钢结构--角焊缝的构造与计算(精)

对正面角焊缝,τf=0 对侧面角焊缝,σ f=0
钢构焊缝计算(受力)
钢结构的焊接连接 钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。焊接连接是现代钢结构最主要的连接方法。它的优点是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接的密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构的质量。缺点是:(1)在焊缝附近的热影响区内,钢材的材质变脆;(2)焊接残余应力和变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。 一、焊缝的形式 1.角焊缝 图 1 直角角焊缝截面 图 2 斜角角焊缝截面 角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f 称为角焊缝的焊脚尺寸,h e =0.7h f 为直角角焊缝的计算厚度。斜角角焊缝常用于钢漏斗和钢管结构中。对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。 2.对接焊缝 对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。 坡口形式与焊件厚度有关。当焊件厚度很小(手工焊≤t 6mm ,埋弧焊≤t 10mm )时,可用直边缝。对于一般厚度(t=10~20mm )的焊件可采用具有斜坡口的单边V 形或V 形焊缝。斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托
住熔化金属的作用。对于较厚的焊件(t>20mm),则采用U形、K形和X形坡口。对于V形缝和U形缝需对焊缝根部进行补焊。对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。 凡T形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。 图3 对接焊缝的坡口形式 3.焊缝质量检验 《钢结构工程施工质量验收规范》规定焊缝按其检验方法和质量要求分为一级、二级和三级。三级焊缝只要求对全部焊缝作外观检查且符合三级质量标准;一级、二级焊缝则除外观检查外,还要求一定数量的超声波检验并符合相应级别的质量标准。焊缝质量的外观检验检查外观缺陷和几何尺寸,内部无损检验检查内部缺陷。 二、直角角焊缝的构造与计算 角焊缝按其与作用力的关系可分为正面角焊缝、侧面角焊缝和斜焊缝。正面角焊缝的焊缝长度方向与作用力垂直,侧面角焊缝的焊缝长度方向与作用力平行,斜焊缝的焊缝长度方向与作用力倾斜,由正面角焊缝、侧面角焊缝和斜焊缝组成的混合,通常称作围焊缝。 侧面角焊缝主要承受剪力,塑性较好,强度较低。应力沿焊缝长度方向的分布不均匀,呈两端大而中间小的状态。焊缝越长,应力分布不均匀性越显著。 正面角焊缝受力复杂,其破坏强度高于侧面角焊缝,但塑性变形能力差。斜焊缝的受力性能和强度值介于正面角焊缝和侧面角焊缝之间。 1.角焊缝的构造要求 (1)最小焊脚尺寸 t(1) h f≥1.5 2 式中t2—较厚焊件厚度,单位为mm。
钢构焊缝计算受力
《钢结构》网上辅导材料二 钢结构的焊接连接 钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。焊接连接是现代钢结构最主要的连接方法。它的优点是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接的密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构的质量。缺点是:(1)在焊缝附近的热影响区内,钢材的材质变脆;(2)焊接残余应力和变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。 一、焊缝的形式 1.角焊缝 图 1 直角角焊缝截面 图 2 斜角角焊缝截面 角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f称为角焊缝的焊脚尺寸,h e=0.7h f 为直角角焊缝的计算厚度。斜角角焊缝常用于钢漏斗和钢管结构中。对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。
2.对接焊缝 对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。 坡口形式与焊件厚度有关。当焊件厚度很小(手工焊≤ t10mm) t6mm,埋弧焊≤ 时,可用直边缝。对于一般厚度(t=10~20mm)的焊件可采用具有斜坡口的单边V形或V形焊缝。斜坡口和离缝c共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p有托住熔化金属的作用。对于较厚的焊件(t>20mm),则采用U形、K形和X形坡口。对于V形缝和U形缝需对焊缝根部进行补焊。对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。 凡T形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。Array 图3 对接焊缝的坡口形式 3.焊缝质量检验 《钢结构工程施工质量验收规范》规定焊缝按其检验方法和质量要求分为一级、二级和三级。三级焊缝只要求对全部焊缝作外观检查且符合三级质量标准;一级、二级焊缝则除外观检查外,还要求一定数量的超声波检验并符合相应级别的质量标准。焊缝质量的外观检验检查外观缺陷和几何尺寸,内部无损检验检查内部缺陷。 二、直角角焊缝的构造与计算
角焊缝及其计算
角焊缝及其计算 型式及分类 截面形式:普通型(等边凸形)、平坦型(不等边凹形)、凹面形 两焊脚边夹角:直角角焊缝、斜角角焊缝、焊缝长度与作用方向 1.侧面角焊缝(侧缝) 侧缝主要承受剪力,应力状态叫单纯,在弹性阶段,剪应力沿焊缝长度方向分布不均匀,两端大中间小,且焊缝越长越不均匀,但侧缝塑性好。 2.正面角焊缝(端缝) 端缝连接中传力线有较大的弯折,应力状态较复杂,正面角焊缝沿焊缝长度方向分布比较均匀,但焊脚及有效厚度面上存在严重的应力集中现象,所以其破坏属于正应力和剪应力的综合破坏,但正面角焊缝的刚度较大,变形较小,塑性较差,性质较脆。 3.斜向角焊缝 斜向角焊缝受力情况较复杂,其性能介于侧缝和端缝之间,常用于杆件倾斜相支的情况,也用在板件较宽,内力较大连接中。 4.周围角焊缝 主要为了增加焊缝的长度和使焊缝遍及板件全宽,而把板件交搭处的所有交搭线尽可能多的加以焊接,成为开口或封闭的周围角焊缝。构造及要求。 4.1.最小焊脚尺寸 4.2.最大焊脚尺寸贴边处满足
4.3.角焊缝最小长度 4.4.侧面角焊缝最大计算长度 4.5.板件端部仅有两条角焊缝时每条侧面角焊缝的计算长度 4.6.搭接连接中搭接长度应满足而且不宜采用一条正面角焊缝来传力。 4.7.在次要构件和焊缝连接中,允许采用断续角焊缝,各段间距满足以保证整体受力。 角焊缝连接计算 基本计算公式 轴心作用下的角焊缝计算 轴心作用下角钢的角焊缝计算 弯矩,剪力和轴心力共同作用下角焊缝计算(T形接头) 弯矩,剪力和轴心力共同作用下角焊缝计算(搭接形接头) 1. 端缝、侧缝在轴向力作用下的计算: (1)端缝 ——垂直于焊缝长度方向的应力; he ——角焊缝有效厚度; lw ——角焊缝计算长度,每条角焊缝取实际长度减10mm(每端减5mm);ffw ——角焊缝强度设计值;bf ——系数,对承受静力荷载和间接承受动力荷载的结构,bf =1.22,直接承受动力荷载bf =1.0。 (2)侧缝
钢结构计算题解答
Q235 用。由于翼缘处的剪应力很小,假定剪力全部由腹板的竖向焊缝均匀承受,而弯矩由整个T 形焊缝截面承受。分别计算a 点与b 点的弯矩应力、腹板焊缝的剪应力及b 点的折算应力,按照各自应满足的强度条件,可以得到相应情况下焊缝能承受的力F i ,最后,取其最小的F 值即为所求。 1.确定对接焊缝计算截面的几何特性 (1)确定中和轴的位置 ()()()()80 10 102401020160)10115(1010240510201601≈?-+?-+??-+??-= y mm 160802402=-=y mm (2)焊缝计算截面的几何特性 ()6232 31068.22)160115(230101014012 151602301014023010121mm I x ?=-??+??++-??+??= 腹板焊缝计算截面的面积: 230010230=?=w A mm 2 2.确定焊缝所能承受的最大荷载设计值F 。 将力F 向焊缝截面形心简化得: F Fe M 160==(KN·mm) F V =(KN )
查表得:215=w c f N/mm 2,185=w t f N/mm 2,125=w v f N/mm 2 点a 的拉应力M a σ,且要求M a σ≤w t f 18552.010 226880101604 31===???==w t x M a f F F I My σ N/mm 2 解得:278≈F KN 点b 的压应力M b σ,且要求M b σ≤w c f 215129.110 2268160101604 32===???==w c x M b f F F I My σ N/mm 2 解得:5.190≈F KN 由F V =产生的剪应力V τ,且要求V τ≤w V f 125435.010 23102 3===??=w V V f F F τ N/mm 2 解得:7.290≈F KN 点b 的折算应力,且要求起步大于1.1w t f () ()()w t V M b f F F 1.1435.03129.132 22 2=?+= +τσ 解得:168≈F KN
焊缝要求
中文词条名:钢结构设计规范·构造要求·焊缝连接 英文词条名: 8.2.2焊缝金属应与主体金属相适应。当不同强度的钢材连接时,可采用与低强度钢材相适应的焊接材料。 8.2.2在设计中不得任意加大焊缝,避免焊缝立体交叉和在一处集中大量焊缝,同时焊缝的布置应尽可能对称于构件形心轴。 焊件厚度大于20mm的角接接头焊缝,应采用收缩时不易引起层状撕裂的构造。 注:钢板的拼接当采用对接焊缝时,纵横两方向的对接焊缝,可采用十字形交叉或T形交叉;当为T形交叉时,交叉点的间距不得小于200mm。 8.2.3对接焊缝的坡口形式,宜根据板厚和施工条件按有关现行国家标准的要求选用。8.2.4在对接焊缝的拼接处:当焊件的宽度不同或厚度在一侧相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角(图8.2.4);当厚度不同时,焊缝坡口形式应根据较薄焊件厚度按第8.2.3条的要求取用。 图8.2.4 不同宽度或厚度钢板的拼接 注:直接承受动力荷载且需要进行疲劳计算的结构,本条所指斜角坡度不大于1:4。 8.2.5当采用部分焊透的对接焊缝时,应在设计图中注明坡口的形式和尺寸,其计算厚度h (mm)不得小于`1.5sqrtt`,t(mm)为焊件的较大厚度。在直接承受动力荷载的结构中,垂直于受e 力方向的焊缝不宜采用部分焊透的对接焊缝。
8.2.6角焊缝两焊脚边的夹角a一般为90。“(直角角焊缝)。夹角a>135。或a<60。的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。 8.2.7角焊缝的尺寸应符合下列要求: 1角焊缝的焊脚尺寸h1(mm)不得小于1.5`sqrtt`,t(mm)为较厚焊件厚度(当采用低氢型碱性焊条施焊时,t可采用较薄焊件的厚度)。但对埋弧自动焊,最小焊脚尺寸可减小1mm;对T 形连接的单面角焊缝,应增加1mm。当焊件厚度等于或小于4mm时,则最小焊脚尺寸应与焊件厚度相同。 2角焊缝的焊脚尺寸不宜大于较薄焊件厚度的1.2倍(钢管结构除外),但板件(厚度为t)边缘的角焊缝最大焊脚尺寸,尚应符合下列要求: 1)当t≤6mm时,h f≤t; 2)当t>6mm时,h f≤t-(l~2 )mm。 圆孔或槽孔内的角焊缝焊脚尺寸尚不宜大于圆孔直径或槽孔短径的1/3。 3角焊缝的两焊脚尺寸一般为相等。当焊件的厚度相差较大且等焊脚尺寸不能符合本条第1、2款要求时,可采用不等焊脚尺寸,与较薄焊件接触的焊脚边应符合本条第2款的要求;与较厚 焊件接触的焊脚边应符合本条第1款的要求。 4侧面角焊缝或正面角焊缝的计算长度不得小于8h f,和4Omm。 5侧面角焊缝的计算长度不宜大于60h f,当大于上述数值时,其超过部分在计算中不予考虑。若内力沿侧面角焊缝全长分布时,其计算长度不受此限。 8.2.8在直接承受动力荷载的结构中,角焊缝表面应做成直线形或凹形。焊脚尺寸的比例:对正面角焊缝宜为1:1.5长边顺内力方向);对侧面角焊缝可为1:1。 8.2.9在次要构件或次要焊缝连接中,可采用断续角焊缝。断续角焊缝焊段的长度不得小于10h1,或50mm,其净距不应大于15t(对受压构件)或30t(对受拉构件),t为较薄焊件的厚度。 8.2.1O当板件的端部仪有两侧面角焊缝连接时,每条侧面角焊缝长度不宜小于两侧面角焊缝之间的距离;同时两侧面角焊缝之间的距离不宜大于16t(当t>12mm)或190mm(当t≤12m
角焊缝的构造和计算
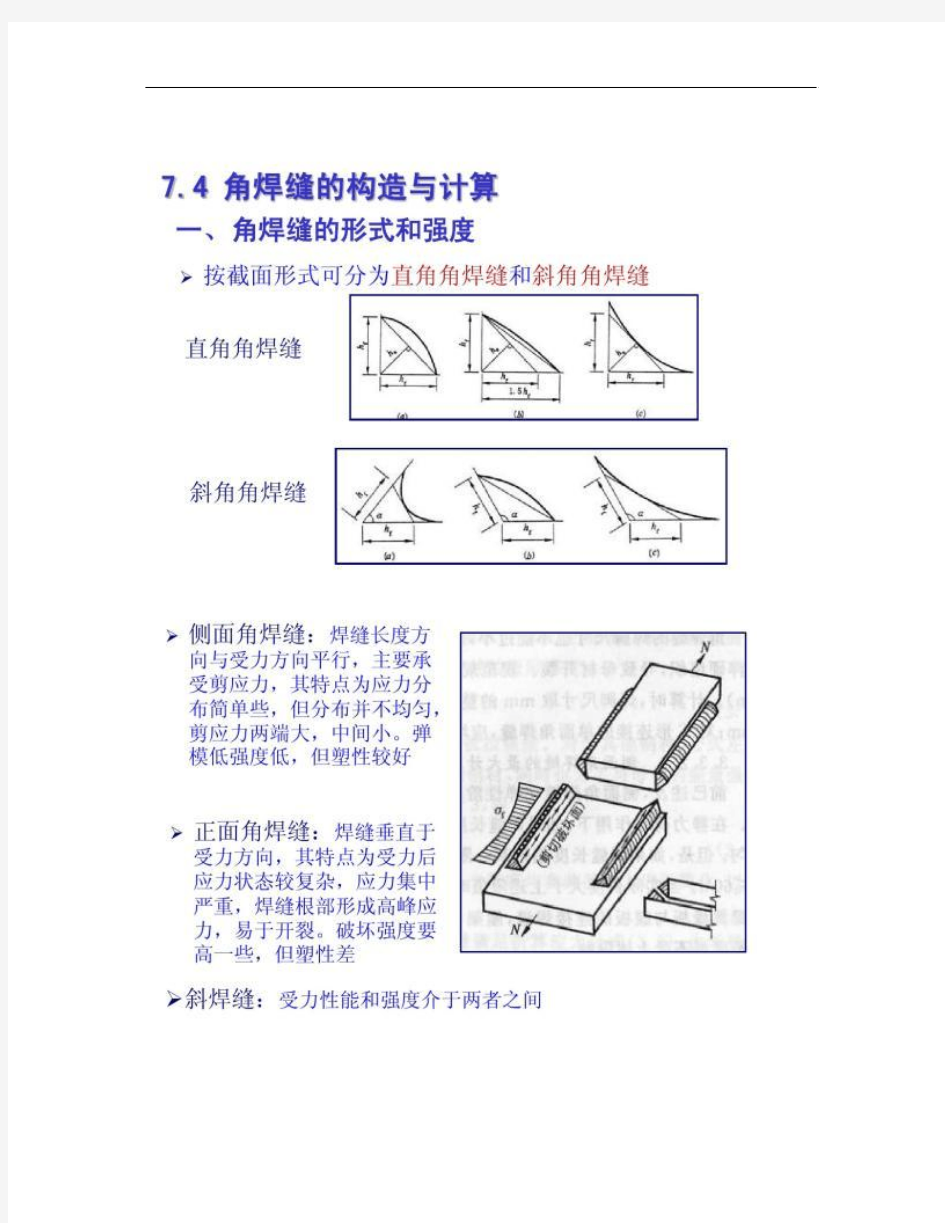
第三章连接 §3-3角焊缝的构造和计算 3.3.1角焊缝的构造 一、角焊缝的形式和强度 角焊缝(fillet welds)是最常用的焊缝。角焊缝按其与作用力的关系可分为:焊缝长度方向与作用力垂直的正面角焊缝;焊缝长度方向与作用力平行的侧面角焊缝以及斜焊缝。按其截面形式可分为直角角焊缝(图3.3.1)和斜角角焊缝(图3.3.2)。 直角角焊缝通常做成表面微凸的等腰直角三角形截面(图3.3.1a)。在直接承受动力荷载的结构中,正面角焊缝的截面常采用图3.3.1(b)所示的坦式,侧面角焊缝的截面则作成凹面式(图3.3.1c)。图中的hf为焊角尺寸。 两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝(图3.3.2)。斜角角焊缝常用于钢漏斗和钢管结构中。对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
传力线通过侧面角焊缝时产生弯折,应力沿焊缝长度方向的分布不均匀,呈两端大而中间小的状态。焊缝越长,应力分布越不均匀,但在进入塑性工作阶段时产生应力重分布,可使应力分布的不均匀现象渐趋缓和。 正面角焊缝(图3.3.3b)受力较复杂,截面的各面均存在正应力和剪应力,焊根处有很大的应力集中。这一方面由于力线的弯折,另一方面焊根处正好是两焊件接触间隙的端部,相当于裂缝的尖端。经试验,正面角焊缝的静力强度高于侧面角焊缝。国内外试验结果表明,相当于Q235钢和E43型焊条焊成的正面角焊缝的平均破坏强度比侧面角焊缝要高出35%以上(图3.3.4)。低合金钢的试验结果也有类似情况。由图3.3.4看出,斜焊缝的受力性能和强度介于正面角焊缝和侧面角焊缝之间。 二、角焊缝的构造要求 1、最大焊脚尺寸 为了避免烧穿较薄的焊件,减少焊接应力和焊接变形,角焊缝的焊脚尺寸
直角角焊缝连接的构造和计算
§3.3 直角角焊缝连接的构造和计算 一.定义 侧焊缝——焊缝轴线平行于力线; 端焊缝——焊缝轴线垂直于力线; 斜焊缝——焊缝轴线倾斜于力线。 二.直角角焊缝应力分析 大量试验结果表明,侧面角焊缝主要承受剪应力。传力线通过侧面角焊缝时产生弯折,应力沿焊缝长度方向的分布不均匀,呈两端大而中间小的状态。 试验证明: 1.侧焊缝以45°“咽喉截面”破坏居多; 2.端焊缝的强度是侧焊缝强度的1.35~1.55倍。 规范规定:在焊缝计算时以侧焊缝强度为基准(w f f ),端焊缝强度为1.22w f f ,斜焊缝强度为 。3 θ sin 12 w f -f 三.直角角焊缝的构造 t 1-(1~2) t 1 h f ≤1.2t min h f ≤ (当t 1>6) (当t 1≤6)h f h f t 2 t 1 t 1 t 2 1.最小焊缝高度:fmin h =11.5t ,1t —较厚板件的厚度; 2.最大焊缝高度:2fmax 1.2t h =,2t —较薄板件的厚度; 对于贴边焊
当t ≤6mm 时,fmax h =t ; 当t >6mm 时,fmax h =t -(1~2)mm 要求:fmin h ≤f h ≤fmax h 3.最大焊缝长度:fmax l =60f h (静荷) fmax l =40f h (动荷) 若内力沿角焊缝全长分布,则计算长度不受此限; 4.最小焊缝长度:fmin l =8f h ≮40mm 要求:fmin l ≤f l ≤fmax l 5.搭接连接的构造要求 试验结果表明,连接的承载力与b/lw 有关。 要求: w b l ≤ 和 16 (1190 (12)t t m m b m m t m m >?
钢构焊缝计算受力
钢构焊缝计算受力 The following text is amended on 12 November 2020.
钢结构的焊接连接 钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。焊接连接是现代钢结构最主要的连接方法。它的优点是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接的密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构的质量。缺点是:(1)在焊缝附近的热影响区内,钢材的材质变脆;(2)焊接残余应力和变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。 一、焊缝的形式 1.角焊缝 图 1 直角角焊缝截面 图 2 斜角角焊缝截面 角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f 称为角焊缝的焊脚尺寸,h e =为直角角焊缝的计算厚度。斜角角焊缝常用于钢漏斗和钢管结构中。对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。 2.对接焊缝 对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。 坡口形式与焊件厚度有关。当焊件厚度很小(手工焊≤t 6mm ,埋弧焊≤t 10mm )时,可用直边缝。对于一般厚度(t=10~20mm )的焊件可采用具有斜坡口的单边V 形或V 形焊缝。斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。对于较厚的焊件(t >20mm ),则采用U 形、K 形和X 形坡口。对于V 形缝和U 形缝需对焊缝根部进行补焊。对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。 凡T 形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。
角焊缝的焊接既计算
第三章 连接 返回 §3-3 角焊缝的构造和计算 3.3.1角焊缝的构造 一、角焊缝的形式和强度 角焊缝(fillet welds )是最常用的焊缝。角焊缝按其与作用力的关系可分为:焊缝长度方向与作用力垂直的正面角焊缝;焊缝长度方向与作用力平行的侧面角焊缝以及斜焊缝。按其截面形式可分为直角角焊缝(图3.3.1)和斜角角焊缝(图3.3.2)。 直角角焊缝通常做成表面微凸的等腰直角三角形截面(图3.3.1a )。在直接承受动力荷载的结构中,正面角焊缝的截面常采用图3.3.1(b )所示的坦式,侧面角焊缝的截面则作成凹面式(图3.3.1c )。图中的h f 为焊角尺寸。 两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝(图3.3.2)。斜角角焊缝常用于钢漏斗和钢管结构中。对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。 传力线通过侧面角焊缝时产生弯折,应力沿焊缝长度方向的分布不均匀,呈两端大而中间小的状态。焊缝越长,应力分布越不均匀,但在进入塑性工作阶段时产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
正面角焊缝(图3.3.3b)受力较复杂,截面的各面均存在正应力和剪应力,焊根处有很大的应力集中。这一方面由于力线的弯折,另一方面焊根处正好是两焊件接触间隙的端部,相当于裂缝的尖端。经试验,正面角焊缝的静力强度高于侧面角焊缝。国内外试验结果表明,相当于Q235钢和E43型焊条焊成的正面角焊缝的平均破坏强度比侧面角焊缝要高出35%以上(图3.3.4)。低合金钢的试验结果也有类似情况。由图3.3.4看出,斜焊缝的受力性能和强度介于正面角焊缝和侧面角焊缝之间。 二、角焊缝的构造要求 1、最大焊脚尺寸 为了避免烧穿较薄的焊件,减少焊接应力和焊接变形,角焊缝的焊脚尺寸不宜太大。规范规定:除了直接焊接钢管结构的焊脚尺寸hf不宜大于支管壁厚的2倍之外,hf不宜大于较薄焊件厚度的1.2倍。 在板件边缘的角焊缝,当板件厚度t>6mm时,h f≤t;当t>6mm时,hf≤t-(1-2)mm;。圆孔或槽孔内的角焊缝尺寸尚不宜大于圆孔直径或槽孔短径的1/3。 2、最小焊脚尺寸
角焊缝的构造和计算
3.3 角焊缝的构造和计算 3.3.1 角焊缝的形式和强度 角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝; 正面角焊缝:焊缝长度方向与作用力垂直; 侧面角焊缝:焊缝长度方向与作用力平行。 按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。 直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。 两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。 大量试验结果表明: 侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂
钢结构焊缝连接-附答案
钢结构练习二焊缝连接 一、选择题(××不做要求) 1.焊缝连接计算方法分为两类,它们是( C )。 A)手工焊缝和自动焊缝 B)仰焊缝和俯焊缝 C)对接焊缝和角焊缝 D)连续焊缝和断续焊缝 2.钢结构连接中所使用的焊条应与被连接构件的强度相匹配,通常在被连接构件选用Q345时,焊条选用( B )。 A)E55 B)E50 C)E43 D)前三种均可 3.产生焊接残余应力的主要因素之一是( C )。 A)钢材的塑性太低 B)钢材的弹性模量太高 C)焊接时热量分布不均 D)焊缝的厚度太小 ××4.不需要验算对接焊缝强度的条件是斜焊缝的轴线和外力N之间的夹角θ满足( B )。 A)tanθ≤1.5 B)tanθ>1.5 C)θ≥70° D)θ<70° 5.角钢和钢板间侧焊搭接连接,当角钢肢背与肢尖焊缝的焊脚尺寸和焊缝的长度都等同时,( C )。 A)角钢肢背的侧焊缝与角钢肢尖的侧焊缝受力相等 B)角钢肢尖侧焊缝受力大于角钢肢背的侧焊缝 C)角钢肢背的侧焊缝受力大于角钢肢尖的侧焊缝 D)由于角钢肢背和肢尖的侧焊缝受力不相等,因而连接受有弯矩的作用 6.在动荷载作用下,侧焊缝的计算长度不宜大于( B )。 A)60h f B)40 h f C)80 h f D)120 h f 7.直角角焊缝的有效厚度h e=( A )。 A)0.7 h f B)h f C)1.2 h f D)1.5 h f 8.等肢角钢与钢板相连接时,肢背焊缝的内力分配系数为( A )。 A)0.7 B)0.75 C)0.65 D)0.35 9.图示的角焊缝在P的作用下,最危险点是( B )。 A)a、b点 B)b、d点 C)c、d点 D)a、c点 ××10.对于直接承受动力荷载的结构,计算正面直角焊缝时( C )。 A)要考虑正面角焊缝强度的提高 B)要考虑焊缝刚度影响 C)与侧面角焊缝的计算式相同 D)取βf=1.22 11.斜角焊缝主要用于( C )。 A)钢板梁 B)角钢桁架 C)钢管结构 D)薄壁型钢结构
角焊缝的构造要求参考模板
角焊缝的构造要求 1焊接金属应与基本金属相适应,两种不同强度材料焊接时,可采用和低强度材料相适应的焊材。 2设计不能任意加大焊缝,避免在一处集中焊缝,同时焊缝的分布应尽可能对称于构件或杆件的重心,尽可能使焊缝和重心重合,否则要考虑其偏心的影响。 3钢板拼接时,纵横两方向的焊缝可采用十字交叉和T形交叉。当采用T形交叉时,交叉点不得小于200mm。4不同宽度或厚度的钢板对接,当一侧宽度或厚度相差4mm以上时,应从一侧或两侧制作成不大于1∶2.5的斜角。 5不焊透的对接缝,设计图中应注明坡口形式和尺寸,其有效厚度不小于1.5√t,t为较厚的焊件厚度。承受动荷载的结构,垂直于受力方向的焊缝不宜采用部分镕透的焊缝。 6角焊缝两焊脚边的夹角一般为90度,夹角大于135度或小于60度的斜角焊缝不宜作受力焊缝,钢管除外。 7角焊缝尺寸应符合以下要求: (1)hf(mm)不小于1.5√t,t为较厚的焊件厚度(mm);但对于自动焊可减小1mm,对T形连接的单面焊缝应增加1mm。 焊件厚度等于或小于4mm时,则最小焊脚尺寸应和焊件相同 角焊缝常用最小焊脚尺寸 (2)角焊缝的焊脚尺寸,除钢管外,不宜大于较薄焊件厚度的1.2倍;板件边缘的角焊缝焊脚尺寸,尚应符合以下要求: ① t小于等于6mm时,hf小于等于t;
② t小于等于4mm时,hf小于等于t-(1~2mm.); 与圆孔或槽孔内的角焊缝焊脚高尚不宜大于孔径或槽孔短径的1/3。 (3)角焊缝两焊脚尺寸一般应相等,当焊件厚度相差较大且不能符合本条(1)、(2)项要求时,可采用不同的焊脚高。此时与较薄焊件接触的焊脚边应符合(2);而与较厚焊件相接触的焊脚边应符合(1)的要求。 (4)侧面角焊缝或正面角焊缝的计算长度不得小于8hf和40mm; (5) 侧面角焊缝的计算长度,对承受静荷载或间接承受动力荷载的连接,不宜大于60hf; 对承受动力荷载的连结,不宜大于40hf; 当超过上述数值时,其超过部分在计算中不予考虑。若内力沿侧面角缝全长分布时,其计算长度不受此限制。 8在直接承受动力荷载的结构中,角焊缝表面应做成直线或凹形;焊脚尺寸比例:对正面角焊缝宜为1∶1.5(长边顺内力方向);对侧面焊缝可为1∶1。 9在次要结构或次要焊缝连接中,可采用断续角焊缝,断续角焊缝间的净距,对受压构件不应大于15t,对受拉构件不应大于30t。t为较薄构件厚度。 10当板件端部仅有侧面角缝连接时,每条侧角缝长度L W不宜小于两侧角缝间的距离b,同时b尚应符合以下要求: (1)当t大于12mm时,b小于16t; (2)当t大小于等于12mm时,b小于190。 t为较薄焊件厚度。当b不能满足上述要求时,可增加正面焊缝或槽焊、塞焊。 11设计直角槽焊缝和塞焊缝时,可根据下图所示的要求决定其孔径、间距和计算长度。 直角槽焊缝 (a)直角槽焊缝计算长度:lw=2l+2π (R-hf/4); (b)直角槽焊缝的孔径、间距:d≥3hf;且≥1.5t;
钢构焊缝计算受力
钢构焊缝计算受力 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
钢结构的焊接连接 钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。焊接连接是现代钢结构最主要的连接方法。它的优点是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接的密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构的质量。缺点是:(1)在焊缝附近的热影响区内,钢材的材质变脆;(2)焊接残余应力和变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。 一、焊缝的形式 1.角焊缝 图 1 直角角焊缝截面 图 2 斜角角焊缝截面 角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f称为角焊缝的焊脚尺寸,h e=为直角角焊缝的计算厚度。斜角角焊缝常用于钢漏斗和钢管结构中。对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。 2.对接焊缝
对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。 坡口形式与焊件厚度有关。当焊件厚度很小(手工焊≤t 6mm ,埋弧焊≤t 10mm )时,可用直边缝。对于一般厚度(t=10~20mm )的焊件可采用具有斜坡口的单边V 形或V 形焊缝。斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。对于较厚的焊件(t >20mm ),则采用U 形、K 形和X 形坡口。对于V 形缝和U 形缝需对焊缝根部进行补焊。对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。 凡T 形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。 图3 对接焊缝的坡口形式 3.焊缝质量检验 《钢结构工程施工质量验收规范》规定焊缝按其检验方法和质量要求分为一级、二级和三级。三级焊缝只要求对全部焊缝作外观检查且符合三级质量标准;一级、二级焊缝则除外观检查外,还要求一定数量的超声波检验并符合相应级别的质量标准。焊缝质量的外观检验检查外观缺陷和几何尺寸,内部无损检验检查内部缺陷。 二、直角角焊缝的构造与计算 角焊缝按其与作用力的关系可分为正面角焊缝、侧面角焊缝和斜焊缝。正面角焊缝的焊缝长度方向与作用力垂直,侧面角焊缝的焊缝长度方向与作用力平行,斜焊缝 的焊
角焊缝的焊接既计算
第三章连接返回 §3-3角焊缝的构造和计算 3.3.1角焊缝的构造 一、角焊缝的形式和强度 角焊缝(fillet welds)是最常用的焊缝。角焊缝按其与作用力的关系可分为:焊缝长度方向与作用力垂直的正面角焊缝;焊缝长度方向与作用力平行的侧面角焊缝以及斜焊缝。按其截面形式可分为直角角焊缝(图3.3.1)和斜角角焊缝(图3.3.2)。 直角角焊缝通常做成表面微凸的等腰直角三角形截面(图3.3.1a)。在直接承受动力荷载的结构中,正面角焊缝的截面常采用图3.3.1(b)所示的坦式,侧面角焊缝的截面则作成凹面式(图3.3.1c)。图中的h f为焊角尺寸。 两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝(图3.3.2)。斜角角焊缝常用于钢漏斗和钢管结构中。对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。 传力线通过侧面角焊缝时产生弯折,应力沿焊缝长度方向的分布不均匀,呈两端大而中间小的状态。焊缝越长,应力分布越不均匀,但在进入塑性工作阶段时产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
正面角焊缝(图3.3.3b)受力较复杂,截面的各面均存在正应力和剪应力,焊根处有很大的应力集中。这一方面由于力线的弯折,另一方面焊根处正好是两焊件接触间隙的端部,相当于裂缝的尖端。经试验,正面角焊缝的静力强度高于侧面角焊缝。国内外试验结果表明,相当于Q235钢和E43型焊条焊成的正面角焊缝的平均破坏强度比侧面角焊缝要高出35%以上(图3.3.4)。低合金钢的试验结果也有类似情况。由图3.3.4看出,斜焊缝的受力性能和强度介于正面角焊缝和侧面角焊缝之间。 二、角焊缝的构造要求 1、最大焊脚尺寸 为了避免烧穿较薄的焊件,减少焊接应力和焊接变形,角焊缝的焊脚尺寸不宜太大。规范规定:除了直接焊接钢管结构的焊脚尺寸hf不宜大于支管壁厚的2倍之外,hf不宜大于较薄焊件厚度的1.2倍。 在板件边缘的角焊缝,当板件厚度t>6mm时,h f≤t;当t>6mm时,hf≤t-(1-2)mm;。圆孔或槽孔内的角焊缝尺寸尚不宜大于圆孔直径或槽孔短径的1/3。 2、最小焊脚尺寸