涂层刀具材料的推荐参考表
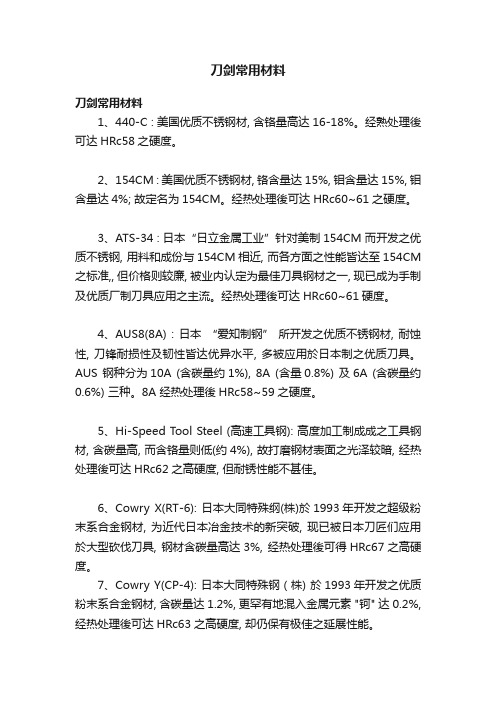
刀具的涂层颜色、种类及适用范围

耐热温度 600 500 750 700 300
800
涂层颜色
应用范围
金黄 棕灰 紫蓝 银灰 黑灰
蓝紫
应用最为普遍,具有高硬 度高耐磨性寄耐氧化性; 适合大多数切削刀具,也 适合多数成形模具及抗磨 损工件。
具有较低的内应力,较高 的韧性以及良好的润滑性 能;适合要求较低的摩擦 系数而高硬度的加工环境 。
化学稳定性好,具有高热 硬性,极好的抗氧化和耐 磨性,适合干切削场合。
有着显著的强润滑性能和 耐高温特性,最适合铜类 金属的切削刀具,以及耐 磨耐腐零件的涂层。
优良的耐磨、耐腐蚀性 能,摩擦系数极低,与基 体结合力强。用于刀具 时,通常以TiAlN为基体 配合使用,用以加工有色 金属、石墨等材料。
AHNO独特涂层配方,属 于多层复合高铝涂层,具 有高硬度,高耐磨性,较 低的摩擦系数能优点。在 高温下稳定性强,特别适 合高速切削场合。
刀具的涂层颜色、种类及适用范围
PVD涂层种 类
涂层特点 涂层硬度HV 涂层厚度μm 摩擦系数
TiN
单层
23002~3来自0.6TiCN单层
2800
2~3
0.3
TiAlN
单层
3100
2~3
0.3
CrN
单层
1800
2~3
0.2
DLC
单层
2500
1~2
0.1-0.2
超A( AHNO) 多层
3100
2~3
0.3
世界知名品牌的刀具所采用的刀具材料

世界知名品牌的刀具所采用的刀具材料,性能及趋势。
刃材AUS-8:一种高碳低铬不锈钢,经过长时间证明具有非常优秀的折中特点;既坚硬又坚韧,既不生锈又能保持锋利长久。
ATS-34:日本钢隶属日本钢铁公司生产。
大多数手工刀采用的材料,也是名牌厂家选用之高级不锈钢材料。
ATS-34:也属于高碳钢,其硬度可做到59-61HRC,有些人认为是目前最好的刀刃钢材之一。
此外,美国的154CM钢材与ATS-34等同。
GIN-1:以前也叫G2,是一种低成本的钢材,稍软于AUS-8。
CPM-T440V:近来被认为是超级制刀钢材,比目前市场上的所有不锈钢都经久耐用,长时间无需磨刀。
SAN MAI III(三层钢):一种昂贵的日本薄片层压钢材。
高碳含量的坚硬里层作为刀刃的中心层,两边经过回火处理的坚韧弹性层,最终的刀刃集中了良种钢材的特点,品质级佳。
其比AUS-8的坚韧性高25%。
420J:属于低碳钢,坚韧(甚至不易折断),抗冲击,抗腐蚀,能保持适度锋利,易于保养,有不少观赏刀剑用此钢材。
CARBON V:一种纯粹的碳合金钢,冷钢公司在其购买的大量高级碳钢材料中加入少量合金元素增加了这种钢材的坚韧性和持久性,然后按照严格的规格滚轧获得最好的结晶化,使刀刃变的出类拔萃440C:也是目前在高档批量刀具市场上的优质不锈钢其强度及锋利性甚于ATS D2:最近KA-BAR厂采用了D2型钢材,这是一种优质工具钢,硬度59-60HRC,深度冷处理至-120度,两次退火,其优点是坚韧和较长时间的刀刃保持性。
手柄材料鹿角(STAG):原自野生牡鹿,经火烤之后呈现轻微的烤色,是一种非常优雅的随身小折刀材料。
骨节(BONE):原自天然的动物骨头,经挑选和加工后通常有特殊纹理,并可染上各种光亮的颜色,如绿色、兰色和黑色等。
是一种最为通用的随身小折刀手柄材料。
G-10:原自玻璃纤维的积层塑胶板。
她是玻璃纤维在树脂中浸泡后再进行压缩和烘烤而成,质地轻盈而又结实、坚硬,结构纹理为精心印制的格子花。
刀剑常用材料
刀剑常用材料刀剑常用材料1、440-C : 美国优质不锈钢材, 含铬量高达16-18%。
经熟处理後可达HRc58之硬度。
2、154CM : 美国优质不锈钢材, 铬含量达15%, 钼含量达15%, 钼含量达4%; 故定名为154CM。
经热处理後可达HRc60~61之硬度。
3、ATS-34 : 日本“日立金属工业”针对美制154CM 而开发之优质不锈钢, 用料和成份与154CM相近, 而各方面之性能皆达至154CM 之标准,, 但价格则较廉, 被业内认定为最佳刀具钢材之一, 现已成为手制及优质厂制刀具应用之主流。
经热处理後可达HRc60~61硬度。
4、AUS8(8A) : 日本“爱知制钢”所开发之优质不锈钢材, 耐蚀性, 刀锋耐损性及韧性皆达优异水平, 多被应用於日本制之优质刀具。
AUS 钢种分为10A (含碳量约1%), 8A (含量0.8%) 及6A (含碳量约0.6%) 三种。
8A 经热处理後HRc58~59之硬度。
5、Hi-Speed T ool Steel (高速工具钢): 高度加工制成成之工具钢材, 含碳量高, 而含铬量则低(约4%), 故打磨钢材表面之光泽较暗, 经热处理後可达HRc62之高硬度, 但耐锈性能不甚佳。
6、Cowry X(RT-6): 日本大同特殊纲(株)於1993年开发之超级粉末系合金钢材, 为近代日本冶金技术的新突破, 现已被日本刀匠们应用於大型砍伐刀具, 钢材含碳量高达3%, 经热处理後可得HRc67之高硬度。
7、Cowry Y(CP-4): 日本大同特殊钢(株) 於1993年开发之优质粉末系合金钢材, 含碳量达1.2%, 更罕有地混入金属元素 "钶" 达0.2%, 经热处理後可达HRc63之高硬度, 却仍保有极佳之延展性能。
8、VG10 : 日本“武生特制钢”之不锈钢材, 含碳量约1%, 含钼1.2%及钴1.5%, 经热处理後可达HRc60-62之硬度。
适合做刀具的钢材型号
适合做刀具的钢材型号很多,本文将为您详细介绍其中一些:1. AISI-1095:这是一种常用的中碳钢,拥有良好的耐磨性和韧性,常被用于制作各种切削刀具。
2. M2:这是一种高碳高速钢,具有很高的硬度和耐磨性,同时保持了良好的韧性,常被用于制作精密切削刀具。
3. 65Mn:这是一种弹簧钢,具有出色的韧性和耐磨性,常被用于制作切削刃、刀具夹具、弹簧和轴等。
4. 440C:这是一种高碳钢,具有优良的耐磨性和韧性,常被用于制作各种切割工具。
5. D2:这是一种高硬度的工具钢,具有很高的耐磨性和韧性,常被用于制作各种高精度的模具和刀具。
6. Crucible CPM-10V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
7. Crucible CPM-3V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
8. Crucible CPM-4V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
9. Crucible CPM-15V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
10. Crucible CPM-30V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
除了上述钢材,还有一些特殊的钢材型号也常被用于制作刀具,比如不锈钢和大马士革钢等。
其中,不锈钢是用碳钢添加铬以抵抗腐蚀,常用的有400、154CM、AUS、VG、CTS、MoV、Sandvik和CrucibleSxxV 系列等;大马士革钢则是一种极其耐用和美观的钢材,常被用于制作高级刀具。
在选择制作刀具的钢材型号时,我们需要根据具体的应用需求来确定最适合的材料类型。
例如,如果需要制作耐磨性和韧性都很高的刀具,可以选择高硬度的高速钢;如果需要制作具有高硬度和优良边缘保持性的刀具,可以选择工具钢等。
各材料常用刀具转速进给参数对照表
各材料常用刀具转速进给参数对照表一、铝合金铝合金是一种轻质、高强度且具有良好导热性和导电性的材料,广泛应用于航空航天、汽车制造和电子行业等领域。
对于普通铝合金,如 6061 和 7075 系列,在使用硬质合金刀具进行铣削时,推荐的转速通常在 8000 15000 转/分钟之间,进给速度则在800 1500 毫米/分钟左右。
而在钻孔时,转速可以设置在 3000 5000 转/分钟,进给速度约为 80 150 毫米/分钟。
然而,对于一些高硅含量的铝合金,如压铸铝合金 ADC12,由于其硬度相对较高,刀具转速和进给参数需要相应降低。
铣削时,转速可调整为 5000 8000 转/分钟,进给速度约为 500 800 毫米/分钟;钻孔时,转速约为 2000 3000 转/分钟,进给速度在 50 80 毫米/分钟。
二、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等不同种类。
对于低碳钢,如 A3 钢,在铣削加工中,刀具转速一般在 1000 3000 转/分钟,进给速度约为 200 500 毫米/分钟。
钻孔时,转速可设定在 800 1500 转/分钟,进给速度约为 50 100 毫米/分钟。
中碳钢,如 45 号钢,由于其硬度稍高,铣削时转速可在 800 2000 转/分钟,进给速度约为 150 300 毫米/分钟;钻孔时,转速约为 500 1000 转/分钟,进给速度在 30 60 毫米/分钟。
高碳钢则需要更低的转速和进给速度。
在铣削时,转速约为 500 1000 转/分钟,进给速度约为 100 200 毫米/分钟;钻孔时,转速一般在300 600 转/分钟,进给速度约为 15 30 毫米/分钟。
三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度相对较大。
常见的不锈钢如 304 和 316 系列,在铣削时,刀具转速通常在 600 1200 转/分钟,进给速度约为 80 150 毫米/分钟。
探讨木材加工机械中的刀具材料与涂层选择
探讨木材加工机械中的刀具材料与涂层选择木材加工机械在木材的加工过程中起着重要的作用。
而刀具作为木材加工机械的核心部件,其材料选择及涂层技术的应用直接决定了加工效果和工具寿命。
本文将探讨木材加工机械中刀具材料与涂层选择的相关问题,包括常见的刀具材料、不同刀具材料的特点与应用场景,以及涂层技术在刀具中的作用等。
首先,我们来介绍一些常见的刀具材料。
目前,常见的刀具材料主要有碳化钨、高速钢、硬质合金和陶瓷等。
碳化钨是一种常用的刀具材料,具有高硬度、高耐磨性和耐高温的特点,适用于加工硬质木材。
高速钢具有良好的韧性和切削性能,适用于一般木材的加工。
硬质合金结合了碳化钨和高速钢的优势,具有良好的硬度、耐磨性和韧性,适用于加工较为复杂的木材。
陶瓷刀具具有极高的硬度和耐磨性,适用于特殊材料的加工,但价格较高。
不同的刀具材料具有不同的特点和应用场景,根据加工的木材种类和需求,选择适合的刀具材料能够提高加工效率和加工质量。
对于硬质木材的加工,碳化钨和硬质合金是比较常用的选择,它们的高硬度和耐磨性能可以有效延长刀具的使用寿命。
而对于一般木材的加工,高速钢可以满足需求,它具有较好的切削性能和韧性,适合进行快速的切削加工。
另外,对于一些特殊材质的木材,如纤维板等,陶瓷刀具由于其超高硬度和耐磨性,能够更好地应对刀具磨损和使用寿命的问题。
此外,在选择刀具材料的基础上,涂层技术的应用也对刀具的寿命和性能提升起着重要的作用。
涂层以其高硬度、低摩擦系数和耐磨性等特点,能够有效降低刀具与木材之间的摩擦和磨损。
常见的涂层技术包括热喷涂、化学气相沉积和物理气相沉积等。
热喷涂是一种较为常见的涂层技术,通过高温将涂层材料喷涂在刀具表面,形成保护层。
化学气相沉积和物理气相沉积技术则是通过气相反应将涂层材料沉积在刀具表面,具有较高的沉积质量和均匀度。
涂层技术的应用可以有效提高刀具的硬度、耐磨性和切削性能,延长刀具的使用寿命。
不同的涂层材料和涂层工艺适用于不同的加工场景。
伊斯卡刀具材料表

伊斯卡刀具材料表代号涂层/材料 ISO系列加工件材料应用推荐IC07 无涂层 M20-M30 耐高温合金底-中等转速IC08 无涂层 M20-M31 耐高温合金底-中等转速IC10 无涂层 K20-K30 灰铸铁HBN>220.可锻铸铁.硅铝.铜合金,玻璃钢,胶合板,石头,木头,耐高温合金半粗加工,低转速,中进给不规则切削IC20 无涂层 K10-K20 灰铸铁HBN>221.可锻铸铁.硅铝.铜合金,玻璃钢,胶合板,石头,木头,耐高温合金,不锈钢精&半精加工,中等转速&进给IC28 无涂层 P30-P50 耐高温合金,奥氏体不锈钢,合金钢,高速钢粗加工,低转速,高进给,不规则切削M30-M40K30-K40IC50M 无涂层 P20-P30 钢,铸钢,可锻铸钢,不锈钢,铸造不锈钢. 粗加工,低转速,高进给,不规则切削IC54 无涂层 P30-P45 钢,铸钢,奥氏不锻铸钢,铸造不锈钢. 粗加工,低转速,高进给,不规则切削IC418 CVD涂层 K10-K25 铸铁,灰铁,合金铸铁,球铁,可锻铸铁粗&粗加工,中转速,高进给,不规则切削IC428 CVD涂层 K05-K20 铸铁,灰铁,合金铸铁,球铁,可锻铸铁精,高转速,中进给,低塑性变形IC450 CVD涂层 P20-P40 灰铁,球铁,不锈钢不规则切削M20-M30K20-K40IC4028 CVD涂层 K05-K20 铸铁,灰铁,合金铸铁,球铁,可锻铸铁精,高转速,中进给,低塑性变形IC4050 CVD涂层 P20-P50 灰铁,球铁,不锈钢不规则切削M20-M35K20-K45IC520M CVD涂层 P15-P35 钢,铸钢,可锻铸铁,高速钢,马氏体不锈钢精&半精加工,中等转速&中等进给M10-M20K10-K30IC635 CVD涂层 P30-P50 碳钢,合金钢,不锈钢低转速,高进给用于难加工情况M20-M40IC656 CVD涂层 P20-P40 碳钢,合金钢,不锈钢,工具钢,可锻铸铁半粗&中加工,中转速,高到中进给,不规则切削M20-M40IC8048 CVD涂层 P05-P30 钢,合金钢,不锈钢,铸钢? 半粗&中加工,中进中转速K05-K20IC9007 CVD涂层 K10-K20 合金钢,铸铁:灰铁,可锻铸铁,球铁,合金铸铁精,高转速,中进给,低塑性变形IC9015 CVD涂层 P10-P30 碳钢,合金钢,灰铁精&半精加工,高到中转速M15-M30IC9025 CVD涂层 P20-P30 各种钢,不锈钢,特别用于粗加工低碳低合金钢粗&半粗加工,中转速,不稳定的加工场合,韧性很高的M15-M30IC9054 CVD涂层 P15-P40 钢,铸钢,奥氏体不锈钢,铸造不锈钢. 半粗加工,中转速,高进给,不规则切削IC220 PVD涂层 K10-K20 钢,不锈钢,铸钢,铸铁精,低进给,低塑性变形P10-P25IC228 PVD涂层 P30-P50 合金钢,铝合金,铸钢,奥氏体不锈钢,碳钢,铜合金,稀有合金粗&半粗,低转速,高进给,不规则切削K25-K40代号涂层/材料 ISO系列加工件材料应用推荐IC250 PVD涂层 P15-P35 钢,铸钢,不锈钢粗,中转速,高进给,不规则切削IC300 PVD涂层 P25-P50 不锈钢,高温合金,低碳钢,非铁金属用于中等转速切削M20-M30K10-K30IC308 PVD涂层 P15-P30 耐高温合金,硬合金,碳钢用于合金的割断与切槽,不锈钢,硬和高温合金M20-M30K20-K30IC328 PVD涂层 K20-K40 合金钢,,铝合金,奥氏体不锈钢,碳钢,铸钢,铜合金,稀有合金粗,低转速,高进给,不规则切削P25-P50M30-M40IC350 PVD涂层 P20-P40 钢,铸钢,可锻铸铁,不锈钢粗,中转速,高进给,不规则切削IC354 PVD涂层 P20-P40 钢,铸钢,奥氏体不锈钢,铸造不锈钢. 半粗,中转速,高进给,不规则切削IC3028 PVD涂层 P25-P45 钢,铸钢,奥氏体不锈钢,高温合金,铸造不锈钢. 粗,低转速,高进给,不规则切削M15-M35K20-K40IC507 PVD涂层 P10-P25 高温合金,奥氏体不锈钢,难加工钢高转速用于精到粗加工,包括不规则切削M05-M20IC508 PVD涂层 P20-P40 高温合金,硬合金.铸铁低到中转速,很高韧性下的不规则切削M20-M30K20-K30IC520 PVD涂层 M10 不锈钢精,低进给,低塑性变形IC528 PVD涂层 P25-P45 合金钢,铝合金,奥氏体不锈钢,碳钢,铸钢,铜合金,稀有合金粗,低转速,高进给,不规则切削M20-M40IC520N PVD涂层 P05-P25 钢,铸钢,可锻铸铁,高速钢,马氏体不锈钢精到中加工,高转速,中进给M05-M15IC530N PVD涂层 P10-P30 碳钢,工具钢,合金钢,铸钢,可锻铸铁,奥氏体不锈钢,马氏体不锈钢中转速,中进给,不规则切削M10-M20IC570 PVD涂层高温合金,奥氏体不锈钢,硬合金,碳钢精到粗加工,不规则切削,高转速IC900 PVD涂层 P15-P40 难加工钢,高温合金,合金钢用于高转速加工K05-K25IC907 PVD涂层 M05-M20 高温合金,奥氏体不锈钢,硬合金,碳钢高转速用于精到粗加工,包括不规则切削K05-K20IC908 PVD涂层 P15-P30 高温合金,奥氏体不锈钢,硬合金,碳钢低到中转速,很高韧性下的不规则切削M20-M30K20-K30IC910 PVD涂层 K05-K25 灰铸铁HBN>220.可锻铸铁.硅铝.铜合金,玻璃钢,胶合板,石头,木头,耐高温合金半粗,低转速,中进给,不规则切削IC928 PVD涂层 P20-P50 高温合金,奥氏体不锈钢,硬合金,碳钢粗,低转速,高进给,不规则切削M20-M40K15-K30IC950 PVD涂层 P10-P35 碳钢,合金钢,可以用于灰铁高转速铣加工,中进给,干切削K10-K30代号涂层/材料 ISO系列加工件材料应用推荐IC20N 金属陶瓷 P05-P25 碳钢,合金钢,稀有合金,铸钢,不锈钢,灰铁精加工M05-M15IC30N 金属陶瓷 P05-P25 碳钢,工具钢,合金钢,铸钢,可锻铸铁,奥氏体不锈钢,马氏体不锈钢中转速,中进给,不规则切削IB50 CBN P01-P10 HRC>50的硬化钢精,高转速IB65 CBN 合金铸铁,灰铁HBN>220,球铁,HRC>50的硬化钢半精加工IB80 CBN K01-K15 合金铸铁,灰铁HBN>220,球铁,HRC>51的硬化钢中到粗,高转速,硬钢的不规则切削IB90 CBN K01-K10 合金铸铁,灰铁HBN>220,球铁,HRC>52的硬化钢,高速钢,硬化钢,冷硬铸铁中到粗,高转速,硬钢的不规则切削IB90A 整体CBN K01-K10 冷硬铸铁,硬化钢,高速钢中到粗,硬钢的不规则切削,高转速加工铸铁ID4 PCD 纯铝合金(SI<12%),木头,玻璃钢普通加工,高转速ID5 PCD K01-K10 铝合金(SI<12%),黏结硬质合金,非铁金属高转速,精到中加工ID6 PCD K01-K10 铝合金(SI<13%),黏结硬质合金高转速,精到中加工IN11 白陶瓷 P01-P10 铸铁,镍基合金,钛基合金精加工,高转速,中进给,不规则切削K01-K10IN22 黑陶瓷 P01-P10 硬化钢精,高转速,干切削K01-K10IN23 黑陶瓷 P01-P15 铸铁,硬化钢精,高转速,干切削K01-K15IS8 氮化硅 M30 铸铁,镍基合金高转速切削,中进给,不规则切削K01-K20IS80 氮化硅涂层 M30 铸铁,镍基合金半粗,高转速,中进给,不规则切削。
刀具常用涂层材料及性质

刀具常用涂层材料及性质
常用涂层材料
常用涂层材料有碳化物、氮化物、碳氮化物、氧化物、硼化物、硅化物、石及复合涂层八大类数十个品种。
根据化学键特征,可将这些涂层材料分成金属键型、共价键型离子键型。
涂层材料性质
金属键型涂层材料(如TiB、TiC、TiN、VC、WC等)熔点高、脆性低、界面结合强度高、交互作用趋势强、多层匹配性好,具有良好综合性能,*普通涂层材料。
共价键型涂层材料(如BC、SiC、BN、石等)硬度高、热胀系数低、与基体界面结合强度差、稳定性多层匹配性差。
而离子键型材料化学稳定性好、脆性大、热胀系数大、熔点较低、硬度不太高。
这些涂层材料,用*多TiC、TiN、AlO、石以及复合涂层。
TiC耐磨性好,能有效地提高刀具抗月牙洼刀具磨损能力,适合于低速切削及磨损严重场合;TiN涂层具有低摩擦系数,润滑性能好,能减少切削热切削力,适合于产生融合磨损切削;AlO高温耐磨性、耐热性抗氧化能力比TiCTiN好,月牙洼磨损率低,适合于高速、大切削热切削;石涂层硬度热导性高,摩擦系数很低,适合于有色金属合金高速切削;而复合涂层综合几种涂层材料特点,目前以双涂层三涂层组合居多。