control plan presentation for APE-11022004 back up
控制计划培训教材精品PPT课件

在正式生产运行当中,控制计划提供了用来控制特 性的过程监测和控制方法,由于期望过程是不断更 新和改进的,因此控制计划反映了与这种过程的改 变状况相对应的战略。
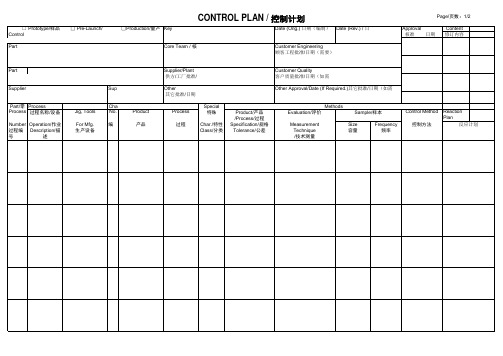
What is “control plan” 什么是 “控制计划”
Customer Engineering Approval (if required) 顾客工程批准(必要时):
Date (If Req'd) 日期(必要时)
Eileen Li
Key Contact Phone 联系电话
Customer Quality Approval (if required) 顾客质量批准(必要时):
APQP -- Advanced Product Quality Planning
Failure mode and effect analysis (FMEA) Statistical process control (SPC) Measurement Systems Analysis (MSA) Production Part Approval Process (PPAP) 5 interrelated Manual to TS16949
产品/产品要求/公差
Evaluation / Measurement Technique
评价/测量方法
Sample 抽样
Size大小
Freq.频率
Control Method 控制方法
Reaction Plan 反映计划
1
Material
prove
2 Appearance
Provide material OQC report from supplier indicated the
CONTROL PLAN 管制计画范本(TYPE C数据线)

控會導致產品功能降低,但不會喪失。
※﹝空格or MI﹞:不屬於上述三項的專案,"*" 標識為 SPC 管制工站"&"為制樣問題點,IPQC重點管控專案CONTROL PLAN 管制計畫CONTROL PLAN 管制計畫CC0915D 控會導致產品功能降低,但不會喪失。
※﹝空格or MI﹞:不屬於上述三項的專案,"*" 標識為 SPC 管制工站"&"為制樣問題點,IPQC重點管控專案CONTROL PLAN 管制計畫Page:3/19 CC0915D特性等級:※﹝SA﹞:表示該專案失控會導致客戶產品發生安全上問題。
※﹝CR﹞: 表示該專案失控會導致產品功能完全喪失。
※﹝MA﹞: 表示該專案失 控會導致產品功能降低,但不會喪失。
※﹝空格or MI﹞:不屬於上述三項的專案,"*" 標識為 SPC 管制工站"&"為制樣問題點,IPQC重點管控專案CONTROL PLAN 管制計畫 控會導致產品功能降低,但不會喪失。
※﹝空格or MI﹞:不屬於上述三項的專案,"*" 標識為 SPC 管制工站"&"為制樣問題點,IPQC重點管控專案CONTROL PLAN 管制計畫 控會導致產品功能降低,但不會喪失。
※﹝空格or MI﹞:不屬於上述三項的專案,"*" 標識為 SPC 管制工站"&"為制樣問題點,IPQC重點管控專案CONTROL PLAN 管制計畫特性等級:※﹝SA﹞:表示該專案失控會導致客戶產品發生安全上問題。
※﹝CR﹞: 表示該專案失控會導致產品功能完全喪失。
※﹝MA﹞: 表示該專案失 控會導致產品功能降低,但不會喪失。
※﹝空格or MI﹞:不屬於上述三項的專案,"*" 標識為 SPC 管制工站"&"為制樣問題點,IPQC重點管控專案CONTROL PLAN 管制計畫 控會導致產品功能降低,但不會喪失。
control-plan-(控制计划)PPT课件

Quality Assurance Audit
Equipment Setup
Preventive Maintenance
Process OP# Process Product/Process SPEC
Flow
Operation Characteristics
Metrology %R&R, %PT
Cpk / Date (sample size)
Charting Method
Sampling Plan/ Frequency
Reaction Plan (OOCAP)
Maint. Responsible Area PM
Reference Documents
产品/产品族:
维护
进料检验
工艺 生产检查
工艺控制计划 工艺监控 质保监查 设备配置
预防性
工艺流程 操作, 工艺操作, 产品/工艺特性 SPEC CPK/日期(采样范),制图方法 ,采样 计划 / 频率, 应对计划(OOCAP) 维护程序手册 , 责任区 参考文献
可以使用其中的一部分
6
Control Plan Format [Recommended] 控制计划表格[推荐]
Product/Product Family:
PROCESS CONTROL PLAN
Receiving Inspection
Process
Production Inspection
Process Monitor
Trouble 故障排除辅助工 具Shooting Aids
Windows DOE’s
Noise Variable
干扰变量补偿
Compensation
Control Plan
1
Importance to Customer (Why)
A control plan exists to ensure we consistently operate and manage processes 控制计划的存在在于保证我们的运作及管理始终如一 Resulting product meets customer requirements ALL THE TIME! 产品的结果一直能符合客户的要求. 产品的结果一直能符合客户的要求
8
How to do Control Plan 如何做控制计划
8) 核心小组 填入负责制定控制计划最终版本的人员的姓名和电话号。 填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有 小组成员的姓名、电话号和地址都包括进所附的分配表中。 小组成员的姓名、电话号和地址都包括进所附的分配表中。 9) 供方 工厂批准 日期 供方/工厂批准 工厂批准/日期 如必要,获取负责的制造厂批准。 如必要,获取负责的制造厂批准。 10)日期(编制) )日期(编制) 填入首次编制控制计划的日期。 填入首次编制控制计划的日期。 11)日期(修订) )日期(修订) 填入最近修订控制计划的日期。 填入最近修订控制计划的日期。 12)顾客批准 日期 )顾客批准/日期 如必要,获取负责的工程批准。 如必要,获取负责的工程批准。
9
How to do Control Plan 如何做控制计划
13)零件 过程编号 )零件/过程编号 该项编号通常参照于过程流程图。如果有多零件编号存在(组件), ),那么应相应地列出单 该项编号通常参照于过程流程图。如果有多零件编号存在(组件),那么应相应地列出单 个零件编号和它们的过程编号。 个零件编号和它们的过程编号。 14)过程名称 操作描述 )过程名称/操作描述 系统、子系统或部件制造的所有步骤都在过程流程图中描述。 系统、子系统或部件制造的所有步骤都在过程流程图中描述。识别流程图中最能描述所述 活动的过程/操作名称 活动的过程 操作名称 15)制造用机器、装置、夹具、工装 )制造用机器、装置、夹具、 适当时,对所描述的每一操作识别加工装备,诸如制造用的机器、装置、夹具或其它工具。 适当时,对所描述的每一操作识别加工装备,诸如制造用的机器、装置、夹具或其它工具。 特性:对于从中可获取计量或计数型数据的过程或其输出(产品)的显著的特点、尺寸或性能, 特性:对于从中可获取计量或计数型数据的过程或其输出(产品)的显著的特点、尺寸或性能, 适当时可使用目测法辅助。 适当时可使用目测法辅助。 16)编号 ) 必要时,填入所有适当文件,诸如(但不限于)过程流程图、已编号的计划。 必要时,填入所有适当文件,诸如(但不限于)过程流程图、已编号的计划。 FMEA和草图(计算机绘图或其它方式绘图)相互参照用的编号。 和草图( 和草图 计算机绘图或其它方式绘图)相互参照用的编号。 17)产品 ) 产品特性为在图样或其它主要工程信息中所描述的部件、零件或总成的特点或性能。 产品特性为在图样或其它主要工程信息中所描述的部件、零件或总成的特点或性能。 核心小组应从所有来源中组成重要产品特性的产品特殊特性, 核心小组应从所有来源中组成重要产品特性的产品特殊特性,所有制的特殊特性都应列在控制 计划中,此外制造者可将在正常操作中进行过程常规控制的其它产品特性都列入。 计划中,此外制造者可将在正常操作中进行过程常规控制的其它产品特性都列入。
Control Plan控制计划模版

隔离不良品等待判定 →若连续出 现5件不良品 →通知班长通知班长 /检验员 →停止后续产品生产 → 通知质量工程师→追溯到前1次检 验合格品 →按不合格品处理程序 《QC2351》 →问题分析解决流程 《QC0412》。 当SPC失控时:按照反映计划《 QC1235》1.2.1进行处理。 当超出规范时:按照反映计划《 QC1235》1.2.3进行处理。 标识隔离所有可疑品 →通知班长/ 检验员 →停止后续产品生产 →通 知质量工程师 →调整工艺参数 → 按不合格品处理程序《QC2351》 →问题分析解决流程《QC0412》。
控制计划
样件 试生产 生产 关键联系人/电话: (控制计划编制人员)023-88888888 初始日期: Date 核心团队: 产品工程师、工艺流程工程师、制造工程师、操作员、质量工 顾客工程批准/日期:(PD工程师)Date 程师、设备工程师、供应商。 供应商/已批准工厂/日期: (质量经理) Date 供应商代码 XXXXX 机械、设备 、夹具、工装 回火炉 JL36-400 其他批准/日期:(母公司工程人员) Date 特性 编号 产品 过程 特殊特 性分类 产品/过程规范 评估/测量技 /公差 术 SC X 洛氏硬度计 QM29-12 连续温度记 录仪 顾客质量批准/日期:(STA工程师)Date 其他批准/日期:N/A 方法 抽样 大小 1件 频率 4H 控制方法 修改日期: Date 控制计划编号:XXX (共5页 第3页) 零件号\ 最新变更等级: 零件名称/描述: 供应商/工厂: Supplier Name 零件/ 过程名称/操作描 过程 述 编号 5 高温回火
112
芯部硬度
IM-R
回火温度
X
100%
连续
每2H签字确 认1次
Control_Plan控制计划表格
Part Name/Description/零件名称/描述
Supplier/Plant Approval/Date/ 供方/工厂批准/日期 Supplier Code / 供方编号 Other Approval/Date (If Req'd.) / 其它批准/日期(如需要) Special 特殊 Char./特性 Class/分类
Note:
yout inspection must be done every half year, 3 pcs per time. 每半年 必须做一次全尺寸检查. 每次3件 2.The Control Methods for each characteristic, the first row is operator inspection & the second is QC inspection. 相对于每一个特性的控制方法,第一栏为作业员检查.第二栏为品管员检查。 3.The first part every shift must be checked by QC and operator 每班首件必须由品管及作业员进检查
日期修订controlplannumber控制计划编号核准日期修订内容修订者partnumberlatestchangelevel零件号最新更改水平coreteam核心小组顾客工程批准日期需要partnamedescription零件名称描述供方工厂批准日期客户质量批准日期如需要supplierplant供方工厂suppliercode供方编号otherapprovaldate其它批准日期如需要part零件characteristics特性过程名称设备product产品process过程evaluation评价sample样本operation作业char
控制计划(control plan)

3
塑料喷射造型 1-5
18
Machine No.
1-5
19
控制计划(control plan)
工序特性
批准
发行日期:
姓名
日期
修订日期:
客户质量
供应商质量经理 供应商Mfg经理
修订本 : 记录:
控制计划文件中记载有有序的生产工序和控制。如果产品的特性是关键 特征(CF),那么要在上面打个‘*’号。
特性 产品特性
卡
器设定
5 pcs 1st piece
hourly
buy-off per run
x-bar-R chart Check Sheet
5 pcs
每小时
x-bar-R chart
1st Piece buyEach set-up off
Inspector verifies settings
1.45
隔离并调整
产品 /工序 规 格
度量方法
尺寸
方法 样品
频率
分析方法
风险因素: 0
Eff. Date: 修订日期:
Cpk
如果不在控制范围内 的反应
控制区域
*
外表
无瑕疵
*
固定孔位置
无瑕疵
流水线
缩痕 Hole "X&t piece buyoff 1st piece buyoff
Machine No. 1-5
Fixture #10 Machine No. 1-5
20
*
21
*
22 模具装备
尺寸 周长合适
25 ±1mm
Gap 3 ± .5mm
Gap 3 ± .5mm
Fixture #10 Check gap to fixture 4 locations
控制计划( Control Plan)

Prototype Production 样件量产Size 容量Freq.频率目视每托每批进料检验报告★光谱分析仪1个样块每批1.光谱分析报告2.核对供应商检验报告★1.拉力机2.布氏硬度计1件每批1.拉力检验报告2.布氏硬度检验报告3.核对供应商检验报告材料标识目视每托每批原材料色标标准看板10进料检验Process 过程铝锭表面清洁、无污垢,包装材料需防水,产品干燥。
按照原材料色标标准标识Reaction Plan 反应计划隔离、退货DIE CAST ALUMINUM ALLOY ANSI #383力学性能:抗拉强度≥310Mpa 屈服强度≥150Mpa 延伸率≥3.5%布氏硬度BHN ≥75隔离、退货1.隔离供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述隔离、拒收Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Pre-launch Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):DIE CAST ALUMINUMALLOY ANSI #383化学元素含量:Si9.5~11.5,Fe ≤1.3,Cu2-~3,Mn ≤0.5,Mg ≤0.1,Sn ≤0.15,Ni ≤0.3,Zn ≤3,其它≤0.5,剩余:AlCore Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法Key Contact /phone:主要联系人/电话 :铝锭外观顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》力学性能DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》材料成分Part/Proce ss Numb er 零件/过程编号控制计划 Control Plan表单编号:XX.T/ED-CP-01 版本号:A/0Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):XXX 汽车零部件有限公司样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):叉车隔离2.上报仓库主管3.重新标识4.重新放置样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员调整,合格后再生产;1.除气搅拌静置10分钟后开样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知生产相关负责人整改,合格后再生产;3.通知压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知修模组相关负责人整改,合格后再生产;3.上报压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):顶杆印顶杆凸出、凹进≤0.3mm样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员修模,合格后再生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Purpose
1.The mnufacture of quality product according to customer requirements. 2.Providing a structured approach for the design,selection and implementation of value-added control methods for the total system 3.For controlling the parts and processes 4.Assure that all process output will be in a state of control 5.Reflect a strategy that is resposive to these changing process conditions
6
Enter the identification number (Duns,Z-codes,GSDB…) as requested by the procuring organization
Format- Control Plan Column Description 7.Key contact /phone
13
Obtain the responsible supplier quality representative approval (if required)
Format- Control Plan Column Description 14.Other Approval/Date
14
Obtain any other agree upon approval (if required)
Format- Control Plan Column Description 9.Supplier/Plant Approval/Date
9
Obtain the responsible manufacturing plant approval(if requested)
Format- Control Plan Column Description 10.Date(Orig.)
Format- Control Plan Column Description 1.Prototype,pre-lauch,Production
1
Indicate the appropriate category
Format- Control Plan Column Description 2.Control Plan number
Format- Control Plan Column Description Characteristics
A distinguishing feature,dimension or property of a process or output (product) on which variable or attribute data can be collected. Use visual aids where applicable.
A member of ASE Group
Product Control Plan
Rev. 1 Nov-03-2004 Prepared by: 陳慧鳳 QMD/MQA3/QA3
Content
1. Purpose 2. Application phase and definition 3. Benefit 4. Relationship with related documents 5. Forml Plan Column Description 17.Machine ,Device,Jig,tools for Manufacturing
17
For each operation that is described,identified the processing equipment,e.g.,machine,device,jig,or other tools for manufacturing ,as appropriate.
Application phase and definition
1. Prototype(原型 原型) 原型 2. Pre-launch(試產 試產) 試產 3. Production(量產 量產) 量產
Benefit 1.在品質方面 在品質方面 減少浪費,改善產品之設計, 製造, 及組裝品質 •提供對於產品及製程完整的評估架構 • 指出製程之特性並幫助找出變異的來源 2.在客戶滿意方面 在客戶滿意方面 專注在產品與製程相關的特性 •適當的資源分配降低了成本且不犧牲品質
5
Enter the name of the company and the appropriate division/plant/department preparing the control plan
Format- Control Plan Column Description 6.Supplier Code
Format- Control Plan Column Description 12.Customer Engineering Approval/Date
12
Obtain the responsible engineering approval (if required)
Format- Control Plan Column Description 13.Customer Quality Approval/Date
Format- Control Plan Column Description 18.Number
18
Enter a cross reference number from all applicable documents such as , but not limited to,process flow diagram,numbered blue print, FMEAs, and sketches (computer generated or otherwise), if required.
7
Enter the name and telephone number of the primary contact responsible for the control plan
Format- Control Plan Column Description 8.Core Team
8
Enter the name(s) and telephone number(s) of the individual(s) responsible for preparing the control plan to the latest version. It is recommended that all of the team members’ names ,phone numbers, and locations be located on an attached distribution list.
2
Enter the control plan document no. used for tracking, if applicable
Format- Control Plan Column Description 3.Part Number/Latest Chabge level
3
Enter the number of the system, subsystem or component being controlled. When applicable, enter the latest engineering change level and /or issue date from the drawing specification
Format- Control Plan Column Description 15.Part/Process Number
15 15
This item number is usually referenced from the Process Flow Chart. If multiple part numbers exists(assembly), list the individual part numbers and their process accordingly.
10
Enter the date that the original control plan was complied.
Format- Control Plan Column Description 11.Date (Rev.)
11
Enter the date of the latest control plan updated.
Format- Control Plan Column Description 19.Product
19
The feature or properties of a part, component or assembly that are described on drawings or other primary engineering information. The core team should identify the special product characteristics that are a compilation of important product characteristics from all sources. All special characteristics must be listed on the control plan. In addition, the manufacturer may list other Product characteristics for which process controls are routinely tracked during normal operations.