纹。 对策:1、增加模厚或降低烤想温度。 2、砂磨气纹部位,淡化气纹与其他部位的差别。 3、改用溶解力较地的溶剂。 二、烧焦咬素材:1、表面有龟裂像用刷子擦过干油漆留下之痕迹。 2、有如重工磨痕。 3、有亮印,如顶针位发凉凸起。 原因:1、烤箱温度过高。 2、开油水沸点太低未充分反映即已挥发。 3、油漆中树脂含量太少。 4、素材中加入水口料过多。 对策:1、降低烤箱温度,使之自然挥发。 2、加入慢干水或更换为溶解力较弱的熔剂。 3、调整油漆比例,增加树脂含量。 4、素材原料中不放或减少水口料含量。 三、面粗:表面粗糙,手感不细腻伴有小颗粒装的油漆。 原因:1、油漆黏度太高。 2、油漆成分配比不合适导致树脂与颜色未完全溶解。 3、喷枪未调入最佳状态。 4、产品重工次数过多,涂膜太厚。 对策:1、降低油漆浓度。 2、合理调整油漆比例,使之完全溶解 3、注意喷枪气压,幅度、油墨的调整。 4、做重工品时应将油漆调配相对较稀状态。 仅供学习与交流,如有侵权请联系网站删除谢谢2
四、发白:油漆表面不透明,模糊不清,有水雾壮或被涂物边沿诚灰色,无金属 感。 原因:1、气温骤然下降导致室内外温度过大。 2、产品表面有水气或压缩空气未完全干燥。 3、温差过大热空气遇产品凝成水气。 对策:1、将产品喷涂前进行烘烤。 2、减少空气疏通,如送风,抽烟调至最地点,且保持相对平衡。 3、提升烤箱温度,并将热量散发生产线周围,减少生产线温差湿度等。 4、添加防白水。 五、面花:被涂物同一表面机颜色不均有亮有暗。 原因:1、油漆喷涂物厚度不均。 2、底漆表面未完全烤干,就已喷油漆。 3、喷枪雾化气压距离等未调人最加状态。 对策:1、调整气枪至最佳状态。 2、升高烤箱温度,增加 六、结合线;成型时俩大胶流相融形成的一条直线。 原因:1、涂膜太簿。 2、油漆蔽盖力太差。 对策:1、修改油漆成分或增加油漆浓度以提高其蔽盖力。 2、打磨结合线,以淡化其周围区域的差别。 七、油污:喷涂物表面有不规则油迹与其他部位相比,颜色偏暗或形成小圆点, 大小不一,数目众多。 原因:1、素材表面有小水点、肉眼看不见。 2、油漆含有杂质,如水等。 3、作业员饭后未洗手或天气太热,手有油迹等渗透手套或指套,不小心接触 素材。 对策:1、将素材放入在温度60*烘烤2H。 仅供学习与交流,如有侵权请联系网站删除谢谢3
功率MOS管烧毁的原因(米勒效应)
mos在控制器电路中的工作状态:开通过程(由截止到导通的过渡过程)、导通状态、关断过程(由导通到截止的过渡过程)、截止状态。 Mos主要损耗也对应这几个状态,开关损耗(开通过程和关断过程),导通损耗,截止损耗(漏电流引起的,这个忽略不计),还有雪崩能量损耗。只要把这些损耗控制在mos承受规格之内,mos即会正常工作,超出承受范围,即发生损坏。而开关损耗往往大于导通状态损耗(不同mos这个差距可能很大。 Mos损坏主要原因: 过流----------持续大电流或瞬间超大电流引起的结温过高而烧毁; 过压----------源漏过压击穿、源栅极过压击穿; 静电----------静电击穿。CMOS电路都怕静电; Mos开关原理(简要)。Mos是电压驱动型器件,只要栅极和源级间给一个适当电压,源级和漏级间通路就形成。这个电流通路的电阻被成为mos内阻,就是导通电阻
化工企业生产现场常见不良现象及其对策通用范本
内部编号:AN-QP-HT671 版本/ 修改状态:01 / 00 When Carrying Out Various Production T asks, We Should Constantly Improve Product Quality, Ensure Safe Production, Conduct Economic Accounting At The Same Time, And Win More Business Opportunities By Reducing Product Cost, So As T o Realize The Overall Management Of Safe Production. 编辑:__________________ 审核:__________________ 单位:__________________ 化工企业生产现场常见不良现象及其 对策通用范本
化工企业生产现场常见不良现象及其对 策通用范本 使用指引:本安全管理文件可用于贯彻执行各项生产任务时,不断提高产品质量,保证安全生产,同时进行经济核算,通过降低产品成本来赢得更多商业机会,最终实现对安全生产工作全面管理。资料下载后可以进行自定义修改,可按照所需进行删减和使用。 现场管理是现代企业的管理的有机组成部分。化工企业是为其它企业产品配套的加工服务型企业,化工企业必须提高全员对生产现场管理的重要性和必要性的认识,加强生产现场管理。化工企业生产现场管理是一个动态管理的概念,初看起来比较简单,但实际上要管理好一个生产现场并非轻而易举的事情。它涉及到企业质量目标的贯彻落实、生产过程的规范操作、运行设备的维护保养,生产的产品符合国家质量标准。同时还要创造一个文明,清洁,无污染的生产环境,管理人员不仅要懂得
喷涂中常见不良现象及改善对策
喷涂中常见不良现象及改善对策 一、气纹:喷涂表面有不规则块,大部分呈圆形,颜色较其他部位偏暗,且表面粗 糙。 原因:成型时模具内空气没有完全排除,导致素材表面密度不一致产生气纹。 对策:1、增加模厚或降低烤想温度。 2、砂磨气纹部位,淡化气纹与其他部位的差别。 3、改用溶解力较地的溶剂。 二、烧焦咬素材:1、表面有龟裂像用刷子擦过干油漆留下之痕迹。 2、有如重工磨痕。 3、有亮印,如顶针位发凉凸起。 原因:1、烤箱温度过高。 2、开油水沸点太低未充分反映即已挥发。 3、油漆中树脂含量太少。 4、素材中加入水口料过多。 对策:1、降低烤箱温度,使之自然挥发。 2、加入慢干水或更换为溶解力较弱的熔剂。 3、调整油漆比例,增加树脂含量。 4、素材原料中不放或减少水口料含量。 三、面粗:表面粗糙,手感不细腻伴有小颗粒装的油漆。 原因:1、油漆黏度太高。 2、油漆成分配比不合适导致树脂与颜色未完全溶解。 3、喷枪未调入最佳状态。 4、产品重工次数过多,涂膜太厚。 对策:1、降低油漆浓度。 2、合理调整油漆比例,使之完全溶解 3、注意喷枪气压,幅度、油墨的调整。 4、做重工品时应将油漆调配相对较稀状态。 四、发白:油漆表面不透明,模糊不清,有水雾壮或被涂物边沿诚灰色,无金属感。 原因:1、气温骤然下降导致室内外温度过大。 2、产品表面有水气或压缩空气未完全干燥。 3、温差过大热空气遇产品凝成水气。 对策:1、将产品喷涂前进行烘烤。 2、减少空气疏通,如送风,抽烟调至最地点,且保持相对平衡。 3、提升烤箱温度,并将热量散发生产线周围,减少生产线温差湿度等。 4、添加防白水。 五、面花:被涂物同一表面机颜色不均有亮有暗。 原因:1、油漆喷涂物厚度不均。 2、底漆表面未完全烤干,就已喷油漆。 3、喷枪雾化气压距离等未调人最加状态。 对策:1、调整气枪至最佳状态。 2、升高烤箱温度,增加 六、结合线;成型时俩大胶流相融形成的一条直线。 原因:1、涂膜太簿。 2、油漆蔽盖力太差。 对策:1、修改油漆成分或增加油漆浓度以提高其蔽盖力。 2、打磨结合线,以淡化其周围区域的差别。 七、油污:喷涂物表面有不规则油迹与其他部位相比,颜色偏暗或形成小圆点,大 小不一,数目众多。 原因:1、素材表面有小水点、肉眼看不见。 2、油漆含有杂质,如水等。
MOS管的米勒效应 讲的很详细
米勒效应的影响:(主要的输入电容可以简单的理解为驱动源对MOSFETMOSFET 的栅极驱动过程,就会进达到门槛电压之后, MOSFET是栅源极电容Cgs)的充放电过程;当Cgs进开始上升,此时MOSFET开通后,Vds开始下降,Id入开通状态;当MOSFET已经达到会持续一段时间不再上升,此时Id入饱和区;但由于米勒效应,Vgs又上升到驱动电压的值,直到米勒电容充满电,Vgs而Vds还在继续下降,最大,Vds彻底降下来,开通结束。此时MOSFET进入电阻区,此时的下降,这样就会使损Vds由于米勒电容阻止了Vgs的上升,从而也就阻止了下降)Vgs上升,则导通电阻下降,从而Vds耗的时间加长。 ( 在管的米勒电容引发的米勒效应,他是由MOS米勒效应在MOS驱动中臭名昭著,GS电压有一段稳定值,过后电压上升到某一电压值后GSMOS管开通过程中,GS 开通前,在为什么会有稳定值这段呢?因为,MOS电压又开始上升直至完全导通。极储存的电量需要在其导通时注入G极电压,MOS寄生电容CgdD极电压大于G。米勒效应会严极电压G完全导通后极电压大于D与其中的电荷中和,因MOS管 不能很快得进入开关状态)的开通损耗。(MOS重增加MOS越小开通损耗就越小。米勒CgdMOS时,所以就出现了所谓的图腾驱动!!选择效应不可能完全消失。MOSFET处于“放大区”的典型标志MOSFET中的米勒平台实际上就是电压,可以看到在电压上升过程中有一个平台或凹坑,这就GS用用示波器测量是米勒平台。管开通过程会产生米勒平台,原理如下。MOS米勒效应指在但此时开级之间加 足够大的电容可以消除米勒效应。G级和S理论上驱动电路在的电容值是有好 处的。关时间会拖的很长。一般推荐值加0.1Ciess 下图中粗黑线中那个平缓部分就是米勒平 台。.
预应力施工常见问题及处理措施
**项目经理部 预应力施工常见问题及预防和 处理措施 编制: 复核: 日期:
一、常见问题预防及处理 1、锚垫板面与孔道轴线不垂直或锚垫板中心偏离孔道轴线 1.1现象 张拉过程中锚环突然抖动或移动,张拉力下降。有时会发生锚杯与锚垫板不紧贴的现象。 1.2原因分析 锚垫板安装时没有仔细对中,垫板面与预应力索轴线不垂直。造成钢绞线或钢丝束内力不一,当张拉力增加到一定程度时,力线调整,会使锚环突然发生滑移或抖动,拉力下降。 1.3预防措施 锚垫板安装应仔细对中,垫板面应与预应力索的力线垂直。 锚垫板要可靠固定,确保在混凝土浇筑过程中不会移动。 1.4处理方法 另外加工一块楔形钢垫板,楔形垫板的坡度应能使其板面与预应索的力线垂直。 2、锚头下锚板处混凝土变形开裂 2.1现象 预应力张拉后,锚板下混凝土变形开裂。 2.2原因分析 通常锚板附近钢筋布置很密,浇筑混凝土时,振捣不密实,混凝土疏松或仅有砂浆,以致该处混凝土强度低。
锚垫板下的钢筋布置不够、受压区面积不够、锚板或锚垫板设计厚度不够,受力后变形过大。 2.3预防措施 锚板、锚垫板必须在足够的厚度以保证其刚度。锚垫板下应布置足够的钢筋,以使钢筋混凝土足以承受因张拉预应力索而产生的压应力和主拉应力。 浇筑混凝土时应特别注意在锚头区的混凝土质量,因在该处往往钢筋密集, 混凝土的粗骨料不易进入而只有砂浆,会严重影响混凝土的强度。 2.4处理方法 将锚具取下,凿除锚下损坏部分,然后加筋用高强度混凝土修补,将锚下垫板加大加厚,使承压面扩大。 3、滑丝与断丝 3.1现象 锚夹具在预应力张拉后,夹片“咬不住”钢绞线或钢丝,钢绞线或钢丝滑动,达不到设计张拉值。 张拉钢绞线或钢丝时,夹片将其“咬断”,即齿痕较深,在夹片处断丝。 3.2原因分析 锚夹片硬度指标不合格,硬度过低,夹不住钢绞线或钢丝;硬度过高则夹伤钢绞线或钢丝,有时因锚夹片齿形和夹角不合理也可引起滑丝或断丝。 钢绞线或钢丝的质量不稳定,硬度指标起伏较大,或外径公差超限,与夹片规格不相匹配。 3.3防治措施
浅谈预制T梁钢绞线滑丝、断丝的原因及预防措施
浅谈预制T梁钢绞线滑丝、断丝的原因及预防措施 发表时间:2019-11-26T10:17:09.940Z 来源:《建筑学研究前沿》2019年17期作者:尹阳阳[导读] 在铁路预制T梁施工过程中,预应力钢绞线张拉是一道关键工序,钢绞线在张拉过程中在一些客观或主观原因下偶尔会出现断丝、滑丝现象。 中铁十六局集团第二工程有限公司天津 300162 摘要:对后张法预制T梁钢绞线滑丝、断丝情况进行分析,提出预防措施。工作夹片硬度不足;工具夹片多次使用,齿绞被磨平;工作夹片安装时锚圈锥孔有污物;钢绞线直径与限位板槽深不对应;钢绞线有损伤为钢绞线滑丝、断丝主要原因。根据以上原因制定相应的措施:加强工作夹片进场检验,不合格品禁止使用;加强工具夹片检查,齿绞被磨平工具夹片不得使用;对张拉人员进行技术培训,按规程规范操作;切割钢绞线前不要损伤钢绞线。 关键词:预制T梁;钢绞线;滑丝;断丝;措施 在铁路预制T梁施工过程中,预应力钢绞线张拉是一道关键工序,钢绞线在张拉过程中在一些客观或主观原因下偶尔会出现断丝、滑丝现象,预加应力时,每片梁滑丝及断丝数量不应超过预应力钢绞线总丝数的0.5%,并不应位于梁体的同一侧,且一束内断丝不应超过一丝,否则应换束重新张拉。如何更好地避免钢绞线的滑丝和断丝,是困扰工程技术人员的一个重大难题。现结合施工实践经验和有关文献资料,对预制T梁预应力施工中钢绞线滑丝、断丝原因进行分析,并提出相应的预防措施。1研究背景 本文以新建天津南港铁路工程中塘制梁场为例进行研究分析,新建天津南港铁路工程建设地点为天津市滨海新区,包括单线大桥598m、双线特大桥17391m、单双线特大桥5586m,中塘制梁场负责生产全线2576片预制T梁,梁型众多、各跨度T梁架设穿插进行,业主工期要求紧工程质量要求高,梁场生产压力大。预应力张拉是T梁生产过程中对质量、进度起决定性作用的一道关键工序,在前期的T梁张拉过程中钢绞线滑丝、断丝的情况偶有发生,钢绞线滑丝、断丝不仅对工程质量有影响,而且会增加张拉时间影响工期。鉴于此项目部成立专项攻关小组解决钢绞线滑丝、断丝问题。 2原因分析 通过对张拉过程中发生过钢绞线滑丝或断丝的多片预制T梁进行分析,钢绞线滑丝和断丝问题是多方面的原因造成的,现从材料和施工工艺两方面进行原因分析。 2.1材料 ⑴锚圈、夹片及钢绞线的几何尺寸不精确。 ⑵工作夹片硬度不足。 ⑶钢绞线弹性模量较大,夹片夹不牢固。 ⑷夹片齿形尖锐,硬度超出钢绞线硬度过多。 ⑸夹片锚固性能不符合要求。 ⑹锚圈与夹片不配套。 ⑺工具夹片多次使用齿绞被磨平。 ⑻钢绞线、锚具存在质量问题或损伤。 2.2施工工艺 ⑴孔道堵塞,钢绞线受力不均匀。 ⑵钢绞线直径与限位板槽深不对应。 ⑶夹片安装不平齐,间隙不均匀,不能同时受力。 ⑷油压表失灵,造成钢绞线张拉力过大。 ⑸千斤顶未按规定校验,导致张拉力不准确。 ⑹锚圈锥孔、夹片、钢绞线安装时有污物或浮锈没有清理干净。 ⑺锚下垫板喇叭口内有混凝土或其它残渣。 ⑻张拉过程中速度过快,产生较大的冲击振动。 ⑼切割锚头钢绞线留得太短或未采取降温措施。 ⑽穿束时钢绞线没有一一对应,相互缠绕,造成钢绞线受力不均匀。 根据以上张拉过程中钢绞线滑丝、断丝的原因分析,结合中塘制梁场实际施工情况制定相应的预防措施。3预防措施及处理方案 3.1材料方面的预防措施 ⑴锚具、夹片、钢绞线入场后应严格按批次进行实验检测,不合格、不配套产品一律不得使用,并加强相应批次产品的抽查频次。 ⑵定期检查张拉所使用的工具夹片,发现工具夹片齿绞被磨平、齿绞间有锈迹,一律不得使用,必须更换新的合格的工具夹片。 ⑶钢绞线运输、穿束过程中不得野蛮操作,损伤钢绞线。钢绞线穿束完成,不得使用电焊切割钢绞线,应待穿束长度确定后使用无齿锯进行切割,防止中途损伤钢绞线。 ⑷严格按制度收发料,防止不同厂家锚具、夹片混用。 3.2施工过程中的预防措施 ⑴穿钢绞线前用试通器检测预应力管道,不通畅管道在疏通后再穿钢绞线。 ⑵严格按锚具厂家提供的限位板槽深与钢绞线直径对应表选择限位板。
张拉时常见问题分析及预防和处理措施
张拉时常见问题分析及预防和处理措施 1、钢绞线伸长率超出规范允许偏差范围 规范要求张拉时钢绞线理论伸长量与实际伸长量偏差不超过±6%,但实际施工时,往往会出现实测伸长值与理论伸长值的偏差超过规范允许的范围的情况。出现这种情况的原因有: (1)管道位置引起的偏差。波纹管安装时,管道定位不准确,或定位卡子数量不足,混凝土振捣时碰触波纹管导致其偏位。波纹管位置与设计位置偏差时,理论伸长量发生变化,若位置偏差较大,则会引起钢绞线伸长率超标。 (2)钢绞线材质不合格。钢绞线原材料进场时,必须按批次进行抽样试验,确定其材质是否合格,弹性模量Ep及横截面积与标准值偏差是否符合规范要求。(3)张拉设备故障或未及时标定。千斤顶的精度应在使用前校准。使用超过6个月或200次,以及在使用过程中出现不正常现象时,应重新校准。任何时候在工地测出的预应力钢绞线伸长值有差异时,千斤顶应进行再校准。用于测力的千斤顶的压力表应同千斤顶视为一个单元同时校准,并在量程范围内建立精确的标定关系,以确定张拉力与压力表读数之间的曲线方程。千斤顶、油泵、液压油管接头处漏油时,会导致油表读数与张拉力不对应,无法准确控制钢绞线张拉控制应力,使实测伸长量与设计伸长量偏差较大。 (4)初应力取值过小。传统张拉程序中,初应力取值为10%的控制应力,即认为在张拉至10%控制应力的时候已经将钢绞线拉紧。但是在实际施工中,当钢束较长,弯曲部位较多的时候,10%控制应力的张拉力往往不足以将钢绞线拉紧,此时在计算实际伸长量的时候会包含部分松弛长度,从而引起实际伸长量计算值偏大。因此在张拉时可以选择取20%控制应力作为初始张拉力,进行实际伸长量计算。 (5)锚垫板安装倾斜。锚垫板安装倾斜时,锚垫板与钢绞线延伸方向不垂直,在张拉时锚垫板偏心受力,引起应力集中,不但容易导致锚垫板周围砼开裂,而且会加大钢绞线与波纹管道的摩阻力,使钢束受力不均匀,实测伸长量偏小。(6)钢绞线扭曲、缠绕。钢绞线在管道内扭曲,张拉时管道内钢绞线受力不均匀,部分钢绞线松弛未受力或受力未达到控制应力要求,伸长量不足。 (7)波纹管道破裂、漏浆。在先穿钢绞线后浇筑混凝土施工时,若波纹管道破
MOS管的米勒效应-讲的很详细
创作编号:BG7531400019813488897SX 创作者:别如克* 米勒效应的影响: MOSFET的栅极驱动过程,可以简单的理解为驱动源对MOSFET的输入电容(主要是栅源极电容Cgs)的充放电过程;当Cgs达到门槛电压之后,MOSFET就会进入开通状态;当MOSFET开通后,Vds开始下降,Id开始上升,此时MOSFET进入饱和区;但由于米勒效应,Vgs会持续一段时间不再上升,此时Id已经达到最大,而Vds还在继续下降,直到米勒电容充满电,Vgs又上升到驱动电压的值,此时MOSFET进入电阻区,此时Vds彻底降下来,开通结束。 由于米勒电容阻止了Vgs的上升,从而也就阻止了Vds的下降,这样就会使损耗的时间加长。(Vgs上升,则导通电阻下降,从而Vds下降) 米勒效应在MOS驱动中臭名昭著,他是由MOS管的米勒电容引发的米勒效应,在MOS管开通过程中,GS电压上升到某一电压值后GS电压有一段稳定值,过后GS电压又开始上升直至完全导通。为什么会有稳定值这段呢?因为,在MOS开通前,D极电压大于G极电压,MOS寄生电容Cgd储存的电量需要在其导通时注入G极与其中的电荷中和,因MOS完全导通后G极电压大于D极电压。米勒效应会严重增加MOS的开通损耗。(MOS管不能很快得进入开关状态) 所以就出现了所谓的图腾驱动!!选择MOS时,Cgd越小开通损耗就越小。米勒效应不可能完全消失。 MOSFET中的米勒平台实际上就是MOSFET处于“放大区”的典型标志 用用示波器测量GS电压,可以看到在电压上升过程中有一个平台或凹坑,
这就是米勒平台。 米勒效应指在MOS管开通过程会产生米勒平台,原理如下。 理论上驱动电路在G级和S级之间加足够大的电容可以消除米勒效应。但此时开关时间会拖的很长。一般推荐值加0.1Ciess的电容值是有好处的。下图中粗黑线中那个平缓部分就是米勒平台。 删荷系数的这张图在第一个转折点处:Vds开始导通。Vds的变化通过Cgd 和驱动源的内阻形成一个微分。因为Vds近似线性下降,线性的微分是个常数,从而在Vgs处产生一个平台。 米勒平台是由于mos 的g d 两端的电容引起的,即mos datasheet里的Crss 。 这个过程是给Cgd充电,所以Vgs变化很小,当Cgd充到Vgs水平的时候,Vgs才开始继续上升。 Cgd在mos刚开通的时候,通过mos快速放电,然后被驱动电压反向充电,分担了驱动电流,使得Cgs上的电压上升变缓,出现平台
米勒效应会对MOSFET管造成怎样的影响
米勒效应会对MOSFET管造成怎样的影响 米勒平台形成的基本原理 MOSFET的栅极驱动过程,可以简单的理解为驱动源对MOSFET的输入电容(主要是栅源极电容Cgs)的充放电过程;当Cgs达到门槛电压之后,MOSFET就会进入开通状态;当MOSFET开通后,Vds开始下降,Id开始上升,此时MOSFET进入饱和区;但由于米勒效应,Vgs会持续一段时间不再上升,此时Id已经达到最大,而Vds还在继续下降,直到米勒电容充满电,Vgs又上升到驱动电压的值,此时MOSFET进入电阻区,此时Vds 彻底降下来,开通结束。 由于米勒电容阻止了Vgs的上升,从而也就阻止了Vds的下降,这样就会使损耗的时间加长。(Vgs上升,则导通电阻下降,从而Vds下降) 米勒效应在MOS驱动中臭名昭著,他是由MOS管的米勒电容引发的米勒效应,在MOS 管开通过程中,GS电压上升到某一电压值后GS电压有一段稳定值,过后GS电压又开始上升直至完全导通。为什么会有稳定值这段呢?因为,在MOS开通前,D极电压大于G 极电压,MOS寄生电容Cgd储存的电量需要在其导通时注入G极与其中的电荷中和,因MOS完全导通后G极电压大于D极电压。米勒效应会严重增加MOS的开通损耗。(MOS 管不能很快得进入开关状态) 所以就出现了所谓的图腾驱动!!选择MOS时,Cgd越小开通损耗就越小。米勒效应不可能完全消失。 MOSFET中的米勒平台实际上就是MOSFET处于“放大区”的典型标志。 用用示波器测量GS电压,可以看到在电压上升过程中有一个平台或凹坑,这就是米勒平台。 米勒平台形成的详细过程 米勒效应指在MOS管开通过程会产生米勒平台,原理如下。 理论上驱动电路在G级和S级之间加足够大的电容可以消除米勒效应。但此时开关时间
常见故障现象及处理方法
4、采用了串联式PWM 充电主电路,使充电回路的电压损失较使用二极管的充电电路降低近一半, 充电效率较非PWM 高3%-6%,增加了用电时间;过放恢复的提升充电,正常的直充,浮充自动控制方式使系统有更长的使用寿命;同时具有高精度温度补偿。 5、直观的LED 发光管指示当前电瓶状态,让用户了解使用状况。 6、所有控制全部采用工业级芯片,能在寒冷、高温、潮湿环境运行自如。同时使用了晶振定时控制,定时控制精确。 7、使用了直观的LED数码管显示设置,一键式操作即可完成所有设置,定时时间与数码管显示数字一一对应,显示更直观。 8、利用先进电源技术,大大提高单位面积的有效功率,结构更紧凑。 9、采用大口径、大间隔接线端子,可安装最大6mm2 导线,导线间隔9.5 mm,增强了绝缘性能及安装可靠性,不易滑丝。 ■控制器面板图:
■ 系统说明: 本控制器专为太阳能直流供电系统、太阳能直流路灯系统设计,并使用了专用电脑芯片的智能化控制器。采用一键式轻触开关,完成所有操作及设置。具有短路、过载、独特的防反接保护,充满、过放自动关断、恢复等全功能保护措施,详细的充电指示、蓄电池状态、负载及各种故障指示。本控制器通过电脑芯片对蓄电池的端电压、放电电流、环境温度等涉及蓄电池容量的参数进行采样,通过专用控制模型计算,实现符合蓄电池特性的放电率、温度补偿修正的高效、高准确率控制,并采用了高效PWM 蓄电池的充电模式,保证蓄电池工作在最佳的状态,大大延长蓄电池的使用寿命。具有多种工作模式、输出模式选择,满足用户各种需要。 ■ 安装及使用: 1.控制器的固定要牢靠。 外形尺寸:133 X 70(mm) 安装孔尺寸:126 X 50(mm) 2.导线的准备:建议使用多股铜芯绝缘导线。先确定导线长度,在保证安装位置的情况下, 尽可能减少连线长度,以减少电损耗。按照不大于4A/mm 2 的电流密度选择铜导线截面积, 将控制器一侧的接线头剥去5mm 的绝缘。 3.将蓄电池连线接入控制器上蓄电池的接线端子,注意+,—极,不要反接。如果连接正确, 指示灯(2)应亮,可按按键来检查。否则,需检查连接对否。如发生反接,不会烧保险及损 坏控制器任何部件。保险丝只作为控制器本身内部电路损坏短路的最终保护。 4.连接光电池导线,先连接控制器上光电池的接线端子,再将另外的端头连至光电池上,注 意+,—极,不要反接,如果有阳光,充电指示灯应亮。否则,需检查连接对否。 5.将负载的连线接入控制器上的负载输出端,注意+,—极,不要反接,以免烧坏用电器。 ■使用说明: 充电及超压指示:当系统连接正常,且有阳光照射到光电池板时,充电指示灯(1)为绿色常亮,表示系统充电电路正常;当充电指示灯(1)出现绿色快速闪烁时,说明系统过电压,处理见故障处理内容;充电过程使用了PWM 方式,如果发生过放动作,充电先要达到提升充电电压,达到后立即停充,而后直到降至充电返回电压,恢复充电,达到直充电压后,维持30min 。如果没有发生过放,将不会有提升充电方式,以防蓄电池失水。这些自动控制过程将使蓄电池达到最佳充电效果并保证或延长其使用寿命。 蓄电池状态指示:蓄电池电压在正常范围时,状态指示灯(2)为绿色常亮;充满后状态指示灯为绿色闪;当电池电压降低到过放返回电压时状态指示灯变成橙黄色;当蓄电池电压继续降低到欠压时,状态指示灯(2)变为红色,此时系统禁止启动负载,并关闭已经启动的负载输出,如果电压进一步降低到过放电压,此时红灯闪,提醒用户及时补充电能。当电池电压恢复到正常工作范围内时,直到状态指示灯(2)变为(绿色),将自动使能输出开通动作; 负载指示:当负载开通时,负载指示灯(3)为绿色常亮。负载关闭时,负载指示灯(3)熄灭,负载过载时,负载指示灯(3)绿色慢闪,负载短路时,负载指示灯(3)绿色快闪。 ■工作模式设置: 按键定义:短键:按下按健时间 < 1.5 秒,图示▲;长键:按下按健时间 > 1.5,图示●; 光控+延时方式:启动过程参考同纯光控(不同之处在于必须从白天进入夜晚才能启动,如果系统