聚合物加工原理-挤出机
挤出机的工作原理
挤出机的工作原理
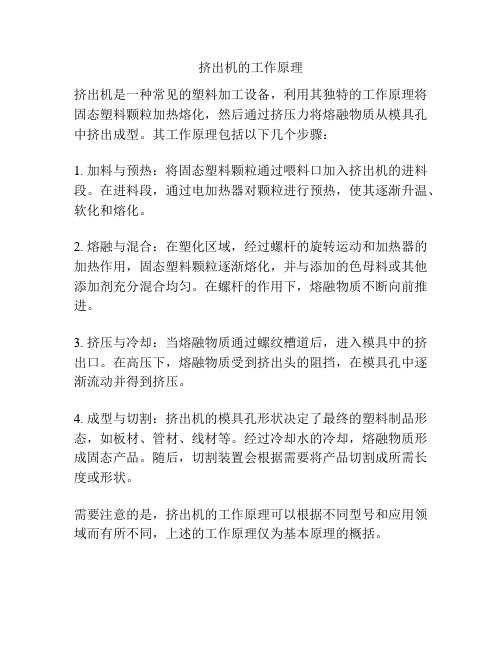
挤出机是一种常见的塑料加工设备,利用其独特的工作原理将固态塑料颗粒加热熔化,然后通过挤压力将熔融物质从模具孔中挤出成型。
其工作原理包括以下几个步骤:
1. 加料与预热:将固态塑料颗粒通过喂料口加入挤出机的进料段。
在进料段,通过电加热器对颗粒进行预热,使其逐渐升温、软化和熔化。
2. 熔融与混合:在塑化区域,经过螺杆的旋转运动和加热器的加热作用,固态塑料颗粒逐渐熔化,并与添加的色母料或其他添加剂充分混合均匀。
在螺杆的作用下,熔融物质不断向前推进。
3. 挤压与冷却:当熔融物质通过螺纹槽道后,进入模具中的挤出口。
在高压下,熔融物质受到挤出头的阻挡,在模具孔中逐渐流动并得到挤压。
4. 成型与切割:挤出机的模具孔形状决定了最终的塑料制品形态,如板材、管材、线材等。
经过冷却水的冷却,熔融物质形成固态产品。
随后,切割装置会根据需要将产品切割成所需长度或形状。
需要注意的是,挤出机的工作原理可以根据不同型号和应用领域而有所不同,上述的工作原理仅为基本原理的概括。
聚合物加工原理-挤出成型序论和固体输送(yan)

二、挤出成型设备
一 挤出机
挤出机
传动系统
挤压系统
加热冷却系统
1、挤压系统
挤压系统 — 加料
加料 — 料斗中的架桥和空心现象
挤压系统
固体输送 — 存在固体的输送率
压缩 — 熔融、排气、建立系统压力
熔融 — 机筒传热和物料的剪切热
混合 — 熔融、排气、建立系统压力
排气 — 空气、水蒸气、挥发份
2、流场分析
固体塞形貌
第二节 挤出成型理论
A-A机头Az Nhomakorabeay 0 x
A
第二节 挤出成型理论
2、流场分析
建立坐标: 静坐标建立在机 筒上; 动坐标建立在螺 杆上.
就是理论力学 中运动分析 原理
固体塞运动分析
V2 机头 VL V3 V1
θ
几种速度分析:
第二节 挤出成型理论
牵连速度V1 -动坐标相对于静坐标的速度。 相对速度V2 -物料相对于动坐标的速度。 绝对速度V3 -物料相对于静坐标的速度。 轴向速度VL -物料沿轴向移动速度。
生产过程中,螺杆挤出在很大程度上取代了开炼和密炼等常规工艺。 做为前处理工序:树脂输送、脱水、排气、干燥、预塑和造粒等 前处理工序中,无论是大型的树脂厂,还是中小型的制品厂,几乎 都采用了挤出工艺。 反应挤出 : 动态交联、发泡、接枝、嵌段、聚合反应等。
直接成型:直接挤出膜、板、管、丝和型材等制品。 坯料加工:中空吹塑、热成型等坯料的挤出加工 物料混合:在填充、增强、共混、改性等复合材料和聚合物合金
进行力和力矩的平衡计算
4、固体塞的输送角 (前进角) θ
F1是运动着的微元和机筒内壁面的摩擦力
聚合物加工原理
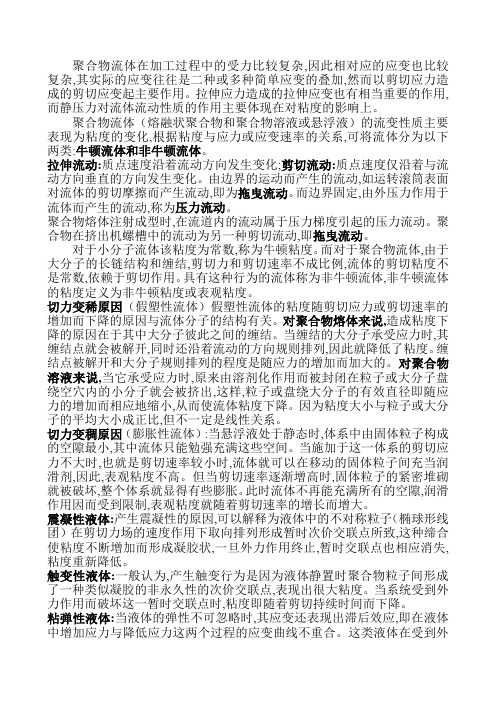
聚合物流体在加工过程中的受力比较复杂,因此相对应的应变也比较复杂,其实际的应变往往是二种或多种简单应变的叠加,然而以剪切应力造成的剪切应变起主要作用。
拉伸应力造成的拉伸应变也有相当重要的作用,而静压力对流体流动性质的作用主要体现在对粘度的影响上。
聚合物流体(熔融状聚合物和聚合物溶液或悬浮液)的流变性质主要表现为粘度的变化,根据粘度与应力或应变速率的关系,可将流体分为以下两类:牛顿流体和非牛顿流体。
拉伸流动:质点速度沿着流动方向发生变化;剪切流动:质点速度仅沿着与流动方向垂直的方向发生变化。
由边界的运动而产生的流动,如运转滚筒表面对流体的剪切摩擦而产生流动,即为拖曳流动。
而边界固定,由外压力作用于流体而产生的流动,称为压力流动。
聚合物熔体注射成型时,在流道内的流动属于压力梯度引起的压力流动。
聚合物在挤出机螺槽中的流动为另一种剪切流动,即拖曳流动。
对于小分子流体该粘度为常数,称为牛顿粘度。
而对于聚合物流体,由于大分子的长链结构和缠结,剪切力和剪切速率不成比例,流体的剪切粘度不是常数,依赖于剪切作用。
具有这种行为的流体称为非牛顿流体,非牛顿流体的粘度定义为非牛顿粘度或表观粘度。
切力变稀原因(假塑性流体)假塑性流体的粘度随剪切应力或剪切速率的增加而下降的原因与流体分子的结构有关。
对聚合物熔体来说,造成粘度下降的原因在于其中大分子彼此之间的缠结。
当缠结的大分子承受应力时,其缠结点就会被解开,同时还沿着流动的方向规则排列,因此就降低了粘度。
缠结点被解开和大分子规则排列的程度是随应力的增加而加大的。
对聚合物溶液来说,当它承受应力时,原来由溶剂化作用而被封闭在粒子或大分子盘绕空穴内的小分子就会被挤出,这样,粒子或盘绕大分子的有效直径即随应力的增加而相应地缩小,从而使流体粘度下降。
因为粘度大小与粒子或大分子的平均大小成正比,但不一定是线性关系。
切力变稠原因(膨胀性流体):当悬浮液处于静态时,体系中由固体粒子构成的空隙最小,其中流体只能勉强充满这些空间。
挤出机的工作原理

挤出机的工作原理
挤出机是一种广泛应用于塑料加工行业的设备,它可以将塑料颗粒加热融化后,通过挤压成型,制作成各种塑料制品。
挤出机的工作原理主要包括塑料熔化、挤出成型和冷却固化三个过程。
首先,塑料颗粒被输送到挤出机的进料口,经过一系列的传动装置和加热系统,塑料颗粒逐渐被加热融化,形成高粘度的熔融塑料。
在这个过程中,挤出机的螺杆会旋转推动熔融塑料向前移动,并且通过加热系统的控制,可以精确控制熔融塑料的温度和粘度,以满足不同塑料制品的要求。
接下来,熔融塑料被挤出机的螺杆推送至模头处,通过模头的设计和压力控制,塑料被挤压成型,形成所需的截面形状。
在这个过程中,挤出机的螺杆会施加高压力,使得熔融塑料能够充分填充模具的空腔,确保成型制品的尺寸和表面质量。
最后,挤出成型的塑料制品通过模头的出料口被挤出机拉伸和冷却固化,形成
最终的产品。
在这个过程中,挤出机会配备冷却系统,以确保塑料制品能够迅速冷却固化,保持其形状和尺寸稳定。
同时,挤出机也会根据需要配备拉伸装置,以调整制品的拉伸比例和性能。
总的来说,挤出机的工作原理是通过加热融化塑料、挤压成型和冷却固化三个
过程,将塑料颗粒加工成各种塑料制品。
通过精确的控制和调节,挤出机可以满足不同塑料制品的生产需求,广泛应用于塑料管材、板材、薄膜、型材等领域。
挤出机的工作原理的深入了解,有助于提高生产效率和产品质量,推动塑料加工行业的发展。
聚合物加工原理
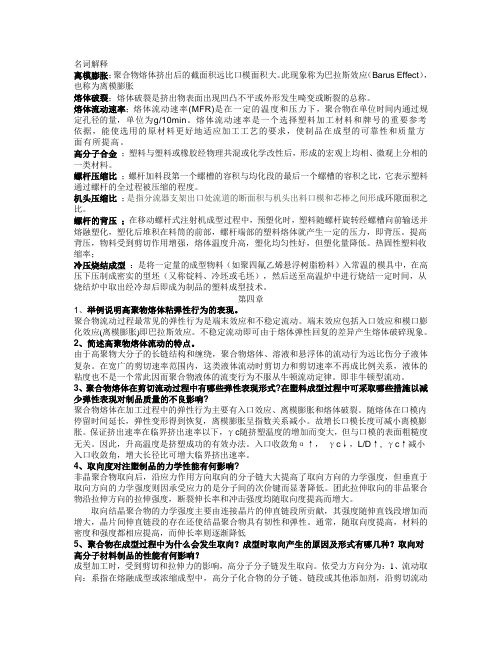
名词解释离模膨胀;聚合物熔体挤出后的截面积远比口模面积大。
此现象称为巴拉斯效应(Barus Effect),也称为离模膨胀熔体破裂;熔体破裂是挤出物表面出现凹凸不平或外形发生畸变或断裂的总称。
熔体流动速率;熔体流动速率(MFR)是在一定的温度和压力下,聚合物在单位时间内通过规定孔径的量,单位为g/10min。
熔体流动速率是一个选择塑料加工材料和牌号的重要参考依据,能使选用的原材料更好地适应加工工艺的要求,使制品在成型的可靠性和质量方面有所提高。
高分子合金;塑料与塑料或橡胶经物理共混或化学改性后,形成的宏观上均相、微观上分相的一类材料。
螺杆压缩比;螺杆加料段第一个螺槽的容积与均化段的最后一个螺槽的容积之比,它表示塑料通过螺杆的全过程被压缩的程度。
机头压缩比;是指分流器支架出口处流道的断面积与机头出料口模和芯棒之间形成环隙面积之比。
螺杆的背压;在移动螺杆式注射机成型过程中,预塑化时,塑料随螺杆旋转经螺槽向前输送并熔融塑化,塑化后堆积在料筒的前部,螺杆端部的塑料熔体就产生一定的压力,即背压。
提高背压,物料受到剪切作用增强,熔体温度升高,塑化均匀性好,但塑化量降低。
热固性塑料收缩率;冷压烧结成型:是将一定量的成型物料(如聚四氟乙烯悬浮树脂粉料)入常温的模具中,在高压下压制成密实的型坯(又称锭料、冷坯或毛坯),然后送至高温炉中进行烧结一定时间,从烧结炉中取出经冷却后即成为制品的塑料成型技术。
第四章1、举例说明高聚物熔体粘弹性行为的表现。
聚合物流动过程最常见的弹性行为是端末效应和不稳定流动。
端末效应包括入口效应和模口膨化效应(离模膨胀)即巴拉斯效应。
不稳定流动即可由于熔体弹性回复的差异产生熔体破碎现象。
2、简述高聚物熔体流动的特点。
由于高聚物大分子的长链结构和缠绕,聚合物熔体、溶液和悬浮体的流动行为远比伤分子液体复杂。
在宽广的剪切速率范围内,这类液体流动时剪切力和剪切速率不再成比例关系,液体的粘度也不是一个常此因而聚合物液体的流变行为不服从牛顿流动定律。
聚合物成型加工原理
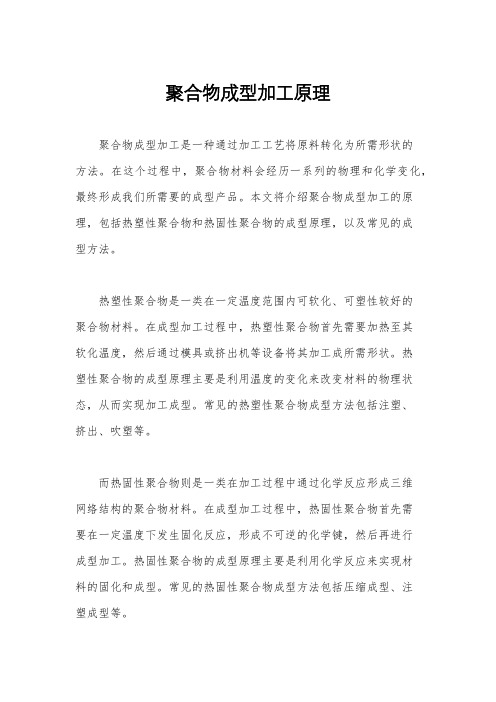
聚合物成型加工原理聚合物成型加工是一种通过加工工艺将原料转化为所需形状的方法。
在这个过程中,聚合物材料会经历一系列的物理和化学变化,最终形成我们所需要的成型产品。
本文将介绍聚合物成型加工的原理,包括热塑性聚合物和热固性聚合物的成型原理,以及常见的成型方法。
热塑性聚合物是一类在一定温度范围内可软化、可塑性较好的聚合物材料。
在成型加工过程中,热塑性聚合物首先需要加热至其软化温度,然后通过模具或挤出机等设备将其加工成所需形状。
热塑性聚合物的成型原理主要是利用温度的变化来改变材料的物理状态,从而实现加工成型。
常见的热塑性聚合物成型方法包括注塑、挤出、吹塑等。
而热固性聚合物则是一类在加工过程中通过化学反应形成三维网络结构的聚合物材料。
在成型加工过程中,热固性聚合物首先需要在一定温度下发生固化反应,形成不可逆的化学键,然后再进行成型加工。
热固性聚合物的成型原理主要是利用化学反应来实现材料的固化和成型。
常见的热固性聚合物成型方法包括压缩成型、注塑成型等。
除了热塑性和热固性聚合物的成型原理外,还有一些其他的成型方法,如挤压成型、发泡成型、旋转成型等。
这些成型方法都是根据聚合物材料的特性和加工要求来选择的,每种方法都有其独特的成型原理和适用范围。
总的来说,聚合物成型加工的原理是通过控制温度、压力、化学反应等因素,将聚合物材料加工成所需形状的过程。
不同类型的聚合物材料和不同的成型方法都有其特定的成型原理,只有深入理解这些原理,才能更好地掌握聚合物成型加工技术,实现高质量的成型产品。
在实际应用中,我们需要根据具体的产品要求和材料特性来选择合适的成型方法,并且合理控制加工参数,以确保成型产品的质量和性能。
同时,还需要不断探索和创新,不断改进成型工艺,以适应不断变化的市场需求和技术发展。
通过深入研究聚合物成型加工的原理,不断提高我们的技术水平和创新能力,为聚合物成型加工行业的发展做出贡献。
挤出机原理

挤出机原理
挤出机是一种常用的塑料加工设备,其原理是利用螺杆旋转将塑料颗粒加热、
熔化,并通过一定的压力将熔融塑料挤出成型。
挤出机的工作原理可以分为三个主要步骤,加料、熔化和挤出。
首先,塑料颗粒被输送到挤出机的进料口,然后通过螺杆的旋转和推进,塑料
颗粒被逐渐推送到机筒的加热区。
在加热区,塑料颗粒受到高温加热,逐渐熔化成为熔融状态的塑料熔体。
同时,螺杆的旋转还起到了混合和均匀加热的作用,确保塑料熔体的温度和性能均匀一致。
接下来,熔化的塑料熔体被推送到机筒的压力区,通过螺杆的旋转和挤压,塑
料熔体受到一定的压力,使其在机筒内得到进一步的挤压和塑形。
在这个过程中,塑料熔体的温度和压力得到了精确的控制,以确保挤出成型的塑料制品具有良好的物理性能和外观质量。
最后,经过压力区的挤出成型后的塑料制品通过模具头,按照模具的形状和尺
寸得到所需的成型产品。
挤出成型的塑料制品可以是管材、板材、薄膜、型材等不同形状和尺寸的制品,广泛应用于塑料加工行业。
总的来说,挤出机的工作原理是通过螺杆的旋转和推进,将塑料颗粒加热、熔化,并通过一定的压力将熔融塑料挤出成型。
这种工作原理简单高效,能够满足不同形状和尺寸的塑料制品的生产需求,是塑料加工行业中不可或缺的重要设备之一。
聚氨酯成型挤出机原理
聚氨酯成型挤出机原理聚氨酯成型挤出机是一种重要的工业设备,广泛应用于聚氨酯制品的生产过程中。
其原理是利用挤出机对聚氨酯材料进行加热、混合、压缩和成型,从而制造出各种形状和尺寸的聚氨酯制品。
本文将介绍聚氨酯成型挤出机的工作原理及其在生产中的应用。
首先,聚氨酯成型挤出机主要由供料系统、加热系统、挤出系统和成型系统组成。
在工作时,将聚氨酯原料通过供料系统输送至挤出机内部,同时加热系统对原料进行加热使其变软并易于挤出。
挤出系统中的螺杆则通过旋转将加热后的聚氨酯原料压缩并向前推进,最终通过成型系统成型为所需的产品。
挤出机的工作原理主要包括以下几个步骤:1. 加料聚氨酯原料经过供料系统输送至挤出机内部。
通常,原料由两种或多种不同成分的混合物组成,需要在挤出机内混合均匀。
2. 加热加热系统对原料进行加热,使其达到适当的温度。
聚氨酯原料在一定温度下会变软并易于挤出,同时加热也有助于提高产品的密度和均匀性。
3. 挤出挤出系统中的螺杆通过旋转将加热后的聚氨酯原料压缩并向前推进,同时也可以将不同成分的原料混合均匀。
挤出系统的压力和温度都需要严格控制,以确保产品的质量和性能。
4. 成型成型系统根据产品的形状和尺寸进行设计,通过模具将挤出的聚氨酯原料塑造成所需的产品形状。
成型过程中需要严格控制温度和压力,以确保产品的成型质量。
聚氨酯成型挤出机在生产中具有广泛的应用。
它可以制造各种聚氨酯制品,如聚氨酯板材、管材、型材、以及发泡聚氨酯制品等。
由于挤出机具有高效、自动化生产的特点,可以大大提高生产效率和产品质量,降低生产成本,因此在工业生产中得到了广泛的应用。
综上所述,聚氨酯成型挤出机通过加热、混合、压缩和成型等工艺步骤,实现了对聚氨酯原料的加工和成型,广泛应用于聚氨酯制品的生产过程中。
其工作原理简单清晰,操作方便,能够满足各种复杂产品的生产需求,是现代工业中不可或缺的重要设备之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、挤出机的组成
(1)挤压系统:由料筒和螺杆组成。 作用:塑化、熔融、定温、定压、定量挤出。 (2)传动系统:提供扭矩和转速。 (3)加热冷却系统 (4)控制部分:由各种电器、仪表和 执行机构 (5)机头:成型一定的几何截面和尺寸。 (6)定型装置:冷却和压力,保证制品的尺寸和形状 (7)冷却装置 (8)牵引装置 (9)切割装置 (10)卷取装置 一般称1到3为主机,4到10为辅机。
三、螺杆的主要参数
1、螺杆直径 2、螺杆的长径比 3、螺槽深度 4、压缩比:指螺杆第 一个螺槽的容积和 均化段最后一个螺 槽的容积之比 5、螺纹螺距(S) 6、螺纹升角(ø )
电磁化螺杆数目:单螺杆挤出机和多螺杆挤出机。 (2)按是否排气:排气挤出机和非排气挤出机。 (3)按螺杆的有无:螺杆挤出机和无螺杆挤出机。 (4)螺杆的空间位置:卧式挤出机和立式挤出机。
常用挤出机:卧式单螺杆非排气或排气挤出机。
二、单螺杆挤出机的主要参数
1、螺杆直径(D)指螺杆外径 2、螺杆长径比(L/D) 螺杆工作部分的长度与螺杆直径直径的比 3、螺杆转速 4、驱动电机功率 5、料桶加热段数 6、料桶加热功率 7、挤出机生产率 8、挤出机中心高 9、机器的外型尺寸
第三章 挤出机
挤出机成型特点及产品
1. 2. 3. 4.
生产过程连续。 生产效率高。 应用广泛。 投资少、收效快。
可以生产: 管材、棒材、板材、薄膜、单丝、电线、电 缆、异型材,以及中空制品等。
挤出机的工作原理
将塑料加热,使之呈粘流状态,在加 压的情况下,使之通过具有一定形状的 口模而成为截面与口模形状相仿的连续 体,然后通过冷却,使其具有一定几何 形状和尺寸。由于温度的降低,塑料由 粘流态变为高弹态,最后冷却定型为玻 璃态,得到所需要的制品.