1超厚P92钢超厚壁管焊接工艺研
1超厚P92钢超厚壁管焊接工艺研
(1)P92钢超厚壁管焊接工艺研究技术总结目录1. 概述2.P92钢的焊接性3.P92钢超厚壁管焊接工艺4.P92钢焊接工艺评定要求5.P92钢焊接及热处理工艺工艺流程6.P92钢焊接工艺评定实施7.恒温温度显示分析8.焊后质量检验及试验9.附录1 概述1000MW超超临界燃煤发电机组。
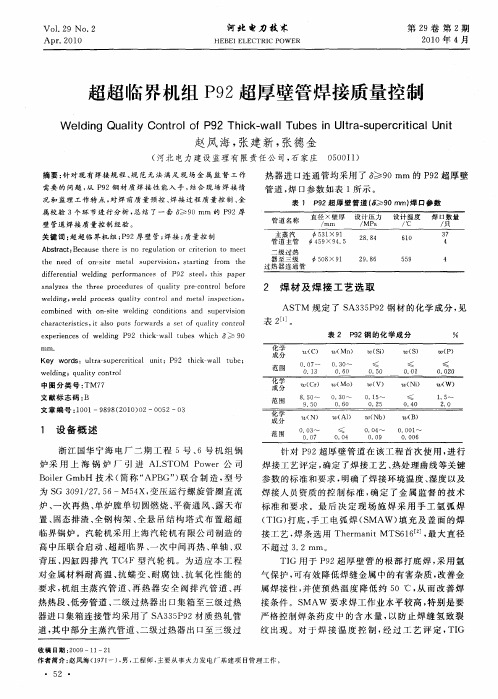
锅炉采用上海锅炉厂有限责任公司生产的1000MW燃煤锅炉为超超临界参数直流塔式炉,锅炉出口蒸汽参数温度为605/603℃,压力不大于28.00MPa(a),对应汽机的入口参数27.0MPa(a)/600/600℃;汽机侧主蒸汽管道从过热器出口集箱的两侧接出四根,两两汇合成两根主蒸汽管道,两路主蒸汽管道在汽轮机机头接入主汽门,主蒸汽管道材质为P92钢,其中主管道规格为φ531×91mm,分管道规格为φ380×66mm。
P92钢是在P91钢中添加钨(1.7%W)和降低钼(0.5%Mo)而开发的新钢种,适用于蒸汽温度在580~620℃的超超临界机组厚壁部件材料,已在国内多个电厂中得到了应用,焊接工艺已基本成熟。
在P92管道施工的基础上,国电焊接信息网2007年过3月在南京出台了《T/P92钢焊接指导性工艺》初稿。
但随着P92钢管道壁厚的增加,主蒸汽管道由75mm增至91mm以上,焊接质量要求高与接热处理工艺相对落后的矛盾已趋明显,采用先进的设备和工艺已成了关键。
2 P92钢的焊接性T/P92钢的标准化学成分和机械性能列入表1和表2。
P92钢是在P91钢中添加钨(1.7%W)和降低钼(0.5%Mo)而开发的新钢种,因为钨可以显著提高钢材的高温蠕变断裂强度,P92钢工作温度比P91钢工作温度高,可以达到630℃。
但是,钢中过量添加钨会促进δ—铁素体的形成,降低冲击韧性和蠕变断裂温度。
表1 P92钢的化学成分表2 P92钢的机械性能3 P92钢超厚壁管焊接工艺焊接母材:φ531×91mm,实测为φn531×93mm。
超超临界机组P92超厚壁管焊接质量控制
e p re c so lig P9 t i — l t b s whc ≥ 9 x ein e fwedn 2 hc wal u e ih k 0
m m .
Ke wor y ds: u ta s pe c iia u t P92 t c — al t e; lr u r rtc l ni; hik w l ub
Ab ta t Be a s he e s no e a i n o c ie i o m e t s r c : c u e t r i rgulto r rt ron t e t n e of n- ie he e d o st m e a s e vii t l up r son,s a tn fo t r ig r m t he dif r nt w edig fe e i al l n pe f r a e o P9 se l hi p pe r o m nc s f 2 te ,t s a r
Bir ol e Gmb 技 术 ( 称 “ P G” 联 合 制 造 , 号 H 简 A B ) 型
为 S 0 1 2 . 6 G 3 9 / 7 5 一M5 X, 压运行螺 旋管 圈直 流 4 变 炉、 一次再 热 、 单炉 膛单切 圆燃烧 、 衡通风 、 平 露天 布
置、 固态 排 渣 、 钢 构 架 、 悬 吊结 构 塔 式 布 置 超 超 全 全 临 界 锅 炉 。 汽 轮 机 采 用 上 海 汽 轮 机 有 限 公 司 制 造 的
a a y e h h e r c d r s o u l y p e c n r l b f r n lz s t e t r e p o e u e f q ai r —o to eo e t
we dng, l pr c s qu lt onto a d m e a i pe t li we d oes aiy c rl n t l ns ci on,
P92超厚壁管焊缝热处理工艺研究
第2期P92超厚壁管焊缝热处理工艺研究・97・独布置。
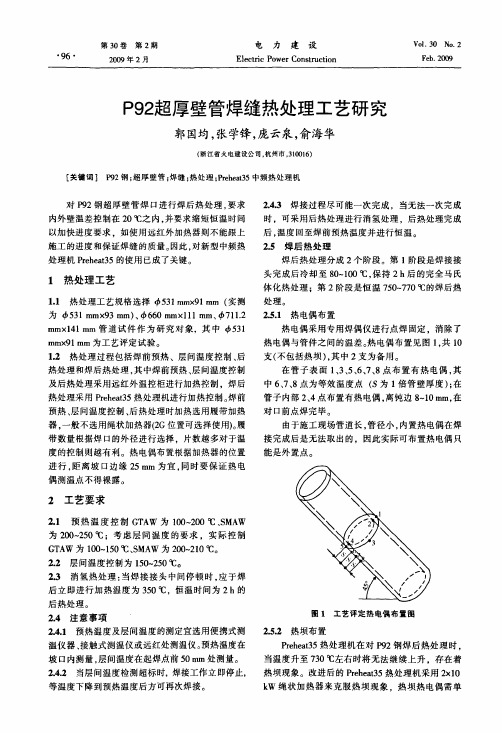
绳状加热器捆扎在焊缝两侧,如图2。
图2绳状加热器捆扎示意图2.5.3加热器布置热坝加热器绑扎完成后,进行保温棉和感应加热电缆的布置。
为了防止加热器在加热过程中脱落,在两端用石棉布进行包扎固定。
感应加热电缆为绳状绑扎,Preheat35中频热处理机上下温度为可调,方法是调节感应加热电缆缠绕间距,间距小则温度高,间距大则温度低,因此可通过该方法来调节管壁的上下温差,以达到内外壁温差控制在20℃以内的标准要求。
2.5.4热处理工艺恒温温度:750~770℃;恒温时间:7h;升降温速度:65℃/ll。
3恒温温度显示分析检测用热电偶共有8支,恒温时热电偶温度显示见表1。
由表I知焊缝内外壁温差为9—10℃,外壁上下温差为9℃,最大温差为20℃;由6、7、8点热电偶温度可知,等效点无规律。
表1热电偶温度显示记录表℃热电偶编号I2345678温度7707617657507046604试件检验分析4.1焊缝硬度检验值见表2。
焊缝硬度值要求不大于250HB。
经检验符合标准要求。
4.2冲击试验冲击值见表3。
焊缝冲击值要求大于41J/cm2.经检验符合标准要求。
表2焊缝硬度统计表HB位置母材热影响区(责任编辑:何鹏)岛勘粤脊%勘岛s每嘞岛劫岛岛嘞岛岛岛毒爷%¥爷%芦每盏—啤粤脊’窄劫嘞嘞岛¥辛嘞¥铲%¥爷%芦彳向粤尜匆¥铲华电首台600MW空冷火电机组虚拟DPU仿真机投入使用【本刊讯】近日,由山东电力研究院组成的专家组对华电宁夏灵武发电有限公司600MW空冷机组仿真机项目进行了验收。
至此。
华电集团公司首台600MW空冷火电机组虚拟DPU仿真系统正式投入使用。
华电宁夏灵武发电有限公司高度重视员工培训工作。
在2006年成立之初,公司就提出建设国内最先进的空冷仿真机的构想。
以便于加强员工技术培训。
提高员工驾驭新型空冷机组的能力。
在华电集团和华电国际电力股份有限公司的大力帮助下.通过与广东亚仿科技股份有限公司一年多的通力合作,该公司600MW直接空冷燃煤机组仿真机系统按计划于2008年12月正式投入使用。
厚壁管焊接工艺
厚壁管焊接工艺厚壁管焊接可真是个有趣又有点小麻烦的事儿呢!咱先来说说厚壁管的特点吧。
这厚壁管啊,管壁厚厚的,就像一个穿着厚棉袄的小胖子。
这厚壁在焊接的时候就有点难搞啦,因为热量传导比较复杂。
你想啊,热量要想均匀地在这厚壁里散开,就像让一群调皮的小蚂蚁整整齐齐地排队走一样,不太容易呢。
那焊接厚壁管的时候,焊条的选择可重要啦。
就像给不同的人搭配不同的衣服一样,不同的厚壁管得选合适的焊条。
要是选错了,就好比给大冬天的人穿了件夏天的小短袖,那肯定不合适,焊接出来的效果也好不到哪儿去。
一般来说,要根据厚壁管的材质来选焊条,这就像是找对了钥匙才能打开对应的锁一样。
在焊接之前呢,厚壁管的接口处理得像对待艺术品一样精细。
得把接口那地方打磨得干干净净、平平整整的。
这就像是给厚壁管的接口洗个舒服的澡,让它以最好的状态迎接焊接。
要是接口不干净或者不平整,那焊接的时候就会像两个闹别扭的小伙伴,怎么也合不到一块儿去,会出现各种小问题,像焊接不牢固啦,或者外观很难看之类的。
焊接的时候,焊接的手法那可是有讲究的。
焊工师傅就像个神奇的魔法师,拿着焊枪的手要稳得很。
不能像小孩子拿筷子一样,哆哆嗦嗦的。
而且焊接的速度也得掌握好,太快了呢,就像风一样刮过去了,焊接的质量肯定不行;太慢了呢,又会让热量过于集中,可能把厚壁管给烧坏了。
这就像炒菜一样,火候得刚刚好,不然菜就不好吃了。
还有啊,焊接过程中的保护也不能少。
就像我们出门要打伞防晒一样,厚壁管焊接的时候要防止它被氧化。
要是被氧化了,就像漂亮的脸蛋长了小痘痘,不美观还可能影响性能呢。
所以要做好保护措施,让焊接的地方美美的、好好的。
厚壁管焊接完成之后,还得像检查小宝贝有没有生病一样,仔细检查焊接的质量。
看看有没有裂缝啊,焊接得牢固不牢固呀。
要是有问题,就得赶紧想办法解决,可不能让这个小问题变成大麻烦。
厚壁管焊接虽然有点小挑战,但只要我们像对待好朋友一样用心对待它,每个环节都做好,就能把它焊接得又好又漂亮啦。
火电厂P92大口径厚壁管道焊接工艺重点及分析

时, 至 少要 在 T I G焊 的前 2, 3层 焊 道 进行 内部 充氩
钢 材成 份I C M n I S i I S P C r l M 。 l N i l N h l V l w l B l N
导致冲击韧性恶化 , 而且 w 元素 在6 0 0 c C 下要高 3 O% 3 5%。在高温下 ( 6 0 0℃及 铁素体 的区域扩大 , 也 会 影 响到 焊 缝 的 冲击 韧 性值 。而 且 焊缝 区域 金 属 以上 ) 可以有效地减低结构的设计壁厚 , 降低结构 的 也没有经过和形变热处理 , N b 、 V等金属在凝 固冷却 过 程 中难 以呈 微 细 的 c、 N化 合物 析 出 ,因此 焊 缝 区 1 . 1 焊 接冷 裂 纹倾 向及 解决 办 法 焊后 热处 理过 程 中随着 P 9 2钢材料的 c含量较低 ,同时其 中的 s和 P 域 的韧 性远 低 于母 材 。另外 , 外 壁 温差 随 之增 大 的现象 ; 且 的含量也经过了严格的控制 , 其纯净度较高 , 结合其 壁 厚 的增 大会 造 成 内 、 9 2钢焊 后热 处理 温 度范 围 比较 窄 , 整个 焊 接接 头 的 晶粒细 、 韧性高的优点 , 焊接冷裂纹的倾 向较低。但 P 是其本身的柔性较低 , 焊接接头位置的刚度过大 , 焊 性 能都 处 于不 均 匀 状态 。 以上都 会 直 接影 响焊 接 接 整体重量 。
《 装备 制造 技术 》 2 O 1 3年第 1 0期
火 电厂 P 9 2大 口径厚壁 管道焊接 工艺重点及分析
许 文 涛
( 山东 电力 工 程咨 询 院有 限公 司 , 山东 济 南 2 5 0 1 0 0)
摘 要: 针对 P 9 2大口径厚壁 管道焊接施 工 中的接 头冷裂纹 、 接 头 内部 氧化 、 冲击韧性低 等 问题进行 了分析 , 并基 于分析 结果提 出了问题 解决方法 , 最后对 P 9 2大 口径厚 壁管道焊接工艺各阶段的 重点进行 了说 明 , 并通过 了焊接试验验证 。该
P91P92钢焊接材料与焊接工艺技术

P91/P92钢焊接材料与焊接工艺中国电力科学研究院徐德录2010年6月提纲1P91/P92钢的研究和发展概况2P91/P92钢焊接材料的技术标准3P91/P92钢焊接工艺参数的选择与焊缝金属的成分及相变特点4焊缝金属的高温蠕变性能以及对蠕变试验数据的正确分析5P91/P92钢焊接材料的应用6国产KJ92焊条焊缝金属的组织性能7结语提纲1P91/P92钢的研究和发展概况2P91/P92钢焊接材料的技术标准3P91/P92钢焊接工艺参数的选择与焊缝金属的成分及相变特点4焊缝金属的高温蠕变性能以及对蠕变试验数据的正确分析5P91/P92钢焊接材料的应用6国产KJ92焊条焊缝金属的组织性能7结语1P91/P92钢的研究和发展概况二十世纪五十年代:低合金铁素体钢(21/4Cr-1Mo)和奥氏体不锈钢(TP304、TP347等)。
五十年代末:比利时的liege冶金研究中心第一次详细说明了“超级9%Cr”钢,当时确定的化学成份是9Cr-2Mo,并有Nb和V的添加剂,材料牌号为EM12。
1964年,法国电力公司(EDF)批准温度高达620℃的过热器和再热器可以使用EM12。
六十年代末,德国研究开发了12%铬钢X20CrMoV121(X20钢)。
1P91/P92钢的研究和发展概况1974年,美国橡树岭国家实验室(ORNL)开始研究改进的9Cr-1Mo钢种,并进行了性能试验。
1980-1984年美国、英国、加拿大等国家先后在过热器、再热器上用T91代替TP321、TP347和TP304等不锈钢材料。
1982年橡树岭国家实验室进行了T91/P91、EM12和X20三种材料的比较研究。
1983年,美国ASME和ASTM先后批准将改进的9Cr-1Mo钢分别载于SA213和A213标准。
1987年法国瓦鲁海克工业公司强调要从EM12转为使用T91/P91钢材。
1P91/P92钢的研究和发展概况八十年代末,在关系到T91/P91钢的生产与应用的实际问题方面,德国曼内斯曼公司进行了长期的试验,以验证材料的特性,主要是弥散特性及蠕变强度,并进一步发展和测试了焊接材料。
超超临界机组中P92钢厚壁管的焊接、热处理探讨

续赞忠 X U Z a n — z h o n g
( 中 国 能 源 建 设 集 团 山 西省 电力 建 设 一 公 司 , 大同 0 3 7 0 4 3) ( C h i n a E n e r g y E n g i n e e r i n g G r o u p S h a n x i E l e c t r i c P o w e r C o n s t r u c t i o n N o . 1 C o m p a n y , D ai n a )
Va l ue Eng i ne e r i ng
・8 1・
超超 临界机 组 中 P 9 2钢厚壁管 的焊接 、 热处理探讨
Th e W e l d i n g a n d He a t Tr e a t me n t o f P9 2 S t e e l Th i c k W a l l e d Tu b e i n Ul t r a S u p e r c r i t i c a l Un i t
0 引 言
P 9 2钢 种 特殊 性 的影 Ⅱ 向 和 制 约 ,冷 裂 纹 倾 向依 然 存 在 , 所
当前 , 高参 数 、 大 容 量 机 组 是 我 国 火 力 发 电 的 主 流 方 以在 焊 接 过 程 中 需 要 采 取 必 要 措 施进 行预 防 。 向 。通 过 采 用 管 壁较 厚 的 P 9 2钢 对 联 箱 、 蒸 汽 管 道 等 重 要 将钨 元素添 加 到 P 9 2钢 中 ,进 而 形 成 6铁 素 体 , 与 9 1钢 相 比 , 其 冲 击 韧 性 有 所 降低 , 与其母材 、 HAZ和 熔 合 高 温部 件 进 行 处 理 , 在 一 定 程 度 上 应 对 机 组 蒸 汽 不 断 升 高 P 其 焊 缝 的 冲 击 韧 性 也 明 显 降低 。 的温度参数。在我国 P 9 2钢 的应用 处于起步 阶段 , 本文通 线 的 韧 性 相 比 , 1 _ 2 P 9 2钢 的 应 用 在 常 温 及 高 温 力 学 性 能 方面 , 与 过阐述 P 9 2钢 的特 点 , 分析 P 9 2 钢 厚 壁 管 焊 后 热 处 理 的重 P 9 1 钢相 比, P 9 2钢 的优 势更加 明显。钢材 的高温蠕 变断 要性 , 进而对焊接、 预 热 以及 焊 后 热 处 理 的工 艺进 行 研 究 。 裂 强 度 因加 入 钨 元 素 而 明 显 提 高 ,在 工 作 温 度 方 面 , P 9 1 1 P 9 2钢 的特 点 9 3 o C, 而P 9 2钢 可 以 达 到 6 3 0 ℃。 1 . 1 P 9 2 钢 简述 如表 1 、 表 2 所 示列 出 了 P 9 2钢 的 标 钢 为 5 为 了 保 证 P 9 2钢 最 佳 的加 工 性 能 , 需 要将 碳 含 量 保 持 准 化 学 成 分 和 机 械 性 能 。 欧 洲 的 新 型 马 氏体 耐 热 钢 一 由于 P 9 2钢 具 有较 强 的高 温蠕 变 断裂 E 9 1 1 钢 、 日本 的 新 型 马 氏体 耐 热 钢 一 N F 6 1 6钢 等 都 属 于 在 一 个较 低 的水 平 。
P92钢大径厚壁管道焊口质量控制
P92钢大径厚壁管道焊口质量控制摘要:本文简要介绍了P92钢的焊接性,从加强焊接操作手法训练、提高焊工责任心、焊接热处理工艺控制等方面阐述了P92钢大径厚壁管道焊口焊接及热处理质量控制要点,指出只有工艺、人员、设备、环境等各方面都控制到位,才能确保P92钢焊接热处理质量。
关键词:焊接线能量、层间温度、旁站监督前言:P92钢供货状态为正火+回火,组织为回火马氏体,合金总含量12.253%。
P92钢持久强度高,在600℃比目前常用的P91钢约高30%。
近年来随着火力发电工程机组运行参数不断提高,P92钢已成为目前超(超)临界机组的主力钢种,广泛应用于超(超)临界机组主蒸汽管道、高温再热蒸汽管道及高低压旁路管道等。
但由于P92钢合金含量高,作为大径厚壁管道,焊接工作量大,焊接技术难度高,易产生冷裂纹和再热裂纹倾向。
如果焊接及热处理质量得不到保证,P92钢的优势将不复存在,并对机组运行安全性带来威胁。
下面结合多个工程超超临界机组P92钢大径厚壁管道焊接经验,浅析P92钢大径厚壁管道焊口焊接及热处理质量控制要点。
一、加强培训教育和焊接操作手法训练,提高焊工责任心和焊接水平焊缝质量的好坏,很大程度上取决于焊工的责任心和技能水平,从事P92钢大径厚壁管道焊接的焊工必须具有较强的责任心和一定的工作经验。
工程施工前应加强对焊工的培训教育,提高焊工责任心和焊接水平。
按《焊工技术考核规程》DL/T679-1999对焊工进行考试,取得相应的合格证方可上岗。
1.强化焊工责任心首先在观念上要改变过去大电流、单道、厚层焊接方法。
近年来由于焊接技术规程对焊层厚度及焊条摆动宽度做出了明确规定,焊工观念和操作手法已经有了很大的改变。
因有些焊工责任心不强,为图快省事,执行焊接工艺打折扣,严重影响焊接质量,故我们对于P92钢大径厚壁管道焊接,安排专人全过程旁站监督,对焊接参数进行记录,确保焊工严格按焊接工艺要求执行。
2.训练焊接操作手法正确的操作手法是焊接操作技能得以提高的前提,P92钢焊接工艺要求高,操作手法要求细,需要以小线能量,小摆幅,薄焊层,多层多道施焊,要求焊工不断的训练,养成良好的施焊习惯,特别是控制焊层厚度和焊条摆动宽度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)P92钢超厚壁管焊接工艺研究
技术总结
目录
1. 概述
2.P92钢的焊接性
3.P92钢超厚壁管焊接工艺
4.P92钢焊接工艺评定要求
5.P92钢焊接及热处理工艺工艺流程
6.P92钢焊接工艺评定实施
7.恒温温度显示分析
8.焊后质量检验及试验
9.附录
1 概述
1000MW超超临界燃煤发电机组。
锅炉采用上海锅炉厂有限责任公司生产的1000MW燃煤锅炉为超超临界参数直流塔式炉,锅炉出口蒸汽参数温度为605/603℃,压力不大于28.00MPa(a),对应汽机的入口参数27.0MPa(a)/600/600℃;汽机侧主蒸汽管道从过热器出口集箱的两侧接出四根,两两汇合成两根主蒸汽管道,两路主蒸汽管道在汽轮机机头接入主汽门,主蒸汽管道材质为P92钢,其中主管道规格为φ531×91mm,分管道规格为φ380×66mm。
P92钢是在P91钢中添加钨(1.7%W)和降低钼(0.5%Mo)而开发的新钢种,适用于蒸汽温度在580~620℃的超超临界机组厚壁部件材料,已在国内多个电厂中得到了应用,焊接工艺已基本成熟。
在P92管道施工的基础上,国电焊接信息网2007年过3月在南京出台了《T/P92钢焊接指导性工艺》初稿。
但随着P92钢管道壁厚的增加,主蒸汽管道由75mm增至91mm以上,焊接质量要求高与接热处理工艺相对落后的矛盾已趋明显,采用先进的设备和工艺已成了关键。
2 P92钢的焊接性
T/P92钢的标准化学成分和机械性能列入表1和表2。
P92钢是在P91钢中添加钨(1.7%W)和降低钼(0.5%Mo)而开发的新钢种,因为钨可以显著提高钢材的高温蠕变断裂强度,P92钢工作温度比P91钢工作温度高,可以达到630℃。
但是,钢中过量添加钨会促进δ—铁素体的形成,降低冲击韧性和蠕变断裂温度。
表1 P92钢的化学成分
表2 P92钢的机械性能
3 P92钢超厚壁管焊接工艺
焊接母材:φ531×91mm,实测为φn531×93mm。
焊接材料:焊丝MTS616 φ2.4 mm;焊条MTS616 φ
2.5 mm、φ
3.2 mm。
焊接工艺:GTAW+SMAW。
坡口型式:双V型对接,坡口示意图见右上图1。
焊接工艺参数:详见下表3。
表3 焊接工艺参数表
4 P92钢焊接工艺评定要求
焊接线能量不大于2000J/mm 。
预热温度:GTAW 为100℃~200℃、SMAW 为200℃~250℃。
层间温度:150-250℃。
热处理温差:≤20℃。
拉伸试验:
σb ≥
620Mpa 。
冲击试验:Akv J/cm 2。
5 P92钢焊接及热处理工艺工艺流程
焊接坡口PT 检验→#2、#4热电偶布置→对口、塞块焊接→预热热电偶、加热器布置→气室制作→氩弧焊前预热→氩弧焊打底→第二层氩弧焊焊接→电弧焊预热升温→电弧焊中间层焊接→焊接中间停顿消氢处理(根据施工情况)→盖面焊接→热电偶布置及热处理挷扎→焊后热处理→RT 、UT 及硬度检验→试件制备→试验→出具报告。
6 P92钢焊接工艺评定实施 6.1焊接准备工作
6.1.1 母材、焊材质量保证书检查确认,材料满足工艺评定使用要求。
焊条按标准进行烘干、保温贮存。
6.1.2焊前清理:用角向磨光机等对坡口及其内外两侧各15~20mm 范围内打磨干净,清除水、锈、漆及污垢等脏物,并露出金属光泽。
坡口进行PT 检查合格。
6.1.3 气室堵板制作完成。
6.1.4 焊机、热处理机调试完成;远红外测温仪、焊接检验尺、氩气表等计量合格。
6.1.5 焊接坡口尺寸测量检查完成。
6.1.6焊接环境要求:焊接时搭设防风防雨棚,并保证焊接地点光线充足,比如采用碘钨灯驱湿、提高环境温度,经实测焊接区温度为14-18℃、相对湿度为65-78%。
6.2 焊接对口
焊接对口塞块形状为锲形,材料采用低碳钢,在表面用MTS616焊条进行堆焊,堆焊厚度不小于4mm ,塞块数量为4块,具体布置见下图2图3。
图
6.3
二端气室采用薄钢板,上端开出气孔,不端开进行孔,坡口部门采用高压铝铂胶带封堵,焊接时撕一段焊一段,当φ2.5mm焊条焊接完毕可除去气室。
6.4 预热、层间温度控制
焊前预热、层间温度控制、后热处理时加热选用远红外热处理机,上下各二片履带加热器,热电偶布置位置为上下6点、12点各2支,距离坡口边缘25mm,同时要保证热电偶测温点不得裸露。
预热温度及层间温度的测定,宜选用便携式测温仪器,接触式测温仪或远红处测温仪。
测温方法:预热温度在坡口内测量;层间温度在起焊点前50mm处测量。
6.5 氩弧焊焊接
6.5.1 氩弧焊焊接时预热温度控制在100-150℃,层间温度控制在150-250℃。
6.5.2 焊前进行背部充氩保护,室内氩气纯度用打火机进行测试。
6.5.3 采用带高频引弧功能的焊机进行氩弧焊的焊接。
6.5.4 氩弧焊焊二层,第二层开绐分道,所的焊接接头再次焊接前必须进行打磨。
6.5.5 氩弧焊打底的焊层厚度控制在 2.8~3.2mm范围内,经测量二层找底厚度为 4.5-5mm。
6.6 后热处理
后热处理是当焊接接头中间停顿时,应于焊后立即做加热温度为350℃,恒温时间为2小时的热处理。