Xbar-R控制图(5数据CPK)
Xbar -R控制图培训资料

异常判定及识别
班每天收集数据后对 控制图上点线走势进 行判定,满足以下判 定检验准则之一时, 判定过程存在异常因 素,须“查出异因, 采取措施,加以消除, 纳入标准,不再出 现”。
异常判定及识别
异常判定及识别
X-R控制用图日常控制监测
步骤2:将控制上下限分为6 个等分区间,并标注刻度。 标样提供了等分格,等分刻 度与等分格对齐
步骤1:对中心线CL进行 描线,一般描绘在报表 虚线部位。
步骤3:标注上下控制 线。
X-R图由技术员确认产 品控制上下线后提交生 产线。
产线根据提供的上下线 对X-R图表格(表样详见 QR-T-034)进行控制线 描绘。如R图控制线: CL=0.6 LCL=0
Xbar-R控制用图控制线确认
3、计算 Xi (子组平均值),Ri(子组极差); 4、计算Xi (子组间平均值),Ri(子组间极 差平均); 5、确认R图控制线:
CL(中心线)=R(子组间极差) LCL(下限)=D3R UCL(上限)=D4R
Xbar-R控制用图控制线确认 6、计算X图的上下限:
UCL=1.2时表格描绘。 如左图:
X-R控制用图日常控制监测
各班长每天随机抽取N个 (一般为4或5)当天生 产产品的特性参数填入 X-R图中(包括不良品数 据),计算出平均值(X) 与极差R,根据计算结果 分别在R图与X图进行描 点。从点线走势对品质 进行分析(参考判定准 则)。
每天收集的特性数 据集
Xbar-R控制用图控制线确认
1、确认控制对象: 控制对象往往为产品的某以特性,如记录机型 的TILT感度。设备运行状态,如烙铁温度等。 2、数据的收集:
数据要求:控制对象在产品先期策划过程 PPK≥1.67以上或CPK≥1.33以上的数据(特性)
CPK&Xbar-R的计算&绘图实例

兩邊規格時﹕ CPU= ABS((規格上限-平均值)/(3*δ)) =ABS((C503-C505)/(3*C506)) =1.23 CPU= ABS((平均值-規格下限)/(3*δ) ) =(C505-C504)/(3*C506) =1.25
26
Quality Dept.
計算數據的 CPK or PPK 計算Sample A 的Cpk :
27
Quality Dept.
管制圖的使用
計量值管制圖:數據均屬於由量具實際量測而得。如長度、重量、成份等 特性均為連續性者。最常用之此種管制圖有:
平均值與全距管制圖(X-R Chart) 平均值與標準差管制圖(X-σ Chart ) 中位值與全距管制圖(X-R Chart ) 個別值與移動全距管制圖(X-Rm Chart )
Cpk ≦ 0.67
13
Quality Dept.
製程特性定義 製程特性依不同的工程規格其定義如下:
等級 無規格界限時
處理原則 Cp (Pp) = Cpk (Ppk) = Ca = Cp (Pp) Cpk(Ppk) Ca = = = *** *** *** CPU CPU *** CPL CPL *** (USL-LSL)/6σ MIN(CPU,CPL) |平均值-規格中心|/(公差/2)
2
Quality Dept.
主要內容﹕
1. CPK計算基本公式。
2. 使用Excel計算與繪制CPK&Xbar-R管 制圖。
3. 使用Minitab計算與繪制CPK&Xbar-R 管制圖。 4. 使用JMP計算與繪制CPK&Xbar-R管制 圖。
3
Quality Dept.
1. CPK定義與計算基本公式。
SPC(Xbar-R管制图)

核准: 审核: 制表:
1 平均值 上月管制上限 0 上月管制下限 0 上月管制中限 0 规格值 极差值 规格上限 规格下限 上月管制上限 上月管制中限 上月管制下限
23 22 0 0 0
2
0 0 0 23 22 0 0 0
22.8 22.3 21.8 序號 數值 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
计量型控制图(极差值)
极差趋势图
6 4
2
极差值( R )
15 16 17 18 19 20 21 22 23 24 25 26
Xbar-R管制图
平均值(X)
产品名称 产品类型 物料料号 序 号 日 期 1 2 3 4 5 最大值 最小值 平均值 极差值 测试资料 计量型控制图(平均值)
1 5 10 5 5 6 10 5 6.2 5
數值
规格上限 规格中限 规格下限 2 6 7 6 6 6 7 6 6.2 1 3 4 5
23.0 22.5 22.0 6 7
12
0 0 0 23 22 0 0 0
13
0 0 0 23 22 0 0 0
14
0 0 0 23 22 0 0 0
15
0 0 0 23 22 0 0 0
16
0 0 0 23 22 0 0 0
17
0 0 0 23 22 0 0 0
18
0 0 0 23 22 0 0 0
19
0 0 0 23 22 0 0 0
总平均 值(X) 极差总 平均值(R) 标准偏差 (σ)
Ca Cp Cpk
2 3 4 5 6 7 8 9 10 11 12 13 14
Xbar-R控制图

3-17 3-18 3-19 3-20 3-21 3-22 3-23 3-24 3-25 3-26 3-27 3-28 3-29 3-30 3-31 4-1 4-2 4-3 4-4 4-5 4-6 4-7 4-8 4-9 4-10 4-11 4-12 4-13 4-14 4-15 4-16
7.509 7.510 7.508 7.508 7.510
7.510 7.509 7.510 7.509 7.506
7.509 7.507 7.510 7.506 7.506
7.508 7.509 7.509 7.510 7.510
7.506 7.508 7.509 7.507 7.506
7.510 7.510 7.510 7.510 7.506
7.507 7.510 7.509 7.509 7.510
7.509 7.508 7.509 7.508 7.509
7.509 7.509 7.509 7.508 7.508
7.508 7.503 7.508 7.510 7.509
7.508 7.509 7.509 7.510 7.508
7.506 7.508 7.506 7.507 7.509
7.510 7.510 7.510 7.510 7.506
7.510 7.511 7.506 7.508 7.511
7.508 7.511 7.509 7.510 7.511
7.507 7.508 7.507 7.508 7.510
7.511 7.510 7.509 7.508 7.510
7.510 7.509 7.508 7.507 7.511
7.509 7.508 7.507 7.511 7.510
X 控制图
Xbar-R控制图详细分析资料讲解
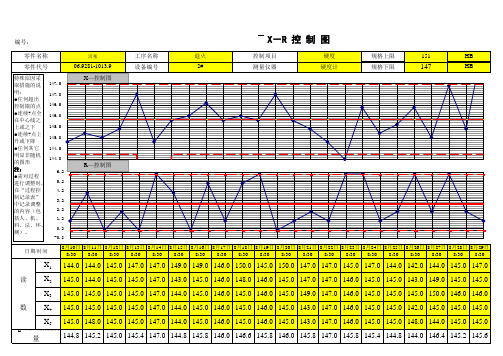
X1 144.0 144.0 145.0 147.0 147.0 149.0 149.0 146.0 150.0 145.0 150.0 147.0 147.0 145.0 147.0 144.0 142.0 144.0 145.0 147.0
读 X2 145.0 144.0 145.0 145.0 147.0 143.0 145.0 146.0 148.0 146.0 145.0 147.0 147.0 146.0 145.0 145.0 143.0 149.0 145.0 145.0
145.0
●任何其它 144.5
明显非随机
的图形
144.0
注:
6.2
●需对过程
进行调整时, 5.2
在“过程控
4.2
制记录表”
3.2
中记录调整
的内容(包
2.2
括人、机、
1.2
料、法、环、 0.2 测)。
-0.8
X—控制图 R—控制图
日期/时间
8月10日 8月11日 8月12日 8月13日 8月14日 8月15日 8月16日 8月17日 8月18日 8月19日 8月20日 8月21日 8月22日 8月23日 8月24日 8月25日 8月26日 8月27日 8月28日 8月29日 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30
X3 145.0 145.0 145.0 145.0 147.0 144.0 145.0 146.0 145.0 146.0 145.0 149.0 147.0 146.0 145.0 145.0 145.0 150.0 146.0 146.0
Xbar-R_chart(Cpk)

H1-NB100-HS02 散熱片 42.5 mm 9:00 2 42.39 42.50 42.40 42.49 42.49
212.270
产品规格 公差上限 规格中心值 公差下限 12:00 5 42.39 42.39 42.40 42.50 42.49
212.170
样本子组数 42.800 42.500 42.200 5 样本组数 25 17:00 10 42.33 42.50 42.40 42.50 42.49
212.550
11/30 8:00 21 42.39 42.39 42.40 42.50 42.39
212.070
9:00 22 42.39 42.39 42.40 42.50 42.39
212.070
11:00 24 42.59 42.55 42.51 42.55 42.49
212.690
26组27组28组
42.50 0.150
42.47 0.170
42.55 0.270
42.46 0.110
42.43 0.180
42.51 0.220来自42.54 0.30042.41 0.110
42.41 0.110
42.46 0.110
42.54 0.100
42.50 0.220
1
2
3
4
5
6
7
8
9
10
11
12
13
14
212.380
15:00 8 42.39 42.39 42.61 42.39 42.65
212.430
16:00 9 42.51 42.50 42.51 42.49 42.65
212.660
Excel怎么做Xbar-R控制图?Excel中制做SPCXbar-R控制图教程

Excel怎么做Xbar-R控制图?Excel中制做SPCXbar-R控制图教程如何在Excel中制做Xbar-R控制图?如今的雾霾天的次数越来越多,⼈们更加关⼼空⽓质量状况,⽐如⼀些颗粒物的含量、有毒⽓体的含量等等,再⽐如百度经验浏览量,这些项⽬还怎样监控才能最有效呢?企业中会使⽤统计过程控制的⽅法,Xbar-R控制图就是其中的⼀种,Xbar指的是测量对象的平均值,R指的是测量对象的极差,所以Xbar-R控制图的中⽂名字就叫平均值-极差控制图。
⼀、SPC控制图是什么?SPC是Statistical Process Control (统计过程控制) 的简写,控制图是⽤于分析和判断⼯序是否处于稳定状态所使⽤的带有控制界限的图。
SPC控制图是对过程质量加以测定、记录从⽽进⾏控制管理的⼀种⽤科学⽅法设计的图,是质量控制的⾏之有效的⼿段,是SPC技术的核⼼⼯具。
问世数⼗年来,质量控制图在众多现代化⼯⼚中得到了普遍应⽤,并凭借其强⼤的分析功能,为⼯⼚带来丰厚的实时收益。
最初的控制图分为计量型与计数型两⼤类,包含七种基本图表。
计量型控制图包括:IX-MR(单值移动极差图)Xbar-R(均值极差图)Xbar-s(均值标准差图)计数型控制图包括:P(⽤于可变样本量的不合格品率)Np(⽤于固定样本量的不合格品数)u(⽤于可变样本量的单位缺陷数)c(⽤于固定样本量的缺陷数)⼆、Excel中制做SPC Xbar-R控制图教程:1、概述Xbar-R控制图的整体输出样式如下表所⽰,表头部分为监控项⽬的详细信息,两个图表中⼀个为平均值的变化趋势图,另⼀个为极差变化趋势图。
接下来,就以经验推⼴中“经验浏览量”为例来说明Xbar-R控制图的制作详细过程。
2、表头制作表头主要是涵盖以下详细信息,即类别、部门、⼯序、控制项⽬、⼯程规范、样本容量和频次,其中控制项⽬即为百度经验浏览量,这是整个Xbar-R控制图制作过程的核⼼,⼯程规范为某个时间要求经验浏览量范围(310-380)次。
均值-极差控制图Xbar-R (Cpk 、Ppk)1.0

过程能力评 价
过程能力尚充足!
估计过程标准偏差
s) = R / d2 =
过程标准偏差
ss =
n
? (Xi - X)2
i =1
=
n -1
0.0172 0.01845
性能指数 上限性能指数 下限性能指数 过程性能指数
Pp
=
USL - LSL 6s S
=
PpkU
= USL - X 3s S
=
PpkL
=XΒιβλιοθήκη - LSL 3s S0.07 0.07 0.07 0.07 0.07 0.07 0.07
0.15 0.15 0.15 0.15 0.15 0.15 0.15
0.00 0.00 0.00 0.00 0.00 0.00 0.00
0.06 0.04 0.04 0.04 0.04 0.04 0.02
0.04 0.04 0.04 0.04 0.04 0.04 0.04
0.0891 0.0425 0.0847 0.0000
能力指数
Cp = USL6-s)LSL =
1.45
上限能力指 数
USL - X C pkU = 3s) =
1.63
下限能力指 数
C pkL = X -3s)LSL =
过程能力指 数
C pk
= Min(C pkU , C pkL ) =
1.27 1.27
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
子组极差 平均极差 控制上限 控制下限
均值控制上
限 均值控制下
限 极差控制上
限 极差控制下
限
UCLX = X + A2 R = LCLX = X - A2 R =
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8:30
147.0 147.0 147.0 147.0 147.0
8:30
149.0 143.0 144.0 144.0 144.0
8:30
149.0 145.0 145.0 145.0 145.0
8:30
146.0 146.0 146.0 146.0 146.0
8:30
150.0 148.0 145.0 145.0 145.0
编号: 零件名称 零件代号
特殊原因采 取措施的说 明: ●任何超出 控制限的点 ●连续7点全 在中心线之 上或之下 ●连续7点上 升或下降 ●任何其它 明显非随机 的图形 注: ●需对过程 进行调整时, 在“过程控 制记录表” 中记录调整 的内容(包 括人、机、 料、法、环、 测)。
147.5 147.0 146.5 146.0 145.5
过程能力
CP CPK
0.55 0.32
制 表 日 期 2007年10月10日
8:30
150.0 149.0 149.0 149.0 150.0
144.8 1.0
145.2 4.0
145.0 0.0
145.4 2.0
147.0 0.0
144.8 6.0
145.8 4.0
146.0 0.0
146.6 5.0
145.8 1.0
146.0 5.0
145.8 6.0
147.0 0.0
日期/时间 X1 读 数 X2 X3 X4 X5 XB=和/读数数量 R=最高-最低 XBB 145.84 RB 2.80
8月10日
8月11日
8月12日
8月13日
8月14日
8月15日
8月16日
8月17日
8月18日
8月19日
8月20日
8月21日
8月22日
8月23日
8月24日
8月25日
8月26日
8月27日
8:30
147.0 145.0 145.0 145.0 145.0
8:30
144.0 145.0 145.0 145.0 145.0
8:30
142.0 143.0 145.0 142.0 148.0
8:30
144.0 149.0 150.0 145.0 144.0
8:30
145.0 145.0 146.0 145.0 145.0
8:30
145.0 146.0 146.0 146.0 146.0
8:30
150.0 145.0 145.0 145.0 145.0
8:30
147.0 147.0 149.0 143.0 143.0
8:30
147.0 147.0 147.0 147.0 147.0
8:30
145.0 146.0 146.0 146.0 146.0
145.0
X- R 控 制 图
活塞
工序名称 设备编号
退火 2#
控制项目 测量仪器
硬度 硬度计
规格上限 规格下限
151
HB HB
测 量 人 测量日期
魏万明 2007-8-10~10-10
06.9281-1013.9 X—控制图
147
144.5
144.0
R—控制图
6.2 5.2 4.2 3.2
2.2
1.2 0.2 -0.8
145.8 1.0
145.4 2.0
144.8 1.0
144.0 6.0
146.4 6.0
145.2 1.0
145.6 2.0
146.4 6.0
145.0 2.0
147.4 6.0
145.4 2.0
149.4 1.0
X-控制图
UCLX LCLX
147.46 144.22
R-控制图
UCLR LCLR
5.92 0
8:30
147.0 145.0 146.0 145.0 145.0
8:30
146.0 144.0 146.0 150.0 146.0
8:30
144.0 145.0 145.0 145.0 146.0
8:30
147.0 146.0 152.0 146.0 146.0
8:30
147.0 145.0 145.0 145.0 145.0
8月28日
8月29日
8月30日
8月31日
9月1日
9月2日
9月3日
8:30
144.0 145.0 145.0 145.0 145.0
8:30
144.0 144.0 145.0 145.0 148.0
8:30
145.0 145.0 145.0 145.0 145.0
8:30
147.0 145.0 145.0 145.0 145.0