卡尺类检定记录表
卡尺内校记录表

记录编号:BOS量具名称 出厂编号 校准日期 技术依据 环境条件
量具名称
卡尺内校记录表
量具规格
内部编号
有效期至
JJG30-2002 通用卡尺检定规程
°C
%
本次校准所用的主要标准量具
量具型号规格
量具编号
第 页,共 页 检定证书号源自序号 1 2 3 4 5 6
示 值 误 差
测深示值误差 校准结论: 校准:
受检项目 外观
各部分相互作用 刀口内量爪尺寸 刀口内量爪平行度
外量爪尺寸 外量爪平行度
合格□ 合格□
校准结果
不合格□ 不合格□ mm mm mm mm
量块mm
量块mm 20
合格□
卡尺读数mm 里 外 里 外 里 外
卡尺读数mm
不合格□
示值误差mm
示值误差mm 参见校准结果使用□
核检:
卡尺内校 SOP1

SOP-QR-104三阶文件生效日期2012.06.19 编号SOP-QR-104版本/次A/1卡尺内校作业指导书编制人曲海涛审核人邱丰批准人张述强日期2012.06.19 日期2012.06.19 日期2012.06.19文件修改记录文件编号修改版本修改页数修改内容描述修改人批准人生效日期A0 首次发行2012.06.19卡尺内校作业指导书版本/次A/11. 目的1.1 确保校准结果的结果的准确性,使校准作业规范化。
2. 范围2.1 本标准适用于本公司现有各种类型之卡尺,包括高度尺、游标卡尺、戴表卡尺、电子数显卡尺。
3. 职责3.1 卡尺保管人:负责所属卡尺维护和保养。
3.2 品保部:卡尺专用量块的维护和保养。
3.3校验人:卡尺内校结果的记录和校验标识标签的确认。
4. 作业内容说明:4.1 卡尺结构:4.1.1游标卡尺结构如下图所示。
4.1.2 电子数显卡尺结果如下图所示。
4.1.3 戴表卡尺结构如下图所示。
卡尺内校作业指导书版本/次A/14.2 校验/检定条件:4.2.1 室内温度:25±3℃4.2.2 相对温度:65±15%4.3 校验/检定用主要标准器具:成都产二级量块.4.4外观检查4.4.1 检查方法:目检与试验;4.4.2 卡尺表面应无锈蚀,碰伤或其它缺陷,刻度和数字应清晰、均匀;4.4.3 尺框沿尺身移动应平稳,不应有阻滞及明显晃动现象,紧固螺丝的作用可靠。
4.5显示值校验/检定4.5.1所卡尺校正外卡任意选五个点校正,第五点须是该卡尺的最大量程范围,所卡尺校正内卡任意选三个点校正,第三点须是该卡尺的最大量程范围. 所卡尺校正深度,任意选四个点校正,第四点须是该卡尺深度的最大量程范围。
所有卡尺必须校正并须校正卡尺的外卡,内卡,深度。
4.5.2 误差:4.5.2.1 所有游标卡尺、带表卡尺在100mm以内(含100mm)受检误差为±0.02mm,受检点在100mm以上误差为±0.02mm;4.5.2.2 数显卡尺100mm以内(含100mm)受检误差为±0.02mm,受检点在100mm以上误差为±0.02mm。
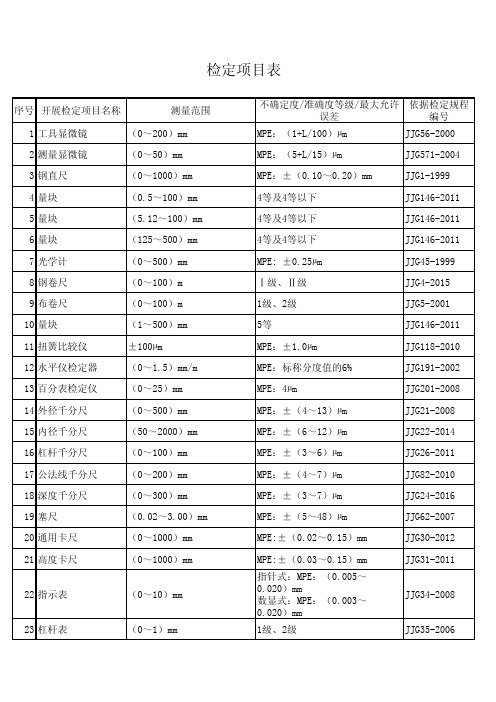
检定项目表
II级
JJG 351-2017
A级,B级,C级
JJG229-2010
MPE:±(0.30+0.006︱t︱)℃ JJG229-2010
0.5级及以下
JJG 74-2005
0.5级及以下
JJG 617-1996
115 机械式温湿度计 116 接地电阻表
(5~50)℃; (30PE:±(0.002~20)mL MPE:±(0.0004~1.0)mL 容量筒容积MPE:±2.0mL
JJG196-2006 JJG10-2005 JJG264-2008
MPE:±(0.02~60)μ L
MPE:±0.3 kg/m3
1级及以下
JJG646-2006 JJG42-2011 JJG139-2014
1级
1级及以下 ≤60J MPE:±1.5 % >60J MPE:±1% MPE: ±2
A级、B级
JJG476-2001 JJG455-2000 JJG145-2007 JJG817-2011 JJG621-2012
75 引伸计
(0~25)mm
0.5级及以下
JJG762-2007
76 扭矩扳子
(10~500)Nm
0.1级及以下
97 压力变送器
(-0.1~60)MPa
0.2级及以下
98 精密压力表
(0~60)MPa
0.1级及以下
99 数字压力计
(0~60)MPa
0.02级及以下
100 真空表 101 氧气表 102 一般压力表
(-0.1~0)MPa
1.6级及以下
测量上限:0.25MPa、1MPa、 1.6 MPa、2.5MPa、4MPa、 1.6级及以下 25MPa
游标卡尺检定规程
质量体系作业指导书发放标记游标卡尺检定操作规程编号:1目的对游标卡尺的检定进行规定,使其符合生产使用要求。
2范围适用于本公司游标卡尺的检定。
3职责3.1仪表室人员:负责本公司内所有游标卡尺的检定工作,使用人员配合。
4作业流程4.1游标卡尺检定项目和要求4.1.1外观游标卡尺表面应无锈蚀、碰伤或其他缺陷。
刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻至斜面下边沿。
4.1.2各部分相互作用卡尺移动应平稳,不应有阻滞现象。
微动装置的空程,新制造的小于1/4转,使用和修理后小于1/2转。
4.1.3游标刻线面棱边至尺身刻线面的距离。
测量上限≤500mm,其距离小于0.2mm,测量上限>500mm,其距离为0.25mm,检定时用二级.塞尺检定。
4.1.4测量面的表面粗糙度用表面粗糙度比较样块以比较法检定,要求外量爪测量面小于0.2um,内量爪测量面小于0.4um,带深度尺的尺身端面小于0.8um。
4.1.5外量爪测量面的平面度用平晶检定时,在整个测量面上应呈现任意形状的干涉带,其平面度根据各方位的间隙情况确定,当所有检定方位上出现的间隙均在中间或两端部位时,取其中一方位间隙量最大的作为平面度.当其中有的方位中间部位有间隙,而有的两端部位有间隙,则平面度以中间和两端最大间隙量之和确定.要求用2级平晶或0级样板直尺,且平面度不超过0.002mm.4.1.6外量爪两测量面的合并间隙移动尺框,使两测量爪测量面至手感接触,观察两测量面间的间隙,以光隙法检定,允许里端出现蓝光, 即间隙小于0.006mm。
4.1.7圆弧内量爪的尺寸和平行度基本尺寸用外径千分尺沿卡尺内量爪在平行于尺身方向检定,在其他任意方向测量所得之值于基本尺寸之差,应不超过量爪尺寸偏差的上偏差。
平行度在内量爪距外端2mm处开始在平行于尺身方向测量,以内量爪全长范围内最大与最小尺寸之差确定.要求尺寸偏差在±0.01mm,平行度应小于0.01mm4.1.8刀口内量爪的尺寸和平行度将一块为10mm的3级量块长边夹持于两外测量爪测量面之间,紧固螺钉后,该量块应能在量爪测量面间滑动而不脱落。
通用卡尺检定证书

<0.01mm
五、零值误差
±0.005mm
六、示值误差:
测量范围上限(mm)
示值最大允 许误差(mm)
实际误差(mm)
200
±0.03
300
±0.04
0.06
500
±0.05
600
±0.05
江苏恒立高压油缸股份有限公司
编号:HL ZY-ZL-34-JL007 第 1 页,共 1 页
检定证书
名
称:
编
号:
型 号/ 规 格:
检 定 结 论:
游标卡尺 合格
检定日期:
年
月
日
有效期至:
年
月
日
检定员:
审核:
检定说 明: 1、本次检 定的技依术
据:JJG
2、本次检 定所用的
名称
Hale Waihona Puke 型号编号有效期至
计量特征
量块
10-291.8 LG02-01
2级
量块
10-291.8 LG02-02
2级
3、检定测量块
125-500 LG03-06
2级
试地点/环
检定数 据:
地点:计量室
检定项目
温度:20℃
相对湿度:<80%
要求
检定结果
一、外观及相互作用:
目力观察和手动试验
合格
二、测量面的平面度:
<0.003mm
<0.003mm
三、圆弧内量爪的基本尺寸和平行度(mm):
±0.01/0.01(mm)
四、刀口内量爪的平行度(mm):
高度卡尺检定原始记录

6
量爪测量面和底座工作面的平面度
7
量爪测量面和底座工作面和平行度
基本尺寸偏差
平行度
8
漂移
9
零值误差
“零”标记
“尾”标记
10
重复性
受检点尺寸(mm)
1
2
3
4
5
11
示值误差
受检点尺寸(mm)
检定员 核验员 检测日期
委托单位
物品名称
型号规格
测量范围
分度值
出厂编号
制造商
地点
□本实验室 □现场
环境
温度℃ 相对湿度%
依据文件
JJG31-2011≤高度卡尺检定规程≥
测
量
标
准
名称
不确定度/准确度 /最大允许误差
证书编号
有 效 期
பைடு நூலகம்序号
检测项目
测量结果
1
外观
2
各部分相互作用
3
各部分相对位置
4
标尺标记的宽度和宽度差
宽度
宽度差
5
通用卡尺检定原始记录

送检单位:质量表056
制造厂
测量范围
()mm
分度值
mm
编号
温度
℃
湿度
RH
序号
检定项目
检定记录
结果处理
1
外观
2
各部分相互作用
尺框:数字显示:按钮功能:
紧固螺钉:微动装置的空程:
3
各部分相对位置(mm)
4
标尺标记的宽度和宽度差(mm)
标记的宽度
宽度差
5
测量面的表面粗糙度
(µm)
外量爪测量面
11
数字显示器的示值稳定性(mm)
12
示值误差
(mm)
受检点
位置
1
2
3
4
5
6
里端
紧固
松开ห้องสมุดไป่ตู้
外端
紧固
松开
结论
备注
检定日期:年月日检定员:核验员:
内量爪测量面
深度卡尺的基准面和测量面
深度测量杆和测量面
6
测量面的平面度(mm)
外量爪测量面的平面度
深度卡尺的基准面和测量面在同一平面时的平面度
7
圆弧内量爪的基本尺寸和平行度(mm)
尺寸偏差
紧固
平行度
紧固
松开
松开
8
刀口内量爪的尺寸和平行度(mm)
尺寸偏差
平行度
9
零值误差(mm)
零刻线
尾刻线
10
示值变动性(mm)
3 千分尺校验记录表

注:表中A为千分尺的丈量下限。
校正用的量杆:
实测值(mm):
工作面的平行度(um):
检定/校准日期:
下次检定/校准日期:
依据检定结果准予该计量用具使用。
检定/校准员:
核验员:
千分尺校验记录表
量具编号:
示值偏差(μm)
注:表中A为千分尺的丈量下限
校正用的量杆:
检定/校准员:
核验员:
千分尺校验记录表
量具编号:
示值偏差(μm)
注:表中A为千分尺的丈量下限
校正用的量杆:
实测值(mm):
工作面的平行度(um):
检定/校准日期:
下次检定/校准日期:
依据检定结果准予该计量用具使用。
检定/校准员:
核验员:
实测值(mm):
工作面的平行度(um):
检定/校准日期:
下次检定/校准日期:
依据检定结果准予该计量用具使用。
检定/校准员:
核验员:
千分尺校验记录表
量具编号:
示值偏差(μm)
注:表中A为千分尺的丈量下限
校正用的量杆:
实测值(mm):
工作面的平行度(um):
检定/校准日期:
下次检定/校准日期:
依据检定结果准予该计量用具使用。