DIN 50962-CN
DIN-50965
b)可渗透性的检验方法表2中对于基本面所推荐的最小厚度并不能保证成品的耐腐蚀性。
在规定基本面时,应考虑与镀锡的构件形状有关的镀层厚度分布。
7.表面性能
7.1母材
在本标准中,母材的成分、结构和表面性能将不予考虑。
该标准首先适用于轧钢制品,建议制造厂和用户之间对镀层厚度及其测定达成专门的协议,因为它将影响到表面质量,并影响到它的微观几何表面形状。
电镀层DIN 50965–Fe //Sn20
对于按照DIN50965的规定, 具有4μm厚锌锡层(Sn)的铜结构件(Cu)在离析和焊接后的锌锡层表示式:
电镀层DIN 50 965–Cu/Sn4/f
5.订货说明
DINEN1403中第四部分中的规定适用于该订货说明。
此外在有必要时还应提供如下信息:
a)可软钎性的检验方法
4.表示式
关于表示式的结构和在其中使用的缩写符号在DIN EN 1403中有所规定。
4.1.镀锡层的焊接
薄的镀锡层在离析后应进行焊接,因此表示式后应附以小写字母“f”,并用斜线符号(/)直接与基本面数据隔开(参见DIN EN 1403:1988,5.3a)。
例如
对于按照DIN50965的规定, 具有20μm厚锌锡层(Sn) 的钢结构件(Fe)的锌锡层表示式:
对于机械连接元件应按照标准DINEN ISO4042。对于构件上的螺纹如何镀锡应按合同规定。本标准对半成品1)不适用。
电子电气产品中限用的六种物质 铅 镉 汞 六价铬 多溴联苯 多溴二苯醚 浓度的测定程序
DIN_50960-02-2006_电镀涂层.第2部分图纸说明

N02 206Textile Systems Electroplated Coatings 002-en Technical Design Manual Indications on technical drawings DIN 50960-2 Page 1/1 Release: S. Liefert DTTNS 2003-11-25 Change: S. Liefert DTTNS 2006-02-21The following Standard is used at Rieter:DIN 50960-2: January 2006, pages 1 - 16 Electroplated CoatingsPart 2: Indications on technical drawingsJanuar 2006DEUTSCHE NORM Normenausschuss Technische Grundlagen (NATG) im DINNormenausschuss Materialprüfung (NMP) im DINPreisgruppe 11DIN Deutsches Institut für Normung e.V. • Jede Art der Vervielfältigung, auch auszugsweise, nur mitGenehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.ICS 25.220.40 Gg 9659618www.din.de X DIN 50960-2Galvanische Überzüge –Teil 2: ZeichnungsangabenElectroplated coatings –Part 2: Indications on technical drawingsDépôts électrolytiques –Partie 2: Indications dans les dessins techniques©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Ersatz fürDIN 50960-2:1998-12www.beuth.deGesamtumfang 16 SeitenDIN 50960-2:2006-01VorwortDiese Norm wurde vom Normenausschuss Technische Grundlagen (NATG) — Fachbereich F …Technische Produktdokumentation“, Arbeitsausschuss NATG-F.5 …Technisches Zeichnen“, mit Beteiligung des Arbeits-ausschusses NMP 176 …Galvanische Überzüge“ erarbeitet.Die Norm regelt die Eintragung der Zeichnungsangaben in Abstimmung mit der in DIN EN 1403 festgelegten und in DIN 50960-1 ergänzten Methodik der Bezeichnung.DIN 50960 besteht aus:⎯ DIN 50960-1: Galvanische Überzüge — Teil 1: Bezeichnung in technischen Dokumenten⎯ DIN 50960-2: Galvanische Überzüge — Teil 2: ZeichnungsangabenÄnderungenGegenüber DIN 50960-2:1998-12 wurden folgende Änderungen vorgenommen:a) die graphischen Symbole der Oberflächenbeschaffenheit in den Bezeichnungen von Überzügen und dieAngaben der Oberflächenbeschaffenheit in technischen Zeichnungen wurden an DIN EN ISO 1302 angepasst;b) in den Bildern 1, 3, 4, 5, 7, 8, 11, A.1, A.2, A.4 und A.5 wurden die Bezeichnungen von Überzügenpräzisiert;c) in den Bildern 6, 9, 10, A.5 und B.1 wurden die Angaben von Überzügen an DIN EN ISO 6158 angepasst;d) im Anhang C wurden Beispiele gestrichen;e) die im Text zitierten Normen wurden aktualisiert;f) die Norm wurde redaktionell überarbeitet.Frühere AusgabenDIN 50960: 1955-01, 1963-06DIN 50960-2: 1986-02, 1998-122DIN 50960-2:2006-011 AnwendungsbereichDiese Norm gilt für Angaben von galvanischen Überzügen in technischen Zeichnungen.ANMERKUNG Gegenstände mit Gewinde siehe auch DIN EN ISO 4042.2 Normative VerweisungenDie folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).DIN 30-10, Technische Zeichnungen — Zeichnungsvereinfachung — Teil 10: Vereinfachte Angaben und Sammelangaben, AusführungDIN 406-10, Technische Zeichnungen — Maßeintragung — Teil 10: Begriffe, allgemeine GrundlagenDIN 406-11, Technische Zeichnungen — Maßeintragung — Teil 11: Grundlagen der AnwendungDIN 6773, Wärmebehandlung von Eisenwerkstoffen — Darstellung und Angaben wärmebehandelter Teile in ZeichnungenDIN 50902, Schichten für den Korrosionsschutz von Metallen — Begriffe, Verfahren und Oberflächen-vorbereitungDIN 50960-1, Galvanische Überzüge — Teil 1: Bezeichnung in technischen DokumentenDIN EN 1403, Korrosionsschutz von Metallen — Galvanische Überzüge — Verfahren für die Spezifizierung allgemeiner AnforderungenDIN EN 12329, Korrosionsschutz von Metallen — Galvanische Zinküberzüge auf Eisenwerkstoffen mit zusätzlicher BehandlungDIN EN 12540, Korrosionsschutz von Metallen — Galvanische Nickel-Überzüge und Nickel-Chrom-Überzüge, Kupfer-Nickel-Überzüge und Kupfer-Nickel-Chrom-ÜberzügeDIN EN ISO 1302, Technische Produktdokumentation (GPS) — Angabe der Oberflächenbeschaffenheit in der technischen ProduktdokumentationDIN EN ISO 2064, Metallische und andere anorganische Schichten — Definitionen und Festlegungen, die die Messung der Schichtdicke betreffenDIN EN ISO 6158, Metallische Überzüge — Galvanische Chromüberzüge für technische ZweckeDIN ISO 128-24, Technische Zeichnungen — Allgemeine Grundlagen der Darstellung — Teil 24: Linien in Zeichnungen der mechanischen Technik3 BegriffeFür die Anwendung dieses Dokuments gelten die Begriffe nach DIN 50902, DIN EN ISO 2064 und DIN EN ISO 6158.3DIN 50960-2:2006-0144 Zeichnungsangaben4.1 AllgemeinesDie Angabe der Bezeichnung von Überzügen erfolgt an einem graphischen Symbol der Oberflächen-beschaffenheit nach DIN EN ISO 1302 (siehe Bild 1).Bild 1 — Beispiel für Angabe von Überzügen4.2 BezeichnungDie Bezeichnung galvanischer Überzüge ist in DIN EN 1403 und in den Normen für die jeweiligen galvanischen Überzüge oder Überzugskombinationen festgelegt.Für Bezeichnungen galvanischer Überzüge, die durch eigenständige Normen nicht erfasst sind, gilt DIN 50960-1.4.3 Kennzeichnung begrenzter BereicheBereiche werden durch in Tabelle 1 angegebene Linienarten nach DIN ISO 128-24 gekennzeichnet.Tabelle 1 — Linienarten und deren Anwendung Linienart Bedeutung04.2Bereiche, die entsprechend der Bezeichnung einen Überzug erhalten müssen; wesentliche Flächen 02.2 Bereiche, die einen Überzug haben dürfen, der aber nichterforderlich ist05.1Bereiche, die innerhalb von 04.2 und 02.2 keinen Überzug habendürfen Die Bedeutung der Linienarten 02.2 und 05.1 darf auf der Zeichnung erklärt sein. Nicht gekennzeichnete Bereiche dürfen keinen Überzug haben.Die Linienart 05.1 (siehe Bild 11) ist nur anzuwenden, wenn Geometrieelemente (z. B. Bohrungen) und Flächen, die innerhalb der Bereiche 04.2 und 02.2 liegen, keinen Überzug erhalten dürfen.An symmetrischen Teilen und Geometrieelementen genügt eine halbseitige Kennzeichnung (siehe Bilder 5 und 7).DIN 50960-2:2006-0154.4 Sammelangaben4.4.1 AllgemeinesKann die Angabe für den Überzug nicht in der Sammelangabe für die Oberflächenbeschaffenheit mit angegeben werden, so ist eine eigene Sammelangabe für den Überzug zu machen. Getrennte Sammel-angaben für Überzüge und die Oberflächenbeschaffenheit sind in der Zeichnung untereinander anzuordnen (siehe Anhang A).Sammelangaben sind nach DIN 30-10 und DIN EN ISO 1302 auszuführen.4.4.2 Überzug allseitig, mit gleichen AnforderungenEin einheitlicher, allseitiger Überzug wird nach Bild 1, z. B. in der Nähe des Schriftfeldes bzw. im Schriftfeldangegeben (siehe Bild 2). Alle Flächen des Teiles gelten dann als wesentliche Flächen (Funktionsflächen).Bild 2 — Beispiel für Angabe von allseitigen Überzügen4.4.3 Überzug allseitig, mit unterschiedlichen AnforderungenWenn die Mehrzahl der Flächen eines Gegenstandes eine einheitliche Hauptanforderung erhält und für die restlichen Flächen (wesentliche Flächen) spezielle Anforderungen gestellt werden (siehe Bild 3), so wird⎯ die Hauptanforderung für die Mehrzahl der Flächen über dem bzw. im Schriftfeld als Sammelangabe miteinem graphischen Symbol nach DIN EN ISO 1302 angegeben,⎯ die spezielle Anforderung in der Darstellung an einer breiten Strich-Punktlinie (Linienart 04.2 nach 4.3)eingetragen und in der Sammelangabe nach der Hauptanforderung in Klammern vereinfacht angegeben (Grundsymbol nach DIN EN ISO 1302 bedeutet, dass in der Darstellung des Gegenstandes entsprechende spezielle Anforderungen eingetragen sind).Für unterschiedliche Überzüge und Zwischenbearbeitungen ist ein Beschichtungsbild auf der Zeichnung odereine spezielle Beschichtungszeichnung anzufertigen (siehe Bild B.1).Bild 3 — Beispiel für Angabe einer speziellen AnforderungDIN 50960-2:2006-0164.5 Einzelangaben4.5.1 Bereiche mit geforderter BeschichtungWenn an einem Teil nur einzelne Bereiche einen Überzug erhalten sollten, werden diese Bereiche durch eine Strich-Punktlinie breit (Linienart 04.2 nach DIN ISO 128-24) gekennzeichnet. Alle in dem so gekenn-zeichneten Bereich liegenden Bohrungen, Gewindelöcher, Aussparungen usw. sind ebenfalls wesentliche Flächen, außer, sie werden mit der Linienart 05.1 gekennzeichnet.Auf den nicht gekennzeichneten Bereichen darf kein Überzug vorhanden sein. Die Angabe der Überzugsart erfolgt an der Strich-Punktlinie (siehe Bild 4) oder als vereinfachte Angabe mit Erklärung der Strich-Punktlinie und des graphischen Symbols nach DIN EN ISO 1302 (siehe Bilder 5 und 6).Bild 4 — Beispiel für Angabe von Bereichen mit geforderter BeschichtungBild 5 — Beispiel für vereinfachte Angabe der ÜberzugsartDIN 50960-2:2006-017Bild 6 — Beispiel für vereinfachte Angabe der Überzugsart4.5.2 Bereiche mit zugelassener BeschichtungBereiche außerhalb der wesentlichen Flächen, die einen Überzug erhalten dürfen, sind durch eine Strichlinie breit (Linienart 02.2) zu kennzeichnen (siehe Bild 7).Bild 7 — Beispiele für Angabe von Bereichen mit zugelassener BeschichtungANMERKUNG Unterschiedliche aneinander anschließende Bereichskennzeichnungen können durch eine schmale Trennungslinie (Linienart 01.1 nach DIN ISO 128-24) voneinander abgegrenzt werden (siehe Bild 7). Die Bedeutung der Linie ist zu erläutern, wenn dies zur Klarheit der Zeichnung beiträgt oder bei Verwechslungsgefahr mit anderen Anforderungen.4.5.3 Bereiche ohne BeschichtungWenn an einem Teil einzelne Geometrieelemente (Bohrungen, Gewindelöcher, Aussparungen usw.) oder Bereiche, die innerhalb eines beschichteten Bereichs (Linienarten 04.2 und 02.2) liegen, ohne Überzug bleiben müssen, sind diese durch eine Strich-Zweipunktlinie schmal (Linienart 05.1) zu kennzeichnen und gegebenenfalls zu bemaßen (siehe Bilder 8 und 11).ANMERKUNG Die Bedeutung der Linie ist zu erläutern, wenn dies zur Klarheit der Zeichnung beiträgt oder bei Verwechslungsgefahr mit anderen Anforderungen.DIN 50960-2:2006-018Bild 8 — Beispiel für Angabe von Bereichen ohne Beschichtung4.6 Maßbeschichtung4.6.1 FertigmaßbeschichtungEine Fertigmaßbeschichtung, z. B. für tolerierte Maße, ist besonders anzugeben. Das Maß für die Vorbearbeitung und das Fertigmaß sind festzulegen. Dies kann entweder in der Zeichnung (siehe Bild 9) oder in zugeordneten technischen Dokumenten angegeben werden, siehe auch 4.7 (Tabellenangaben). Vorbearbeitungsmaße werden nach DIN 406-10 und DIN 406-11 durch eckige Klammern gekennzeichnet.Bild 9 — Beispiel für Angabe von FertigmaßbeschichtungenVorbearbeitungsmaße im Sinne dieser Norm sind die Maße, die ein Teil vor der vorgesehenen Beschichtung aufweist. Sie müssen bei Maßbeschichtung so festgelegt werden, dass nach Aufbringen eines galvanischen Überzuges die Fertigmaße (Endzustand des Teiles) eingehalten werden können. Bei der Festlegung von Vorbearbeitungsmaßen ist zu beachten, dass galvanische Überzüge, abhängig von der Form der Teile, sehr große Schichtdicken-Streuungen aufweisen können (siehe auch Anhang C).4.6.2 ÜbermaßbeschichtungEine Übermaßbeschichtung, die danach z. B. auf ein toleriertes Maß materialabtrennend bearbeitet wird, ist nach Bild 10 anzugeben.Es müssen die Maße für die Vorbearbeitung (siehe 4.6.1) und die Übermaßbeschichtung sowie das Fertigmaß festgelegt werden.DIN 50960-2:2006-019Bild 10 — Beispiel für Angaben von Übermaßbeschichtungen4.7 BeschichtungsbildWird die Darstellung eines Teiles durch die Angabe von Überzügen unübersichtlich oder ist eine Ver-wechslung mit anderen Behandlungsverfahren möglich, so ist auf der Zeichnung ein Beschichtungsbild hinzu-zufügen oder eine getrennte Beschichtungszeichnung auszuführen (z. B. Zeichnungen für vorbearbeitetes Teil und Fertigteil).In dem Beschichtungsbild (siehe Bild 11), das auch ein Teilbild sein kann, wird auf die für die Beschichtung nicht notwendigen Einzelheiten verzichtet.Eine maßstabsgetreue Darstellung ist nicht erforderlich. Es enthält die Kennzeichnung …Beschichtungs-bild“ und ist mit allen für die Kennzeichnung der Beschichtung notwendigen Angaben zu versehen.BeschichtungsbildFertigmaß Grenzabmaße Vorbearbeitungsmaß Schichtdickemm mm mm µm a ∅ 22,24 h9 0–0,0520 ∅ 22,208 –0,04 b∅ 21,85 h8 0–0,033 0 ∅ 21,818 –0,02110 bis 16Bild 11 — Beispiel für Angabe von Beschichtungsbildern4.8 MessstelleDie Referenzfläche für Schichtdickenmessungen (siehe DIN EN ISO 2064) wird in der Fertigungsunterlage durch das Symbol …Messstelle“ gekennzeichnet. Dies erleichtert die Verständigung zwischen dem Hersteller und der Qualitätssicherung.Anhang A(normativ)Beschichtete und wärmebehandelte TeileA.1 Gleiche Bereichskennzeichnung in DIN 50960-2 und DIN 6773Die Bereiche mit den Linienarten 04.2 und 02.2 sind in dieser Norm sowie in DIN 6773 mit gleicher Bedeutung enthalten. Die Linienart 05.1 ist in DIN 6773 nicht festgelegt.Es sollte auch bei wärmebehandelten Teilen die Linienart 05.1 angewendet werden, wenn innerhalb von mit den Linienarten 04.2 und 02.2 gekennzeichneten Bereichen Geometrieelemente (z. B. Passungen, Gewinde) keine Wärmebehandlung erhalten dürfen.A.2 Zeichnungsangaben bei gleichzeitiger Beschichtung und WärmebehandlungBei solchen Teilen sind die Angaben wie folgt in die Zeichnung einzutragen:a) bei allseitiger Beschichtung und Wärmebehandlung durch zwei getrennte Sammelangaben in dem dafürvorgesehenen Feld auf der Zeichnung (siehe Bild A.1);Bild A.1 — Beispiel für Angabe von gleichzeitiger Beschichtung und Wärmebehandlungb) bei teilweiser Beschichtung und Wärmebehandlung der gleichen Flächen durch zusammengefassteAngaben an der Darstellung (siehe Bild A.2) oder als vereinfachte Angabe (siehe Bild A.3).Bild A.2 — Beispiel für Angaben von teilweiser Beschichtung und Wärmebehandlung der gleichenFlächenBild A.3 — Beispiel für vereinfachte Angabe von teilweiser Beschichtung und Wärmebehandlung dergleichen Flächenc) bei teilweiser Beschichtung und Wärmebehandlung unterschiedlicher Flächen durch1) Angabe in der Darstellung (siehe Bild A.4),2) vereinfachte Angaben (siehe Bild A.5) oder3) getrennte Beschichtungs- und Wärmebehandlungsbilder.Bild A.4 — Beispiel für Angaben von teilweiser Beschichtung und Wärmebehandlungunterschiedlicher FlächenBild A.5 — Beispiel für vereinfachte Angabe von teilweiser Beschichtung und Wärmebehandlungunterschiedlicher FlächenAnhang B(informativ)Beispiel für komplexe BeschichtungenBild B.1 — Beispiel für Angabe von komplexen BeschichtungenAnhang C(informativ)ErläuterungenDie in den Kurzzeichen für einen Überzug bzw. ein Überzugssystem durch eine Zahl angegebenen Schichtdicken in µm, z. B. Fe // Zn8 // C, sind kleinste örtliche Schichtdicken an den wesentlichen Stellen (siehe DIN EN ISO 2064).Abhängig von der Gestaltung der Gegenstände, ist mit einer großen Schichtdickenstreuung zu rechnen.Bei Flächen mit Fügefunktion (Passungen) sollte die aufzutragende Schichtdicke berücksichtigt und das Vorbearbeitungsmaß angegeben werden, womit die Schichtdicke in das Fertigmaß einbezogen ist.Bei Flächen ohne Fügefunktion und solchen, an die keine besonderen Forderungen hinsichtlich Leitfähigkeit usw. gestellt werden, ist eine Über- bzw. Unterschreitung der Allgemeintoleranz um die Schichtdicke zulässig. Das Einhalten bestimmter Schichtdicken ist möglich. Der Aufwand für das Galvanisieren auf enge tolerierte Maße oder tolerierte Gewindemaße lohnt jedoch nur, wenn der Schutz dieser Flächen unbedingt gefordert wird.LiteraturhinweiseDIN EN ISO 4042, Verbindungselemente — Galvanische ÜberzügeDIN EN ISO 4526, Metallische Überzüge — Galvanische Nickelüberzüge für technische ZweckeDIN EN ISO 4527, Metallische Überzüge — Autokatalytisch (außenstromlos) abgeschiedene Nickel- Phosphor-Legierungs-Überzüge — Spezifikationen und Prüfverfahren。
DIN 509

Diese Norm gilt für Freistiche bei Drehteilen und Bohrungen. Sie verringert die Anzahl der benötigten Werkzeuge.
2 Normative Verweisungen
Änderungen Gegenüber DIN 509:1998-06 wurden folgende Änderungen vorgenommen:
a) der Titel wurde um den Gruppentitel „Technische Zeichnungen“ ergänzt; b) das Symbol für die Bearbeitungszugabe „z“ wurde durch die Symbole „z1“ und „z2“ ersetzt; c) in Bild 4 wurden die Bearbeitungszugaben in gleicher Größe dargestellt; d) in Bild 5 wurden die Maße „g“ und „f“ gestrichen; e) in Bild 6 wurde das Symbol für die Senkung „a/2“ in „a“ geändert; f) die Anordnung der Bilder 7, 8, 9 und 10 wurde geändert; g) in Abschnitt 9, Beispiel 2 wurde die Angabe „Freistich F 1,2 × 0,22“ in „Freistich E 1,2 × 0,2“ korrigiert; h) in den Bildern 9 und 10 (alt 7 und 8) wurde in den Einzelheiten „X“ und „Y“ die Angabe R1,2 um die
(整理)DIN50902-金属材料防腐涂层.
(整理)DIN50902-⾦属材料防腐涂层.DIN 50902-1994 ⾦属材料防腐涂层(概念、应⽤⽅法和表⾯预处理)1、应⽤范围此标准定义了⾦属材料防腐涂层的相关概念,提供了应⽤此种涂层⽅法综述,描述了表⾯预处理的各种⽅法,列举了相关的标准。
2、概念2.1防腐涂层根据此标准,防腐涂层是指⼀层或多层涂层在⾦属表⾯进⾏使⽤或者成型,以便于提供防腐功能。
多层涂层参考“防腐系统(DIN 50900-1)。
2.1.1有机涂层根据此标准,有机涂层由2.2中定义的涂层材料组成。
2.1.2⽆机涂层根据此标准,⽆机涂层是由⾦属和⾮⾦属通过各种⼯艺成型⽽成.(例如,电化学转化或者扩散)。
说明,⼀些涂层可以被认为既是可转化涂层⼜是扩散涂层。
2.1.2.1转化涂层转化涂层是指⾦属底层和另⼀种介质通过化学和电化学反应形成的涂层。
2.1.2.2扩散涂层扩散涂层指⾦属底层充分暴露在含有涂层材料的⽓体或液体介质中,引起涂层扩散进⼊⾦属基底。
2.1.3⾦属加喷漆系统⾦属加喷漆系统是指⾦属的和有机涂层的结合,⾦属的和有机涂层分别起到不同的保护功能。
保护功能⽐单独的⾦属涂层和有机涂层加起来还要好。
2.1.4内层内层指防腐涂层的内表⾯(例如,容器,集装箱和管⼦)。
2.2涂层材料根据此标准,涂层材料包括液体、浆体、粉末和固体。
这些材料由混合物和其它成分组成,例如涂料、着⾊剂、颜料,溶剂以及其它添加剂组成。
说明:涂层材料的基本粘结特性指定为必须包含⾜够数量的粘结剂(DIN 55928-9)。
2.3表⾯预处理表⾯预处理包括清理表⾯,改变质量(例如,使其硬或光滑)并且活化⾦属表⾯。
说明:表⾯预处理不同于表⾯处理,在后⾯的3.2.6.4和3.2.6.5中会提到表⾯预处理。
3、保护涂层:材料和应⽤4、表⾯预处理⽅法5、保护性系统的选择5.1总则涂层系统提供的保护程度依靠它的特性和腐蚀载荷(DIN 50900-3和DIN 55928-1),有许多种腐蚀,或者通过腐蚀环境进⾏识别(⼤⽓腐蚀,底层腐蚀,⽔线腐蚀或化学腐蚀),或者通过腐蚀⾏为进⾏识别(冲刷腐蚀、应⼒腐蚀、空蚀或腐蚀疲劳)。
德国表面处理汇总
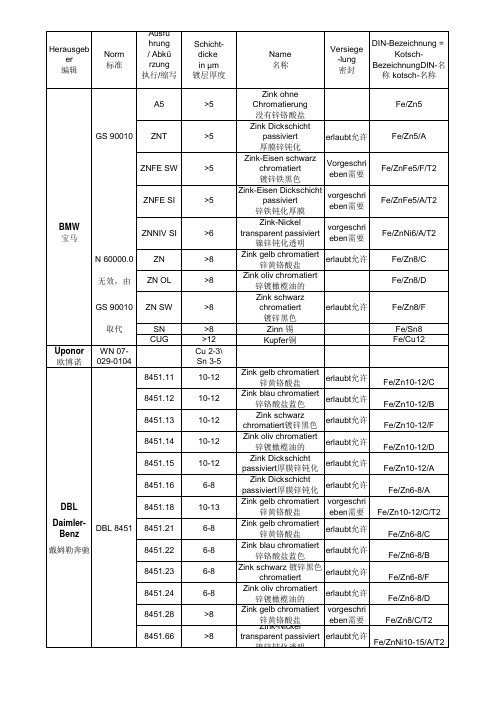
Zink gelb chromatiert 锌黄铬酸盐
erlaubt允许
Fe/Zn6-8/C
Zink blau chromatiert 锌铬酸盐蓝色
erlaubt允许
Fe/Zn6-8/B
Zink schwarz 镀锌黑色 chromatiert
erlaubt允许
Fe/Zn6-8/F
Zink oliv chromatiert 锌镀橄榄油的
Zink gelb chromatiert 锌黄铬酸盐
Fe/Zn12/C
Zink oliv chromatiert 锌镀橄榄油的
Fe/Zn12/D
Zink schwarz chromatiert镀锌黑色
Fe/Zn12/F
Zink Dickschicht passiviert厚膜锌钝化
Fe/Zn25/A
ZnFe12/C/ T2
ZnFe12/F
DIN 50965
ZnFe12/F/ T2
Fe/Sn6 Fe/Sn8 Fe/Sn12
Ford 福特
S-M1P5-A Fe/Zn4/C S-M1P6-A Fe/Zn5/C S-M1P3-A Fe/Zn13/C
Schichtdicke in µm 镀层厚度
>5
>5
erlaubt允许
Fe/Zn6-8/D
Zink gelb chromatiert vorgeschri
锌黄铬酸盐 Zink-Nickel
eben需要
Fe/Zn8/C/T2
transparent passiviert 镍锌钝化透明
erlaubt允许
Fe/ZnNi10-15/A/T2
Herausgeb er
【精品】DIN-50965电镀层--钢铁和铜及铜合金上的锡镀层(中文版)

D I N-50965电镀层--钢铁和铜及铜合金上的锡镀层(中文版)德国标准 2000年5月电镀层——钢铁和铜及铜合金产品的锡镀层ICS 25.220.40 替代了1982年2月版本前言本标准由DIN材料试验标准委员会制定,采用了DIN EN 1430 中的技术规范。
内容增补本标准与1982年2月版本标准相比,主要变化如下:1.补充了订货技术条件的内容;2.不再对使用条件的数目进行规定;3.对本标准的编辑进行了修改。
先前版本发布情况:DIN 50965: 1962-10/ 、1982-02。
由DIN-Sprachendienst 将德文翻译成英文。
假若出现分歧争议,应以德文原版标准为准(权威版本)1 应用范围本标准制定了钢铁和铜基材料上锡镀层的技术规范,标准中规定了锡镀层的最小厚度以及提供了基体金属表面光洁度和热处理方面的技术条件内容。
本标准不涉及半成品和紧固件(参考DIN EN ISO 4042), 螺纹件必须依据供需双方进行涂覆(电镀)。
注意:使用该标准时,必须遵守相关安全规定,如,TRGA和TRGS 以及《德国危险物质及材料规定》。
2 引用标准及规范性文件本标准包含有标注日期和没有标注日期的标准以及其他出版物规定条款。
这些规范性文件在本标准文本适当场合进行了引用,标准编号和标题如下所列。
对于标注日期的引用文件,其随后所有的修改单或修订版不适用于本标准;对于没有标注日期的引用文件,其最新版本适用于本标准。
引用标准:DIN 32506-3 软钎焊的可焊性检验——镀锡工件试样垂直浸渍试验DIN 50902 金属材料防腐涂层——术语、工艺方法、表面预处理DIN EN 1403 金属材料防腐涂层—电镀层—一般性要求规定的工艺方法DIN EN ISO 2064金属镀层和其他无机涂层—有关涂层厚度测量的定义和规定(ISO 2064:1996)DIN EN ISO 4042 紧固件——电镀层(ISO 4042:1999)引用文件:Technische Regeln für gefährliche Arbeitsstoffe und GefahrstoffeMAK-Liste: Maximale Arbeitsplatzkonzentrationen und biologische Arbeitsstofftoleranzwerte (List of thresholdvalues for dangerous substances at workplaces and compatibility values), 1989 TRK-Liste (List of guideline values for concentrations of hazardous substance at workplaces)Verordnung zum Schutz vor gefährlichen Stoffen, as of 15 November 1999, BGB l. (German Federal Law Gazette) I,No. 52, p. 2233 ff.3术语及定义3.1电镀层电解液中通过阴极沉积产生的金属覆盖层(镀层)(参照DIN 50902)3.2主要表面(有效面积)除非有其他协议,主要表面是指可以接触放入直径20mm球的产品区域译者备注:在DIN EN ISO 2064 中“主要表面”定义为“工件上某些已涂覆或待涂覆镀层的表面,在该表面上镀层对其使用性能和(或)外观至关重要”。
林肯电子 LINCGUN PROMIG 清洁管型号操作手册说明书
LINCGUN ® PROMIG ™Para otros idiomas, visite nuestra página webwww.lincolnelectric.eu > Soporte > Manuales de instrucciones y repuestos UELE AGRADECEMOS QUE HAYA SELECCIONADO UN PRODUCTO DE CALIDAD DE LINCOLN ELECTRIC.Versiones refrigeradas por aire:Las pistolas LINCGUN ® PROMIG™ AMPS han sido diseñadas para cumplir con la especificación IEC 60974-7 para la soldadura con electrodo de acero utilizando los procesos GMAW (soldadura por arco metálico con gas) y FCAW (soldadura por arco con núcleo fundente) con protección de gas. Las pistolas LINCGUN ® PROMIG™ se guían manualmente y se refrigeran por aire o por agua (modelos con "W").Las pistolas LG PROMIG pueden conectarse a cualquier alimentador con conector EURO. Para alcanzar el mejor rendimiento, se recomienda utilizar estas pistolas con soldadoras, enfriadores y FREEZCOOL de Lincoln Electric.Utilice siempre piezas de desgaste originales.REPUESTOS CONSUMIBLESLINCGUN ® PROMIG ™ ManualW100000205W100000265W100000212W100000256W100000271W100000264W100000272W100000249W100000258W100000201W100000211W100000209W100000206W100000207W100000208W100000184W100000263W100000259PN.DescripciónW100000249LG PROMIG 230T/270 Soporte de cable C/W junta esférica W100000256LG PROMIG 230T/270 TAPÓN DE CARCASA DE TAPÓN DEPISTOLAW100000258LG PROMIG TERMINAL DE CABLEW100000259LG PROMIG TERMINAL DE CABLE MACHOW100000263LG PROMIG 230T/270 TORNILLO TAPÓN DE PISTOLA W100000264LG PROMIG 230T/270 TUERCA DE TAPÓN DE PISTOLA W100000271LG PROMIG TUERCA DE RETENCIÓN DE REVESTIMIENTO W100000272LG PROMIG DELTA-PT-WN5452-25X12-DIN50962-TX8DescripciónW100000184LG PROMIG 230/270 Pistola híbrida Cuerpo de tapón C/W Pasadores elásticosW100000202LG PROMIG 270 SOPORTE DE CABLEW100000209LG PROMIG Promig Asa pequeña W100000211LG PROMIG GatilloW100000213LG PROMIG 270 Tapón de pistola Carcasa Racor SoportegrandeW100000214LG PROMIG 270 Cuello de cisneW100000229LG PROMIG 270 Conj. cable coaxial x 3m W100000230LG PROMIG 270 Conj. cable coaxial x 4m W100000231LG PROMIG 270 Conj. cable coaxial x 5mW100000249W100000209W100000272W100000229W100000230W100000231W100000202W100000256W100000259W100000213W100000263W100000264W100000184W100000271W100000201W100000258W100000214W100000211W100000241W100000242W100000243W100000266W100000254W100000245W100000260W100000204W100000271W100000257W100000255W100000259W100000250W100000201W100000258W100000186W100000210W100000211W100000203W100000272W100000218W100000250W100000210W100000272W100000246W100000247W100000248W100000266W100000254W100000245W100000257W100000204W100000271W100000255W100000211W100000259W100000257W100000201W100000258W100000186W100000203W100000238Lincoln Electric IberiaAgnieszka Kujacz - KoralewskaDirectora de producto para equipos de pistolas de soldadura EMEARRetire y limpie periódicamente la boquilla, la punta de contacto y el difusor de gas. Reemplace la boquilla si está dañada. El uso regular de un compuesto anti-salpicaduras reducirá la adherencia de las salpicaduras y facilitará su eliminación. Limpie el revestimiento del cable después de usar aproximadamente 140 kg de electrodo. Retire el cable del alimentador de alambre y colóquelo directamente en el suelo. Retire la punta de contacto de la pistola. Con una manguera de aire y una presión parcial, sople suavemente el revestimiento del cable desde el extremo del difusor de gas.PRECAUCIÓNUna presión excesiva al realizar el encendido puede hacer que la suciedad forme un tapón. Flexione el cable en toda su longitud y vuelva a soplar el cable. Repita este procedimiento hasta que no salga más suciedad.。