180mm2烧结机(A标段)胶带机接头号工作计划
单机试车方案

1工程概况本方案包括烧结工程(A标段)之配料系统、烧结系统、主抽风除尘系统、筛分系统、公用设施系统、电气系统。
主要设备有烧结机、环冷风机、主抽风机、除尘风机、混合机、制粒机、滚煤机、振动筛、胶带运输机等。
2编制依据2.1设备随机文件、设备使用说明书;2.2国家现行有关规范、规程;2.3长沙冶金设计研究总院设计图纸;3编制说明本方案共分6个部分:①配料系统②烧结系统③主抽风、除尘系统④筛分系统⑤公用设施系统⑥电气系统。
4单机试车组织机构4.1单机试车领导小组组长:张靖福、吴俊卿副组长:张秀、张存柱组员:郑彦军、赵彦彬、崔有银、赵玉波、赵志勇4.2安全负责人:张秀、吕庆林4.3系统试车人员组织4.3.1配料系统指挥:吴俊卿副指挥:张存柱技术人员:机械:李浩电气:赵志勇钳工、管工、电工、焊工、调试工:30人4.3.2烧结系统指挥:吴俊卿副指挥:赵彦彬技术人员:机械:赵玉波、赵鹏举电气:赵志勇钳工、管工、电工、焊工、调试工:25人4.3.3主抽风、除尘系统指挥:吴俊卿副指挥:赵彦彬、张存柱技术人员:机械:晁勇、李炜电气:董志强钳工、管工、电工、焊工、调试工:20人4.3.4筛分系统指挥:吴俊卿副指挥:张存柱技术人员:机械:晁勇电气:赵志勇钳工、管工、电工、焊工、调试工:15人4.3.5公用设施系统指挥:吴俊卿副指挥:张秀技术人员:管道:郭延坤、刘建军电气:董志强钳工、管工、电工、焊工、调试工:10人4.3.6电气系统指挥:吴俊卿副指挥:郑彦军技术负责人:赵志勇电工、调试工:15人5单机试车前准备及试车条件5.1单机试车前准备5.1.1所有设备试车现场必须清理打扫干净,确保现场清洁、道路畅通。
5.1.2试车现场划出警戒线,与试车无关人员不得进入现场。
5.1.3参加试车人员必须熟悉设备说明书和有关技术文件及规程、规范,了解设备性能,掌握操作程序、方法和安全条例。
5.1.4认真检查设备安装是否牢固,润滑装臵是否完好,加油油位是否合理。
烧结机机头、机尾密封及风箱隔板技术要求

烧结机机头、机尾密封及风箱隔板技术要求1、总体要求本备件使用于周口钢铁烧结机,投标方应充分了解周口钢铁265m2烧结机生产工艺及工况条件,并对我部提供的各种数据参数进行核对,确保所供设备能满足我厂生产需求。
2、供货明细设备名称:265m2烧结机有效烧结长度:76m有效烧结宽度: 3.9m头尾星轮中心距:88875mm头尾星轮节圆直径:Φ4136mm烧结料厚度:800mm(含铺底料)烧结台车运行速度: 1.5~4.5m∕min工作环境温度:机头≤200o C机尾≤500°C使用条件:高温颗粒粉尘环境,连续运转。
4、技术要求1.1、风箱隔板密封装置密封板能够上下左右前后自动调节,能够实现对台车变形的有效补偿,密封板上下补偿量不小于30mm,密封面板要动作灵活,保持与台车底梁面良好接触,台车梁变形情况下密封板可自动调整。
1.2、弹性系统要耐高温,适应工作环境温度要求,工作稳定;密封弹性结构活动正常,灵活无卡死现象,上耐磨板塞焊连接时增加焊点,保证焊接牢固性,防止上板脱落。
1.3、耐磨单元采用8Mmm厚的NM400钢板,硬度35-40HRC;每一单元体安装在基板上,保障密封面板随台车底梁下挠而变形。
密封盖板材质必需采用优质合金钢,寿命不低于2年。
1.4、备件需要现场进行复核出图,图纸完成后,须经过乙方审核签字确认后,再投入制造,此审核并不豁免供货方测绘及制造质量责任。
5、质量检验和寿命要求5.k中标方在发货前应对货物质量、规格、性能、数量和重量进行全面、准确检验,出具货物符合合同规定的质量检验合格证书。
5.1、检验的程度、内容按国家行业有关标准进行,特殊要求可由双方协商解决。
5.2、质保期:自货到现场18个月或上线使用12个月时间。
使用寿命:该套备件在我厂正常使用情况下,主体使用寿命不低于36个月。
5.3、装及调试期间供货方派技术人员现场指导,试车售后服务等工作,最大限度地满足用户的要求。
6、包装、运输及交货6.1、设备要有一定的防护措施及适当包装,有良好的防潮、防雨、防震、防锈的保护措施避免在运输过程中损坏,乙方负责所有运输及运输费用。
烧结机安装讲解

2.3烧结机安装2.3.1概述烧结机的主要功能是将经过混匀后的各种铁矿粉、溶剂和燃料烧结成烧结矿。
其主要由头部机架、中部机架、尾部机架、尾部移动架、头轮、尾轮、轨道、台车、给料装置、传动装置等构成。
烧结机安装依据设计施工图、设备技术文件、《烧结机械设备安装验收规范》GB50402-2007《机械设备安装工程施工及验收通用规范》GB50231-98及上述“通用部分”的要求进行。
2.3.2安装程序基础验收—基准点及中心标板—主轴风管—烧结机下部灰斗—机架—头轮、尾轮一头部及中部轨道一滑道及风箱一主轴风支管一台车安装-其它装置安装—试运转。
2.3.3安装顺序烧结机是安装在一个多层厂房结构内,其总的顺序是自下而上的安装,即预先安装烧结机下部的大型抽风管道及各种灰斗,再安装上部设备。
2.3.4吊装方法、安装条件2.3.4.1烧结机设备吊装主要是利用主厂房的桥式起重机,因此尽早安装并能使用厂房内起重机是开始安装烧结机的先决条件。
因此厂房应尽早封闭,创造较好的防风防雨条件,有利于安装阶段的设备安装维护及良好的施工环境。
2.3.4.2尽可能的扩大烧结机设备与厂方钢结构综合安装的条件,使烧结机的有些部件在厂房结构安装阶段,就放到厂房内,如烧结机下部的主抽风管道与灰斗,在厂房结构安装之前就位,头部的混合料槽、铺底料槽等,预先起吊放在料槽入口处的平台板上,以扩大厂房综合安装的范围。
2.3.5安装要点及要求2.3.5.1基础、设备出库验收基础、设备出库验收具体要求参见“通用部分”。
2.3.5.2烧结机安装中心线与标高测量A、烧结机中心线测定a、在烧结机的头部及尾部设中心标板,该中心标板应作为永久性标点,用铜或不锈钢加工并埋设。
根据此标点确定沿烧结机纵向中心线,该中心线的端点测量的极限偏差为土1mm由于烧结机比较长,避免过长造成的测量偏差,所以在全场的1/2处,增加一个临时性的辅助测量中心点,用以控制全长范围内极限偏差为土1mmb、与烧结机纵向中心线相垂直的方向,设五条横向中心线:(a)、烧结机头轮轴向中心线。
输送机更换胶带方案及安全技术措施
输送机更换胶带方案及安全技术措施选煤楼上仓胶带已使用8个多月,胶带在运行过程中有多处开裂、伤痕,经主管领导、机电科研究决定,对上仓200米胶带全部更换,订扣卡子接头两个,为保证此项工作顺利进行,现制定施工方案,原有关安全技术措施。
一、施工工作量及时间1、更换选煤楼带式输送机胶带为100米。
2、订扣卡子接头两个。
3、时间定与202x年7月9日上午。
二、施工组织方式。
选装队全队人员协助配合,选装队队干、技术员现场跟班,负责安全技术措施落实,确保施工安全。
三、准备工作1、更换胶带订扣卡子前,选装队必须提前安排人员将200米旧胶带下放回收到指定地点。
2、将所需用的工器具准备齐全(如:胶带订扣机、手动葫芦、美工刀、角尺、串条等)。
3、准备夹具两套。
四、施工方案1、根据现场情况将所需要更换的200米胶带搬运至输送机巷道门口处,用支架固定,人工拉运需调度室领导协调,男工20人协助。
2、现场负责人应提前到位,及时掌握更换胶带方案,做到心中有数。
3、在胶带机架上下各设一套夹具,即固定在6号机架33号机架上。
4、夹具要设置牢靠紧固、确保安全可靠。
5、拆除带式输送机胶带机头、机尾安全防护罩,拆除影响拉运胶带的部分防护栏、清扫器。
6、用手动葫芦将张紧绞车与胶带张紧力脱离,用钢丝绳将张紧绞车固定在机架上。
7、胶带拉至机架后,两套夹具设置好再将另一端胶带头用角尺方直方正,进行订扣、穿条勿合。
五、安全技术要求1、更换胶带所有工作人员的衣着、袖口、衣襟要扎紧,女职工长发必须盘在安全帽内。
2、必须严格按标准化技术要求进行订扣接头勿合。
3、胶带更换作业时,必须将胶带输送机电源关闭,并悬挂"有人工作,禁止合闸'标志牌。
4、调试运转空载两小时胶带接头处不得有裂缝、起包。
5、在拉运胶带时应严格按章作业,树立安全第一的理念。
6、施工期间队长及技术负责人员现场跟班协调工作,确保安全作业。
7、其要求执行《煤矿安全规程》有关规定。
福建青拓实业股份有限公司特钢新材料项目环境-青拓集团有限公司

钢渣一次处理工艺:AOD 转炉渣、脱磷站钢渣一次处理采用热焖工 艺;连铸铸余渣采用热泼工艺。
连铸系 统
新建 1 台双流 不锈钢板坯 连铸机。年产 合格铸坯 90 万 t。
采用直弧型连铸机,2 座 AOD 炉对 1 台双流板坯连铸机,连铸机平 均年产能为 90 万吨。连铸车间由浇铸跨(跨度 30m,长度 228m)、 过度跨(跨度 33m,长度 228m)、出坯跨(跨度 33m,长度 228m) 组成。
炼钢车 间
炼钢车间主 厂房包括:炉 渣间、废钢配 料间、炉子 跨、上钢跨。
合金熔化炉:本项目 2 座合金熔化炉的公称容量均为 100t,采用超 高功率技术,缩短合金熔化炉冶炼时间度;合金熔化炉除尘采用“合 金熔化炉四孔+密闭罩+屋顶罩”三位一体的联合除尘方式,达到 降低噪音和有效收集烟尘目的,经过布袋系统除尘后,气体含尘量 小于 100mg/m3。
上层筛孔 10mm、 下层筛孔 5mm,筛上≥10mm 的烧结矿进入二段 筛分,筛下 5~0mm 返矿送至返矿胶带机;二段筛分为单层筛,筛 孔为 20mm,筛下为铺底料,送往铺底料胶带机,筛上成品汇入成品 胶带机。
⑦余热回收系统:在 180m2 烧结环冷机旁设置 1 台 20t/h 单压环冷机 余热锅炉,锅炉自带除氧,并在烧结大烟道内设置 1 台 5t/h 烧结机 大烟道锅炉,2 台锅炉蒸汽一并送入汽轮机进行发电,整个系统配套 1×4MW 汽轮发电机组。同时两台锅炉外供 4t/h 蒸汽供烧结生产用气。
公 辅 助
石灰窑 系统
新建 1 座日产 600 吨的双膛
竖窑。
以煤粉为燃料,煤粉由高炉煤粉制粉站提供。年设计能力 20 万吨高 品质活性石灰,其中块灰(>10mm)占 85%左右。筛上块灰用于炼 钢,筛下料粉灰送至烧结车间。
180m2烧结机工艺技术操作规程

RG/QF-04-1-03 180㎡烧结机工艺技术操作规程180㎡烧结机工艺技术操作规程(第二版)管理部门:技术中心受控状态:受控发放编号:RG/QF-04-1-03编制:生产技术科审核:张展雷批准:杨军林2011-12-31 发布2012-1-1实施RG/QF-04-1-03 180㎡烧结机工艺技术操作规程目录值班主任岗位..............................................2烧结工长岗位..............................................2主控工岗位................................................3燃料接收岗位..............................................5燃料破碎岗位..............................................5配料接收岗位..............................................6熔剂受料岗位..............................................7烧结配料工岗位............................................8混合机岗位................................................9制粒机岗位................................................10梭式皮带机岗位............................................11烧结工岗位................................................12单辊破碎机岗位............................................14降尘管放灰岗位............................................15带冷机岗位................................................16筛分机岗位................................................17返矿皮带机岗位............................................18成品料仓岗位..............................................19电除尘岗位................................................20主抽风机岗位..............................................21水泵岗位..................................................23天车工岗位................................................24天车抓斗岗位..............................................25皮带机运输岗位............................................26(一)值班主任岗位1.岗位职责1.1代表分厂行使组织生产的权力,积极发挥组织、指挥、协调、管理的职能,负责搞好本班的安全生产,产品质量及设备维护等工作,努力完成各项工作任务。
胶带机安装施工方案

邢台钢铁股份有限公司180m2烧结机工程1概述2邢钢 180m烧结机工程(A标段)共安装带式输送机34 台,分别位于烧结室、配料室、燃料外配室、混合室、制粒室、第一、第二筛分室、成品取样室、 4#~8#转运站及各胶带机通廊中。
各胶带机数据见附表一。
2编制依据22.1 邢钢 180m烧结机工程胶带机安装图2.2 《胶带机安装使用说明书》2.3 《机械设备安装工程施工及验收规范通用规定》(GB50231-98)2.4 《连续输送设备安装工程施工及验收规范》(GB50270-98)3施工前的准备工作3.1 安装前应根据验收规格对设备基础进行验收,并熟悉安装技术要求和输送机图纸要求。
3.2 对照装配图和装箱单清点零部件数量,检查其质量,如有损伤或质量问题应进行修整或更换。
3.3 熟悉整机及各部件(配套件、外购件)的产品说明书,了解安装、调试方法、技术要求,注意事项及专用工具等。
3.4 安装前为方便施工,安装现场要清理干净,各厂房内的天车、电动葫芦应安装完毕 , 调试合格。
4施工方法4.1 固定带式输送机整机由以下部件组成:输送带、驱动装置、滚筒、托辊、拉紧装置、机架、漏斗、导料槽、清扫器、卸料槽等。
其安装顺序为:放线→安装机架(头架- 中间架 - 尾架)→安装下托辊及改向滚筒→安装上托辊→拉紧装置、传动滚筒、驱动装置→放皮带→输送带接头→张紧输送带→安装清扫器、逆止器、导料槽及护罩等辅助装置→无负荷试车。
4.2 输送机安装的重合度、垂直度等的允许偏差和检验方法如下表所示:项次项目允许偏差检验方法1输送机(头尾架、中间架、滚筒)纵、3mm拉钢丝、吊线锤、横向中心线与安装基准线的重合度用钢板尺检查2驱动、拉紧滚筒轴线对输送机纵向中2‰拉钢丝线用角尺或心线的垂直度钢板尺检查3各托辊的上母线应在同一平面上±3mm 用平尺和钢板尺检查4滚筒水平度1‰用水平仪检查5托辊水平度2‰用水平仪检查4.2.1 胶带机金属构件的安装质量对整机的性能有很大的影响,安装时要检测下列各项精度指标:4.2.1.1机架中心线直线度:机长(m)<100>100~>300~> 500~>1000~> 2000 30050010002000直线度10305080150200另外,在任意 25m长度范围内,机架中心线的直线度不得大于 5mm,对于可逆运行的带式输送机,因其输送带跑偏的可能性较大,应提高安装精度,其中心线直线度控制在上述数值2/3 以内。
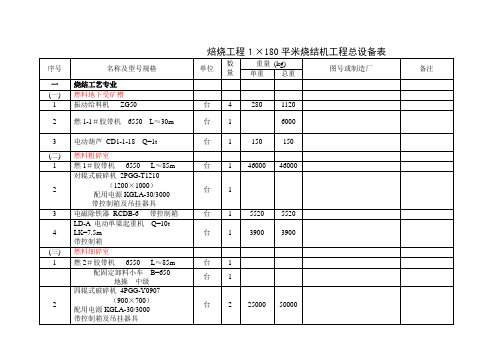
1×180平米烧结主要设备总表(业主)
1
2000
6
燃2-2#胶带机6550 L≈5m
台
1
2000
7
电动给料机Q=10-30t/h
要求给料量(开度)控制
带控制箱
台
2
800
1600
8
仓壁振动器
台
4
200
800
(四)
配料室
1
原1#胶带机10080 L≈151m
台
1
40000
2
配移动卸料车B=1000
带控制箱
台
1
17000
3
燃4#胶带机6550 L≈34.5m
台
7
2000
14000
15
振动矿槽Φ2183/Φ800
台
8
2000
16000
16
电动小车式葫芦CD1-2-6D
台
2
400
800
17
电动小车式葫芦CD1-5-24D
台
1
1200
1200
18
生石灰消化除尘系统
套
1
20000
19
SQ160A管状声波清灰器
台
4
300
1200
20
生石灰接受系统
台
2
2000
(四)
6
电除尘灰斗双层卸灰阀
0.55×2KW/台
台
8
500
40000
8
埋刮板运输机
台
2
9
螺旋输送机
台
1
10
斗式提升机
台
1
(九)
烧结除尘灰气力输送系统及灰库
1
全烧结车间除尘灰气力输送装置
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
180m2烧结机工程(A标段)胶带机接头工作计划
一、配料室
1、配-1胶带机(B=1000)9月19日
2、配-2胶带机(B=800)9月5日
3、配-3胶带机(B=800)9月4日
4、配-4胶带机(B=800)9月14日
5、配-5胶带机(B=800)9月4日
6、配-6胶带机(B=1000)9月4日
7、配-7胶带机(B=1000)9月13日
8、配-8胶带机(B=650)9月24日
二、烧结室
1、烧-1胶带机(B=1000)9月13日
2、烧-2胶带机(B=1000)9月4日
3、烧-3胶带机(B=650)9月18日
4、烧-4胶带机(B=650)9月17日
5、铺-1胶带机(B=650)9月15日
6、梭式布料机(B=1200)9月8日
三、混合室
混-1胶带机(B=1000)9月18日
四、制粒室
制-1胶带机(B=1000)9月20日
五、燃料外配室
1、外配-1胶带机(B=1000)9月11日
2、外配-2胶带机(B=800)9月5日
3、外配-3胶带机(B=800)9月5日
六、第一筛分室
1、1筛-1胶带机(B=1000)9月14日
2、1筛-2胶带机(B=1000)9月7日
3、1筛-3胶带机(B=800)9月16日
4、1筛-4胶带机(B=650)9月23日
七、第二筛分室
1、2筛-1胶带机(B=1000)9月9日
2、2筛-2胶带机(B=1000)9月9日
3、2筛-3胶带机(B=800)9月7日
4、2筛-4胶带机(B=800)9月13日
5、2筛-5胶带机(B=650)9月26日
八、取样室
1、取-1胶带机(B=1000)9月30日
2、取-2胶带机(B=650)9月23日
九、转运站
1、4转-1(B=1000)9月19日
2、5转-1(B=1000)9月20日
3、6转-1(B=650)9月4日
4、7转-1(B=800)9月15日
5、8转-1(B=1000)9月13日
华冶邢钢工程项目部
2003年9月4日。