常用原材料标准
主要原材料检验标准与取样方法细则
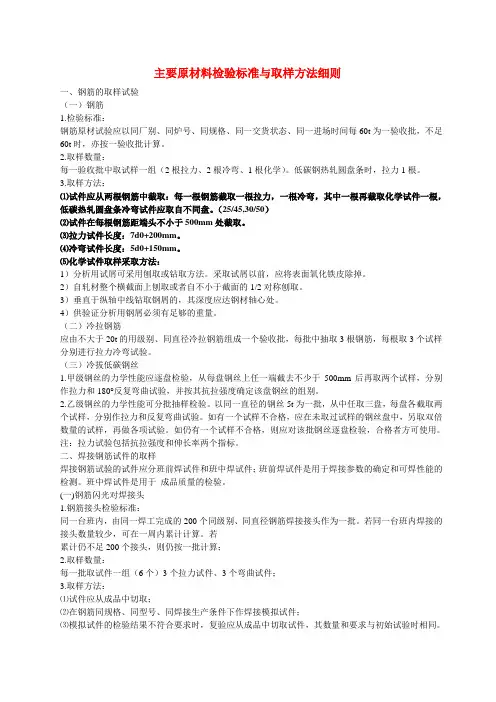
主要原材料检验标准与取样方法细则一、钢筋的取样试验(一)钢筋1.检验标准:钢筋原材试验应以同厂别、同炉号、同规格、同一交货状态、同一进场时间每60t为一验收批,不足60t时,亦按一验收批计算。
2.取样数量:每一验收批中取试样一组(2根拉力、2根冷弯、1根化学)。
低碳钢热轧圆盘条时,拉力1根。
3.取样方法:⑴试件应从两根钢筋中截取:每一根钢筋截取一根拉力,一根冷弯,其中一根再截取化学试件一根,低碳热轧圆盘条冷弯试件应取自不同盘。
(25/45,30/50)⑵试件在每根钢筋距端头不小于500mm处截取。
⑶拉力试件长度:7d0+200mm。
⑷冷弯试件长度:5d0+150mm。
⑸化学试件取样采取方法:1)分析用试屑可采用刨取或钻取方法。
采取试屑以前,应将表面氧化铁皮除掉。
2)自轧材整个横截面上刨取或者自不小于截面的1/2对称刨取。
3)垂直于纵轴中线钻取钢屑的,其深度应达钢材轴心处。
4)供验证分析用钢屑必须有足够的重量。
(二)冷拉钢筋应由不大于20t的用级别、同直径冷拉钢筋组成一个验收批,每批中抽取3根钢筋,每根取3个试样分别进行拉力冷弯试验。
(三)冷拔低碳钢丝1.甲级钢丝的力学性能应逐盘检验,从每盘钢丝上任一端截去不少于500mm后再取两个试样,分别作拉力和180°反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。
2.乙级钢丝的力学性能可分批抽样检验。
以同一直径的钢丝5t为一批,从中任取三盘,每盘各截取两个试样,分别作拉力和反复弯曲试验。
如有一个试样不合格,应在未取过试样的钢丝盘中,另取双倍数量的试样,再做各项试验。
如仍有一个试样不合格,则应对该批钢丝逐盘检验,合格者方可使用。
注:拉力试验包括抗拉强度和伸长率两个指标。
二、焊接钢筋试件的取样焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。
班中焊试件是用于成品质量的检验。
(一)钢筋闪光对焊接头1.钢筋接头检验标准:同一台班内,由同一焊工完成的200个同级别、同直径钢筋焊接接头作为一批。
原材料标准
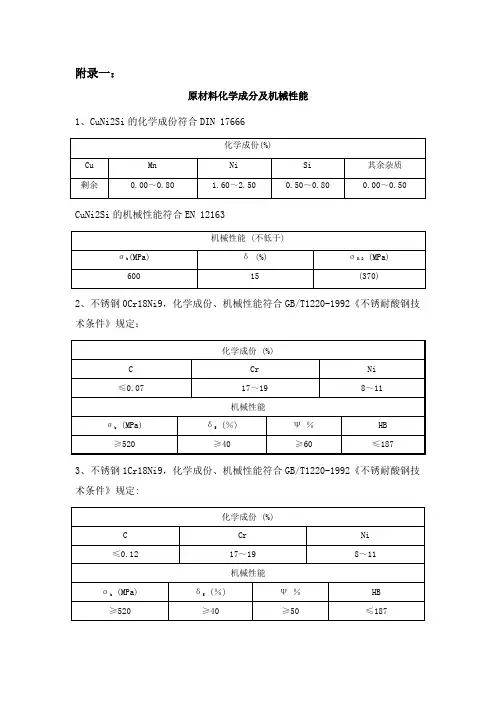
附录一:原材料化学成分及机械性能1、CuNi2Si的化学成份符合DIN 17666CuNi2Si的机械性能符合EN 121632、不锈钢0Cr18Ni9,化学成份、机械性能符合GB/T1220-1992《不锈耐酸钢技术条件》规定:3、不锈钢1Cr18Ni9,化学成份、机械性能符合GB/T1220-1992《不锈耐酸钢技术条件》规定:4、T2的化学成分、机械性能5、 Q235A,化学成份、机械性能符合GB/T700-1988《普通碳素结构钢技术条件》规定:6、铸造碳钢ZG270-500,化学成份、机械性能符合GB/T11352-1989《一般工程用铸造碳钢》的规定:7、不锈钢螺栓、螺柱、螺钉的机械性能(依据GB/T3098.6)8、不锈钢螺母的机械性能 (依据GB/T3098.15)9、锌锭化学成份符合GB/T470-1997《锌分类及技术条件》规定,牌号不低于2号锌:10、优质碳素结构钢10#:化学成份、机械性能符合GB/T699-1999《优质碳素结构钢技术条件》的规定:11、铝合金6082:化学成份符合GB/T3190-1996的规定,机械性能符合GB/T5237-2000的规定:12、优质碳素结构钢20#,化学成份、机械性能符合GB/T699-1999《优质碳素结构钢技术条件》的规定:13、QAl9-4:化学成份符合GB5233-85《加工青铜-化学成分和产品形状》的规定,机械性能符合GB4429-84《铝青铜棒》的规定:14、牌号为QSn4-0.3的铜合金:其化学成分符合GB/T5233-1985《加工青铜的化学成分》的规定,机械性能符合GB/T4429-84的规定:15、ZL114A,化学成份、机械性能符合GB/T1173-1986的规定:16、铝合金型材AlSi1MgMn-T6的化学成份符合EN AW-6082铝合金型材AlSi1MgMn-T6的机械性能符合EN AW-608217、铸造铝合金GK-AlSi7Mg0.3-T6的化学成份符合EN1706-1998铸造铝合金GK-AlSi7Mg0.3-T6的机械性能符合EN1706-1998。
原材料进厂验收标准
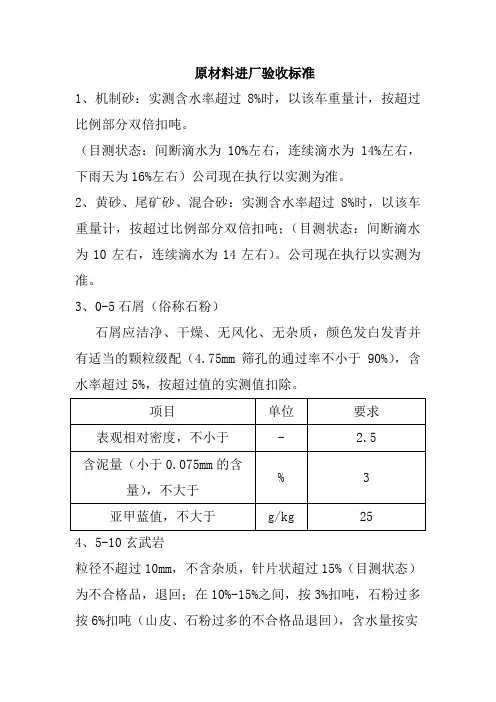
原材料进厂验收标准1、机制砂:实测含水率超过8%时,以该车重量计,按超过比例部分双倍扣吨。
(目测状态:间断滴水为10%左右,连续滴水为14%左右,下雨天为16%左右)公司现在执行以实测为准。
2、黄砂、尾矿砂、混合砂:实测含水率超过8%时,以该车重量计,按超过比例部分双倍扣吨;(目测状态:间断滴水为10左右,连续滴水为14左右)。
公司现在执行以实测为准。
3、0-5石屑(俗称石粉)石屑应洁净、干燥、无风化、无杂质,颜色发白发青并有适当的颗粒级配(4.75mm筛孔的通过率不小于90%),含水率超过5%,按超过值的实测值扣除。
4、5-10玄武岩粒径不超过10mm,不含杂质,针片状超过15%(目测状态)为不合格品,退回;在10%-15%之间,按3%扣吨,石粉过多按6%扣吨(山皮、石粉过多的不合格品退回),含水量按实测值扣。
含泥量不能大于1.0%,泥块含量不能大于0.5%。
其中1-3碎石超过31.5mm的颗粒不能大于3%,小于5mm以下的颗粒不得超过2.0%。
粒径大小不均匀的按1%—3%扣,严重者退回,压碎值指标小于等于12%。
5、10-15玄武岩粒径不超过15mm,不含杂质,针片状超过15%(目测状态)为不合格品,退回;在10%-15%之间,按3%扣吨,石粉过多按6%扣吨(山皮、石粉过多的不合格品退回),含水量按实测值扣。
含泥量不能大于1.0%,泥块含量不能大于0.5%。
其中1-3碎石超过31.5mm的颗粒不能大于3%,小于5mm以下的颗粒不得超过2.0%。
粒径大小不均匀的按1%—3%扣,严重者退回,压碎值指标小于等于16%。
6、10-20mm石灰岩(1-2碎石)针片状超过15%(目测状态)为不合格品,退回;在10%-15%之间,按3%扣吨,石粉过多按6%扣吨(山皮、石粉过多的不合格品退回),含水量按实测值扣。
含泥量不能大于1.0%,泥块含量不能大于0.5%。
其中1-3碎石超过31.5mm的颗粒不能大于3%,小于5mm以下的颗粒不得超过2.0%。
主要原材料检验标准及取样方法细则
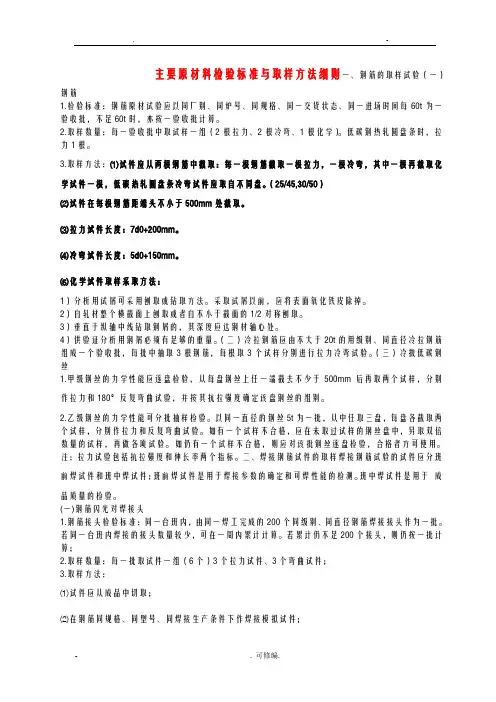
主要原材料检验标准与取样方法细则一、钢筋的取样试验(一)钢筋1.检验标准:钢筋原材试验应以同厂别、同炉号、同规格、同一交货状态、同一进场时间每60t为一验收批,不足60t时,亦按一验收批计算。
2.取样数量:每一验收批中取试样一组(2根拉力、2根冷弯、1根化学)。
低碳钢热轧圆盘条时,拉力1根。
3.取样方法:⑴试件应从两根钢筋中截取:每一根钢筋截取一根拉力,一根冷弯,其中一根再截取化学试件一根,低碳热轧圆盘条冷弯试件应取自不同盘。
(25/45,30/50)⑵试件在每根钢筋距端头不小于500mm处截取。
⑶拉力试件长度:7d0+200mm。
⑷冷弯试件长度:5d0+150mm。
⑸化学试件取样采取方法:1)分析用试屑可采用刨取或钻取方法。
采取试屑以前,应将表面氧化铁皮除掉。
2)自轧材整个横截面上刨取或者自不小于截面的1/2对称刨取。
3)垂直于纵轴中线钻取钢屑的,其深度应达钢材轴心处。
4)供验证分析用钢屑必须有足够的重量。
(二)冷拉钢筋应由不大于20t的用级别、同直径冷拉钢筋组成一个验收批,每批中抽取3根钢筋,每根取3个试样分别进行拉力冷弯试验。
(三)冷拔低碳钢丝1.甲级钢丝的力学性能应逐盘检验,从每盘钢丝上任一端截去不少于500mm后再取两个试样,分别作拉力和180°反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。
2.乙级钢丝的力学性能可分批抽样检验。
以同一直径的钢丝5t为一批,从中任取三盘,每盘各截取两个试样,分别作拉力和反复弯曲试验。
如有一个试样不合格,应在未取过试样的钢丝盘中,另取双倍数量的试样,再做各项试验。
如仍有一个试样不合格,则应对该批钢丝逐盘检验,合格者方可使用。
注:拉力试验包括抗拉强度和伸长率两个指标。
二、焊接钢筋试件的取样焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。
班中焊试件是用于成品质量的检验。
(一)钢筋闪光对焊接头1.钢筋接头检验标准:同一台班内,由同一焊工完成的200个同级别、同直径钢筋焊接接头作为一批。
原材料检验标准
数量
符合《来料检验/通知单数据》
过磅单
逐批
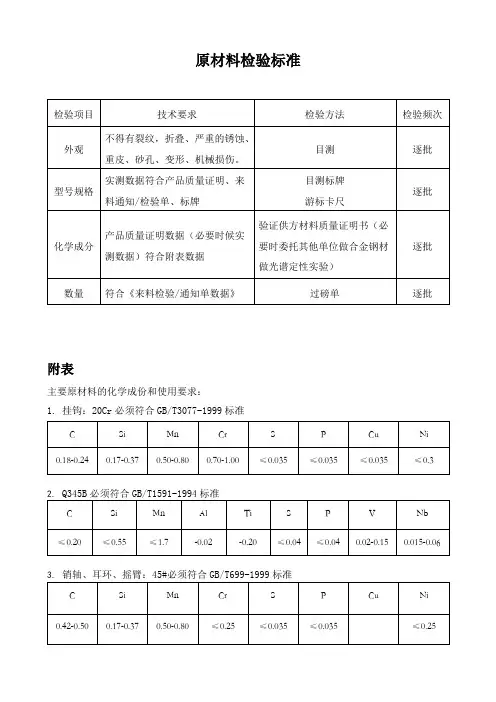
附表
主要原材料的化学成份和使用要求:
1.挂钩:20Cr必须符合GB/T3077-1999标准
C
Si
Mn
Cr
S
P
Cu
Ni
0.18-0.24
0.17-0.37
0.50-0.80
0.70-1.00
≤0.035
≤0.035
≤0.035
≤0.3
2.Q345B必须符合GB/T1591-1994标准
原材料检验标准
检验项目
技术要求
检验方法
检验频次
外观
不得有裂纹,折叠、严重的锈蚀、重皮、砂孔、变形、机械损伤。
目测
逐批
型号规格
实测数据符合产品质量证明、来料通知/检验单、标牌
目测标牌
游标卡尺
逐批
化学成分
产品质量证明数据(必要时候实测数据)符合附表数据
验证供方材料质量证明书(必要时委托其他单位做合金钢材做光谱定性实验)
C
Si
Mn
Al
Ti
S
P
V
Nb
≤0.20
≤0.55
≤1.7
-0.02
-0.20
≤0.04
≤0.04
0.02-0.15
0.015-0.06
3.销轴、耳环、摇臂:45#必须符合GB/T699-1999标准
C
Si
Mn
Cr
S
Pபைடு நூலகம்
Cu
Ni
0.42-0.50
0.17-0.37
0.50-0.80
≤0.25
≤0.035
≤0.035
原材料质量标准及检验规范
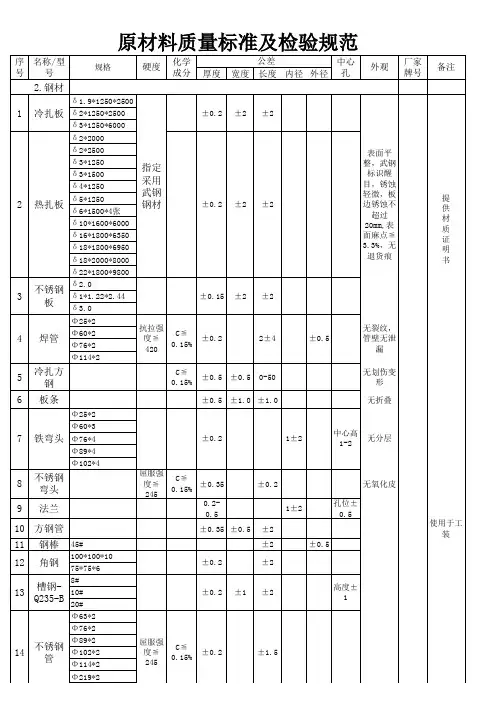
序 名称/型 号号
原材料质量标准及检验规范
规格
硬度
化学 成分
公差
中心 孔
外观
厂家 牌号
备注
厚度 宽度 长度 内径 外径
3.铝材
检查方式
铝类材料用试料方法检查,通知使用工序试用一小块,如不合格则作整批退货 处理
1 复合板 δ0.8*1200*2500
± 0.04
±2
δ5*1000*2000
2 铝板 δ3*1000*2000
7 中心高
8 功率
9 电流
10 IP
11 dass
12 B.F
13
尾部风 扇
原材料质量标准及检验规范
检查确认内容
外观
厂家 牌号
备注
产品采用全检方式,合格入库,不合格品作退货处理。 待确认
卧式(B5)和立式(B3) 有
查公差表 查公差表 对角线±1
±1 查图纸与实物对照 查说明书记处与实物对照 查说明书记处与实物对照 查说明书记处与实物对照 查说明书记处与实物对照
6 板条
Φ25*2 Φ60*3
7 铁弯头 Φ76*4
Φ89*4 Φ102*4
8
不锈钢 弯头
9 法兰
10 方钢管
11 钢棒 45#
12 角钢 100*100*10
75*75*6
13
槽钢Q235-B
8# 10# 20#
Φ63*2
Φ76*2
14
不锈钢 Φ89*2
管
Φ102*2 Φ114*2
Φ219*2
±0.5 ±1.0 ±1.0
2 热扎板 δ5*1250
δ6*1500*4张
指定 采用 武钢 钢材
原材料常用规格及标注规范
紫铜方通
16x16x1
44
钢带
1x100、1x65、2x65、2x100、3x100、3x120、3x150、3x200、
45
铝型材
45x45、45x90
46
黄铜条
3x12、3x30、8x16、8x20、8x25、16x20、20x20
47
冷轧卷板
1.5x1250、1.5x1000、2x1250、3x1000、3x1250、
13
圆钢T8A
Φ35、Φ45、Φ55、Φ70
14
圆钢T10A
Φ35、Φ45、Φ55、Φ70、Φ80
15
热作圆钢521
Φ40、Φ45、Φ50、Φ55、Φ60、Φ65、Φ75、Φ80、Φ85、Φ90、Φ95、Φ100、Φ105、Φ120、Φ125、Φ130、Φ140、Φ170、Φ190、Φ195、Φ200、Φ205、Φ210、Φ220、Φ240、Φ245、Φ250、Φ260、Φ265、Φ270、Φ280、Φ300
原材料常用规格及标注规范
1、目的:
规范原材料的标注及常用规格选用,降低设计及采购成本。
2、使用范围:
产品设计、原材料采购、物料管理。
3、内容:
3.1原材料标注规范
形状
类别
横截面形状
工程清单标注
编码标注
圆形类
铸铁棒
DxL
D
圆钢
光圆
铜棒
铝棒
银钢枝
尼龙棒
型材类
等边角钢
bxbxdxL
bxbxd
槽钢
hxbxdxL
31
工字钢
100x68x4.5、140x80x5.5、180x94x6.5、200x100x7、250x118x10、300x126x9
原材料铬铁标准
原材料铬铁标准
原材料铬铁标准
铬铁是一种常用的合金原材料,将铬铁合金用于合金钢生产可以使钢
的硬度和耐磨性得到显著提高。
因此,铬铁在冶金行业中有着广泛的
应用。
针对原材料铬铁的使用,在生产过程中,需要严格按照标准进行控制。
目前,国内针对铬铁的标准主要有以下几点:
1.化学成分:铬铁的化学成分是铬和铁的合金。
铬铁中铬的含量应在45%-65%之间,铁的含量应在35%-50%之间。
如果含有钨、锰、钒
等元素,则需要根据含量不同,对应相应的标准。
2.外观质量:铬铁应无裂纹、夹杂、砂眼等缺陷,不得有铁锈、鳞片等污染。
3.粒度:铬铁的粒度应在10mm-100mm之间。
4.包装:铬铁应储存在防潮、防热的仓库中,包装应符合国家相关标准。
在运输过程中,应防止铬铁与其他杂质混合。
以上标准的制定,主要是为了保证铬铁的质量,保证铬铁在冶金生产
中正常使用。
在生产和贸易过程中,各方都需要开展相应的质量检验,如对铬铁钢的单元分析、烧蚀试验和耐磨试验等等。
总的来说,在原材料铬铁的应用过程中,我们必须切实控制其产品质量,确保合金钢生产的各项性能符合各项标准。
同时我们还应该加强
标准制定和实施的管理,使得产业链中的每一个环节都得到了有效的
约束和规范。
原材料技术标准
不溶物
度 硅酸盐水泥和普通水泥的比表面积不小于300m2/kg。 三氧化硫 水泥中三氧化硫的含量不得超过3.5%。 凝结时间 硅酸盐水泥初凝时间不得小于45min,终凝时间不大于390min, 普通水泥初凝时间不小于45min,终凝时间不大于600min。 强度应符合下表 品种 强度等级
42.5 42.5R
S 0.045 0.045 0.045 ≤0.050 ≤0.050 ≤0.045 ≤0.045 ≤0.045 ≤0.035 ≤0.045 ≤0.035 ≤0.050
V、Ti 0.52 0.54 0.55
Ti:0.01~0.05
V:0.05~0.12
Ti:0.01~0.05
0.14~0.22
R235光圆钢
不小于
215
5
335~450
31
30
27
235
225
370~500
26
25
27
牌号
试样方向
钢材厚度(直径),mm ≤60 弯心直径d 0.5α α α 1.5α
Q215 Q235
纵 横 纵 横
碳素结构钢的检验项目、取样数量、取样方法和试验方法应符合下表规定 序号 检验项目 取样数量,个 取样方法 试验方法 GB223.1~223.5 GB223.8~223.12 1 化学分析 (每炉罐号) GB222 GB223.18~223.19 GB223.23~223.24 GB223.31~223.32 GB223.36 2 3 4 5 拉伸 冷弯 常温冲击 低温冲击 1 GB2975 3 GB/T228、GB6397 GB/T232 GB2106 GB1159
安定性 用沸煮法检验必须合格。 抗压强度 3天 ≥17 ≥22 ≥23 ≥27 ≥28 ≥32 ≥17 ≥22 ≥23 ≥27 28天 ≥42.5 ≥42.5 ≥52.5 ≥52.5 ≥62.5 ≥62.5 ≥42.5 ≥42.5 ≥52.4 ≥52.5 3天 ≥3.5 ≥4 ≥4 ≥5 ≥5 ≥5.5 ≥3.5 ≥4 ≥4 ≥5 抗折强度 28天 ≥6.5 ≥6.5 ≥7 ≥7 ≥8 ≥8 ≥6.5 ≥6.5 ≥7 ≥7
工程施工原材料质量标准
工程施工原材料质量标准在工程建设中,原材料的质量是保证工程质量、安全、进度和投资控制的关键。
因此,对工程施工原材料的质量标准有严格的要求。
以下是从几个方面谈谈工程施工原材料的质量标准。
一、水泥1. 强度等级:水泥的强度等级应满足设计要求,一般不低于32.5级。
2. 安定性:水泥安定性应符合国家相关标准,不得存在裂缝、分层、结块等现象。
3. 凝结时间:水泥的初凝时间和终凝时间应符合国家相关标准,初凝时间不应小于45分钟,终凝时间不应大于360分钟。
4. 标准稠度用水量:水泥的标准稠度用水量应符合国家相关标准,一般应在20%~30%之间。
二、钢筋1. 抗拉强度、抗压强度、伸长率等力学性能指标应满足国家相关标准要求。
2. 钢筋应无锈蚀、无断裂、无严重变形等现象。
3. 钢筋的焊接质量应符合国家相关标准,焊接接头应满足强度要求。
4. 钢筋的锚固长度、焊接长度等应满足设计要求。
三、混凝土1. 强度等级:混凝土的强度等级应满足设计要求,一般不低于C25。
2. 和易性:混凝土的和易性应满足施工要求,包括坍落度、黏聚性、保水性等。
3. 水泥用量:混凝土中水泥的用量应符合设计要求,一般不宜少于400kg/m³。
4. 骨料:骨料应清洁、无杂质,粗骨料的最大粒径应不大于混凝土强度等级对应的允许最大粒径。
5. 外加剂:外加剂的性能应满足设计要求,如缓凝剂、早强剂、防冻剂等。
四、土工合成材料1. 土工合成材料的力学性能指标应满足设计要求,如抗拉强度、抗压强度、抗剪强度等。
2. 土工合成材料应具有良好的耐腐蚀性、耐久性和抗老化性能。
3. 土工合成材料的铺设应满足设计要求,如层数、厚度、缝合等。
五、其他材料1. 木材:木材应符合设计要求的种类、规格和质量,如有防腐、防火等要求,应进行相应的处理。
2. 防水材料:防水材料的性能应满足设计要求,如防水卷材、防水涂料等。
3. 保温材料:保温材料的导热系数、密度、抗压强度等性能指标应满足设计要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.3不锈钢化学成分及力学性能要求:
化学成分
(表中单一数值均为最大值)
1.线材SUS302 、SUS304、SUS316 适合于冷墩加工,主要用来做一些不锈钢螺钉,螺栓等
经过冷加工后其力学性能有明显的提高,这类材料不能通过热处理来提高其力
学性能,冷加工是提高其力学性能的唯一方法。
此材料抗腐蚀能力极强。
相当于中国
1Cr18Ni9
SUS410,SUS420也适合于冷墩加工,此材料抗腐蚀能力没以上几种强,但可以通过
热处理改变其性能。
用来做一些不锈钢螺钉,螺栓等
2.棒材 SUS303其性能相当于SUS302,但主要用于自动车床加工,做一些螺母,套、轴类零件
不能热处理。
抗腐蚀能力同SUS302
SUS416相当于SUS410,但主要用于自动车床加工,做一些螺母,套、轴类零件,可热
处理。
4.4碳钢化学成分及力学性能要求:
(表中单一数值均为最大值)
1.线材1010,1018,1022都是低碳钢,用来冷墩加工,做一些螺钉螺母,主要用来
做普通螺钉和国标要求的自攻螺钉,通过渗碳来改变其力学性能。
分别相当于中国的
10# 18# 22#钢
2.棒料12L14、1215 、45#主要用于自动车床加工紧固零件,12L14是一种快削钢,含部分
铅,加工后的表面有交好的粗糙度。
1215不含铅,环保性能好,但表面粗糙。
4.5铜材化学成分及力学性能要求:
(表中单一数值均为最大值)
力学性能
棒材C3603,C3604两种材料性能接近,但用于车床加工,C3603较C364塑性好
线材QSn4-0.3 QSn6.5-0.1是中国的锡青铜,用于打头加工铜类螺钉螺母等一些紧固件。
4.6铝材化学成分及力学性能要求:
棒材6063、6061、7005、7075用于自动车削加工,用来生产铝制紧固件,同种处理状态下其力学性能逐渐升高,根据可户的要求选用不同的材料,其中6063使用最为普遍,可以车削加工,又可以冲压加工,如把手,螺钉,螺母等。