HardFault_Handler原因查找及处理

STM32出现HardFault_Handler故障的原因主要有两个方面:
1、内存溢出或者访问越界。这个需要自己写程序的时候规范代码,遇到了需要慢慢排查。
2、堆栈溢出。增加堆栈的大小。
出现问题时排查的方法:
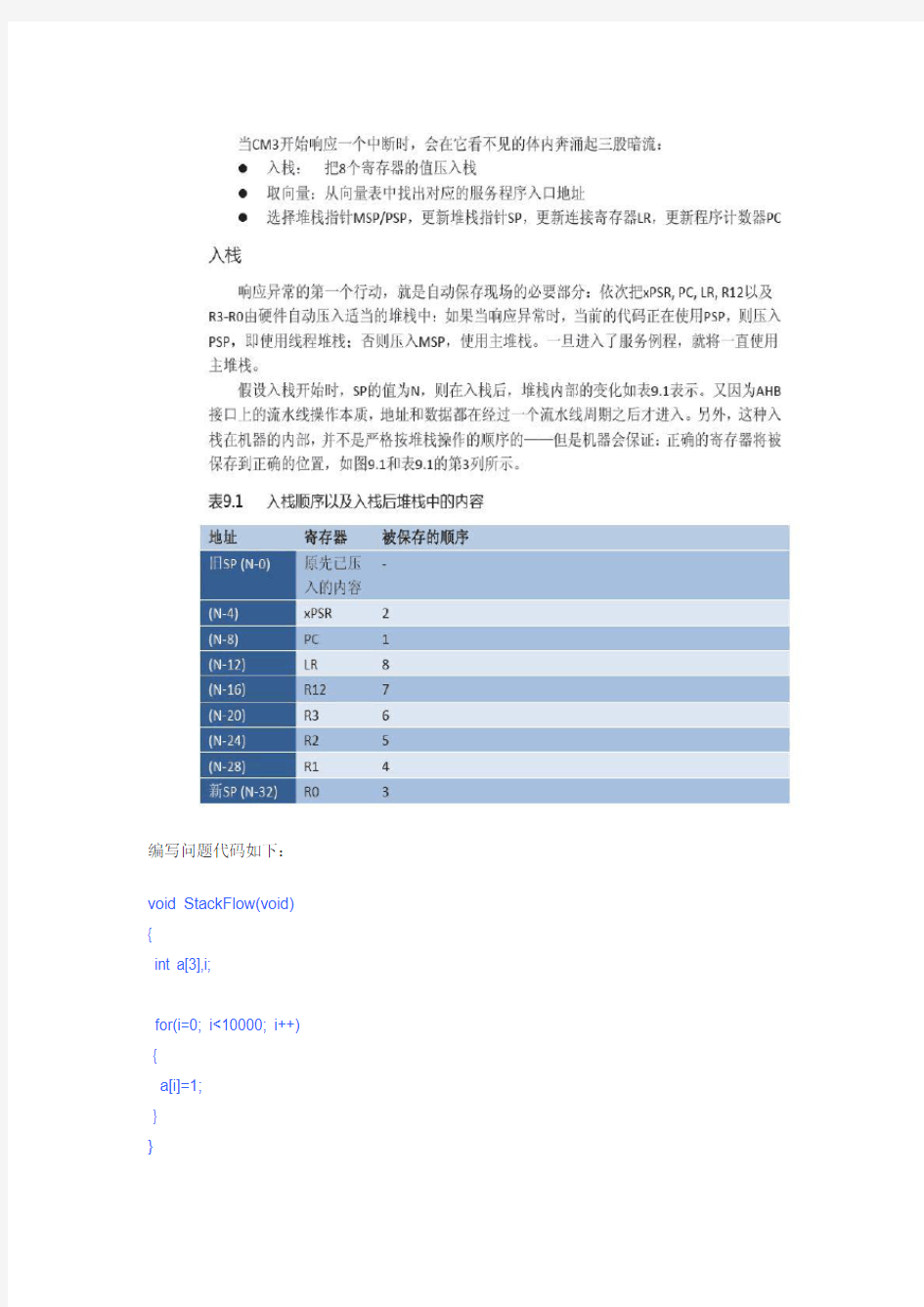
发生异常之后可首先查看LR寄存器中的值,确定当前使用堆栈为MSP或PSP,然后找到相应堆栈的指针,并在内存中查看相应堆栈里的内容。由于异常发生时,内核将
R0~R3、R12、LR、PC、XPRS 寄存器依次入栈,其中LR即为发生异常前PC将要执行的下一条指令地址。
注意:寄存器均是32位,且STM32是小端模式。(参考Cortex-M3权威)
编写问题代码如下:
void StackFlow(void) {
int a[3],i;
for(i=0; i<10000; i++) {
a[i]=1;
}
}
void SystemInit(void)
{
/* Reset the RCC clock configuration to the default reset state ------------*/
/* Set HSION bit */
RCC->CR |= (uint32_t)0x00000001;
/* Reset CFGR register */
RCC->CFGR = 0x00000000;
/* Reset HSEON, CSSON and PLLON bits */
RCC->CR &= (uint32_t)0xFEF6FFFF;
/* Reset PLLCFGR register */
RCC->PLLCFGR = 0x24003010;
StackFlow();
/* Reset HSEBYP bit */
RCC->CR &= (uint32_t)0xFFFBFFFF;
。。。。。。。。。。。。。。
}
DEBUG如下图
SP值为0x20008560,查看堆栈里面的值依次为R0~R3、R12、LR、PC、XPRS,例如R0(10 27 00 00), 显然堆栈后第21个字节到24字节即为LR,该地址0x08001FFD即为异常前PC将要执行的下一条指令地址(即StackFlow()后面的语句处RCC->CR &= (uint32_t)0xFFFBFFFF)
另一种方法:
默认的HardFault_Handler处理方法不是B .这样的死循环么?楼主将它改成BX LR直接返回的形式。然后在这条语句打个断点,一旦在断点中停下来,说明出错了,然后再返回,就可以返回到出错的位置的下一条语句那儿
__asm void wait()
{
BX lr
}
void HardFault_Handler(void)
{
/* Go to infinite loop when Hard Fault exception occurs */
wait(); }
体检静脉采血过程中出现晕针的常见原因及护理对策
体检静脉采血过程中出现晕针的常见原因及护理对策 发表时间:2017-12-08T16:28:33.850Z 来源:《中国误诊学杂志》2017年第18期作者:彭云杰[导读] 现如今时代在不断发展,那么体检也开始被人们越来越重视,健康生活开始成为人一生中最值得珍重的宝贵财富[1]。天津市血液中心 300110 摘要:目的对于体检过程中采血出现晕针的常见原因和护理对策进行分析,以便为临床提供可行的帮助。方法本研究选择研究对象为我科室在2017年1月到2017年9月进行体检时,采血出现不同程度的晕针状态的体检者33例进行研究,对于所有体检者的心理因素、机体因素、体位因素和环境因素等各方面因素进行调查,并作出原因分析。同时采取有针对性的护理措施加以干预。结果本研究33例体检者都出现了晕针的情况,对于体检者出现晕针的因素进行分析,最为常见的因素是心理因素,依次为体位因素、机体因素和环境因素。结论在体检的时候为体检者进行采血,优良的环境、高超的技术和优质的护理服务能够可行的消除体检者紧张的情绪,在很大程度上降低了晕针的发生情况。 关键词:体检者;采血;晕针 现如今时代在不断发展,那么体检也开始被人们越来越重视,健康生活开始成为人一生中最值得珍重的宝贵财富[1]。在进行体检过程中,静脉采血是一个不可忽略的步骤,也是一个不可缺少的环节,但是在采血过程中偶尔会发生晕针的情况,这也为一些体检的护理工作提高了护理质量[2]。体检者晕针的时候会出现脸色苍白,甚至存在有恶心呕吐和大汗淋漓的情况,存在有高度的紧张情绪,血压骤然下降,甚至会有严重的时候出现休克症状,所以必须进行及时的处理。本研究主要调查体检静脉采血过程中出现晕针的常见因素,并且对于护理对策进行探究,结果取得满意成效,现将主要研究情况报道如下。 1.资料与方法 1.1一般资料 本研究所有选择的研究对象均来自我科室在2017年1月到2011年9月进行体检时出现晕针的33例体检者。对于所有体检者进行分析,有男性13例,女性20例,体检者的年龄为21岁~64岁,平均年龄为(35.2±11.4)岁。存在有抽血前出现晕针的6例,抽血过程中出现晕针的20例,打针以后出现晕针的7例。大多数体检者都在晕针的过程中表现为面色苍白,存在有恶心呕吐症状,个别患者大汗淋漓。本研究中出现4例体检者有血压下降情况,出现了暂时性意识丧失,在持续数秒或数分钟以后恢复。本研究33例体检者,改变采血体位,并进行相关的指导以后,顺利地完成采血,再休息半小时左右后自行离开,没有后遗症。 1.2调查方法 本研究在进行调查时选择采用,问卷调查的方法进行,对所有参与者都阐明调查的意义和目的。使调查者主动的配合,并且同意对其发放调查问卷,所有的参与者都是现场完成,并且立即对问卷进行回收,做出统一的统计分析处理。调查问卷的内容主要包括有,体检者对运真最重要的因素涉及到:机体因素、心理因素、体位因素和环境因素。并对于晕针的不同程度和不同因素进行统计学分析并作出处理,对于相关原因提出有效的护理对策。 1.3统计学分析 将本研究所有数据都调入统计学软件中进行统计学处理,统计学软件,使用版本为IBM SPSS23.0,P<0.05为差异明显,具有统计学意义。 2.结果 本研究33例体检者对晕针最重要的因素进行排列,显示的因素,依次为心理因素33例,体位因素29例,机体因素24例,环境因素20例,分别占100.00%,87.88%,72.73%,60.61%。调查问卷显示,在本研究调查当中,首次出现抽血晕针的26例,7例为多次采血晕针者。 出现晕针的33例体检研究对象均采用坐姿,接受静脉采血,因此出现晕针的情况可能和体位差异存在关联。从性别角度来看,本次调查当中有男性13例,女性20例,因此可以推测出晕针的发生率是女性高于男性。从年龄差异性来看,本次调查当中出现晕针的年龄段没有显著的差异性。从空腹角度来看,在本研究期限内进行采血的人次为2064人,出现晕针的33例,所有研究对象均为餐后抽血,比例相比较小,没有明显的差异性。 3.讨论 3.1常见原因分析 心理因素是一个较为常见的因素,从本研究结果看出,晕针者最难跨度的一道坎,就是心理因素,因为对于相关的采血知识,认识不充足,所以产生了一定的紧张和恐惧,焦虑情绪,因为一些疼痛的刺激,会导致大脑皮层影响下步反射性出现迷走神经交感神经紊乱,导致用电情况发生。第二个因素是机体因素,中青年对于事物的刺激具有较强的敏感性,所以对于疼痛更加敏感,再加上抽血过程中过度紧张,会使得痛觉较为强烈,因此和机体神经达到一定程度,就出现了晕针的状态。第三个因素是体内因素,因座位进行抽血,更容易出现晕针的情况,主要是因为座位才写的时候,下肢的肌肉和静脉张力相对较低,就导致血液循环储存在下肢,它会使得回心血量减少,供应脑部的血量减少,导致晕针情况发生。还有一个因素是环境因素,在某种程度上也会影响孕症的发生,因为诊室拥挤,空气不流通导致体检者出汗,或者是因为人员较多,屋子封闭产生的二氧化碳气体过多,周围环境嘈杂的情况,都可能导致在进行抽血时出现晕针[3]。 3.2护理对策分析 最重要的就是需要进行心理疏导工作,有一部分体检者因为有过穿刺失败的经历,所以在采血之前可能会表现出高度紧张和恐惧感,为此护理人员应该进行耐心的解释做好心理疏导工作。采用通俗易懂的言语,对采血人员讲解抽血的常识,并使其明确晕针和晕血是一种常见的现象。促使其消除思想顾虑,帮助其树立采写的信心。如果健康体检者有过晕针史,护理人员在对其进行采血的时候需要认真地听其主诉,帮助其分析出现相关情况的原因,在操作过程当中叮嘱其要注意深呼吸,避免其观看操作的过程,也可以通过与其谈话的方式来分散其注意力。需要确保采血的人员采取卧位或者座位头伏与采血台上进行抽血,如果出现晕厥情况,需要确保其头部处于相对的状态,以便于减轻大脑的缺氧情况等等。
接触网常见故障分析及对策
第四章、牵引网常见故障分析及对策 第1节、牵引网故障现象与分析 第2节、故障处理措施 第3节、电气烧伤故障原因分析 第4节、电气联结方面故障 第5节、绝缘方面故障 第四章、接触网常见故障分析及对策 随着以动车组开行为标志的铁路第六次大面积提速调图工作顺利实施,在我国的繁忙铁路干线上又多了一道靓丽的风景——动车组。由于动车组结构、速度、动力特性需要,全部为电力驱动。在铁路电气化区段牵引供电系统已和信号系统、工务系统一同成为不可或缺的重要组成部分。尤其是动车组自身不带发电设备,车内各种工作和生活用电均直接从接触网上取电.一旦发生断电将会直接影响列车和旅客的工作生活。因此如何确保牵引供电设备的正常运行已成为牵引供电专业急需解决的问题 接触网是牵引供电系统中的重要组成部分,由于其设置的特殊性(机、电合一,露天设置,动态工作,没有备用),所以一旦发生故障将会直接影响牵引供电系统的正常运行,严重时还会中断电气化铁路的行车功能。因此分析和研究其常见故障,制定切实可行的防范措施尤显重要;接触网是一种机、电合一的特殊设备,既有机械方面的结构特点,也有电气方面的技术要求,相辅相成、缺一不可。接触网的常见故障主要表现在3个方面:空间结构尺寸方面;导电回路方面;绝缘方面;空间结构尺寸方面故障;接触网是一种特殊的供电设备,所谓特殊即其不仅要保障质量良好地向电力机车提供电流,而且还要保证接触悬挂能牢固地处在规定的空间几何位置上,保证受电弓能质量良好地、平滑地从接触线上取流。由于机车受电弓宽度有限,且机车运行速度愈来愈快。因此接触网的技术参数一旦发生变化或接触悬挂上零件一旦脱落,就会对电力机车或电动车的运行造成障碍,严重时还会造成弓网故障。 第一节、接触网故障现象与原因分析 4.1.1、故障现象
锡珠的解决方案和分析
锡珠的解决方案和分析 焊锡珠现象是表面贴装过程中的主要缺陷之一,它的产生是一个复杂的过程,也是最烦人的问题,要完全消除它,是非常困难的。 焊锡珠的直径大致在0.2mm~0.4mm之间,也有超过此范围的,主要集中在片式阻容元件的周围。焊锡珠的存在,不仅影响了电子产品的外观,也对产品的质量埋下了隐患。原因是现代化印制板元件密度高,间距小,焊锡珠在使用时可能脱落,从而造成元件短路,影响电子产品的质量。因此,很有必要弄清它产生的原因,并对它进行有效的控制,显得尤为重要了。一般来说,焊锡珠的产生原因是多方面,综合的。焊膏的印刷厚度、焊膏的组成及氧化度、模板的制作及开口、焊膏是否吸收了水分、元件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是焊锡珠产生的原因。 下面我就从各方面来分焊锡珠产生的原因及解决方法。 焊膏的选用直接影响到焊接质量。焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度及焊膏印刷到印制板上的厚度都能影响焊珠的产生。 A、焊膏的金属含量。焊膏中金属含量其质量比约为88%~92%,体积比约为50%。当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容结合而不被吹散。此外,金属含量的增加也可能减小焊膏印刷后的″塌落″,因此,不易产生焊锡珠。 B、焊膏的金属氧化度。在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。实验表明:焊锡珠的发生率与金属粉末的氧化度成正比。一般的,焊膏中的焊料氧化度应控制在0.05%以下,最大极限为0.15%。 C、焊膏中金属粉末的粒度。焊膏中粉末的粒度越小,焊膏的总体表面积就越大,从而导致较细粉末的氧化度较高,因而焊锡珠现象加剧。我们的实验表明:选用较细颗粒度的焊膏时,更容易产生焊锡粉。 D、焊膏在印制板上的印刷厚度。焊膏印刷后的厚度是漏板印刷的一个重要参数,通常在0.12mm-2.0mm之间。焊膏过厚会造成焊膏的″塌落″,促进焊锡珠的产生。 E、焊膏中助焊剂的量及焊剂的活性。焊剂量太多,会造成焊膏的局部塌落,从而使焊锡珠容易产生。另外,焊剂的活性小时,焊剂的去氧化能力弱,从而也容易产生锡珠。免清洗焊膏的活性较松香型和水溶型焊膏要低,因此就更有可能产生焊锡珠。 F、此外,焊膏在使用前,一般冷藏在冰箱中,取出来以后应该使其恢复到室温后打开使用,否则,焊膏容易吸收水分,在再流焊锡飞溅而产生焊锡珠。 2、模板的制作及开口。我们一般根据印制板上的焊盘来制作模板,所以模板的开口就是焊盘的大小。在印刷焊膏时,容易把焊膏印刷到阻焊层上,从而在再流焊时产生焊锡珠。因此,我们可以这样来制作模板,把模板的开口比焊盘的实际尺寸减小10%,另外,可以更改开口的外形来达到理想的效果。上图是几种推荐的焊盘设计: 模板的厚度决了焊膏的印刷厚度,所以适当地减小模板的厚度也可以明显改善焊锡珠现象。我们曾经进行过这样的实验:起先使用0.18mm厚的模板,再流焊后发现阻容元件旁边的焊锡珠比较严重,后来,重新制作了一张模板,厚度改为0.15mm,开口形式为上面图中的前一种设计,再流焊基本上消除了焊锡珠。 件贴装压力及元器件的可焊性。如果在贴装时压力太高,焊膏就容易被挤压到元件下面的阻焊层上,在再流焊时焊锡熔化跑到元件的周围形成焊锡珠。解决方法可以减小贴装时的压力,并采用上面推荐使用的模板开口形式,避免焊膏被挤压到焊盘外边去。另外,元件和焊盘焊性也有直接影响,如果元件和焊盘的氧化度严重,也会造成焊锡珠的产生。经过热风整平的焊盘在焊膏印刷后,改变了焊锡与焊剂的比例,使焊剂的比例降低,焊盘越小,比例失调越严重,这也是产生焊锡珠的一个原因。 再流焊温度的设置。焊锡珠是在印制板通过再流焊时产生的,再流焊可分为四个阶段:预热、保温、再流、冷却。在预热阶段使焊膏和元件及焊盘的温度上升到120C-150C之间,减小元器件在再流时的热冲击,在这个阶段,焊膏中的焊剂开始汽化,从而可能使小颗粒金属分开跑到元件的底下,在再流
接触网常见故障应急处理程序卡
接触网常见故障应急处理程序卡 一、抢修基本要求 1.抢修原则 接触网抢修时,要遵循“先通后复”和“先通一线”的原则确定具体的抢修方案,以最快的速度设法先行供电、疏通线路并及早恢复设备的正常技术状态。 2.方案制订 ⑴抢修方案制订要遵循“先通后复”原则,体现以最快速度设法先行供电,疏通线路的目的,必要时可采取迂回供电、越区供电、降弓通过或限制列车速度措施,缩短停电、中断行车时间,并及时安排时间处理遗留工作,使接触网及早恢复正常技术状态。 ⑵双线电化区段抢修方案制订,还应遵循“先通一线”原则,集中力量以最快速度设法先通一线,以尽快疏通列车。 ⑶有重点列车运行时,抢修方案制订还应遵循先重点、后一般的原则,首先使接触网脱离接地,尽快恢复送电,待重点列车离开故障供电区段后,再要点对故障点进行恢复。 ⑷接触网抢修恢复,允许以最低技术状态开通运行。在开通线路、疏通列车后再申请天窗停电,尽快处理使设备达到运行技术标准。 3.开通线路
⑴接触网修复过程中,对接触网主导电回路及受电弓动态包络线等关键部位严格把关,确认符合供电行车条件后方准申请送电。送电后以观察1~2趟车,确认运行正常后抢修组方准撤离故障现场。 ⑵需封锁线路、降弓通过或限速运行时,抢修人员应向供电调度报告起止位置(或范围)和列车运行注意事项,并按规定在相邻车站登记。接触网限速值应由现场指挥人员根据抢修后接触网技术状态确定。 二、常见接触网故障判断查找方法 1.永久接地:变电所断路器跳闸,重合闸和强送均不成功,可能是由于接触网或供电线断线接地、绝缘子击穿、隔离开关处于接地状态下的分段绝缘器击穿、隔离开关引线脱落或断线、较严重的弓网故障、机车故障等。 2.断续接地:变电所断路器跳闸重合成功,过一段时间又跳闸,可能是接触网或电力机车绝缘部件闪络,货车绑扎绳等松脱,列车超限,树木与接触网放电、接触网与接地部分距离不够,接触网断线但未落地,弓网故障等。 3.短时接地:变电所跳闸后重合成功,一般是绝缘部件瞬时闪络、电击人或动物等。 4.查找故障应根据季节、天气、设备所处的环境有针对性的进行。例如,当大雾、阴雨及雨雪交加时易发生绝缘闪络故障,应重点查找隧道及污秽严重处所;当发现火花间隙击穿时对该支柱或与该支柱接地母线连接的相关绝缘部件要仔细检查;当变电所馈线开关跳闸时,可根据故障测量装置指示从那公里数,缩小查找的范围。 三、常见接触网故障抢修方案 1.接触线断线 当发生导线断线时,首先应查明断线发生的确切位置,断口两侧的损坏情况,断线波及的范围等情况。
怎样消除pcb中的锡珠
消除PCB中的錫珠 本文介紹,一種U形模板開孔確定的錫膏沈澱可以防止錫珠的形成。 焊錫由各種金屬合金組成。由印刷電路板(PCB)裝配商使用的錫/鉛合金(Sn63/Pb37)是錫膏和用於波峰焊接的錫條或錫線的典型粉末。在PCB上不是設計所需的位置所找到的焊錫包括錫塵(solder fine)、錫球(solder ball)和錫珠(solder bead)。錫塵是細小的,尺寸接近原始錫膏粉末。對於-325~+500的網目尺寸,粉末直徑是25-45微米,或者大約0.0010-0.0018"。錫塵是由顆粒的聚結而形成的,所以大於原始的粉末尺寸。 錫珠(solder beading)是述語,用來區分一種對片狀元件獨特的錫球(solder balling)(圖一)。錫珠是在錫膏塌落(slump)或在處理期間壓出焊盤時發生的。在回流期間,錫膏從主要的沈澱孤立出來,與來自其他焊盤的多餘錫膏集結,或者從元件身體的側面冒出形成大的錫珠,或者留在元件的下面。 圖一、錫珠 IPC-A-610 C將0.13mm(0.00512")直徑的錫球或每600mm2(0.9in2)面積上少於五顆分爲第一類可接受的,並作爲第二與第三類的工藝標記2。IPC-A-610 C允許“夾陷的”不干擾最小電氣間隙的錫球。可是,即使是“夾陷的”錫球都可能在運輸、處理或在一個振動應用的最終使用中變成移動的。 錫球已經困擾表面貼裝工業許多年。對於只表面貼裝和混合技術的PCB,錫珠在許多技術應用中都遇到。查明相互影響和除掉錫珠的原因可以改善合格率、提供品質、提高長期的可靠性、和降低返工與修理成本。 錫珠的原因 人們已經將錫珠歸咎於各種原因,包括模板(stencil)開孔的設計、錫膏的成分、阻焊層的選擇、模板清潔度、定位、錫膏的重印、焊盤的過分腐蝕、貼片壓力、回流溫度曲線、波峰焊錫的飛濺、和波峰焊錫的二次回流。3-5
“波峰焊”过程中出现“锡珠”的原因及预防控制办法
“波峰焊”过程中出现“锡珠”的原因及预防控制办法 在“波峰焊”工艺过程中,“锡珠”的产生有两种状况:一种是在板子刚接触到锡液时,因为助焊剂或板材本身的水份过多或高沸点溶剂没有充分挥发,遇到温度较高的锡液时骤然挥发,较大的温差致使液态焊锡飞溅出去,形成细小锡珠;另一种情况是在线路板离开液态焊锡的时候,当线路板与锡波分离时,线路板顺着管脚延伸的方向会拉出锡柱,在助焊剂的润湿作用及锡液自身流动性的作用下,多余的焊锡会落回锡缸中,因此而溅起的焊锡有时会落在线路板上,从而形成“锡珠”。 因此,我们可以看到,在“波峰焊”防控“锡珠”方面,我们应该从两个大的方面着手,一方面是助焊剂等原材料的选择,另一方面是波峰焊的工艺控制。 (一)助焊剂方面的原因分析及预防控制办法 1、助焊剂中的水份含量较大或超标,在经过预热时未能充分挥发; 2、助焊剂中有高沸点物质或不易挥发物,经预热时不能充分挥发; 这两种原因是助焊剂本身“质量”问题所引起的,在实际焊接工艺中,可以通过“提高预热温度或放慢走板速度等来解决”。除此之外,在选用助焊剂前应针对供商所提供样品进行实际工艺的确认,并记录试用时的标准工艺,在没有“锡珠”出现的情况下,审核供应商所提供的其他说明资料,在以后的收货及验收过程中,应核对供应商最初的说明资料。 (二)工艺方面的原因分析及预防控制办法 1,预热温度偏低,助焊剂中溶剂部分未完全挥发; 2,走板速度太快未达到预热效果; 3,链条(或PCB板面)倾角过小,锡液与焊接面接触时中间有气泡,气泡爆裂后产生锡珠; 4,助焊剂涂布的量太大,多余助焊剂未能完全流走或风刀没有将多余焊剂吹下; 这四种不良原因的出现,都和标准化工艺的确定有关,在实际生产过程中,应该严格按照已经订好的作业指导文件进行各项参数的校正,对已经设定好的参数,不能随意改动,相关参数及所涉及技术层面主要有以下几点: (1),关于预热:一般设定在90-110摄氏度,这里所讲“温度”是指预热后PCB板焊接面的实际受热温度,而不是“表显”温度;如果预热温度达不到要求,则焊后易产生锡珠。 (2),关于走板速度:一般情况下,建议客户把走板速度定在1.1-1.4米/分钟,但这不是绝对值;如果要改变走板速度,通常都应以改变预热温度作配合;比如:要将走板速度加快,那么为了保证PCB焊接面的预热温度能够达到预定值,就应当把预热温度适当提高;如果预热温度不变,走板速度过快时,焊剂有可能挥发不完全,从而在焊接时产生“锡珠”。 (3),关于链条(或PCB板面)的倾角:这一倾角指的是链条(或PCB
产生“锡珠”的原因分析及措施
产生“锡珠”的原因分析及措施 从“缩减制程、节约成本、减少污染”等角度出发,越来越多的电子焊接采用焊后“免清洗”工艺。但是如果焊后板面有“锡珠”出现,则不可能达到“免清洗”的要求,因此“锡珠”的预防与控制在实施“免清洗”过程中就显得格外重要。“锡珠”的出现不仅影响板级产品外观,更为严重的是由于印制板上元件密集,在使用过程中它有可能造成短路等状况,从而影响产品的可靠性。 综合整个电子焊接情况,可能出现“锡珠”的工艺制程包括:“SMT表面贴装”焊接制程、“波峰焊”制程及“手工焊”制程,我们从这三个方面来一一探讨“锡珠”出现的原因及预防控制的办法。因为“波峰焊”及“手工焊”已推行多年,很多方面都已经比较成熟,因此,本文用了较多的篇幅介绍“SMT表面贴装”焊接制程中产生“锡珠”原因及防控措施。 一,关于的“锡珠”形态及标准 一些行业标准对“锡珠”问题进行了阐释。主要有MIL-STD-2000标准中的“不允许有锡珠”,而IPC-A-610C标准中的“每平方英寸少于5个”。在IPC-A-610C 标准中,规定最小绝缘间隙0.13毫米,直径在此之内的锡珠被认为是合格的;而直径大于或等于0.13毫米的锡珠是不合格的,制造商必须采取纠正措施,避免这种现象的发生。为无铅焊接制订的最新版IPCA- 610D标准没有对锡珠现象做更清楚的规定,有关每平方英寸少于5个锡珠的规定已经被删除。有关汽车和军用产品的标准则不允许出现任何“锡珠”,所用线路板在焊接后必须被清洗,或将锡珠手工去除。 常见的锡珠形态及其尺寸照片见下图: 二,“SMT表面贴装”制程“锡珠”出现的原因及预防控制办法 在“SMT表面贴装”焊接制程中,回流焊的“温度、时间、焊膏的质量、印刷厚度、钢网(模板)的制作、装贴压力”等因素都有可能造成“锡珠”的产生。因此,找到“锡珠”可能出现的原因,并加以预防与控制就是达成板面无“锡珠”的关键之所在。
晕针的表现和处理方法
晕针的表现和处理方法 晕针,见于针灸时表现为脸色苍白、冒冷汗、头晕欲吐,心慌、浑身无力的症状,血压也随之降低,和休克有区别,属于血管减压性晕厥,因为针灸刺激,通过迷走神经反射引起血管床扩张,心脏回血减少,引起血压下降,脑供血不足一系列症状导致昏厥。 一、晕针的原因 (一)体质原因:体虚、饥饿、醉酒、过敏体质、疲劳者易发生晕针。 (二)心理原因:因为害怕、紧张心理因素产生的晕针。 (三)病理原因:有植物神经功能紊乱者,特别是有直立性低血压史或神经官能症史者多易发生晕针。 (四)穴位刺激过强:所谓过强,因各人情况不一,很难度量比较。 一般在敏感点施针,或采用特殊手法,如气至病所手法等都能诱发。 在刺激的种类上,除毫针、拔罐、艾灸外,穴位注射和耳针亦可引 起晕针。 (五)体位原因:以立位及正坐位发生晕针者多见,但也有卧位晕针的。卧位晕针约占28%临床上观察到卧位晕针的症状多较重,持续 时间也较长。 (六)环境原因:气压低之闷热季节,屋子里空气混浊,声浪喧 晕针的表现 (一)晕针先兆期:头部各种不适感,上腹部或全身不适,视力模糊,耳
鸣,心悸,恶心,面色苍白,出冷汗,打呵欠等。这一时期十分 短暂,有些患者可无先兆期。 (二)发作期:轻者头晕胸闷,恶心欲呕,肢体发软凉,摇晃不稳,或伴瞬间意识丧失。重者突然意识丧失,昏扑在地,唇甲青紫,大汗 淋漓,面色灰白,双眼上翻,二便失禁。 血压迅速下降,脉搏变缓,每分钟减缓至40?50次。少数可伴惊 厥发作。 (三)后期:经及时处理恢复后,患者可有显著疲乏,面色苍白,嗜唾及汗出。轻症则仅有轻度不适。上述为典型发作过程,但轻症者可 仅出现先兆期即直接进入后期,而无发作期。晕针大多发生于针 灸过程中,但也有少数病人在取针后数分钟用至更长时间始出现 症状。被称为延迟晕针,值得注意。晕针只要处理及时,一般可 很快恢复知觉,常无严重后果。 三、晕针的预防方法 (一)心理预防:主要针对有猜疑、恐惧心理者,或针刺时哭笑、惊叫、战抖、躲避、肌肉痉挛,伴有瞳孔、血压、呼吸、心跳、皮温、面色、出汗等植物神经系统和内分泌功能改变者。均可作预先心理预防,以避免出现晕针等不良反应。共分三法: 1.语言诱导:进针前,先耐心给患者讲解针刺的具体方法,说明可能出 现的针刺的感觉、程度和传导途径,以取得患者的信任和配合。 2.松弛训练:对好静、压抑、注意力易于集中、性格内向的患者,令其
晕针反应
晕针反应 (041600)山西省洪洞县中医医院针灸科蔡晓刚 【概述】 晕针是最常见的一种针灸不良反应。“晕针”一词,早见《金针赋》:“其或晕针者,神气虚也……”。但是,对晕针的原因及晕针后出现的症状、处理的描述,则始见于一千七百多年前的《针灸甲乙经》。如《针灸甲乙经·奇邪血络第十四篇》云:“刺血络而仆者,何也?……。曰:脉气盛而血虚者,刺之则脱气,脱气则仆;……”。明确指出了“晕针”现象的产生是由于气虚之故。在晕针的处理方面,《针灸甲乙经·十二经脉络脉支别第一上篇》指出:“……其小而短者,少气,甚者泻之则闷,闷甚则仆不能言,闷则急坐之也”。 一般来说,晕针多为轻症,但也有症候严重者。特别是一些延迟晕针患者,更应引起注意。另有晕罐、晕灸、晕于刺血、耳针和晕于穴位注射者,除使用的治疗器具不同外,其临床表现,预防及处理之法大致与晕针类似,故不赘述。另外,临床中还发现,晕针一症多发生在青壮年,女性晕针的比男性多见。可能与针感反应灵敏、刺激强度相应增强有关。 关于晕针的机理,曾有人将其与休克混为一谈。其实,晕针是一种血管抑制性晕厥(或称血管减压性晕厥),属于反射性晕厥的范畴。它是由于强烈的刺灸等刺激,通过迷走神经反射,引起血管床(尤其是周围肌肉的)扩张,外周血管阻力降低,回心血量减少,因而心脏的输出量减低,血压下降,导致暂时性、广泛性的脑血流量减少,而发为晕厥。 晕针应属于不良反应,值得指出的是,不少文章却提到晕针(或晕罐)之后,往往可使患者原有症状消失,有人曾集中观察过31例晕针患者,发现其中10例,疗效迅速提高,故认为晕针可能有助病症、特别是疼痛性疾病的缓解。我们认为晕针与疗效的关系究竟如何,尚有待更多的实践来证实,其机理也值得进一步探讨,但晕针究竟是一种给患者带来痛苦的不良反应,临床上仍应着重预防。 【损伤原因】 关于晕针的原因,《标幽赋》曾云:“空心恐怯,直立侧而多晕”。其常见者有下列几种。 一、体质原因为最主要的诱因之一。临床多见的是体质虚弱,饥饿,疲劳者易发生晕针。另外,《内经》载:“无刺大醉”、“已醉勿刺”,酒后针刺导致晕针的也有报道,如一53岁男性患者,因左肩前部疼痛3月余用针刺治疗。首次治疗后症状逐渐缓解。复诊时得知病人当日中午饮酒过多,即劝其暂予休针。但患者坚持,无奈施以针术。针后不久。患者即感头目眩晕,心慌气短,腹部难受,恶心欲吐。额出冷汗,面色苍白,脉气细数[1]。 其次是过敏体质、血管神经机能不稳定者。不少无明显原因的晕针者,往往可从体质中找到原因。作者曾遇到一例体格强壮的病人,因落枕要求针灸治疗。刚进针颈部阿是穴,尚未作手法,患者突然浑身一阵颤抖,扑倒于地,苦笑一下,随即面如死灰,意识丧失。给予嗅氨水,重掐人中等无效。注射强心剂及艾灸百会,约昏睡十余分钟后,始恢复正常。询问病人,并无饥饿、劳累等情况,但患者系初次针刺,曾有见血晕厥史。 二、心理原因亦为主要原因。多见于初次针灸者,由于缺乏体验,而产生恐惧、畏痛、心情紧张等情绪。有对晕针者进行人格特征测定,发现,异常人格约占二分之一。在异常人格中,以忧郁质人格患者发生晕针者最多。忧郁质人格性格内向,情感压抑,遇刺激既易兴奋,又易抑制,易发生植物神经调节功能紊乱。可能是易出现晕针的因素。当然这还有待进一步观察。 三、病理原因平素有植物神经功能紊乱者,特别是有直立性低血压史或神经官能症史者多易发生晕针。
接触网故障抢修规则20111015
电气化铁路接触网故障抢修规则 铁路现行规章制度标准的整理(20111015)整理者乐建朝(陈仓老猴子) 第一章总则 第1条接触网是电气化铁路重要的行车设备,是向电力机车、电动车组等移动设备安全可靠供电的特殊输电线路,一旦故障停电,将直接影响行车秩序。为了规范和加强接触网故障(或事故,下同)抢修工作,依据《铁路交通事故应急救援和调查处理条例》(国务院令第501号),制定本规则。 第2条本规则适用于电气化铁路接触网故障、事故抢修及自然灾害和其它事故引起的接触网修复、配合工作。 第3条铁路各级管理部门应按照各自的职责和分工,组织、参与接触网故障抢修工作。牵引供电运行各级主管部门,必须牢固树立为运输服务的思想,做到常备不懈,一旦发生故障,迅速出动,快速抢修,尽快恢复供电和行车。 第4条接触网抢修要遵循“先通后复”和“先通一线”的基本原则,以最快的速度设法先行供电、疏通线路并及早恢复设备正常的技术状态。 第5条为满足铁路运输需要,必须强化接触网抢修基地建设,纳入铁路应急救援体系规划。抢修基地应配备先进装备、机具和材料,不断提高接触网抢修速度和质量。积极推广和应用集设备运行、技术资料、信息传递、抢修预案等功能于一体的牵引供电抢修辅助决策系统,不断提高接触网应急抢修工作效率与管理水平。 第6条电气化区段所有职工发现接触网故障和异状,应立即报告邻近车站、供电段(含供电外委维修管理单位,下同),并尽可能详细地说清故障范围和损坏情况,必要时应在故障地点采取防护措施。 第二章抢修组织 第7条牵引供电运行各级主管部门要加强接触网故障抢修工作的领导,建立健全各级责任制。铁路局应成立接触网应急抢修领导小组,建立健全应急抢修机制,加强人员培训、装备配置、物资储备、预案演练等基础管理工作。供电段和供电车间要成立接触网故障应急抢修组织。 第8条每个接触网工区应以比较熟练的工人为骨干组成抢修组,抢修组现场负责人由工长或安全技术等级不低于四级的人员担当,组内应明确分工,有准备材料工具的人员、防护人员、驻站联络员、网上作业人员和地面作业人员等。抢修时现场负责人、驻站联络员和防护人员应佩戴明显的标志,各司其职。平时作业应尽量按抢修组的分工组成作业组,以加强协调配合,一旦故障停电,可以配套出动抢修,当人员变动时要及时调整和补充。 第9条每个接触网工区必须经常保持一个作业组的人员在工区值班。工区应有值班人员的宿舍、卧具和必要的降温、取暖设施,并经常保持清洁、安静,保证值班人员休息好。 第10条铁路局供电调度、供电专业管理部门应备有局接触网抢修领导小组有关人员和供电段车间主任及以上人员的固定、移动电话号码。供电段生产调度应有局接触网抢修领导小组有关人员、段接触网抢修领导小组及有关机构、人员的固定、移动电话号码。 第11条对于较大的接触网故障,铁路局抢修领导小组成员、供电段负责人、车间主任及故障抢修领导小组成员要及时赶赴调度台或现场组织指挥抢修,及时协调解决存在的问题。必要时,应要求通信部门启动应急通信,开通现场至铁路局间多路电话和图像通信设备。 第三章抢修处置 故障判断与查找 第12条铁路局供电调度员得知接触网发生故障后,首先要根据故障的显示情况、保护动作类型及各方面信息,迅速判明故障地点和情况(当故障点标定装置失灵时,可采取分
无铅焊接产生锡珠原因
原因:1.烙铁温度过高,焊料升温过快,造成助焊剂的溶剂“沸腾”而炸锡; 2.焊锡丝本身的质量原因。 其实焊锡丝都存在锡珠飞溅的现象,尤其是现在的无铅锡丝。只是不同牌子或型号的锡丝的飞溅现象程度不一样。目前飞溅现象最小的锡丝应该是日本的ALMIT ,但是价格很贵,都是客户指定要用的,如CASIO ,MATSUSHITA ,IBM ,SHARP。不过现在很多日系的企业用一种机器在焊锡丝上开一个V型槽,这样助焊剂就可以和空气接触,而不会膨胀而不会产生爆锡的现象,但开槽后的锡丝要在很短的时间里用掉,否则助焊剂会失效。目前用SONY ,MATSUSHITA ,RICOH 都在用这种机器。是日本的叫BONKOTE 維修無鉛SMD元件 1)修理普通元件如0603,0805,3216的元件,電烙鉄溫度的範圍:350℃±50℃。 2)修理IC,電烙鉄溫度的範圍:350℃±50℃ 3)修理含有金屬材料的元件或元件接觸面積較大散熱較快的物料,電烙鉄溫度範圍: 380℃±50℃。 4.4維修無鉛THD元件 1)修理普通元件如1/4W.1/2W的電阻,小三極管,小容量內壓低的電容,IC,二極管等小元件電烙鉄溫度的範圍:340℃±50℃。 2)修理含有金屬材料的元件如散熱器,內壓高容量大的電解電容,高壓二極管,火牛等較大的物料,電烙鉄溫度的範圍:380℃±50℃。 3)修理含有塑膠皮的連接線,烙鉄溫度的範圍:350℃±50℃。 使用手工焊接时,烙铁的温度及焊接时间是多少?怎么控制?有无相关的标准? ?D#D蔲?n 睠3市 Z1c;??? 貼 這要看所焊的零件種類及面積, 同時要考慮焊接方法 !H g炒媖葏 如果是一般小電阻電容類, 就我過去的經驗如果用的 ?0腳f籗? 是30w左右的烙鐵, 溫度可設在約370度c應該足夠, 焊接時間約2-3秒且用較細的錫絲(0.8mm以下), 但是如果 @雵E?輛a 焊接面積大就應該用較大瓦特數(功率)如40w或更高, z%磕申 U? 有些超大焊接面積甚致用到60w, 而錫絲尺寸也隨著 ?檊靎?x? 焊接面積加大而加粗溫度可設在約400度c, 烙鐵焊接 9鑹?xUm? 除了溫度高低外還要考慮熱傳導量, 另外焊接方式方面癆n嚌?敿 傳統上很多人習慣先對錫絲加溫再加熱焊點的方法, "KM?叭繤 最好改為先對焊點加熱1-2秒後再加錫絲以避免錫絲內 ? ?FM诎 助焊劑加溫過久而焦化
晕针的表现和处理方法
武威风湿骨病专科医院 晕针的表现和处理方法 晕针,见于针灸时表现为脸色苍白、冒冷汗、头晕欲吐,心慌、浑身无力的症状,血压也随之降低,和休克有区别,属于血管减压性晕厥,因为针灸刺激,通过迷走神经反射引起血管床扩张,心脏回血减少,引起血压下降,脑供血不足一系列症状导致昏厥。 一、晕针的原因 (一)体质原因:体虚、饥饿、醉酒、过敏体质、疲劳者易发生 晕针。 (二)心理原因:因为害怕、紧张心理因素产生的晕针。 (三)病理原因:有植物神经功能紊乱者,特别是有直立性低血 压史或神经官能症史者多易发生晕针。 (四)穴位刺激过强:所谓过强,因各人情况不一,很难度量比 较。一般在敏感点施针,或采用特殊手法,如气至病所手法等 都能诱发。在刺激的种类上,除毫针、拔罐、艾灸外,穴位注 射和耳针亦可引起晕针。 (五)体位原因:以立位及正坐位发生晕针者多见,但也有卧位 晕针的。卧位晕针约占28%。临床上观察到卧位晕针的症状多 较重,持续时间也较长。 (六)环境原因:气压低之闷热季节,屋子里空气混浊,声浪喧 杂等。 二、晕针的表现
武威风湿骨病专科医院 (一)晕针先兆期:头部各种不适感,上腹部或全身不适,视力模糊,耳鸣,心悸,恶心,面色苍白,出冷汗,打呵欠等。 这一时期十分短暂,有些患者可无先兆期。 (二)发作期:轻者头晕胸闷,恶心欲呕,肢体发软凉,摇晃不稳,或伴瞬间意识丧失。重者突然意识丧失,昏扑在地, 唇甲青紫,大汗淋漓,面色灰白,双眼上翻,二便失禁。 血压迅速下降,脉搏变缓,每分钟减缓至40~50次。少数 可伴惊厥发作。 (三)后期:经及时处理恢复后,患者可有显著疲乏,面色苍白,嗜唾及汗出。轻症则仅有轻度不适。上述为典型发作过程, 但轻症者可仅出现先兆期即直接进入后期,而无发作期。 晕针大多发生于针灸过程中,但也有少数病人在取针后数 分钟用至更长时间始出现症状。被称为延迟晕针,值得注 意。晕针只要处理及时,一般可很快恢复知觉,常无严重 后果。 三、晕针的预防方法 (一)心理预防:主要针对有猜疑、恐惧心理者,或针刺时哭笑、 惊叫、战抖、躲避、肌肉痉挛,伴有瞳孔、血压、呼吸、心跳、皮温、面色、出汗等植物神经系统和内分泌功能改变者。均可作预先心理预防,以避免出现晕针等不良反应。共分三法:
锡珠产生的原因分析
焊锡珠产生的原因及解决方法 摘要:焊锡珠(SOLDER BALL)现象是表面贴装(SMT)过程中的主要缺陷,主要发生在片式阻容元件(CHIP)的周围,由诸多因素引起。本文通过对可能产生焊锡珠的各种原因的分析,提出相应的解决法。 焊锡珠现象是表面贴装过程中的主要缺陷之一,它的产生是一个复杂的过程,也是最烦人的问题,要完全消除它,是非常困难的。 焊锡珠的直径大致在0.2mm~0.4mm之间,也有超过此范围的,主要集中在片式阻容元件的周围。焊锡珠的存在,不仅影响了电子产品的外观,也对产品的质量埋下了隐患。原因是现代化印制板元件密度高,间距小,焊锡珠在使用时可能脱落,从而造成元件短路,影响电子产品的质量。因此,很有必要弄清它产生的原因,并对它进行有效的控制,显得尤为重要了。 一般来说,焊锡珠的产生原因是多方面,综合的。焊膏的印刷厚度、焊膏的组成及氧化度、模板的制作及开口、焊膏是否吸收了水分、元件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是焊锡珠产生的原因。 下面我就从各方面来分焊锡珠产生的原因及解决方法。 1、焊膏的选用直接影响到焊接质量。焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度及焊膏印刷到印制板上的厚度都能影响焊珠的产生。 A、焊膏的金属含量。焊膏中金属含量其质量比约为88%~92%,体积比约为50%。当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容结合而不被吹散。此外,金属含量的增加也可能减小焊膏印刷后的“塌落”,因此,不易产生焊锡珠。 B、焊膏的金属氧化度。在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。实验表明:焊锡珠的发生率与金属粉末的氧化度成正比。一般的,焊膏中的焊料氧化度应控制在0.05%以下,最大极限为0.15%。 C、焊膏中金属粉末的粒度。焊膏中粉末的粒度越小,焊膏的总体表面积就越大,从而导致较细粉末的氧化度较高,因而焊锡珠现象加剧。我们的实验表明:选用较细颗粒度的焊膏时,更容易产生焊锡粉。 D、焊膏在印制板上的印刷厚度。焊膏印刷后的厚度是漏板印刷的一个重要参数,通常在0.12mm-20mm之间。焊膏过厚会造成焊膏的“塌落”,促进焊锡珠的产生。 E、焊膏中助焊剂的量及焊剂的活性。焊剂量太多,会造成焊膏的局部塌落,从而使焊锡珠容易产生。另外,焊剂的活性小时,焊剂的去氧化能力弱,从而也容易产生锡珠。免清洗焊膏的活性较松香型和水溶型焊膏要低,因此就更有可能产生焊锡珠。
晕针或晕血的预防及处理
晕针或晕血的预防及处理 一、发生原因: 1.心理因素:在接受抽血时,由于情绪过度紧张、恐惧、反射性引起迷走神经 兴奋,血压下降,脑供血不足而发生晕针或晕血 2.体质因素:空腹或饥饿状态下,患者机体处于应急阶段,通过迷走神经反射, 引起短暂血管扩张,外周阻力下降,血压下降,脑血流量减少,发生晕针。 3.患者体位:坐位姿势下接受抽血发生晕针,其原因可能与体位和血压有关。 坐位时下肢肌肉及静脉张力低,血液蓄积于下肢,回心血量少,心输出血量少,收缩压下降,影响脑部供血 4.疼痛刺激:尤其是较难抽血的病人,反复操作对皮肤神经末梢产生刺激,引 起强烈疼痛,全身神经高度紧张,反射性引起小血管扩张,血压下降,脑供血不足,发生晕针。 5.个体差异:个别人见到血产生恐惧等紧张情绪,反射性引起迷走神经兴奋, 血压下降,脑供血不足而发生晕针或晕血。 二、临床表现 晕针或晕血发生时间短,恢复快,历经2~4分钟 1.先兆期:患者多有自述头晕眼花、心悸、心慌、恶心、四肢无力 2.发作期:瞬间昏倒,不省人事,面色苍白,四肢冰凉,血压下降,心率减慢, 脉搏细弱 3.恢复期:神志清楚,自诉全身无力,四肢酸软,面色由白转红,四肢转温, 心率恢复正常,脉搏有力 三、预防及处理 1. 要消除患者的焦虑紧张情绪和害怕心理,进行心理疏导,做好解释工作,有陪伴者可在患者旁边扶持协助,给患者以心理安慰,教会病人放松技巧,尽可能做到身心放松,减轻疼痛与不适 2. 与患者交谈。了解患者的基本情况,分散患者的注意力 3. 协助患者取适当体位、姿势,以利机体放松,尤其是易发生晕针或晕血患者可采取平卧位 4. 熟练掌握操作技术,操作应轻柔、准确,做到一针见血,减少刺激 5. 注意观察病情变化,发现晕针或晕血时及时处理 6. 发生晕针或晕血时,立即将患者抬到空气流通处或吸氧。坐位患者立即改为平卧位,以增加脑部供血,指压或针灸人中、合谷穴。口服热开水或热糖水,适当保暖,数分钟后即可自行缓解。老年人或有心脏病患者,防止发生心绞痛,心肌梗死或脑部疾病等意外。 摘自吴欣娟主编-《临床护理技术操作并发症与应急预案》,人民卫生出版社,2011年5月第一版。 济医附院检验科 2011年11月20日
针灸晕针的处理
针灸晕针的处理Last revision on 21 December 2020
晕针原因:心理因素,在接受注射时,由于情绪过度紧张,恐惧,反射性引起迷走神经兴奋,血压下降,脑供血不足而发生晕针,体制因素:空腹和饥饿状态下,劳累疲倦时,患者集体处于应激阶段,通过迷走神经反射,引起短暂的血管扩张,外周阻力下降,血压下降,脑血流量减少,从而发生晕针。患者体位:采取平卧位注射时,几乎无晕针情况发生,而发生晕针患者均坐位姿势下接受注射,其原因可能与体位和血压有关,坐位时,下肢肌肉及静脉张力低,血流蓄于下肢,回心血量少,心输出量少,收缩压下降,因而影响了脑部供血,使晕针发生率大于平卧位。 临床表现:晕针发生的时间短,时间2-4分钟, 先兆期:患者多自诉头晕眼花,心悸心烦,恶心呕吐,四肢无力症状。发作期:瞬间昏倒,不省人事或意识恍惚,面色苍白,四肢冰凉,血压偏低,心率减慢,脉搏细弱。恢复期:神志清楚,自述全身无力,四肢酸软,面色由白转红,四肢转温,心率恢复正常,脉搏有力。晕针重的可以见3期典型发作症状,轻的可以直接进入恢复期。 与迷走神经兴奋亢进、短暂性脑供血障碍密切相关,属于反射性血管迷走性昏厥,自主神经调节功能差,是发生晕针的基础,过强刺激是发生晕针的诱因。对于有晕针倾向的患者,要消除其焦虑紧张情绪和害怕心理,进行心理疏导,做好解释与安慰工作。有陪伴的可在患者旁边扶助,给患者心理安慰,教会病人放松技巧,尽可能做到身心放松,减轻疼痛与不适,或播放音乐等以分散病人注意力。与患者交谈,了解患者的基本情况,勿饥饿劳累、疲倦、剧烈运动后等机体处于应激状态下进行注射,可稍适休息,进餐后进行注射。协助病人取适当体位,姿势,以利于机体放松,尤其易发生晕针的患者可采用平卧位。
接触网应急处置提示卡标准版本
文件编号:RHD-QB-K2226 (解决方案范本系列) 编辑:XXXXXX 查核:XXXXXX 时间:XXXXXX 接触网应急处置提示卡 标准版本
接触网应急处置提示卡标准版本操作指导:该解决方案文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时进行更好的判断与管理。,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。 接触网设备作为行车主要设备,发生故障影响范围大,全段各部门、车间及网电工区,要时刻保持抢修待命状态,一旦发生接触网故障,要迅速出动,快速抢修。接触网故障应急处置遵循“先通后复”和“先通一线”的原则。“先通后复”就是以最快的速度先行供电、疏通线路。“先通一线”就是当双线同时故障时,优先恢复一条线路送电通车。同时为了突出“快”和停电时间“短”,总体思路是“临时处理、后续恢复”。要重点按照以下处置原则实施。 一是能提前准备的工作提前准备到位。如故障基本确认情况下,调度人员提前做好停电安全措施;抢
修人员按固有分工立即携带工具赶赴现场,必要时可提前向供电调度申请停电抢修的调度命令,到场后确认需扩大停电范围时,可重新要令。二是故障设备能退出就退出。如正馈线故障时,优先选择退出方案。三是能“降弓”就登记降弓运行。如零部件脱落或断线后临时“拉起”,在确认符合机车车辆限界,导通电流的情况下,可以降弓运行。四是特殊处所可封锁或禁止电力机车运行。如站场、机务段、客技站等处所可以采取“禁止电力机车运行”或封锁个别股道、道岔。五是能平行作业就平行作业。在故障范围较大时,要分组平行作业,现场抢修时充分利用每一名现场人员,如地线操作人员在抢修作业组视线范围内时,可参与作业。六是特殊情况可越区供电、限制列车速度等措施。如供电线故障、隔离开关引线故障时,可以脱离接地,采取越区供电。七是抢修工作要
晕针的处理
晕针 原因:心理因素,在接受注射时,由于情绪过度紧张,恐惧,反射性引起迷走神经兴奋,血压下降,脑供血不足而发生晕针,体制因素:空腹和饥饿状态下,劳累疲倦时,患者集体处于应激阶段,通过迷走神经反射,引起短暂的血管扩张,外周阻力下降,血压下降,脑血流量减少,从而发生晕针。患者体位:采取平卧位注射时,几乎无晕针情况发生,而发生晕针患者均坐位姿势下接受注射,其原因可能与体位和血压有关,坐位时,下肢肌肉及静脉张力低,血流蓄于下肢,回心血量少,心输出量少,收缩压下降,因而影响了脑部供血,使晕针发生率大于平卧位。 疼痛刺激:注射时药物对局部刺激产生疼痛,尤其是刺激性较强的药物:如青霉素、安痛定;或反复多次刺激,引起强烈疼痛,全身神经高度紧张。年龄对疼痛敏感性的差异。 临床表现:晕针发生的时间短,时间2-4分钟, 先兆期:患者多自诉头晕眼花,心悸心烦,恶心呕吐,四肢无力症状。发作期:瞬间昏倒,不省人事或意识恍惚,面色苍白,四肢冰凉,血压偏低,心率减慢,脉搏细弱。恢复期:神志清楚,自述全身无力,四肢酸软,面色由白转红,四肢转温,心率恢复正常,脉搏有力。晕针重的可以见3期典型发作症状,轻的可以直接进入恢复期。 晕针要与速发型的药物过敏鉴别,过敏反应是一种异常的免疫反应,其原因在于抗原抗体的相互作用,常伴有呼吸困难、紫绀、脉搏细速、荨麻疹、后头水肿等过敏症状。晕针反应为一过性,2-4
分钟可以自行恢复,适当处理后可继续用药,不再发生类似情况。 与迷走神经兴奋亢进、短暂性脑供血障碍密切相关,属于反射性血管迷走性昏厥,自主神经调节功能差,是发生晕针的基础,过强刺激是发生晕针的诱因。对于有晕针倾向的患者,要消除其焦虑紧张情绪和害怕心理,进行心理疏导,做好解释与安慰工作。有陪伴的可在患者旁边扶助,给患者心理安慰,教会病人放松技巧,尽可能做到身心放松,减轻疼痛与不适,或播放音乐等以分散病人注意力。与患者交谈,了解患者的基本情况,勿饥饿劳累、疲倦、剧烈运动后等机体处于应激状态下进行注射,可稍适休息,进餐后进行注射。协助病人取适当体位,姿势,以利于机体放松,尤其易发生晕针的患者可采用平卧位。 熟练掌握操作技术,注射应准确、操作应轻柔,特别是静脉穿刺应尽量准,减少因反复穿刺而造成患者的紧张、害怕心理,减少刺激,同时注射几种药物时,应注意先注射刺激性较弱的药物,然后再注射刺激性较强的药物,而且进针要深。 采用无痛注射法,如进针时紧崩局部皮肤,快速刺入局部,注射时按压无痛穴。注射后注意观察病情变化,发现晕针及时处理。 发生晕针,立即将患者抬到空气流通处或吸氧,坐位患者立即改为平卧位,把双下肢抬高,以增加脑部供血量。指压或针灸人中、合谷穴;口服热开水或热糖水,适当保暖,数分钟后即可自行缓解,安慰患者,严禁以扶持方法搬动患者,可采用1人抱2人抬或平车搬动患者,以免因体位关系加重脑部缺血。使晕针加重,老年人或有心