常用工程塑料收缩率对照表
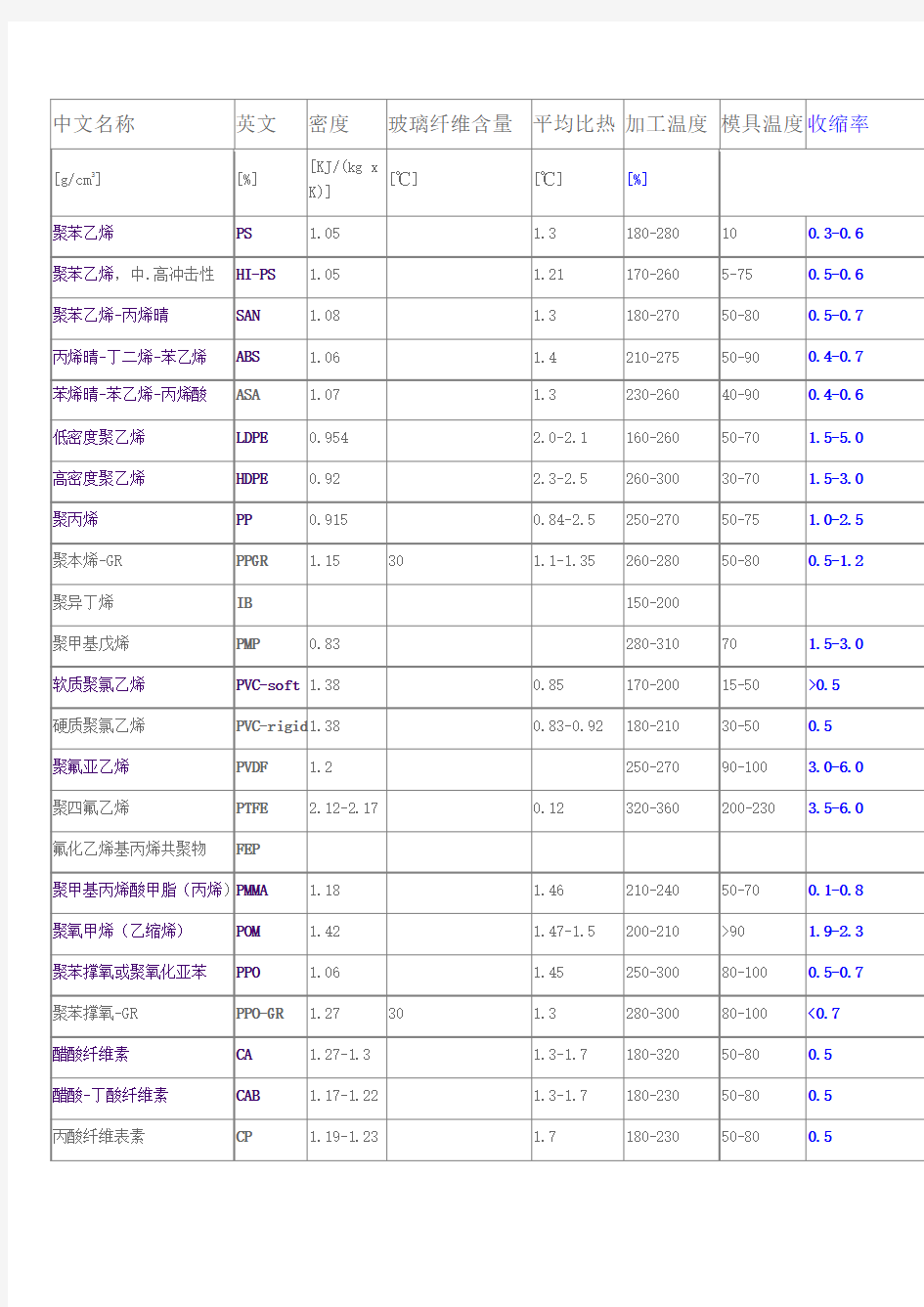
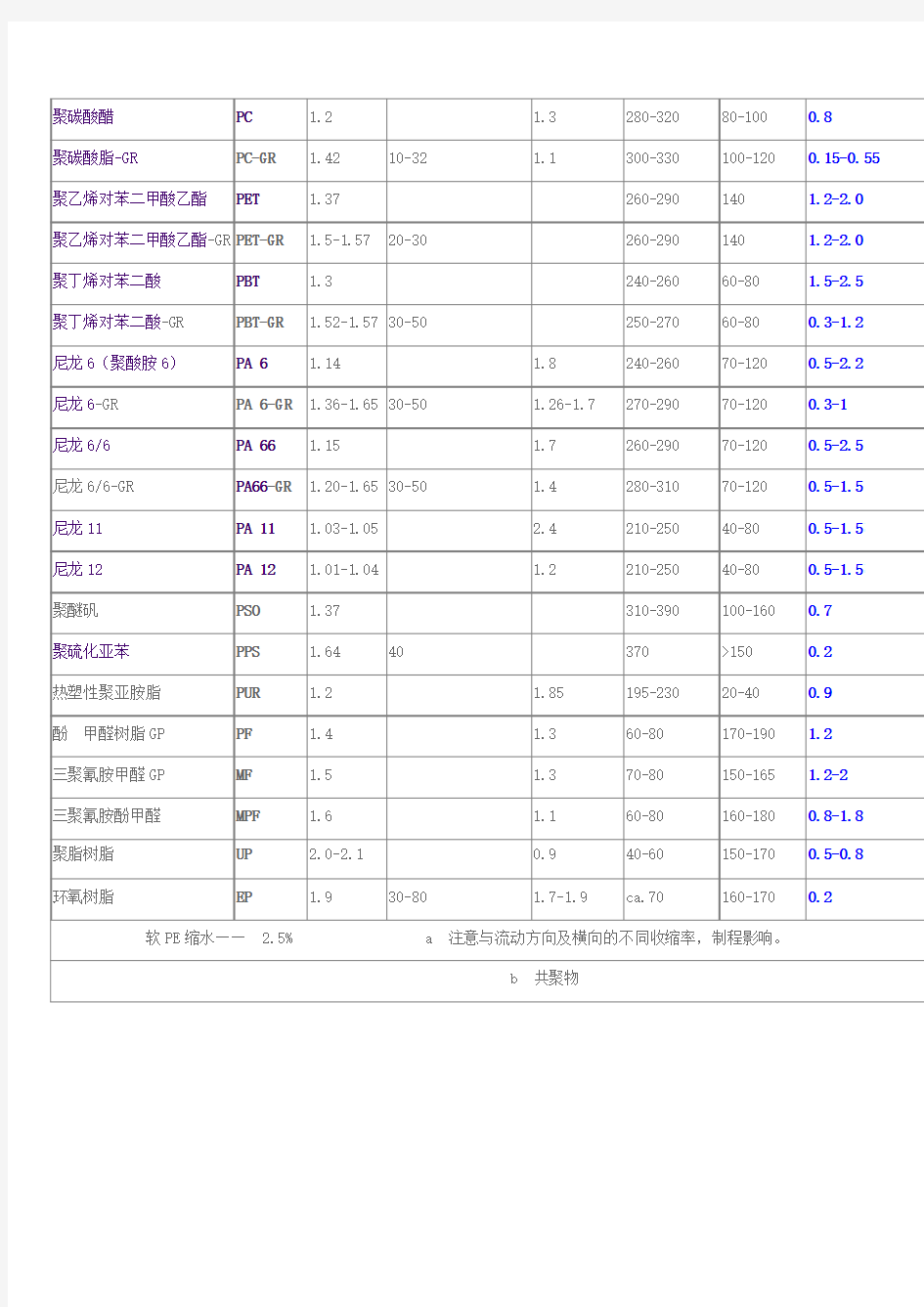
塑胶收缩率尼龙等改性工程塑料成型收缩率(ASTM D955) PA6 系列成型收缩率名称及描述成型收缩率% 备注
15%玻纤增强PA6 0.5-0.8 PA6G15 20%玻纤增强PA6 0.4-0.6 PA6G20 30%玻纤增强PA6 0.3-0.5 PA6G30 40%玻纤增强PA6 0.1-0.3 PA6G40 50%玻纤增强PA6 0.1-0.3 PA6G50 25%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G25 30%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G30 30%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30 无卤阻燃PA6 0.8-1.2 Z-PA6 30%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M30 30%玻璃微珠填充PA6 0.8-1.2 PA6M30 30%玻纤矿物复合填充PA6 0.3-0.5 PA6M30 40%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M30 40%矿物填充PA6 0.4-0.7 PA6M40 PA6 一般注塑级1.4-1.8 PA6 PA6 快速成型1.2-1.6 PA6 PA6 一般增韧1.0-1.5 PA6 PA6 中等增韧0.9-1.3 PA6 PA6 超增韧0.9-1.3 PA6 MoS 2 填充耐磨PA6 1.0-1.4 PA6 PA66 系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA66 0.6-0.9 PA66G15 20%玻纤增强PA66 0.5-0.8 PA66G20 25%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G30 30%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G40 50%玻纤增强PA66 0.1-0.3 PA66G50 25%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G25 30%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA66 30%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M30 30%玻璃微珠填充PA66 0.8-1.2 PA66M30 30%玻纤矿物复合填充PA66 0.2-0.5 PA66M30 30%矿物填充PA66 0.6-0.9 PA66M30 40%矿物填充PA66 0.4-0.7 PA66M40 一般注塑级PA66 1.5-1.8 PA66 快速成型PA66 1.5-1.8 PA66 一般增韧PA66 1.2-1.7 PA66 中等增韧PA66 1.2-1.6 PA66 超增韧PA66 1.2-1.6 PA66 MoS 2 填充耐磨PA66 1.2-1.6 PA66 PA/ABS 系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PA/ABS 0.3-0.6 PA/ABSG10 20%玻纤增强PA/ABS 0.2-0.5 PA/ABSG20 30%玻纤增强PA/ABS 0.1-0.3 PA/ABSG30 20%玻纤增强阻燃PA/ABS 0.2-0.5 Z-PA/ABSG20 耐冲击PA/ABS 0.5-0.8 PA/ABS 高冲击PA/ABS 0.8-1.0 PA/ABS PP 系列成型收缩率名称及描述成型收缩率% 备注20%滑石粉填充PP 1.0-1.5 PPM20 30%滑石粉填充PP 0.8-1.2 PPM30 40%滑石粉填充PP 0.8-1.0 PPM40 20%滑石粉填充增韧PP 1.0-1.2 PPM20 20%碳酸钙填充PP 1.2-1.6 PPM20 10%玻纤增强PP 0.7-1.0 PPG10 20%玻纤增强PP 0.5-0.8 PPG20 30%玻纤增强PP 0.4-0.7 PPG30 40%玻纤增强PP 0.3-0.5 PPG40 20%玻璃微珠填充PP 1.2-1.6 PPM20 30%玻璃微珠填充PP 1.0-1.2 PPM20 15%玻纤增强阻燃PP 0.5-0.7 Z-PPG15 20%玻纤增强阻燃PP 0.3-0.5 Z-PPG20 30%玻纤增强阻燃PP 0.2-0.4 Z-PPG30 溴系阻燃级PP 1.5-1.8 PP 无卤阻燃级PP 1.3-1.6 PP 高流动高钢性PP 1.5-2.0 PP 一般增韧PP 1.5-2.0 PP 中等增韧PP 1.4-1.9 PP 超增韧PP 1.3-1.8 PP 耐热老化PP1 1.5-2.0 PP1 耐热老化PP2 1.5-2.0 PP2 耐热老化PP3 1.5-2.0 PP3 抗冲击耐侯PP4 1.5-2.0 PP4 高抗冲耐侯PP5 1.5-1.8 PP5 20%滑石粉填充PP6 1.0-1.2 PP6 30%滑石粉填充PP7 0.9-1.1 PP7 40%滑石粉填充PP8 0.8-1.0 PP8 20%玻纤增强PP9 0.5-0.8 PP9 30%玻纤增强高耐热PP 0.4-0.7 PP10 PC系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC 0.3-0.5 PCG10 20%玻纤增强PC 0.3-0.5 PCG20 25%玻纤增强PC 0.2-0.4 PCG25 30%玻纤增强PC 0.2-0.4 PCG30 20%玻纤增强阻燃PC 0.2-0.4 Z-PCG20 25%玻纤增强阻燃PC0.2-0.4 Z-PCG25 30%玻纤增强阻燃PC 0.2-0.4 Z-PCG30 20%玻纤增强无卤阻燃PC 0.2-0.4 Z-PCG20 30%玻纤增强无卤阻燃PC 0.1-0.3 Z-PCG30 20%玻璃微珠填充PC 0.3-0.6 PCM20 PC/ABS 系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PC/ABS 0.2-0.4 PC/ABSG20 溴系阻燃PC/ABS 0.3-0.6 Z-PC/ABS 无卤阻燃PC/ABS 0.4-0.7 Z-PC/ABS 耐侯级PC/ABS 0.4-0.7 PC/ABS 35%PC0.4-0.6 PC/ABS 65%PC 0.4-0.7 PC/ABS 85%PC 0.4-0.7 PC/ABS PC/PBT 系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC/PBT 0.5-0.8 PC/PBTG10 20%玻纤增强PC/PBT 0.4-0.6 PC/PBTG20 30%玻纤增强PC/PBT 0.3-0.5 PC/PBTG30 30%玻纤增强阻燃高耐热PC/PBT 0.3-0.5 Z-PC/PBTG30 高冲击高耐热PC/PBT 0.6-1.0 PC/PBT PBT/ABS 系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PBT/ABS 0.3-0.5 PBT/ABSG20 30%玻纤增强PBT/ABS 0.2-0.4 PBT/ABSG30 20%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG20 30%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG30 通用注塑级PBT/ABS 0.8-1.2 PBT/ABS 通用阻燃级PBT/ABS 0.7-1.1 PBT/ABS ABS 系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率% 备注20%玻纤增强ABS 0.2-0.4 ABSG20 25%玻纤增强ABS 0.2-0.4 ABSG25 30%玻纤增强ABS 0.1-0.3 ABSG30 20%玻纤增强阻燃ABS 0.1-0.3 Z-ABSG20 一般阻燃级ABS 0.4-0.7 Z-ABS 一般注塑级ABS 0.4-0.7 ABS 耐侯级ABS 0.4-0.7 ABS
各种塑料的收缩温度、收缩率和收缩力图表
深圳富昌隆包装材料公司https://www.360docs.net/doc/f614368051.html, 薄膜名称典型厚度μ m 最大收缩 率% 收缩张力 N/cm2 收缩温 度℃ 热封温 度℃ 离子型聚合物25.4-76.2 20-40 100.4-172.4 90.5-135 121-204.5 聚丁烯12.7-50.8 40-80 68.96-241.4 87-176.6 148.9-204.5 PE,一般25.4-50.8 20-70 24.46-68.96 87-148.9 121-204.5 PE,重荷50.8-254.0 20-70 24.46-68.96 87-148.9 121-204.5 EVA 25.4-254.0 20-70 27.58-62.4 65.5-121 93.3-176.6 交链,PE 15.24-38.1 50-80 206.8-413.7 93.3-176.6 176.5-204.5 PP 12.7-38.1 50-80 206.8-413.7 93.3-176.6 176.5-204.5 PS 25.4 40-70 68.96-413.7 98.9-132.2 121-148.9 PVC,一般12.7-38.1 30-70 103.4-206.8 65.5-148.9 135-187.9 PVC,重荷38.1-76.2 55 162.4-206.8 63.5-148.9 135-187.9 PVDC共聚物 (VDC-VC) 10.16-16.4 15-65 34.5-137.5 66-143 121-148.9 PET 12.7-16.5 45-55 4.82-10.34 71.1-121.1 -
各种塑料缩水率
塑料名称:PCTA 实际开模缩水率:0.003 开模产品类型:化装品 塑料名称:PETG 实际开模缩水率:0.004 开模产品类型:化装品 塑料名称:AS 实际开模缩水率:0.005 开模产品类型:化装品 PBT+30%GF 实际开模缩水率:0.004 保安器上下盖,支架 塑料名称:ABS 实际开模缩水率:5/1000 开模产品类型:电器外壳 塑料名称:PP 实际开模缩水率:16/1000 开模产品类型:餐具 塑料名称:POM 实际开模缩水率:16/1000 开模产品类型:胶轮 塑料名称:PC 实际开模缩水率:8/1000 开模产品类型:手机水晶壳
塑料名称:PA6 实际开模缩水率:0.020 开模产品类型:闭锁器摇臂 塑料名称:TPR 实际开模缩水率:0.015 开模产品类型:车仔轮胎 看来这里面多数是做壳子类的高温阻燃材料用得极少塑料名称:LCP 实际开模缩水率: 1.5~2/%0 开模产品类型:连接器 塑料名称:PA6T 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:PA9T 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:PC940 实际开模缩水率: 8/%0 开模产品类型:各式插头座外壳 塑料名称:NTF FR52 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:pom 实际开模缩水率:0.018
开模产品类型:遥控-开关-支架== 塑料名称:POM M90-44 实际开模缩水率:0.018 开模产品类型:小齿轮 塑料名称:POM TR-20 实际开模缩水率:0.015 开模产品类型:机芯 塑料名称:TPR 实际开模缩水率:0.012 开模产品类型:软胶 塑料名称:PPS+30%GF 实际开模缩水率:0.0045 开模产品类型:测距仪机芯 塑料名称:PP 实际开模缩水率:0.016 开模产品类型:汽车配件(反光镜) 塑料名称:PA+30%GF 实际开模缩水率:0.0035 开模产品类型:汽车配件(反光镜) 塑料名称:ABS+PA 实际开模缩水率:0.007 开模产品类型:汽车配件(反光镜) 塑料名称:PVC
我的各种塑料缩水率参考表
我的各种塑料缩水率参 考表 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
各种塑料实际缩水率表(此表只作参考,应根据 工厂实际情况计算缩水。) ----------------------- 1-----------------------以下收缩率经过几年实践得来,在产品不超过300mm 平均胶厚不超过3MM 以内绝对可靠(产品尺寸有超过300mm 的要小计0.0005,产品长宽高尺寸差异太大的 要X 轴,Y 轴,Z 轴分开来计算,遇到产品平均胶位过厚,过薄(0.5 以下)及产品尺寸大都要特别注意)。 ABS(超不碎胶):5/1000 PC(防弹胶):5/1000 PC+ABS:5/1000 PMMA(亚加力):5/1000 PS(硬胶):5/1000 HIPS(不碎胶):5/1000 PP(百折胶):16/1000 PP+20%GPT:5/1000 PP+30%GPT:3/1000 POM(赛钢):20/1000 PA6(尼龙):9/1000 PA66(尼龙):16/1000 PA66+15%GPT:8/1000
PA66+30%GPT:3/1000 PA66+50%GPT:2/1000 AS(透明大力胶):5/1000 GPPS:5/1000 BDS(K-RESIN0)/K 料:7/1000 GP (硬胶):5/1000 TPR(软胶):18/1000 PE: (软胶)20/1000 TPU(软胶) 18/1000 KVA (橡皮胶):20/1000 CA(酸性胶):5/1000 K 唐(KRATON):20/1000 ACETAL(AC):20/1000 PVC(软):20/1000 PU:20/1000 PBT: 15/1000 PBT+30%GPT:3/1000 ----------------------- 2----------------------- ABS和PC塑料系列: 塑料名称:ABS 实际开模缩水率:0.005 开模产品类型:汽车配件、电器外壳、医疗器材、手机壳。
塑胶模具缩水率大全..
塑料缩水率收集.txt22真诚是美酒,年份越久越醇香浓型;真诚是焰火,在高处绽放才愈是美丽;真诚是鲜花,送之于人手有余香。一颗孤独的心需要爱的滋润;一颗冰冷的心需要友谊的温暖;一颗绝望的心需要力量的托慰;一颗苍白的心需要真诚的帮助;一颗充满戒备关闭的门是多么需要真诚这一把钥匙打开呀!塑料名称:ABS 实际开模缩水率:0.0045 开模产品类型:打印机壳 塑料名称:ABS 实际开模缩水率:0.005 开模产品类型:手机壳 塑料名称:PP 实际开模缩水率:0.015 开模产品类型:美的电水壶 塑料名称:ABS 实际开模缩水率:0.005 开模产品类型:美的饮水机 塑料名称:PP 实际开模缩水率:0.0155 开模产品类型:本田汽车壳 塑料名称:PA+30%GF 实际开模缩水率:0.013 开模产品类型:宗申摩托车配件 塑料名称:PS 实际开模缩水率:0.005 开模产品类型:东芝,华凌冰柜抽屉 塑料名称:H-PE 实际开模缩水率:0.018 开模产品类型:美的电水壶 塑料名称:ABS 实际开模缩水率:0.005 开模产品类型:美的饮水机 塑料名称:PP 实际开模缩水率:0.0155 开模产品类型:本田汽车壳
塑料名称:PA+30%GF 塑料名称:PP 实际开模缩水率:0.016 开模产品类型:厨房用品 塑料名称:EVA 实际开模缩水率:0.025 开模产品类型:厨房用品 塑料名称:SAN 实际开模缩水率:0.004 开模产品类型:厨房用品 塑料名称:POM 实际开模缩水率:0.025 开模产品类型:厨房用品 塑料名称:ABS 实际开模缩水率:0.005 开模产品类型:厨房用品 塑料名称:ABS 实际开模缩水率:0.003 开模产品类型:键帽 塑料名称:PPR 实际开模缩水率:0.017 开模产品类型:水管接头 塑料名称:pom 实际开模缩水率:0.02 开模产品类型:调火环 塑料名称:pp 实际开模缩水率:0.018 开模产品类型:托盘 塑料名称:ABS 实际开模缩水率:0.005 开模产品类型:机壳
塑料缩水率表
塑料缩水率表 简 称 全 名 密度 (g/cm) 缩小率 熔融温度 (℃) 模具温度 (℃) 射出压力 (Mpa) *145=PSI 射出速度 性质 ASA Acrylonitrile-Styrene-Acrylate 1.07 0.4~0.6 230~260 40~90 - - 非 结 晶 性 塑 胶 ABS Acrylonitrile-Butadiene-Styrene 1~1.2 0.5~0.6 195~240 38~93 120~140 平、慢 HIPS 耐冲击聚笨乙烯 1~1.1 0.4~0.7 180~280 10~85 100~200 快 PAI Polyamide-imide 1.4~1.6 0.1~0.2 305~370 205~200 160~200 快 PAS Polyaryl-Sulfone 1.36 0.6 340~370 120~155 138~200 PC Polycarbonate 1.2~1.5 0.4~0.7 270~325 80~110 138~200 快 PEI Polyether-imide 1.3~1.5 0.5~0.7 340~425 65~175 100~160 中等、快 PES Polyether-Sulfones 1.2~1.6 0.3~0.6 340~380 140~160 160~200 快 PETG PET (copolymer) 1.2~1.3 190~275 20~30 80~100 慢、快 PMMA Polymethy-methacrylate (acrylic) 1.1~1.2 0.4~0.8 200~260 38~60 100~200 各种 Polyester Thermoplastic Polyester 1.3 1.5~1.8 230~260 40~100 80~100 慢、平 PPO Polyphenylene-oxide 1.1~1.2 0.2~0.7 250~315 82~110 120~180 快 PS Polystyrene 1.0~1.1 0.4~0.7 180~280 10~85 100~200 快 PSU Polysulfone 1.2~1.6 0.7 310~400 100~170 慢 PVC Polyvinyl-Chloride 1.2~1.4 0.2~0.5 180~204 20~40 70~140 慢、中等 SAN Styrene-acrylonitrile 1.1~1.3 0.3~0.7 220~270 5~60 35~140 TPOR Thermoplastic Polyurethane 1.2~1.3 0.8~2 190~220 30~65 70~140 强化塑料 之填充材 在塑料材料中填加一些强化材,可提高强度、耐热性而且成形之收缩变少。强化材几乎都是纤维。 其中玻璃纤维 (Glass Fiber) 最多,其次为炭纤维 (Carbon Fiber)、Whisker 等。 1. 玻璃纤维:为一般纤维化玻璃称为E 玻璃,这些纤维的粗度为10~13μm 。由纤维之制程产生的分子配向愈细愈强,具有超过钢琴线的抗张力 (E 玻璃之抗张力为250kgf/mm 2)。为了使此纤维相缠,介于塑料之中,有助于补强,需要某种程度的纤维长度,但是在利用射出成形机的成形,因利用螺杆揉捏,长的纤维被切断,一般长度为0.5mm 。利用射出成形机之热可塑性塑料为PA 、PC 、POM 、 PSF 、PPE 、AS 、PP 等,玻璃纤维和其基本之塑料 (MATRIX) 的亲和性不佳时,因纤维脱离母料,失去 补强效果。总之,是纤维和母料表面之粘接性的问题。玻璃纤维之充填率一般为10~30%,充填率20%时,抗拉强度变成约2倍,耐热性也稍提高,耐冲击性也常变佳,但是几乎不伸长,将其称为强化热可塑性塑料。 2. 炭纤维:炭纤维利用原料和制法的差异可得到宽广的性质,但是在塑料之强化材上使用强化构造用的高强度品。和玻璃纤维相比,也在抗拉强度和弹性系数上取胜,潜变也少,膨胀系数也小,导电性优异,而且耐热性高,唯一的缺点是价格很贵。因此,只用于部份的运动用品、机械零件。
塑胶材料收缩率表(最全)
收缩率表2007-10-25 09:42序号塑料名称代号收缩率 1 丙稀腈、丁二稀、苯乙烯ABS 0.3~0.8 2 氨基树脂AF 3 氯化聚醚CP 0.5 4 环氧树脂EP 5 聚三氟氯乙烯F3 6 聚四氟乙烯F4 7 聚四氟乙烯增强F4+20%GF 8 聚全氟乙丙烯F46 9 高密度聚乙烯(孖力士) HDPE 2~5.0 10 高抗冲聚苯乙烯(不脆胶) HIPS 0.2~0.6 11 硬质聚氯乙烯HPVC 0.6~1.0 12 液晶聚合物LCP 0.006 13 低密度聚乙烯LDPE 1.5~5.0 14 改性聚苯醚MPPO 15 聚酰胺6 PA6 0.6~1.4 16 聚酰胺6 增强PA6+30%GF 0.3~0.7 17 聚酰胺66 PA66 0.8~1.5 18 聚酰胺66 增强PA66+30%GF 0.2~0.8 19 聚芳砜PASF 0.8 20 聚对苯二甲酸丁二醇酯PBT 0.44 21 聚对苯二甲酸丁二醇酯增强PBT+30%GF 0.2 22 聚碳酸脂(防弹胶) PC 0.5 23 聚碳酸脂增强PC+30%GF 0.2 25 聚醚醚酮PEEK 26 聚醚酮PEK 27 聚醚酮酮PEKK 28 聚醚砜PES 0.6 29 聚对苯二甲酸乙二醇酯PET 1.8 30 (涤纶(的确凉)) PET+30%GF 0.2~0.9 31 酚醛塑料(电木粉) PF 32 聚酰亚胺PI 0.75 33 聚甲基丙烯酸酯(亚加力) PMMA 0.2~0.8 34 聚甲醛共聚(赛钢) 共聚POM 1.5~3.5 35 聚甲醛共聚增强共聚POM+25%GF 36 聚甲醛均聚均聚POM 1.5~3 37 聚丙烯(百折胶) PP 1~2.5 38 聚丙烯增强PP+30%GF 0.4~0.8 39 聚苯醚PPO 0.7 40 聚苯硫醚增强PPS+40%GF <0.12 41 聚苯乙烯(硬胶) PS 0.4~0.7 42 聚砜PSF 0.6 43 聚氨酯PU 44 软质聚氯乙烯SPVC 1.5~2.5
常用塑料缩水率表
常用塑料缩水率表 ABS(丙烯腈/丁二烯/苯乙烯)共聚物 0.50% SAN(苯乙烯-丙烯腈)共聚物 0.40% PC聚碳酸酯 0.60% ABS+SAN(丙烯腈/丁二烯/苯乙烯)共聚物+ (苯乙烯-丙烯腈)共聚物 0.40% PVC 2.00% POM聚甲醛 1.70% PP聚丙烯 1.60% PMMA聚甲基丙烯酸甲酯 0.50% HDPE高密度聚乙烯(低压) 2.00% LDPE低密度聚乙烯(高压) 2.00% GPPS普通聚苯乙烯 0.50% PBT聚对苯二甲酸丁二酯 1.70% PET聚对苯二甲酸乙二酯 1.70% 尼龙6(PA6) 1.20% 尼龙66(PA66) 1.50% 尼龙1010(PA1010)
1.50% EV A(乙烯-醋酸乙烯)共聚物 2.00% 塑料的收缩率是指塑料制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百 分比。它反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。影响塑料收缩率的因素有:塑料品种、成型条件、模具结构等。不同的高分子材料的收缩率各不相同。其次塑料的收缩率还与塑件的形状、内部结构的复杂程度、是否有嵌件等有很大的关系。常用塑料收缩率如下: PE:1.2~1.28% PP:1.2~2.5% PVC(硬质):0.4~0.7% PVC(软质):1.0~5.0% PS:0.3~0.6% ABS:0.4~0.7% ABS(加玻纤):0.2~0.4% PC:0.6~0.8% PMMA:0.3~0.7% POM:1.8~3.0% PET:1.2~2.0% PPO:0.5~0.9% PPS:1% PEEK:1.2%
塑料收缩率及其影响因素
塑料收缩率及其影响因素 热塑性塑料的特性是在加热后膨胀,冷却后收缩.当然加压后体积也将缩小.在注塑成型过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成型收缩.塑件从模具取出到稳定这段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩.另一种变化是某些吸湿性塑料因吸湿而出现膨胀,但是其中起主要作用的是成型收缩。 塑件形状 对于成型件壁厚来说,一般由于厚壁的冷却时间较长,因而收缩率也较大.对于一般塑件来说,当沿熔料方向尺寸与垂直于熔料流动方向尺寸的差异较大时,则收缩率差异也较大.从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比靠近浇口部位大.因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。 模具结构 浇口形式对收缩率也有影响。用小浇口时,因保压结束之前浇口即固化而使塑件的收缩率增大。注塑模具中的冷却回路结构也是模具设计中的一个关键。冷却回路设计不当,则因塑件各处温度不均衡而产生收缩差,其结果是使塑件尺寸差或变形。在薄壁部分,模具温度分布对收缩率的影响则更为明显。 成行条件 料筒温度:料筒温度较高时,压力传递较好而使收缩力减小。但用小浇口时,因浇口固化早而使收缩率仍较大。对于壁厚塑件来说,即使筒温度较高,其收缩率仍较大。 补料:在成型条件中,尽量减少补料以使塑件尺寸保持稳定。但补料不足则无法保持压力,也会使收缩率增大。 注射压力:注射压力是对收缩率影响较大的因素,特别是充填结束后的保压压力。在一般情况下,压力较大时候因材料的密度大,收缩率就较小。
注射速度:注射速度对收缩率的影响较小。但对于薄壁塑件或浇口非常小,以及使用强化材料时,注射速度加快则收缩率小。 模具温度:通常模具温度较高时收缩率也较大。但对于薄壁塑件,模具温度高则熔料的流动抗阻小,进而收缩率反而较小。 成型周期:成型周期与收缩率无直接关系。但需注意,当加快成型周期时,模具温度、熔料温度等必然也发生变化,从而影响收缩率的变化。 1简介 塑料的收缩率是指塑料制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百分比。它反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。影响塑料收缩率的因素有:塑料品种、成型条件、模具结构等。不同的高分子材料的收缩率各不相同。其次塑料的收缩率还与塑件的形状、内部结构的复杂程度、是否有嵌件等有很大的关系。 2常用塑料收缩率
塑料收缩率表
塑料收缩率表序号塑料名称代号收缩率 1 丙稀腈、丁二稀、苯乙烯ABS 0.3~0.8 2 氨基树脂AF 3 氯化聚醚CP 0.5 4 环氧树脂EP 5 聚三氟氯乙烯F3 6 聚四氟乙烯F4 7 聚四氟乙烯增强F4+20%GF 8 聚全氟乙丙烯F46 9 高密度聚乙烯(孖力士) HDPE 2~5.0 10 高抗冲聚苯乙烯(不脆胶) HIPS 0.2~0.6 11 硬质聚氯乙烯HPVC 0.6~1.0 12 液晶聚合物LCP 0.006 13 低密度聚乙烯LDPE 1.5~5.0 14 改性聚苯醚MPPO 15 聚酰胺6 PA6 0.6~1.4 16 聚酰胺6 增强PA6+30%GF 0.3~0.7 17 聚酰胺66 PA66 0.8~1.5 18 聚酰胺66 增强PA66+30%GF 0.2~0.8 19 聚芳砜PASF 0.8 20 聚对苯二甲酸丁二醇酯PBT 0.44
21 聚对苯二甲酸丁二醇酯增强PBT+30%GF 0.2 22 聚碳酸脂(防弹胶) PC 0.5 23 聚碳酸脂增强PC+30%GF 0.2 25 聚醚醚酮PEEK 26 聚醚酮PEK 27 聚醚酮酮PEKK 28 聚醚砜PES 0.6 29 聚对苯二甲酸乙二醇酯PET 1.8 30 (涤纶(的确凉)) PET+30%GF 0.2~0.9 31 酚醛塑料(电木粉) PF 32 聚酰亚胺PI 0.75 33 聚甲基丙烯酸酯(亚加力) PMMA 0.2~0.8 34 聚甲醛共聚(赛钢) 共聚POM 1.5~3.5 35 聚甲醛共聚增强共聚POM+25%GF 36 聚甲醛均聚均聚POM 1.5~3 37 聚丙烯(百折胶) PP 1~2.5 38 聚丙烯增强PP+30%GF 0.4~0.8 39 聚苯醚PPO 0.7 40 聚苯硫醚增强PPS+40%GF <0.12 41 聚苯乙烯(硬胶) PS 0.4~0.7 42 聚砜PSF 0.6 43 聚氨酯PU
常用塑料成型收缩率
PA6系列成型收缩率 名称及描述成型收缩率% 备注 15%玻纤增强PA6 0.5-0.8 PA6G15 20%玻纤增强PA6 0.4-0.6 PA6G20 30%玻纤增强PA6 0.3-0.5 PA6G30 40%玻纤增强PA6 0.1-0.3 PA6G40 50%玻纤增强PA6 0.1-0.3 PA6G50 25%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G25 30%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G30 30%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30 无卤阻燃PA6 0.8-1.2 Z-PA6 30%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M30 30%玻璃微珠填充PA6 0.8-1.2 PA6M30 30%玻纤矿物复合填充PA6 0.3-0.5 PA6M30 40%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M30 40%矿物填充PA6 0.4-0.7 PA6M40 PA6一般注塑级 1.4-1.8 PA6 PA6快速成型 1.2-1.6 PA6 PA6一般增韧 1.0-1.5 PA6 PA6中等增韧 0.9-1.3 PA6 PA6超增韧 0.9-1.3 PA6 MoS2填充耐磨PA6 1.0-1.4 PA6 PA66系列成型收缩率 名称及描述成型收缩率% 备注 15%玻纤增强PA66 0.6-0.9 PA66G15 20%玻纤增强PA66 0.5-0.8 PA66G20 25%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G30 30%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G40 50%玻纤增强PA66 0.1-0.3 PA66G50 25%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G25 30%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA66 30%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M30 30%玻璃微珠填充PA66 0.8-1.2 PA66M30 30%玻纤矿物复合填充PA66 0.2-0.5 PA66M30 30%矿物填充PA66 0.6-0.9 PA66M30 40%矿物填充PA66 0.4-0.7 PA66M40 一般注塑级PA66 1.5-1.8 PA66 快速成型PA66 1.5-1.8 PA66 一般增韧PA66 1.2-1.7 PA66 中等增韧PA66 1.2-1.6 PA66 超增韧PA66 1.2-1.6 PA66 MoS2填充耐磨PA66 1.2-1.6 PA66 PA/ABS系列成型收缩率 名称及描述成型收缩率% 备注 10%玻纤增强PA/ABS 0.3-0.6 PA/ABSG10 20%玻纤增强PA/ABS 0.2-0.5 PA/ABSG20
常用缩水率
常用缩水率 塑料名称:ABS实际开模缩水率:\\ 开模产品类型:打(kāi mó chǎn pǐn lèi xíng dá)印机壳塑料名称:ABS 实际开模缩水率:开模产品类型:手机壳塑料名称:PP 实际开模缩水率:开模产品类型:美的电水壶塑料名称:ABS 实际开模缩水率:开模产品类型:美的饮(kāi mó chǎn pǐn lèi xíng měi de- yǐn)水机塑料名称:PP 实际开模缩水率:开模产品类型:本田汽车壳塑料名称:PA+30%GF 实际开模缩水率:开模产品类型:宗申摩托车配(kāi mó chǎn pǐn lèi xíng zōng shēn mó tuō chē pèi)件塑料名称:PS 实际开模缩水率:开模产品类型:东芝,华凌冰柜抽屉塑料名称:H-PE 实际开模缩水率:开模产品
类型:美的电水壶塑料名称:ABS 实际开模缩水率:开模产品类型:美的饮水机塑料名称:PP 实际开模缩(shí jì kāi mó suō)水率:开模产品类型:本田汽车壳塑料名称:PP 实际开模缩水率:开模产品类型:厨房用(kāi mó chǎn pǐn lèi xíng chú fáng yòng)品塑料名称:EV A 实际开模缩水率:开模(kāi mó)产品类型:厨房用品塑料名称:SAN 实际开模缩水率:开模产品类型:厨房用品塑料名称:POM 实际开模缩水率:开模产品类型:厨房用品塑料名称:ABS 实际开模缩水率:开模产品类型:厨房用品塑料名称:PPR 实际开模缩水率:开模产品类型:水(kāi mó chǎn pǐn lèi xíng shuǐ)管接史塑料名称:ABS+PC 实际开模缩水率:开模产品(kāi mó chǎn pǐn)类型:手机面盖底盖()塑料名称:PC 实际开模缩水率:开模产品类型:手机装饰件塑料名称:TPU
塑料收缩率
英文缩写中文简称规格比重收缩率% 模具温度℃料筒温度℃ ABS 丙烯腈-丁二烯-苯乙烯高抗冲 1.01-1.04 0.4-0.7 40-90 210-240 ABS 丙烯腈-丁二烯-苯乙烯高耐热 1.05-1.08 0.4-0.7 40-90 220-250 ABS 丙烯腈-丁二烯-苯乙烯阻燃 1.16-1.21 0.4-0.8 40-90 210-240 ABS 丙烯腈-丁二烯-苯乙烯增强 1.28-1.36 0.1-0.2 40-90 210-240 ABS 丙烯腈-丁二烯-苯乙烯透明 1.07 0.6-0.8 40-90 210-240 AAS 丙烯腈-丙烯酸酯-苯乙烯 - 1.08-1.09 0.4-0.7 50-85 210-240 PS 聚苯乙烯耐热 1.04-1.1 0.1-0.8 60-80 200- PS 聚苯乙烯抗冲击 1.1 0.2-0.6 60-80 200- PS 聚苯乙烯阻燃 1.08 0.2-0.6 60-80 200- PS 聚苯乙烯增强 1.2-133 0.1-0.3 60-80 200- AS(SAN) 丙烯腈-苯乙烯 - 1.075-1.1 0.2-0.7 65-75 180-270 AS(SAN) 丙烯腈-苯乙烯增强 1.2-1.46 0.1-0.2 65-75 180-270 BS 丁二烯-苯乙烯 - 1.04-1.05 0.4-0.5 65-75 180-270 PE 聚乙烯低密度LD 0.91-0.925 1.5-5 50-70 180-250 PE 聚乙烯中密度MD 0.926-0.94 1.5-5 50-70 180-250 PE 聚乙烯高密度HD 0.941-0.965 2-5 35-65 180-240 PE 聚乙烯交联XL 0.93-0.939 2-5 35-65 180-240 EEA 乙烯-丙烯酸乙酯共聚物 - 0.93 0.15-0.35 <60 205-315 EVA 乙烯-醋酸乙烯酯 - 0.943 0.7-1.2 24-40 120-180 PP 聚丙烯未改性 0.902-0.91 1-2.5 40-60 190-240 PP 聚丙烯共聚 0.89-0.905 1-2.5 40-60 190-240 PP 聚丙烯惰性料 1.0-1.3 0.5-1.5 40-60 190-240 PP 聚丙烯玻纤 1.05-1.24 0.2-0.8 40-60 200-240 PP 聚丙烯抗冲击 0.89-0.91 1-2.5 40-60 180-230 PA 聚酰胺(尼龙) PA66 1.13-1.15 0.8-1.5 20-95 315-370 PA 聚酰胺(尼龙) PA66GF30 1.38 0.5 30-85 260-310 PA 聚酰胺(尼龙) PA6 1.12-1.14 0.8-1.5 20-95 250-310 PA 聚酰胺(尼龙) PA6GF30 1.35-1.42 0.4-0.6 30-85 260-310 PA 聚酰胺(尼龙) PA66/PA6 1.08-1.14 0.5-1.5 35-80 250-310 PA 聚酰胺(尼龙) PA6/PA12 1.06-1.08 1.1 30-80 250-310 PA 聚酰胺(尼龙) PA6/PA12GF30 1.31-1.38 0.3 30-85 260-310
常见塑料收缩率大全
常见塑料收缩率大全 塑胶收缩率 成型收缩率(MoldingShrinkage)是指塑件自模具中取出冷却到室温后,室温尺寸的缩小值对其原未冷却尺寸的百分率。由于收缩不仅是树脂本身的热胀冷缩,而且还与各成形因素有关,所以成型后塑件的收缩率应称为成型收缩率。高分子中常用此概念。 以下是常用的塑胶收缩率 PA6系列成型收缩率 名称及描述成型收缩率% 备注 15%玻纤增强PA6 0.5-0.8 PA6G15 20%玻纤增强PA6 0.4-0.6 PA6G20 30%玻纤增强PA6 0.3-0.5 PA6G30 40%玻纤增强PA6 0.1-0.3 PA6G40 50%玻纤增强PA6 0.1-0.3 PA6G50 25%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G25 30%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G30 30%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30 无卤阻燃PA6 0.8-1.2 Z-PA6 30%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M30 30%玻璃微珠填充PA6 0.8-1.2 PA6M30 30%玻纤矿物复合填充PA6 0.3-0.5 PA6M30
40%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M30 40%矿物填充PA6 0.4-0.7 PA6M40 PA6一般注塑级1.4-1.8 PA6 PA6快速成型1.2-1.6 PA6 PA6一般增韧1.0-1.5 PA6 PA6中等增韧0.9-1.3 PA6 PA6超增韧0.9-1.3 PA6 MoS2填充耐磨PA6 1.0-1.4 PA6 PA66系列成型收缩率 名称及描述成型收缩率% 备注 15%玻纤增强PA66 0.6-0.9 PA66G15 20%玻纤增强PA66 0.5-0.8 PA66G20 25%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G30 30%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G40 50%玻纤增强PA66 0.1-0.3 PA66G50 25%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G25 30%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA66
塑料模具收缩率表
PC\防弹胶塑胶模具缩水率表 CAB\CAP PE\HD 孑力士PE\LD 软胶GOLDEN EVA\橡皮料PBT 2002PBT 6302BS\K BATTS ABS REV ABS 10%GF ABS SIEMENS AS\SAN 材 料 POM\M90-94POM\CASIO 赛钢PMMA\CASIO POM\THOMSON PVC\软质PVC PPO GB6401PA 6PA 66PA 6+30%GF MAPED PA 66+30%GF 材 料缩水率1.006缩水率1.003 1.0051.0041.0051.0181.0061.0181.0101.0251.0201.006 1.005 1.020HIS ABS MAPED 1.0045BS\K YAQIAN ABS+PC 1.00551.010-61.0041.015-9 1.020-5 1.005 1.019 1.0201.0031.005 1.0181.014 1.004 1.014PA 1011.015PA 66+50%GF 1.003 PC 124PS\GP 硬料 PS\HI\BATTS 不碎1.0041.0051.006 1.003 PC+10%GF 1.006 PC+PET 1.018PA 121.012PMMA\亚克力 PPO\GATEHILL PP+20%GF PPS\WHIRLPOOL PP\WHIRLPOOL 1.010 1.0061.0121.009 1.004PP\防火PP\KI 百折胶PPE+PS PPE VALOX\KI PSU PBT+30%GF&ABS PBT 2002PBT 6302材 料 缩水率 1.005 1.018 1.0061.0051.015 1.0101.005PBT 1.015 PET+20%GF 1.003PF 1.008ZYTEL 4061.015PP+TALC\KI PETG 1.004PU 1.015PES 1.0061.0031.002CA\酸性胶AIM 4800 1.0051.005PET+30%GF PCT+30%GF TPE 1.015ZYTEL 406 1.015 KRATON\人造橡胶1.008PPS+40%GF 1.003 PS+30%GF 1.006GP 1.008ARCYLIC 1.005PETG\透明工程1.004 AC 1.020 NORYL SEI\RIVAL 1.005 TPE+HIPS 1.020
PE塑料收缩率及塑料知识
PE塑料收缩率及塑料知识 以下是塑料的收缩率,单位(%) PP(1.0-2.5) PMMA(0.1-0.4)PC(0.5-0.7) PA6(0.5-1.5) PA6-GF(0.4-0.6) PA66(0.8- 1.5)PA66-GF(0.5) PS(0.4-0.7)ABS(0.4-0.9)ABS-GF(0.1-0.2)POM(2- 2.5)PBT(1.5- 2.0)PET(2-2.5)以上就是常用塑料的收缩比,是有范围的,一般厂家没有指定,就取中间值! 一、塑料的常规品种及分类在日常生活中,我们能直接接触或感知到的塑料,多数是常规的通用塑料,主要包括五大类:PE、PP、ABS、PVC、PS,这五大类塑料占据了 塑料原料使用的绝大多数,其余的基本可以归入特殊塑料品种,如:PPS、PPO、PA、PC、POM等,它们在日用生活产品中的用量很少,主要应用在工程产业、国防科技等高端的领域,如汽车、航天、建筑、通讯等领域。 塑料根据其可塑性分类,可分为热塑性塑料和热固性塑料。通常情况下,热塑性塑料 的产品可再回收利用,而热固性塑料则不能,根据塑料的光学性能来分,可分为透明、半透明及不透明原料,如PS、PMMA、AS、PC等属于透明塑料,而其它大多数塑料都为不透明塑料。塑料的分类方式还有很多种,这里不一一介绍了。 二、常用塑料品种性能及用途 1、聚乙烯:常用聚乙烯可分为低压聚乙烯(HDPE)、高压聚乙烯(LDPE)和线性高压聚 乙烯(LLDPE)。三者当中,HDPE有较好的热性能、电性能和机械性能,而LDPE和LLDPE有较好的柔韧性、冲击性能、成膜性等。LDPE和LLDPE主要用于包装用薄膜、农用薄膜、塑料改性等,而HDPE 的用途比较广泛,薄膜、管材、注射日用品等多个 领域。
塑料收缩率及模具设计
塑料收缩率和模具尺寸 设计塑料模时,确定了模具结构之後即可对模具的各部分进行详细设计,即确定各模板和零件的尺寸,型腔和型芯尺寸等。这时将涉及有关材料收缩率等主要的设计参数。因而只有具体地掌握成形塑料的收缩率才能确定型腔各部分的尺寸。即使所选模具结构正确,但所用参数不当,就不可能生产出品质合格的塑件。 塑料收缩率及其影响因素 热塑性塑料的特性是在加热後膨胀,冷却後收缩,当然加压以後体积也将缩小。在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束後熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。塑件从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为後收缩。另一种变化是某些吸湿性塑料因吸湿而出现膨胀。例如尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为40%时尺寸增加量为0.3%。但其中起主要作用的是成形收缩。目前确定各种塑料收缩率(成形收缩+後收缩)的方法,一般都推荐德国国家标准中DIN16901的规定。即以23℃±0.1℃时模具型腔尺寸与成形後放置24小时,在温度为23℃,相对湿度为50±5%条件下测量出的相应塑件尺寸之差算出。 收缩率S由下式表示:S={(D-M)/D}×100%(1) 其中:S-收缩率;D-模具尺寸;M-塑件尺寸。 如果按已知塑件尺寸和材料收缩率计算模具型腔则为D=M/(1-S) 在模具设计中为了简化计算,一般使用下式求模具尺寸: D=M+MS(2) 如果需实施较为精确的计算,则应用下式:D=M+MS+MS2(3) 但在确定收缩率时,由於实际的收缩率要受众多因素的影响也只能使用近似值,因而用式(2)计算型腔尺寸也基本上满足要求。在制造模具时,型腔则按照下偏差加工,型芯则按上偏差加工,便於必要时可作适当的修整。 难於精确确定收缩率的主要原因,首先是因各种塑料的收缩率不是一个定值,而是一个范围。因为不同工厂生产的同种材料的收缩率不相同,即使是一个工厂生产的不同批号同种材料的收缩率也不一样。因而各厂只能为用户提供该厂所生产塑料的收缩率范围。其次,在成形过程中的实际收缩率还受到塑件形状,模具结构和成形条件等因素的影响。下面对这些因素的影响作一介绍。 塑件形状 对於成形件壁厚来说,一般由於厚壁的冷却时间较长,因而收缩率也较大,如图1所示。对一般塑件来说,当熔料流动方向L尺寸与垂直於熔料流方向W尺寸的差异较大时,则收缩率差异也较大。从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比*近浇口部位大。因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。 模具结构
我的各种塑料缩水率参考表
各种塑料实际缩水率表(此表只作参考,应根据 工厂实际情况计算缩水。) ----------------------- 1----------------------- 以下收缩率经过几年实践得来,在产品不超过300mm 平均胶厚不超过3MM 以内绝对可靠(产品尺寸有超过 300mm 的要小计0.0005,产品长宽高尺寸差异太大的 要X 轴,Y 轴,Z 轴分开来计算,遇到产品平均胶位过 厚,过薄(0.5 以下)及产品尺寸大都要特别注意)。 ABS(超不碎胶):5/1000 PC(防弹胶):5/1000 PC+ABS:5/1000 PMMA(亚加力):5/1000 PS(硬胶):5/1000 HIPS(不碎胶):5/1000 PP(百折胶):16/1000 PP+20%GPT:5/1000 PP+30%GPT:3/1000 POM(赛钢):20/1000 PA6(尼龙):9/1000 PA66(尼龙):16/1000 PA66+15%GPT:8/1000 PA66+30%GPT:3/1000 PA66+50%GPT:2/1000 AS(透明大力胶):5/1000 GPPS:5/1000 BDS(K-RESIN0)/K 料:7/1000 GP (硬胶):5/1000 TPR(软胶):18/1000 PE: (软胶)20/1000 TPU(软胶) 18/1000 KVA (橡皮胶):20/1000 CA(酸性胶):5/1000 K 唐(KRATON):20/1000 ACETAL(AC):20/1000 PVC(软):20/1000 PU:20/1000 PBT: 15/1000 PBT+30%GPT:3/1000 ----------------------- 2----------------------- ABS和PC塑料系列: 塑料名称:ABS
常用塑料缩水率表
常用塑料缩水率表 ABS (丙烯腈/丁二烯/苯乙烯)共聚物 0.50% SAN(苯乙烯-丙烯腈)共聚物 0.40% PC聚碳酸酯 0.60% ABS+SAN (丙烯腈/丁二烯/苯乙烯)共聚物+ (苯乙烯-丙烯腈)共聚物 0.40% PVC 2.00% POM聚甲醛 1.70% PP聚丙烯 1.60% PMMA聚甲基丙烯酸甲酯 0.50% HDPE高密度聚乙烯(低压) 2.00% LDPE低密度聚乙烯(高压) 2.00% GPPS普通聚苯乙烯 0.50% PBT聚对苯二甲酸丁二酯 1.70% PET聚对苯二甲酸乙二酯 1.70% 尼龙6(PA6) 1.20%
尼龙66 ( PA66) 1.50% 尼龙1010 (PA1010) 1.50% EVA (乙烯-醋酸乙烯)共聚物 2.00% 塑料的收缩率是指塑料制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百 分比。它反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。影响塑料收缩率的因素有: 塑料品种、成型条件、模具结构等。不同的高分子材料的收缩率各不相同。其次塑料的收缩率还与塑件的形状、内部结构的复杂程度、是否有嵌件等有很大的关系。常用塑料收缩率如 下: PE: 1.2~1.28% PP: 1.2~2.5% PVC(硬质):0.4~0.7% PVC(软质):1.0~5.0% PS: 0.3~0.6% ABS 0.4~0.7% ABS(加玻纤):0.2~0.4% PC: 0.6~0.8% PMMA 0.3~0.7% POM 1.8~3.0% PET: 1.2~2.0% PPO 0.5~0.9% PPS 1% PEEK 1.2%
常用塑胶缩水率
常用塑胶缩水率 塑料名称:PCTA 实际开模缩水率:0.003 开模产品类型:化装品 塑料名称:PETG 实际开模缩水率:0.004 开模产品类型:化装品 塑料名称:AS 实际开模缩水率:0.005 开模产品类型:化装品 PBT+30%GF 实际开模缩水率:0.004 保安器上下盖,支架 塑料名称:ABS 实际开模缩水率:5/1000 开模产品类型:电器外壳 塑料名称:PP 实际开模缩水率:16/1000 开模产品类型:餐具 塑料名称:POM 实际开模缩水率:16/1000 开模产品类型:胶轮 塑料名称:PC 实际开模缩水率:8/1000 开模产品类型:手机水晶壳 塑料名称:PA6 实际开模缩水率:0.020 开模产品类型:闭锁器摇臂 塑料名称:TPR 实际开模缩水率:0.015 开模产品类型:车仔轮胎 看来这里面多数是做壳子类的高温阻燃材料用得极少塑料名称:LCP
实际开模缩水率: 1.5~2/%0 开模产品类型:连接器 塑料名称:PA6T 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:PA9T 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:PC940 实际开模缩水率: 8/%0 开模产品类型:各式插头座外壳 塑料名称:NTF FR52 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:pom 实际开模缩水率:0.018 开模产品类型:遥控-开关-支架== 塑料名称:POM M90-44 实际开模缩水率:0.018 开模产品类型:小齿轮 塑料名称:POM TR-20 实际开模缩水率:0.015 开模产品类型:机芯 塑料名称:TPR 实际开模缩水率:0.012 开模产品类型:软胶 塑料名称:PPS+30%GF 实际开模缩水率:0.0045 开模产品类型:测距仪机芯 塑料名称:PP 实际开模缩水率:0.016 开模产品类型:汽车配件(反光镜) 塑料名称:PA+30%GF 实际开模缩水率:0.0035