01T系列电池产品检验规格书
1、目的
为规范01T系列产品的检验工作,明确不良判定标准,使成品的检验做到有据可依,保证产品品质满足客户要求。
2、范围
本检验规格书适01T系列产品成品检验。
3、缺陷定义
致命缺陷——CRI:
a.会导致或可能会导致使用者生命、财产受到伤害之缺陷(如:尖锐披锋、触电等);
b.产品功能完全丧失或规格完全错误,将会直接影响到产品的销售,降低公司的信誉度;
c.违反国家或当地法律法规之产品(如:产品中有害物质超标)。
主要缺陷——MAJ:
a.明显降低产品使用性能或可靠性之缺陷;
b.较为严重的外观缺陷。
次要缺陷——MIN:不影响产品的正常使用性能,但与标准存在偏差之缺陷。
4、检验工具
标准样品、限度样品、菲林污点规、游标卡尺、塞规(塞尺)等
5、检验条件
5.1光线:正常日光灯(600-800LUX), 距离工作台1.0~1.2M左右,或在自然光线下;
5.2目视距离:眼睛距离被检测物30cm;
5.3目视角度:一般检验视角范围与被检测面积成90±45度。
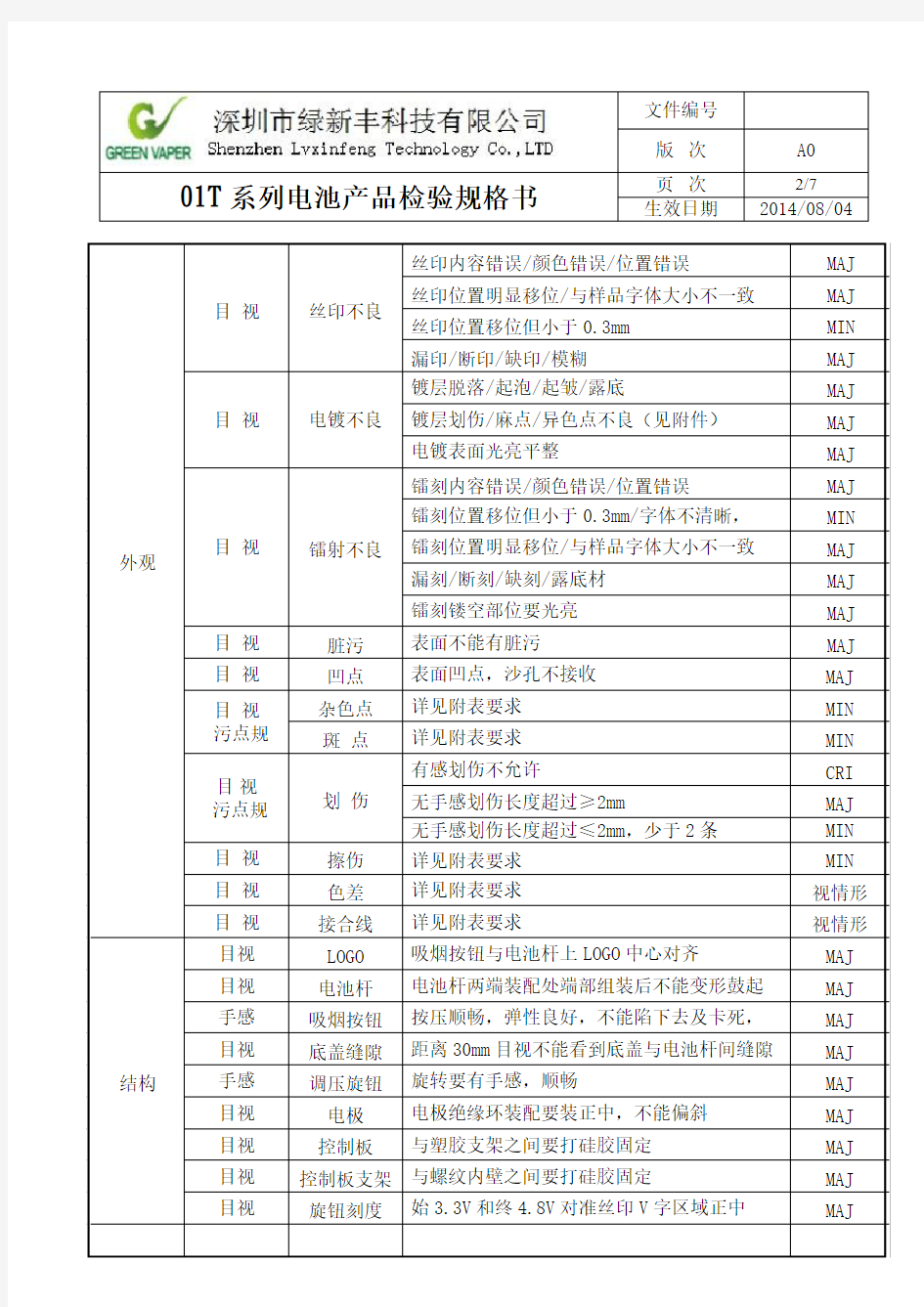
6、检验内容
调压旋钮刻度精准度标准:见下图
电池杆上电压刻度对准调压旋钮V字丝印区域的正中间位置
电压刻度对准调压旋钮V字丝印区域,向左或向右不能少于
附件:菲林污点规
制作:董苏敏 2014.08.04 审核:批准:
产品质量检验制度标准范本
编号:QC/RE-KA9574 产品质量检验制度标准范本 In order to make the rules open, maintain the collective coordination, safeguard the interests, so as to give full play to the power of the group, and realize the legal basis of management. (规章制度示范文本) 编订:________________________ 审批:________________________ 工作单位:________________________
产品质量检验制度标准范本 使用指南:本规章制度文件适合在管理中,为使规则公开化,让所有人保持集体的协调,维护集体的利益,从而充分发挥团体的力量,实现管理有法可依,内部运行有规则保障。文件可用word任意修改,可根据自己的情况编辑。 产品质量检验制度 一、质量检验科是产品的质量检验和监督的专职机构,对原材料进厂,产品生产的过程检验以及产品入库、出厂全过程的质量检验负责,节实做到不合格原材料不进厂,不合格的半成品不流入下道工序,不合格的产品不出厂。 二、质量检验工作严格按国家标准,产品图样进行检验,生产过程各工序的检验实行“三检制”(自检、互检、专检),生产工人坚持高标准,严格要求,不断提高技术水平,专职检验人员严把质量关。
三、产品的过程检验由各工序的检验员负责,将检验合格的半成品交付下道工序,不合格品另行堆放。 四、产品的成品检验(出厂检验),由专职检验员负责,成品检验员必须对产品过程检验和控制全面了解,确定无误再进行成品检验,合格品填写入库单入库 篇2:二次装修工程质量检验员的岗位职责 二次装修工程质量检验员的岗位职责 (1)督促施工班组对已完成的项目内容即使进行自检、交接检和隐蔽工程的检查验收,如实记录,并予以复查,监督和掌握质量概况,发现问题即使纠正,确保工程质量;
五金产品检验标准书
五金产品检验标准书 一.目的 为规范五金产品的检验作业,明确检验内容和要求,有效管控产品质量,确保满足顾客要求。二.范围 适用于公司所有A类、B类五金件的进料、制程、出货检验。 三.抽样方案 采用GB/T2828.1-2003单次抽样,检查水平(IL)和接收质量(AQL)按一般检验水准执行:四.定义 4.1 A面:指组装成整机后的正前面、上表面(在使用过程能直接看到的表面); 4.2 B面:指组装成整机后的侧面(需将视线偏转45°~90°才能看到的四周边)。 4.3 C面:指组装成整机后的背面及底面(正常使用时看不到的背面及底面)。 4.4 毛边:由于机械冲压,数控车床或CNC电脑锣加工未处理好,导致加工件边缘或分型面处所产生的金属毛刺。 4.5划伤:由于在加工,运输过程中防护不当导致产品表面出现的划痕、削伤。 4.6裁切不齐:由于产品在加工过程中定位不当,导致产品边缘切割不齐。 4.7变形:因加工设备调校不当或材料因内应力而造成的产品平面形变。 4.8氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑。 4.9尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。 4.10“R角”“C角”异常:因调试不当或铣刀严重损耗,导致“R角”“C角”过大或过小。 4.11表面凹痕:因加工过程中铣刀踫伤,搬运过程中挤压或工装夹具挤压造成。 4.12色差:产品表面颜色与标准样品颜色有差异。 4.13异色点:在产品表面出现颜色异于周围颜色的点。 4.14破裂:因机加工损伤而造成产品的裂纹或细小开裂。 4.15麻点:喷涂件表面上有附著的细小颗粒。 4.16色差:产品表面颜色与标准样品颜色有差异。 4.17光泽度:产品表面光泽与标准样品光泽有差异。 4.18硬划痕:由于硬物摩擦而造成产品表面有明显深度的划痕(用指甲刮有明显感觉)。4.19软划伤:没有明显深度的划痕(无手感,但肉眼能明显看出)。 4.20毛丝:产品表面出现细小的尘丝。 五.检验条件 5.1 外观检验条件 5.1.1 光源:在朝背散射的自然光照下,或在物件距光源0.65~1.0m的40W日光灯下。5.1.2 目视距离:300-500mm。
锂电池规格书
储能型磷酸铁锂电池规格书STORAGE LiFePO4 BATTERY SPECIFICATIONS 客户名称(Customer): 产品型号(Type): CF12V80Ah 发行日期(Issuing Date):
1. 适用范围(Product Scope) 本规格书描述了锂离子二次电池的技术要求、测量方法、运输、储存及注意事项。 This Specification describes the requirements of the lithium ion rechargeable battery supplied by 2. 电池组特性 (Battery Group Specifications)
单只电芯曲线图feature curve for single cell 3. 技术要求(Technical Requirements) 测试条件(除特别规定) Testing Conditions (unless otherwise specified) 温度Temperature: 15~35℃ 相对湿度Relative Humidity: 45%~75% 大气压Atmospheric pressure: 86~106Kpa 充放电性能 (Electrical Characteristics)
环境性能 (Environmental Characteristic) 机械性能(Mechanical characteristics)
安全性能(Safe Characteristic)
4 电池组基本性能 (Basic Characteristics of Battery) 5 电池组保护功能要求 (Battery Required Protection Functions) To insure the safety, charger and the protection circuit shall be satisfied the items below. As safety device, please use in combination with the temperature fuse. The standard charge method is CC/CV (constant current/constant voltage) 为确保安全,充电器和保护电路应符合以下要求。同时请使用装有热熔保险丝的安全装置。标准充电方法为CC/CV(恒流/恒压)
库存产品检验规范
库存产品检验规范
修订履历
一、目的: 有效控制库存产品的质量,以防止因库存时间过长发生外观或超过保存年限对产品造成的诸多不良因素,而影响生产或出货产品的品质。 二、范围: 适用于本公司仓库所有灯具类及模组类所有成品。 三、定义: 库存产品是指已经完成全部生产过程并已验收入库,可以作为商品直接对外出售的产品或外部购入直接出售的产品。 四、权责: 仓库:提供入库产品的制令号、型号、规格、数量、入库日期、存放地点等。 品保部:负责对库存产品的检验 制造部:负责对不合格库存品的重工。 五、抽样标准: 汽车产品:依据C=0抽样,判定标准为AQL=1; 非汽车产品:依据MIL-STD-105E正常单次抽样,采用特殊检查水平S-3进行,CR(致命缺陷):AQL=0; MA(主要缺陷):AQL=; MI(次要缺陷):AQL= 六、检验内容: 检验项目:
检验流程图: 流程图 责任单位 仓库 仓库/品保部 品保部 品保部/仓库/制造部 七、检验方法: OK
仓库人员将待检验产品之库存盘点表送至OQC,等待OQC进行库存产品检验。 品保部依据库存盘点表对库存品进行抽检,并将检验之结果记录于库存品检验报告中。 OQC依据检验结果判定产品合格允收或不合格。若判定产品合格则填写定期库存检验标签,将定期库存检验标签贴于产品外箱上;若判定产品不合格,检验人员按不合格品控制程序进行标识,生管负责安排对不合格品重工。 八、注意事项: 若在检验过程中遇到任何疑问,立即通知相关人员。 检验人员必须将检验的结果如实认真清楚地填入相关的表单中。 请注意汽车产品与一般产品抽样允收水准的差异。 如检验规范中设定的规格与零件承认书或对应产品检验规范相冲突时,请依零件承认书为准。
锂电池规格书参照
聚合物锂离子电池 产品规格承认书 ::JD220768430F(500Ah) 品名: 品名 编制审核批准 客户确认 签名//日期客户名称//印章签名 客户名称 总部:北京神州巨电新能源技术开发有限公司 Beijing Globe Super Power New Energy Technology Development Corp. 地址:中国北京市海淀区上地3街9号嘉华大厦E座206 ADD:Rm E-206,Gem Tech-Center,No.9,3rd Street,Haidian Dist.,Beijing,P.R.China 86-10--82783543-816Fax:86-10 86-10--82780720-1073 Tel:86-10 工厂:河北神州巨电新能源科技开发有限公司 Hebei Globe Super Power New Energy Technology Development Corp. 地址:河北邢台市巨鹿县巨鹿工业园 Hebei i Province,P.R.China ADD:Industrial District,Ju Jul l u,Xiangtan,Hebe
产品规格承认书 目录 1.适用范围---------------------------------------------------------------------------------------------------------2 2.产品规格---------------------------------------------------------------------------------------------------2 3.电池性能检查测试-----------------------------------------------------------------------------------------2 4.外观尺寸图------------------------------------------------------------------------------------------------------3 5.使用指南--------------------------------------------------------------------------------------------------------3 6.其它事项------------------------------------------------------------------------------------------------------4 7.电芯处理须知---------------------------------------------------------------------------------------------------4
质量证明书(格式)
压力容器 产品质量证明书 产品名称 产品编号 质量保证工程师(签章) 单位法定代表人(签章) 质量检验专用(公章) 产品合格证 制造单位 制造许可证编号 产品名称类别 设计单位 设计批准书编号 图号订货单位 产品编号制造编号 制造完成日期年月日 本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求。
质量总检验员签字200 年月日 质量检验专用(公章)200 年月日 产品技术特性 产品编号 技术参数设计压力:壳程(壳体)Mpa 管程(夹套)Mpa 设计温度:壳程(壳体)℃管程(夹套)℃工作介质:壳程(壳体)管程(夹套) 最高工作压力:壳程(壳体)Mpa 管程(夹套)Mpa 结构型式:单层多层(热套绕带包扎) 换热面积m2 容积m3 重量kg 规格:内径φmm 壁厚mm 总长总高mm 压力试验耐压试验:壳程(壳体)Mpa 管程(夹套)Mpa 气密性试验:壳程(壳体)Mpa 管程(夹套)Mpa 补强圈焊缝密封试验压力Mpa 无损检测无损检测方法仪器 图样规定无损检测比例% 单条焊缝实际检测最小比例% 焊缝总长A类焊缝m B类焊缝m 实际无损检测长度A类焊缝m B类焊缝m 增加检测比例符合标准规定无此项
施工依据设计标准 制造标准 (现场组焊标准) 无损检测标准 年月日
产品主要受压元件使用材料一览表 序号 主要 受压元件 主要受压元件使用的材料 入厂 材料 标志 数据 来源 化学成分(%) 力学性能弯曲试验名称件号 牌 号 规 格 (m m) 炉 批 号 生 产 单 位 供 应 状 态 C M n Si P S 屈服 点 σs( Mpa ) 抗拉 强度 σb( Mpa ) 延长 率 (δ5) 冲击实验 弯曲 角度 弯轴 直径 (D-a) 温度 (℃) 冲击 力 (J) 硬度 (HB) 供应值 复验值 供应值 复验值 供应值 复验值 供应值 复验值 供应值 复验值 供应值 复验值 供应值 复验值 供应值 复验值 供应值 复验值 审核人: 填表人: 年月日 共页第页
产品检验规范方案
深圳市腾创精密五金有限公司 产品检验规范 编制黄琳 审核刘卿 批准涂总 2016—11—10 发布2016—11—10实施深圳市腾创精密五金有限公司发布 产品检验规范
第一部分:总则 1.主题内容与使用范围 本规程规定了原辅材料、外购外协件、生产过程中产品和产成品的检验和试验。 本规程适用于公司原辅材料进货检验、外购外协件、生产过程检验和成品出厂检验。2.职责 2.1技术部负责编制原辅材料、生产过程产品和产成品检验规程。 2.2品质部负责原辅材料进货检验、外购外协件、生产过程产品检验和成品的出厂检验。 3.检验程序 3.1原辅材料、外购外协件采购产品、生产过程产品、成品出厂检验应按本规程的要求,经 品质部检验/验证合格后方可入库或使用。 3.2原辅材料、外购外协件进厂,由品质部首先检查供方提供的合格证或检验报告或质量保 证单,如无以上合格证明之一时,品质部不予进货检验,特殊情况要经管理者代表批准。 合格证明检查符合要求后,可按后述程序进行检验或验证。 3.3抽样组批 3.3.1供检查用的样本应从检查批中随机抽样,样本在产品结构、工艺水平、性能要求等方 面对抽查产品具有代表性。 3.3.2原辅材料、外购外协件进货检验或验证:由同一品种规格、同一供方生产的同批原材 料、外购外协件组成。 3.3.3生产过程中产品检验的检查批由同一机台生产的同一产品组成一个批量。 3.3.4成品出厂检验的检查批由同一机台生产的同一产品组成;非同一机台生产的产品组成 的检查批,应加倍抽样检验。 3.4抽样规则 原辅材料、外购外协件、生产过程中产品、成品检验的抽样规则,按抽样检验标准的规定进行。 3.6判定原则 产品经检验测试后,如有一个项目不合格时,应剔除不合格品,再从同批产品中抽取双倍数量的试样,就不合格项目进行检验,如第二次检验仍不合格时:原辅材料、外购外协件产品,则判定该批产品为不合格品,按《不合格品控制程序》执行;生产过程中产品和成品,则应100%检验,不合格品按《不合格品控制程序》执行。 4.记录 4.1质量记录应真实反映产品质量情况,质量记录填写应及时、真实、内容完整、字迹清晰,不得随意涂改。 4.2质量记录一般不允许更改。如因笔误或计算错误要修改原数据,应采用单杠划去原数据,在其上方写上更改后的数据,加盖或签上更改人的印章或姓名、日期。 4.3质量记录的表式、内容和保存期,应按《产品的监视和测量控制程序》规定执行。
各工序质量检验标准范文
各工序质量检验标准(初稿) 制订单位 质量管理处 发行日期 2010年09月25日 生效日期 各工序质量检验标准(初稿)目的
为了提高公司产品的质量,确保我公司产品的使用性能和实用性。 把一切不合格的可能性控制在公司内部解决好。 范围 适用于公司生产部各班组 一:开料班质量检验标准: 1、所有开出的料都必须符合图纸要求的技术尺寸,误差控制在图纸要求的 尺寸范围。 2、所有经等离子、氧乙炔切割的材料都必须彻底清渣干净,切割面必须要 保证平、齐、光顺。 3、对原材料存在质量问题的材料应停止开料并及时向上级部门汇报。 4、所有材料经班长质检后报质检人员检验后方可入库。 5、所在折弯、卷板、剪板尺寸要符合图纸要求。 6、必须合理利用材料,对浪费材料的行为将视情节给予相应处罚。 二:配件班质量检验标准; 1、所有焊接的配件必须把焊渣、焊瘤清理干净。表面焊缝不得有咬边、 未焊透、未焊满、裂纹、气孔、假焊、夹渣现象。焊缝表面要饱满。 2、所有焊接件表面要平齐,外观不得有明显的歪斜。 3、所有机加工配件必须符合图纸要求。 4、所有产品经班长检验后交质检检验合格后方可入库。
五:外观焊质量检验标准: 1、外观焊要按图纸施工,焊缝必须光滑平整,不允许有焊瘤、未焊透、假 焊,焊缝要有足够的厚度(具体见焊缝要求)。 2、中心筒必须按图纸要求保证同心度,误差控制在≤5 mm范围内。 3、滚道必须按要求焊接(该用电焊条焊接的必须用电焊焊接)焊接厚度和 宽度必须符合行业和国家标准。 4、减速机法兰必须用电焊条焊接,厚度和宽度必须符合行业和国家标准。 5、产品交质检时必须清干净焊渣和飞溅物。 六:前后座质量检验标准: 1、前后座的所有焊缝必须采取平焊或平角焊,不允许采取由上至下的焊接 方法焊接。 2、所有焊缝必须符合国家相关标准。所有焊缝不得有咬边、未焊透、未焊 满、裂纹、气孔、夹渣现象。焊缝表面要饱满。 3、操纵器的安装必须灵活、轻松、易于操作、有足够的行程。 4、所有球头连接必须用螺帽上紧,防止松动,该用弹垫和防松螺母的必须 按要求加装。 5、黄油嘴按要求加注黄油。 6、产品交质检时必须清干净焊渣和飞溅物。 七:上装的质量检验标准: 1、装配尺寸必须符合图纸要求,确保产品尺寸。
质量检验制度标准范本
管理制度编号:LX-FS-A43935 质量检验制度标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
质量检验制度标准范本 使用说明:本管理制度资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 一、为加强我公司产品质量保证工作,明确质量检验工作任务、范围、职责,特制定本制度。 二、本规定包含:产品质量检验制度、计量管理制度、不合格品管理制度、铝材质量检验制度、外协件质量检验制度、能源计量管理等规定。 三、主管检验的基本职责: 1、负责原材料、角料、半成品,直至成品出厂整个生产过程的质量检验管理工作。 2、执行不合格产品不出厂的原则,保证出厂产品符合规定的标准和技术要求,负责签发产品出厂质量检验合格证。
锂电池规格书
充电器规格书 Specification of Battery Charger 型号:ES2406S 6A 锂电池充电器 (全铝外壳) / 6A Li Iron/Li Polymer BATTERY CHARGER 1.概述 General 此型号2406S 155×90×50mm的铝质外壳充电器能在输出6A的情况下工作,具有反接保护功能。 Battery Charger 2406S 155×90×50mm can work normally under 6A and with reverse polarity protection. 2.主要参数
Main product specification 3.环境条件 Environmental condition 4.技术特征 Electrical characteristics 输入特征: Input characteristic 输出特征和充电模式:
Output characteristic or charge stages 保护特征: Protection characteristics
充电指示 Charging indicator 5.安全性 Safety & EMC
备注:辨识A:在技术要求范围内,充电器功能正常; Remark: Discrimination A- Function OK under technical requirement range; 辨识R:只有由外部干扰信号引起的保护装置(保险丝)损坏,整个设备在更换保护装置和重设运行参数后才能正常工作,因机械性损坏和设备故障的设备却不能。 Discrimination R- Physical damage or failure of equipment are not allowed, but damage of protection device (fuse) caused by interference signal of outside is allowed, and the whole equipment can work normally after replacement of protection device and reset of running parameter 6.环境测试要求 Environmental testing requirements
锂电池规格书
1.概述 General 此型号2406S 155×90×50mm的铝质外壳充电器能在输出6A的情况下工作,具有反接保护功能。 Battery Charger 2406S 155×90×50mm can work normally under 6A and with reverse polarity protection. 2.主要参数 Main product specification
3.环境条件 Environmental condition 4.技术特征 Electrical characteristics 输入特征: Input characteristic 输出特征和充电模式: Output characteristic or charge stages 保护特征: Protection characteristics
充电指示 Charging indicator 5.安全性 Safety & EMC
备注:辨识A:在技术要求范围内,充电器功能正常; Remark: Discrimination A- Function OK under technical requirement range; 辨识R:只有由外部干扰信号引起的保护装置(保险丝)损坏,整个设备在更换保护装置和重设运行参数后才能正常工作,因机械性损坏和设备故障的设备却不能。 Discrimination R- Physical damage or failure of equipment are not allowed, but damage of protection device (fuse) caused by interference signal of outside is allowed, and the whole equipment can work normally after replacement of protection device and reset of running parameter 6.环境测试要求 Environmental testing requirements 7.机械特征
外协件质量检验制度标准范本
管理制度编号:LX-FS-A45061 外协件质量检验制度标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
外协件质量检验制度标准范本 使用说明:本管理制度资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 为加强产品质量管理,保证产品的整体质量,树立良好的质量信誉,提高工厂的经济效益,特制定本制度。本制度适用于外协件(外购件),应包含整机产品、零部件、中间工序以及带料外协等项目。 一、外协的基本原则: 1、由外协部门根据生产要求外协,检计处按要求进行检验。 2、外协产品,包括零件如需变更技术要求,应预先取得生产、技术部门的同意,未经生产、技术部门同意不得任意变更要求。外协厂如不能履行合同或质量不稳定,经协调仍达不到质量标准或协作厂要重
产品检验计划书
文件名称产品检验计划页码1/1 文件编号 修改/版次0/B生产日期 制定部门工程部编制谢文集审批 产品检验计划 类 别 检验项目检验标准检验方式检验时机进 货检验详见进货 检验项目 1.检验标准详见进货检 验标准 2.凡检验不符合要求的 进货,均作退货处理, 如因生产急需,可作 全检行筛选(即“拣 用”) 按照GB2828-87 正常检查一次抽 样方案检查水平 为1,AQL值见标 准。 原材料,外协件,外购件进 仓之前。 生产 过程检验详见进货 检验项目 1.检验标准详见进货检 验标准 2.凡发现不符合要求的 配件,均要求退换。 首检 巡检 全检 生产过程中
成 品检验详见进货 检验项目 1.检验标准详见进货检 验标准 2对检验不合格的产品, 应退回生产车间,经 返工后重检,直到合 格为止。 按照GB2828-87 正常检查一次抽 样方案特殊检查 水平为S-3,AQL 值见标准。(电气 性能测试不允许 不合格) 成品包装之后。 文件名称进货验证标准页码1/1 文件编号修改/版次0/B生产日期2003年8日18制定部门编制关坤华审批何永邦 进货验证标准 类别检验 项目 检验器具检验标准要求验证 助熔剂材料外观目视整体透明略带淡黄色,表面无杂质。 抽取10克样 品验证,验证 结果必须合 格,否则整批 退回供应商。性能 按正常生产方法制作,分成两组分别进行试验, 测出的结果是否符合标签标识的熔点温度范 围。 封外观目视A为白色无杂质,B为淡黄色无杂质。
胶水性能 正常生产方法灌封作试验,经固化后,查看灌 封产品是否良好凝固。 油墨外观目测 油墨应无杂质,金白色,稀释剂为无色,无杂 质。 性能着力必须牢固,印字清晰。 文件名称进货检验标准页码1/1 文件编号修改/版次0/B生产日期2003年8日18制定部门编制关坤华审批何永邦 进货检验标准 抽样按GB2828-87标准,正常检查一次抽样方案、一般抽样水平为I。 类 别检验项目 检验器 具 检验标准要求 AQL值 镀外观目视表面光滑,色泽均匀,不应有脱锡黑斑、裂 痕、毛刺、发黄、锡渣等。 2.5
锂电池规格书
储能型磷酸铁锂电池规格书 STORAGE LiFePO4 BATTERY SPECIFICATIONS 客户名称(Customer): 产品型号(Type): CF12V80Ah 发行日期(Issuing Date): 1. 适用范围(Product Scope) 本规格书描述了锂离子二次电池的技术要求、测量方法、运输、储存及注意事项。 This Specification describes the requirements of the lithium ion rechargeable battery supplied by Prepared 制定 Checked 审核 Approved 批准
2. 电池组特性(Battery Group Specifications) Cell 电芯 Model规格型号IFP8081230-10Ah Capacity容量10 Ah Rated Voltage 标称电压 3.2 V Internal Resistance 内阻标准≤4 mΩ Combination Standard配组标准 A. 容差Capacity Difference≤1% B. 内阻Resistance()=1~2 mΩ C. 荷电保持能力Current-maintaining Ability≥90% D. 电压Voltage3.3~3.4V Combination Method组合方式4串8并4S 8P Pile Index 成品参数 Rated Capacity 标称容量80.0Ah Minimal Capacity最小容量(0.3C5A)80.0Ah Nominal Voltage额定电压12.0V Max. Charge Voltage 最大充电电压14.8 V Discharge cut-off voltage放电截止电压10.0V Charge Current充电电流5-10A Working Current工作电流10-20A Output and Inpu t输出端与输入端P+(red) / P-(black) Weight电池重量9.2Kg Dimension外形尺寸(L×W×H)168×260×132mm(不包含外露开关) Charge Method 适用充电 Standard标准5A×16hrs Quick快速20A×4hrs. Operating Temperature 适用温度 Charge充电0℃~45℃;32o F~113o F Discharge放电-20℃~60℃;-4o F~149o F
设备产品检验规范标准
源通和公司作业指导书产品检验规范文件编号文件版本制定日期 2014-11-12 生效日期 ※※封面※※ 产 品 检 验 规 范 制定:审核:批准: 文件分发明细 副本:□总经理□管理者代表□ 财务部□仓库□市场部□采购部□研发部□工程部□生产部□品管部□行政人事部□计划物控部正本:文控中心副本编号: 制修订记录 文件版本修订日期制修订页次制修订摘要 A.0 1-8 第一版 页版本目录 页 次
1 2 3 4 5 6 7 8 版本 A.0 A.0 A.0A.0A.0A.0A.0A.0 1. 目的: 建立一套本公司通用之成品检验标准、以适合品管部在执行标准时有章可依;完善公司质量作业标准,规范产品检验方式,确保产品质量满足客户质量要求。 2. 范围: 公司所有充电器产品均适合本标准。 3. 权责: 品管部:负责公司产品外观、电性等各类检验工作。 4. 定义: 4.1 致命不合格(CR :可能影响产品的安全使用或导致产品主要性能失效的不合格; 4.2 严重不合格(MA :可能影响产品性能失效或降低性能或影响产品形象的不合格; 4.3 轻微不合格(MI :任何不符合规定要求又不严重影响产品外观或性能的不合格; 4.4 自检:由 QA 根据现有设备自行检验; 4.5 外检:由产线测试或第三方检测机构进行测试; 4.6 实验室:由公司实验室做可靠性测试; 5.支持文件: 采用 GB2828.1-2012(Ⅲ级正常检验单次抽样计划进行随机抽样 , 依下表选定其 AQL 值, 列表如下: 5.1《成品检验作业指导书》 QWPG-003 5.2《抽样计划作业指导书》 QWPG-004
产品检验规范格式修订稿
产品检验规范格式 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
1.目的 为明确壁挂展台的检验标准,作为产品的检验和测试的依据。 2.范围 公司壁挂展台系列。 3.权责 3.1成品保证部负责产品检验规范的制订; 3.2OQC负责根据本规范相关要求执行检验,并填写对应的检验记录;对于不合格的情况,OQC负责向 OQC主管汇报,并执行OQC主管的处理要求。 4.定义 4.1Cri:重缺点(CRITICAL DEFECT),指缺点足以对人体或机器产生伤害,或危及生命财产安全的缺 点,称为严重缺点。 4.2Maj:主要缺点 (MAJOR DEFECT),指缺点对制品之实质功能造成失去实用性或造成可靠度降低,产 品损坏、功能不良称主要缺点。 4.3Min:次要缺点 (MINOR DEFECT),指单位缺点之使用性能,实质上并无降低其实用性,且仍能达到 所期望目的,一般为外观或机构组装上之差异。 4.4A级表面:用户使用观看直接面对的常见表面 (如: 前面板与顶面等)。 4.5B级表面:用户使用观看不直接面对的常见表面(如:左/右侧面/后面)。 4.6C级表面:用户使用观看不直接面对的不常见表面(如: 底面) 4.7D级表面:用户看不见的表面(如:内表面) 5.内容 5.2检验流程
产品外包装检查 判定返工合格品区 包装NG OK 成品待检区产品外观检查产品内观检查附件检查 功能、性能检查 不合格品区安规检查 5.3 抽样计划 NO 项目 检验内容 抽样水平 允收水平 1 产品包装检查 一般一次检验水平 Cri=0 Maj= Min= Ac=0;Re=1 Ac=1;Re=2 2 产品附件检查 产品外观检查 功能检查 安规和认证检查 产品内观检查 每月 Ac=0;Re=1 7 可靠性试验 备注:若抽检项目中,有规定抽检数量的情况,依规定的抽检数量抽样。 检查项目 判定标准 工具方法 缺陷等级 包装纸箱 字迹清晰、标准、无错误,纸箱无破损、脏污 目视 Min 纸箱贴纸 依据《展台标贴设计说明》要求打印,粘贴平整 目视 Min 装箱方式 和纸箱图示一致 目视 Min 封箱要求 每台机器一小包装箱,4台机器合为一大包装箱 目视 Min 附件盒 无破损、脏污,放置固定位置 目视 Min PE 袋 整齐、清洁、无破损 目视 Min 整体内包 整齐、清洁、无破损、无包材缺失 目视 Min 安规认证标志 符合产品规格属性和销售地认证要求 目视 Min 相关图解参考: 内部概览 外部包装
产品检验作业指导书介绍
XXXXX公司作业文件 检验作业指导书 1 主题内容与适用范围 本指导书规定了服装生产用面料、里料和辅料的进货质量检验、生产过程中的工序质量检验、产品完工质量检验和成衣出厂质量检验、外协产品的质量检验的内容和方法以及外检的项目。本规定适用于服装生产过程中的所有质量检验工作。 2 目的对产品的特性进行监视和测量,以验证产品的质量要求已得到满足。 3 规范性引用文件 3. 1 GB / T2660—1999 衬衫 3. 2 GB / T2666—2001 男、女西裤 3. 3 GB / T13661—1992 一般防护服 3. 4 GB/12014---2009 防静电工作服 3. 5 GB/8965---2009 阻燃工作服 3. 6 FZ / T80004—1998 服装成品出厂检验规则 3. 7 FZ / T81008—2004 茄克衫 4 职责 4. 1 技术质量部负责本检验规程的制定。 4. 2 技术质量部负责组织服装生产全过程的质量检验工作,负责本检验规程的贯彻实施。 4. 3 质量检验员负责按本检验作业指导书的规定实施产品的质量检验工作。 5 检验的方法和内容 5.1 进货质量检验 5.1.1 采购物资按对服装产品质量影响程度的分类 A类:指构成服装产品的主要部分和关键部分,直接影响服装的外观质量和使用性能,有可能导致顾客严重投诉的采购产品。如面料、特殊服装的里料、有纺粘合衬、缝纫线、拉链、绣花、印花等。 B类:指构成服装产品的其它部分,一般不会影响服装的使用效果,即使略有影响,也可以采取补救措施的采购产品。如一般里料、钮扣、四合扣、无纺粘合衬、口袋布、垫肩、松紧、商标等。 C类:指不直接用于服装产品本身,但又起到服装保护作用的采购产品。如包装纸箱、塑
产品检验规范
源通和公司作业指导书产品检验规文件编号文件版本制定日期 2014-11-12 生效日期 ※ ※ 封面※ ※ 产 品 检 验 规 制定:审核:批准: 文件分发明细 副本:□总经理□管理者代表□ 财务部□仓库□市场部□采购部□研发部□工程部□生产部□品管部□行政人事部□计划物控部正本:文控中心副本编号: 制修订记录 文件版本修订日期制修订页次制修订摘要 A.0 1-8 第一版 页版本目录 页 次
1 2 3 4 5 6 7 8 版本 A.0 A.0 A.0A.0A.0A.0A.0A.0 1. 目的: 建立一套本公司通用之成品检验标准、以适合品管部在执行标准时有章可依;完善公司质量作业标准,规产品检验方式,确保产品质量满足客户质量要求。 2. 围: 公司所有充电器产品均适合本标准。 3. 权责: 品管部:负责公司产品外观、电性等各类检验工作。 4. 定义: 4.1 致命不合格(CR :可能影响产品的安全使用或导致产品主要性能失效的不合格; 4.2 严重不合格(MA :可能影响产品性能失效或降低性能或影响产品形象的不合格; 4.3 轻微不合格(MI :任何不符合规定要求又不严重影响产品外观或性能的不合格; 4.4 自检:由 QA 根据现有设备自行检验; 4.5 外检:由产线测试或第三方检测机构进行测试; 4.6 实验室:由公司实验室做可靠性测试; 5.支持文件: 采用 GB2828.1-2012(Ⅲ 级正常检验单次抽样计划进行随机抽样 , 依下表选定其 AQL 值, 列表如下: 5.1《成品检验作业指导书》 QWPG-003 5.2《抽样计划作业指导书》 QWPG-004
质量检验管理制度模板
质量检验管理制度模板 1、目的 为加强质量检验管理,规范原料、中控、成品检验活动,防止不合格品的投入使用,制定本制度。 2、范围 适用于全公司质量检验的管理。 3、职责 3.1 品保部全面负责质量检验管理工作,负责原料、成品检验项目和质量指标的评估确定,并对各品保科和生产车间提供分析技术指导。 3.2 总工办负责原料、成品检验项目和质量指标的评估确定。 3.3 生技科负责原料、成品检验项目和质量指标的评估确定、中控检验项目、指标要求的制定及考核。 3.4 二厂品保科负责炭黑原料及产品的质量检验管理工作。 3.5 三厂品保科品保科负责原料以及水质相关产品的质量检验管理工作。 3.6 四厂品保科负责产品的原料及相关产品的质量检验管理工作。 3.7 各物管科负责所辖区域的原料、成品的出入库。 3.8 经营部门负责原料采购、成品销售、成品检验项目的提出。 3.9 企管部负责质量异议的投诉处理。 4、具体内容 4.1 检验原则 4.1.1 严格按照国家标准、行业标准、企业标准或其他标准的有效版本及客户要求进行检测。 4.1.2 所有检验人员应坚持原则、实事求是、自觉抵制各种外界影响,以保证检测工作的独立性和严肃性。 4.1.3 所有检验人员应按标准操作,保证检测数据的准确性。 4.2 检验范围 4.2.1 各品保科严格按规定对进厂原料、中控、成品进行检验。 4.2.2 原料、中控由生技科根据产品需求提出检验项目及指标要求报总工办、品保部评估确认。 4.2.3 成品由经营部门根据市场情况提出检验项目及指标要求报总工办、生技科、品保部评估确认。 4.2.4 品保部依据总工办确认的检验项目制定检验方法并进行检验,对于不具备检测条件的检验项目反馈总工办,由总工办作出裁决。
量能科技圆柱18650锂电池-2200mAh产品规格书
Specification for Li-ion Rechargeable cylindrical battery 圆柱锂离子电池规格书 MODEL/型号: 18650-2200mAh
1.0 SPECIFICATIONS基本特性 2.0 CONFIGURATION外形图 Diameter Height
3.0 The definitions of some nomenclatures of this specification标准中的一些术语的定义: (1)Standard Charge: Charge with current 0.5C5A to limit charge voltage 4.2V under the condition of 25℃±5℃surrounding temperature, then change to charge with constant voltage till the current less than or equal to 0.01 C5A. 标准充电:在环境温度20℃±5℃的条件下,以0.5C5A充电,当电池端电压达到充电限制电压4.2V时,改为恒压充电,直到充电电流小于或等于0.01C5A后停止充电 (2)Initial State: The initial appearance, open-circuit voltage and internal resistance of battery. 初始状态:电池的初始外观、开路电压、交流内阻。 (3)Final State: The final appearance, open-circuit voltage and internal resistance of battery. 最终状态:电池的最终外观、开路电压、交流内阻。 (4)Residual Capacity: After a specific testing program, the first discharge capacity of battery. 剩余容量:电池经过特定的检测程序后的首次放电容量。 (5)Recovery capacity: After a specific testing program,and through the repeatedly charging and discharging to the recovery state, then the discharge capacity of battery. 恢复容量:电池经过特定的检测程序后,通过反复充放电使状态恢复后的放电容量。 (6)0.5 C5A /1 C5A (0.5 C5A /0.5 C5A, 0.5 C5A /0.2 C5A):Charge at 0.5C5A to limit charge voltage 4.2V, then change to charge with constant voltage until the current less than or equal to 0.01 C5A, rest for 5 min, then discharge at 1C5A(0.5 C5A, 0.2C5A) to 2.75V cut-off. 0.5C/1C(0.5C/0.5C、0.5C/0.2C):以0.5C5A充电,当电池端电压达到充电限制电压4.2V时,转为恒压充电, 直到充电电流小于或等于0.01C5A停止充电,充电完成后,搁置5min,再以1C5A(0.5 C5A、0.2C5A)恒流放电至终止电压3.00V。 4.0 CHARACTERISTICS电池性能 4.1 Electrochemical Performance电化学性能 4.1.1 Discharge Characteristics (Room Temperature) 常温放电性能 Test Method: At standard atmospheric pressure, ambient temperature 25℃±5℃, relative humidity 45%~80%(The following if no specific instructions are all in these conditions, according to this charging ways), after 0.5 C5A standard charged, rest for 15min and then discharge at 0.2C5A, 0.5C5A, 1C5A and 2C5A to the discharge cut-off voltage 2.75V respectively. Charge/discharge cycle can be conducted for 3 times before meeting the Standards(the same below). 测试方法:在1标准大气压,环境温度25℃±5℃,相对湿度为45%~80%的条件下,电池0.5C标准充电后(以下若没有特别说明,均在此条件下放置,皆按此充电方式),搁置10min,分别以0.2C5A、0.5C5A、1C5A、2C5A进行放电至下限电压2.75V,循环三次,当有一次达到标准,即达到标准要求(下同)。 Standard:Discharge capacity / Nominal capacity *100% A)0.2C5A ≥100% B)0.5C5A ≥98% C)1C5A ≥95% D)2C5A ≥85% The charging and discharging curves must be smooth 标准:放电容量/标称容量×100% A)0.2C5A ≥100% B)0.5C5A ≥98% C)1C5A ≥95% D)2C5A ≥85% 充放电曲线应平稳光滑 4.1.2 Normal Storage常温荷电保持能力 Test Method: Tested the initial condition and initial capacity of battery. Store for 28 days after standard charged, tested the final condition of battery. Then discharge at 0.5C5A to the discharge cut-off voltage 2.75V, tested the residual capacity of battery. 0.5C5A /0.5 C5A tested the recovery capacity of battery.Charge/discharge cycle can be conducted for