FANUC伺服焊枪操作手册
FANUC roboguide操作手册第一版
编制:马红斌上海发那科机器人有限公司TEL:021-********M : 139********FAX:021-********目录目录 (1)第一章概述 (2)1.1. 软件安装 (2)1.2. 软件注册 (3)1.3. 新建Workcell的步骤 (4)1.3.1. 新建 (4)1.3.2. 添加附加轴的设置 (9)1.4. 添加焊枪,TCP设置。
(15)1.5. Workcell的存储目录 (18)1.6.鼠标操作 (19)第二章创建变位机 (21)3.1.利用自建数模创建 (21)3.1.1.快速简易方法 (21)3.1.2.导入外部模型方法 (31)3.2.利用模型库创建 (41)3.2.1.导入默认配置的模型库变位机 (41)3.2.2.手动装配模型库变位机 (44)第三章创建机器人行走轴 (49)3.1. 行走轴-利用模型库 (49)3.2. 行走轴-自建数模 (56)第四章变位机协调功能 (62)4.1. 单轴变位机协调功能设置 (62)4.2. 单轴变位机协调功能示例 (71)第五章添加其他外围设备 (72)第六章仿真录像的制作 (75)第一章概述1.1. 软件安装本教程中所用软件版本号为V6.407269正确安装ROBOGUIDE ,先安装安装盘里的SimPRO,选择需要的虚拟机器人的软件版本。
安装完SimPRO后再安装WeldPro。
安装完,会要求注册;若未注册,有30天时间试用。
如果需要用到变位机协调功能,还需要安装MultiRobot Arc Package。
1.2. 软件注册注册方法:打开WeldPRO程序,点击Help / Register WeldPRO 弹出如下窗口,1.3. 新建Workcell的步骤1.3.1. 新建在Name 一栏输入文件名,文件名要以字母开头。
单选项第一项“根据缺省配置新建”;第二项“根据上次使用的配置新建”;第三项“根据机器人备份文件来创建”;第四项“根据已有机器人的拷贝来新建”;一般都选用第一项。
法兰克OI操作讲解

2. 把分中棒(寻边器)装上刀柄,把模式开关 如图: 然后 轴轴回刀换到点,把刀柄安装于机 下来超过Z轴机械原点刀具
床刀库上,按
即安装于主轴上。在按此动作前一定要把快速 进给倍率开关 调节到适当的位置。
速度選擇 3. 在按键区输入 S500 按 ,在按M3,再 按 ,主轴就以转速500 r/min正转在运转。 軸向選 擇鈕
4. 把模式开关
旋转到手轮,把分 分钟棒
钟棒移到如右图,碰到相应的位置。此时把相对坐标的X 轴清零。
5. 把分钟棒碰下图所所示的零件边界,此时相对坐标系里显 示工件X方向的长度值,记住此值并计算它的一半,再用手 轮移动X轴到刚计算值的坐标位置(此坐标位置为工件X轴的 中心位置), 6.按 键后按软键(坐标系),输入X0按测量键,此时
状态。如右图所示。 2.按 键出现如下画面。
• 输入要调用加工的程式名,如上图所示
O123。按 键出现如下画面。
• 最后按程式启动键
便可。
谢谢!
此方法对刀不需要太 多的仪表设备
4.按控制器面板上
,再按软按键(坐标系),输入Z0后按测量键。此时Z轴
坐标值就抄入坐标系内了。 5.注:刚才我们是用10的对刀棒对刀,因此,Z轴坐标值要下降10MM才为零点。 6.其它刀具按照相同的方法依次进行对刀
第3章 调试和自动 运行
一、程式的输入输出
• 1.把模式旋扭打到如右图所示的编辑状态。 • 2打开编辑开关。如左下图 • 3.把CF卡插入卡槽内,如右下图
下面编个简单程序说明
…. T1M6
当
此按钮都是针对程序自动运行状态 按钮亮时,下列程序空运行程序F值无效 当 按钮亮时执行完当前段时停顿下来
G00 GG90 G54 X51. Y-58. S6000 M3 G43 Z20. H1 M8 Z1. G01Z-2.F1500 G01 G41 Y-50. D1 F1200 X-50. Y50. X50. Y-56. G40 X57. G00 Z20. / M9 M5 G91G28Z0 M01 T2 M6 G00G90G54X-25. Y0 S5000 M3 …..
发那科机器人与SFR-SE-SP-0017 气动焊枪的设定-作业指导书
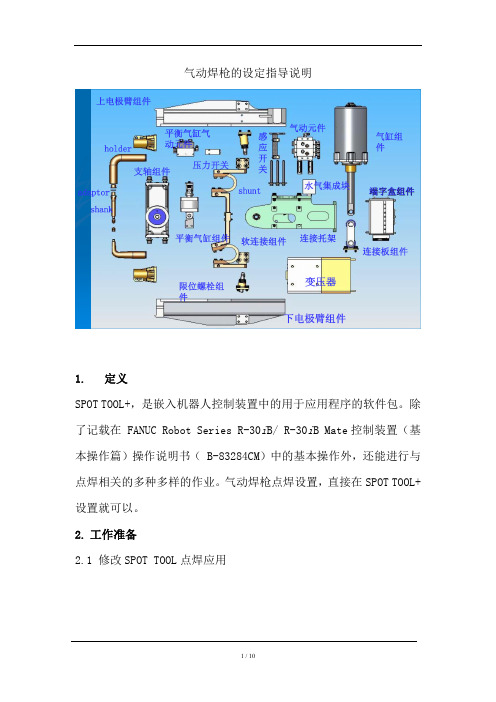
气动焊枪的设定指导说明1. 定义SPOT TOOL+,是嵌入机器人控制装置中的用于应用程序的软件包。
除了记载在 FANUC Robot Series R-30i B/ R-30i B Mate控制装置(基本操作篇)操作说明书( B-83284CM)中的基本操作外,还能进行与点焊相关的多种多样的作业。
气动焊枪点焊设置,直接在SPOT TOOL+设置就可以。
2.工作准备2.1 修改SPOT TOOL点焊应用图1:程序细节中点焊是否启用查看程序细节中点焊是否启用,就判断点焊应用是否启用。
SPOT TOOL+中默认为点焊。
多个应用工具的情况下,将在此程序中使用的应用工具设置为有效。
图2:控制启动模式修改SPOT TOOL+应用2.2.焊柜通信信号设置正确3.外部条件3.1 焊柜动力电源接通3.2 控制柜电源接通3.3 焊机与控制通讯正常 3.4 气动焊枪气压正常4. 所需技能4.1 FANUC 机器人基本操作 4.2 点焊基本操作 4.3 气动焊枪原理5. 工作步骤5.1.气动焊枪设置气缸进出气管接口气缸夹紧和松开到位检测开关冷却水管回路控制气缸动作阀片图3:气动焊枪安装示意图安装好启动焊枪,连接冷却水回路,平衡气缸回路气管以控制阀,气缸检测回路。
5.2 FANUC机器人点焊焊机接口设置在SETUP中选择“点焊初始设置”或者在控制启动模式中选择“点焊初始设置”,变更后,执行冷启动操作。
图4:SPOT CONFIG配置图1图5:SPOT CONFIG配置图 2图6:SPOT CONFIG配置图 3气动焊枪点焊时,是靠气缸伸缩推动焊钳夹紧和关闭,无伺服电机,气动焊枪点焊时,无需在控制启动模式,添加伺服枪轴,只需在点焊初始设置界面设置一些与气动焊枪相关的设置图7:气动焊枪设置界面5.2 多焊机和多设备配置多焊枪系统上,利用多任务执行多个程序中的指令,控制多把焊枪并进行焊接。
多焊枪系统的配置可以考虑如下所示的配置图8:多焊枪系统将“焊接机器数量”设置为 2。
机器人伺服焊枪培训教材(修改)

5)在(画面2.31)的“Torque(%)”、“Speed(mm/sec)”两项中输入扭矩和加压速度,按【SHIFT】+【F3 Pressure】,加压完毕,从压力计上读取测得的压力值,输入到相应的Press(nwt)项上。最多可取10个点的压力值,最少可取2个。
g) 根据所使用的伺服马达和附加轴伺服放大器的铭牌,在(画面2.8)中选择马达型号和电流规格,如选择3,通过【数字键】输入3,按【ENTER】键确认,进入(画面2.9):
h)在(画面2.9)中通过【数字键】输入伺服枪所用伺服放大器的号码:
(机器人本身的6轴伺服放大器为#1,跟其相连接的附加轴伺服放大器为#2,如此类推。)
5)可仿真信号,也可强制输出信号,方法如一般信号的仿真和强制(请见程序员教材)。
表3.2
输入信号
(画面2.2)
2)添加伺服枪轴
a)按【MENU】-【Maintenance】显示Robot Setup界面(画面2.3):
b) 移动光标至第2项:“Servo Gun Axes”处,按【F4 MANUAL】,进入(画面2.4):
c)在(画面2.4)中用【数字键】输入1,按【ENTER】键确认,进入(画面2.5):
j)伺服枪超时设定:
Enable——在一定时间内轴没有移动的情况下,电机的抱闸自动启用,赋予动作指令时,解除抱闸,大约需要250ms
在需要时刻支撑负载而电机有可能发热的情况下,应设为有效。
Disable——希望尽量缩短循环时间的情况下,设置为无效。
如:在(画面2.11)中输入2,按【ENTER】键进入(画面2.12):
发那科操作教学

紧急停止按 钮
USB 接口
RS232 接口
模式选择:机器人运行模式选择
AUTO 自动运行模式
T1 <250mm/s T1 示教模式,机器人速度不超过 250 mm
T2 100% T2 示教模式,机器人速度最高 100%
异常复位:FAULT RESET 机器人异常复位
循环启动:CYCLE START 机器人循环启动
功能:配置与点焊焊枪控制的相关信号 1°MENU → 5 I/O → 3spot equip → ENTER,出现如下画面:
显示当前设置的焊枪编号
Close gun: 合枪信号 Close backup: 焊钳小开信号 Open backup: 焊钳大开信号
按 F3 IN/OUT 可切换输入/输出设置 BU open detect: 焊钳小开到位检测
设置方式: 1°MENU → 6 SETUP → 2 Prog Select → ENTER,出现如下画面:
Program select mode:程序启动模式 RSR RSR 启动 PNS PNS 启动
Production start method:UOP 程序启动方式:机器人 UI/UO 信号 Production checks:程序检测
操作运行
上海 FAUNC 机器人有限公司
1.5 用户坐标系设置(UESR FRAMES)
为了方便示教,枪装在焊枪架上时需要设置 UESR FRAMES/RTCP MENU → 6 SETUP → 9 Frames → ENTER F3 OTHER→3 USER/RTCP 出现如下图画面 做 UESR FRAMES 之前,需要先做好一个较准确的 TCP(这个 TCP 三点法设置就可以)
FANUC 机器人系列伺服枪操作手册
7.3.2 调整结果输出的方法.........................................................................................55 7.3.3 完成出现报警 SVGN-050 时的自动调整程序 ...................................................55 7.3.4 调整失败.............................................................................................................55
FANUC伺服焊枪介绍

限制
• 没有安装焊枪轴电机用电池的类型的焊枪,连结后需要进行位置对合动作其与电池安装类 型的焊枪相比循环时间延长。 • 成为焊枪更换对象的电机,必须通过相同的放大器进行控制。 • 与多任务不对应。(不能通过多个程序来同时进行焊枪更换操作。)
禁止事项
• 在机器人电源被切断时请勿强制拆下焊枪。 • 带有焊枪更换功能的系统,不能使用线路跟踪功能。
ARM 线缆(controller to J1 )
ARM线缆(J3-J6)
07 伺服参数配置 11 伺服焊枪软件设置
配置界面
在伺服焊枪软、硬件准备完成后, 通过FANUC Robot controller 的TP 界面对伺服枪进行添加及相关设置, 完成伺服枪的添加。
伺服焊枪电机参数在 控制启动模式下配置
2、稳定 从焊接工艺来说,伺服焊枪对焊接加压过程、压 力值控制精准稳定,从而相对气动焊枪可以实现更 好的焊点外观和质量。
优点三:
3、行程柔性 由于使用伺服控制,焊枪开口可以根据工件情况 任意设定所需要的开口大小,相比较气动焊枪的单、 双行程,极大的提高了行程的柔性。
伺服焊枪结构分解
焊枪臂(部分) FANUC 伺服电机
所有参数项设置完成 后,选择4.exit退出配 置界面。
伺服轴添加
在退出参数配置界面后,需要确认伺服焊枪是否添加完成,按照 如下图所示的MENU-- NEXT– SETUP SERVO GUN,看到Equip Type 为 SERVO GUN,伺服枪就已经添加好了。
伺服脉冲报警
在伺服轴添加完成后,会出现SRVO-063、 SRVO-075报警,由于伺 服需要与控制器进行脉冲匹配,所以需要对这两个报警进行消除。 消除报警分为两个步骤: STEP1:消除SRVO-063报警 进入MENU—NEXT—SYSTEM—F1—Gun Master界面,按F3(BZAL)脉 冲编码复位。复位完成后重启机器,SRVO-068报警即可解除。
FANUC机器人 SERVO GUN点焊 培训教材
目录第一章概述 . (1)1.1FANUC 机器人伺服枪功能的特点 (1)1.2基本规格 . (1)1.3 伺服焊枪的组成部分 (1)1.4控制方法 . (2)第二章伺服枪的初始化设置 ............................................................................................3 2.1 伺服枪轴初始化安装 ..................................................................................................3 2.2 设置坐标系 ..................................................................................................................8 2.2.1 焊枪安装在机器人上的情形 (8)2.2.2 焊枪固定在地面或工作台上的情形 (8)2.3 伺服枪设置 (9)2.3.1 焊枪零位设置(Gun Master . ........................................................................... 9 2.3.2 焊枪关闭方向设置 ............................................................................................. 10 2.3.3 焊枪轴限位设置 ................................................................................................. 11 2.3.4 焊枪自动调节 ..................................................................................................... 13 2.3.5 压力标定 ............................................................................................................. 15 2.3.6 工件厚度标定 ..................................................................................................... 16第三章焊接设置 . ............................................................................................................. 18 3.1 点焊 I/O . (18)3.1.1 点焊系统基本术语 (18)3.1.2 点焊 I/O及其设定 . (19)3.2 伺服枪设定 (24)3.2.1 伺服枪设定画面 (24)3.2.2 伺服枪一般设定画面 (24)3.2.3 焊枪行程极限的更改 (26)第四章手动操作 . .............................................................................................................28 4.1 手动加压 ....................................................................................................................284.2 手动行程 .................................................................................................................... 30 4.3 手动焊接 .................................................................................................................... 32 4.4焊枪点动操作 . ......................................................................................................... 33第五章编程 . ..................................................................................................................... 35 5.1 点焊指令 .. (35)5.1.1 点焊指令格式 (35)5.1.2 焊接顺序 (41)5.1.3 示教位置 (42)5.2 其他指令 (42)5.2.1 加压动作指令 (42)5.2.2 压力指令 (43)5.2.3 焊枪零位调校指令 (44)第六章焊嘴磨损补偿 ...................................................................................................... 45 6.1 概述 . ...........................................................................................................................45 6.2 2步方式 . ....................................................................................................................45 6.2.1 准备工作 .............................................................................................................45 6.2.2 测量方法 .............................................................................................................46 6.3 单步方式 ....................................................................................................................48 6.4 焊嘴磨损补偿功能的设定 ........................................................................................50 6.4.1 焊嘴磨损检测设定 .............................................................................................50 6.4.2 焊嘴磨损基准值设定 .........................................................................................52 6.5 恢复步骤 ....................................................................................................................53 6.5.1 恢复焊枪零位数据 .............................................................................................53 6.5.2 焊嘴破损时的恢复 .............................................................................................54 6.6 焊枪行程极限补偿 .................................................................................................... 55附录 SVGN 报警代码 . ................................................................................................57第一章概述1.1 FANUC 机器人伺服枪功能的特点全面支持伺服枪专用功能(手动操作、点焊自动路径生成、焊极磨损补偿等 ; 可以自动生成最适合于点焊的最佳路径;与气焊枪的操作类似,便于掌握。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JX5 接头
脉冲编码器连接电缆,用 于传递脉宽调制信号,控 制伺服电机
马达动力线,用于传 递 200V 电源,供伺 服电机工作
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
5.设定焊接信号
由于伺服枪的送丝和送气均由机器人单方控制,与焊机通讯是否成功无关。 故焊机通讯成功后,保护气体控制信号未被自动分配。 按下 MENUI/OWeld,出现如下画面:
按下 F3 IN/OUT,切换到焊接输出信号画面,找到 Gas Start 信号,按下 CONFIG 进去,对 Gas Start 信号进行如下分配:
6.负载设定
1.负载设定的必要性: 由于伺服焊枪具有一定的重量(约为 5kg) ,我们需要进行负载设定。以提 高机器人如下性能: (1).提高动作性能(振动减少,循环时间改善) 。 (2) .更加有效的发挥与动力学相关的功能 (提高冲撞检测功能和重力补偿功能) 2.负载设定的步骤 (1)将机器人移动至合适位置.一般情况下,建议把机器人移动到(J1 轴 0°, J2 轴 0°,J3 轴 0°,J4 轴 0°,J5 轴-90°,J6 轴 0°)的位置。 (2)按下 MENUSYSTEMMotion,出现如下画面:
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
在已经知道要推定的负载重量的情况下, 将光标移动到第 2 行, 选择 “YES”, 并指定重量值。 (5).按下 NEXT(下一页) ,并按下 F4 DETAIL,出现推定位置 1 画面:
推定位置 1 建议使用如上图所示的位置即可,如果由于实际需要,需要改变 推定位置 1,可使用 TP 上的数字键直接输入。如果想使用推定位置 2,按下 F2 POS.2,进入推定位置 2 设定画面,其设定方法与推定位置 1 一样。 (6)按下[SHIFT]+[F4](MOVE_TO),机器人移动到推定位置 1.(请在确认设定位 置时使用该步骤) 。 (7)按下 PREV 键,返回负载推定画面。将 TP 置成 OFF,控制柜模式选择开关置 成 AUTO 模式,按下 F4 EXEC 键执行负载推定程序(在执行程序时应注意使机器 人避免碰撞,保护好机器人) (8)负载推定程序执行完成后,将 TP 置成 ON。按下 F5 APPLY 键,将所推定的 值设定在负载条件编号中,完成负载推定。 (9)FANUC 伺服焊枪的负载推定结果大致如下图所示:
伺服电机动力线
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
送丝管连接 处
焊接正极电 源线连接处
通过定位销子,把伺 服焊枪固定在一侧连 接板上,并首先锁紧 一侧螺丝。
24V 电源线
0V 电源线
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
三.伺服焊枪设置和焊机通讯
1.软件安装:
(1). 1A05B-2500-J982 ! ServoTorch for Alumi (伺服枪铝合金焊接功能) (2). 1A05B-2500-J598 ! Lincoln Asia pack(林肯软件包)
设定伺服焊炬功能的 ENABLE/DISABLE( 有效/无效) 。设定完需重启机器人。 设定要使用的伺服焊炬轴的轴编号,设 定完需重启机器人。 设定手动金属线寸动为通常/恒量寸动 设定恒定量寸动时的金属线进送量。 设定控制保护气通断的信号。该信号一 般采用 EE 接头的输出信号 设定气洗功能 ENABLE/DISABLE 设定控制气洗功能的信号。该信号一般 采用 EE 接头的输出信号 设定在气洗功能下,伺服焊炬的电机停 止后,到气洗结束之前的时间。
(3)移动光标至需要设定的负载条件编号,按下 F2 DETAIL 进去,出现如下画 面:
移动光标到第二项 PAYLOAD 处,使用 TP 上得数字键输入伺服枪的重量,再 按下 PREV 键,返回上一画面。 (4)按下 NEXT,并按下[F2](IDENT) ,出现负载推定画面:
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
冷却水进水管(蓝色)
保护气体管子(黑色)
把伺服枪的另一个 侧板和加强板装好, 上紧螺丝。
冷却水出水管(红色)
用于锁紧加强板 的螺丝。
伺服枪加强 板, 位于两侧 板的底部。
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
将 伺服电机 的保 护 罩拧上以 保护 伺服电机
上侧送丝轮 安装简图 拆下黑色挡 块,即可对下 侧送丝轮进 行安装
伺服枪头部送丝 管安装简图
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
移动光标到第 5 项 Wire size ,选择焊丝直径。移动光标到第 6 项 Wire material 选择焊丝材质。 移动光标至第 12 项 Servo Torch (DISABLED) :<DETAIL> ,按下 TP 上的 ENTER 键,出现如下画面(画面所示即为推荐的参数) :
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
各个参数的说明请参照下表: 1.ServoTorch function (伺服焊炬功 能) 2. ServoTorch axis index(伺服焊炬 轴编号) 3.Wire inching mode(寸动模式) 4.Inch length(寸动量) 5.Gas start signal(气体 ON 信号) 6.Air purge function(气洗功能) 7. Air purge signal(气洗信号) 8.Post flow time(后流时间)
伺服焊枪的焊接正极 线与机器人内部的焊 接正极线进行连接。 以优化走线。
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司 冷却水由此处 流出,到达焊枪 水箱采用 220V 交流电, 接好电源后, 打开此开关 水箱便能进行正常工作
为了使铝合金焊接取得较好的保护效果,需要对保护气体进行控制。移动移 动光标至第 18 项 Gas preflow time (提前送气) ,一般设为 1-3s。移动光标 至第 19 项 Gas posflow time (滞后送气) ,一般设为 0.5-2s。 焊接装置设定完成以后,如果设定正确,伺服枪应该能够进行正常送丝。
上海发那科机器人有限公司
二.焊机与机器人的相关电缆连接
保护气体连 接处
焊接正极电 源线连接处
Arc电源线 (380V)
焊接正极电源线, 连 接至机器人底座后 面 W/P 接头处
焊接负极电源线, 连 接至工作台
Arclink 通讯线缆 高电平线连接处 Arclink 通讯线缆 屏蔽线连接处 Arclink 通讯线缆 低电平线连接处
2.设定伺服焊炬轴
开启机器人,并同时按住 PREV+NEXT , 进入控制启动模式。按下 MENU9 MAINTENANCE ,出现如下画面:
移动光标至“ServoTorch
for
Alumi ” ,按下 F4 MANUAL ,出现如下画面:
根据要求,对伺服焊炬轴进行如下设置:
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
上海发那科机器人有限公司
把第六项 Manufacturer(焊机厂家) 设为 General Purpose (一般厂家) , 并按下 TP 上的 FCTN(功能辅助键) ,选择第一项 START(COLD),进行冷启动,回 到一般模式。 使得机器人能对 Devicenet 板进行扫描,并清除焊接 I/O 的端口分 配。 重启机器人,并同时按住 TP 上的 PREV+NEXT 键,重新进入控制启动模式, 如下图:
上海发那科机器人有限公司
FANUC 伺服焊枪操作手册
一.FANUC 伺服焊枪安装流程
伺服枪底盘:在 安装伺服枪底盘 时应对准销孔。
伺服焊枪两 侧的连接板
焊接正极电源线 将伺服枪的相关电缆穿 好:除了电机的脉冲编 码器电缆和动力线直接 穿过底盘外,其余线缆 均从伺服枪底盘的侧孔 穿出。
伺服电机脉冲编 码器电缆
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
机器人 J3 轴处 安装一个送丝 管固定装置
黑色挡块
垫片 送丝管
送丝管快 插头
电磁阀控制电缆, 连 接至 EE 接头的 RO1 端口, 由 RO1 信号控 制电磁阀的通断
电磁阀
焊枪保护气气管
机器人内部保 护气体管路
冷却水由此处 流回水箱。 用于显示是否有冷却 水回到水箱。当有冷 却水回到水箱时,水 轮会不停的旋转。
冷却水加注处, 冷却水 建议采用(纯净水:酒 精=4:1) , 在天气较为炎 热时, 采用纯净水即可
冷却水管的 转换接头
200V 电源线, 用于向伺服 电机供电 光纤电缆,用于 传递数据 24V 电源线,用于向伺 服放大器供电,保证伺 服放大器正常工作。