数控加工过程中“刀具半径补偿”应用探讨
数控铣削加工中刀具半径补偿和刀具位置补偿的应用技巧

数控铣削加工中刀具半径补偿和刀具位置补偿的应用技巧摘要:数控机床是21世纪新兴的科技,它有别于传统机床加工的方式,拥有着生产效率高、加工精度高、自动化程度高的数控机床加工方式是如今工业生产中普遍使用的方式。
这其中最有成效的便是在高铁动车的零件生产方面。
而在数控机床对高铁动车的零件进行铣削时,刀具的半径补偿是一个重点问题,如何进行正确的编程与计算一直都是工作人员大力研究的方向,只有正确地掌握了刀具的半径补偿的方式,才能更好的进行工件的铣削,能够大大的提高其加工精度和生产效率。
关键字:数控铣削;刀具半径补偿;刀具位置补偿;参数设置;高铁动车引言:高铁动车在行驶时,时速可达到300~400Km/h,所以其零件的质量必须要有保证。
而在数控铣削中,要想提高产品的加工精度,需要刀具呈现出一个拥有半径较小的圆弧。
但是在实际工作过程中,刀尖作为一个理想点,所以对于圆弧刀具来说,刀尖的落点便是圆心。
如果工作人员不进行刀具的半径补偿,那么需要很大的工作量来计算出圆弧刀具的实际工作路线,以便于能够得到想要的加工产品。
不过这种方式在编写程序时计算量很大并且非常复杂。
而如果利用了刀具的刀尖圆弧半径补偿和刀具的位置补偿,那么便可以很好的减小工作人员编程时的工作量并且也能够大大提高产品的精度。
一、刀具半径补偿的简介在数控机床的加工过程中,刀具补偿半径是控制刀具的刀尖做何种运动的方法。
在现如今高铁动车零件的生产过程中,工作人员都是按照所需要加工的工件的外框进行程序的编制,所以在加工工件的内框时,需要将刀具的刀尖向工件的内侧做一个刀具半径的偏移;在加工工件的外框时,需要将刀具的刀尖向工件的外侧做一个刀具半径的偏移。
刀具的半径偏移是由两条指令控制的,当刀尖的加工路线在工件外框的右边时,用G42指令实现并且称之为右刀补;当刀尖的加工路线在工件外框的左边时,用G41指令实现并且称之为左刀补。
二、刀具补偿的应用技巧1、刀尖圆弧半径补偿在数控机床的加工过程中,所使用的刀具一般都是刀尖为0.4~1.6毫米左右的圆弧刀尖,不可能只是一个点。
数控系统的刀具半径补偿研究

数控系统的刀具半径补偿研究篇一前段时间,厂里接了一批新活儿,要加工一批形状复杂的精密零件。
我一看图纸,心里就犯嘀咕,那些弯弯绕绕的轮廓,这可咋整呢?这时候,就想到了数控系统里的刀具半径补偿这个功能,要是能把它研究透了,这活儿干起来肯定顺手不少。
说干就干,我先打开数控系统的操作手册,看着那些密密麻麻的参数和说明,脑袋都大了一圈。
但没办法,硬着头皮上呗!我试着在机床上输入一些简单的补偿数值,看看刀具的运行轨迹有啥变化。
刚开始,那刀具就像喝醉了酒的大汉,完全不按我想的路线走,要么多切了,要么少切了,零件被弄得坑坑洼洼,报废了好几个,可把我心疼坏了。
我就琢磨着,是不是我对刀具半径补偿的原理还没吃透呢?于是,我找了个安静的角落,拿着纸笔,像个小学生做数学题一样,一笔一划地画着刀具和工件的示意图,计算着补偿量应该怎么确定。
这时候,旁边的老师傅路过,看我愁眉苦脸的样子,笑着说:“小伙子,别着急,这刀具半径补偿啊,就像你走路,得知道自己的步子大小,还得看清路的宽窄。
”听了老师傅的话,我好像有点开窍了。
我重新回到机床前,仔细地测量刀具的半径,精确到小数点后好几位,就像给刀具做体检一样,一点都不敢马虎。
然后,根据零件的图纸尺寸,小心翼翼地计算补偿值,反复核对了好几遍。
再次启动机床,眼睛紧紧地盯着刀具的运动,手里还攥着一把汗。
嘿,这次刀具的轨迹看起来顺多了,虽然还不是完全准确,但至少零件的形状有点模样了。
我又不断地调整补偿参数,一点点地微调,就像调收音机的频道一样,慢慢地找那个最清晰的信号。
每调整一次,就加工一个小试件,看看效果。
经过一下午的折腾,终于加工出了一个合格的零件。
我拿着那个零件,左看右看,心里别提多高兴了,就像自己得了个宝贝似的。
通过这次经历,我算是明白了,数控系统的刀具半径补偿可不是个简单事儿,得有耐心,还得有钻研精神。
以后再遇到类似的复杂零件加工,我就不怕了,因为我已经掌握了这个“秘密武器”。
而且,我还把这次的经验写成了笔记,准备分享给车间的其他工友,让大家以后都能少走些弯路,把活儿干得又快又好。
刀具半径补偿的探讨

THE END!
孔径为Φ30mm, 加工后得到孔径 为Φ30.08mm
结论
经过探讨后,三菱系统中修改刀具半径补偿试验,以 G41模式下顺铣条件下,得出刀具半径补偿值中以半径尺 寸补偿来进行修改参数后,得到了参数修改为正值时,机 床是给予不执行补偿,参数修改为负值时,机床是给予执 行补偿;以半径磨损补偿进行修改参数后,得到了参数修 改为正值或负值时,机床到会给予执行补偿; 得到了在加工过程中,刀具半径磨损补偿比半径尺寸 补偿相对稳定;在控制刀补中可以以刀具磨损数值进行修 改刀补,体现准确性好;以后加工中刀具补偿值以刀具半 径磨损补偿作为修改;
刀具半径 补偿
刀具半径尺寸补偿:
如:加工孔径为Φ30mm,刀具半径尺寸补偿为-0.09mm, 加工如图;
半径尺寸 - 0.09mm
在G模式简易显 示状态下,刀具 半径尺寸补偿数 值在显示器上突 显,给予执行补 偿;
孔径为Φ30mm, 加工后得到孔径 为Φ30.09mm
如:加工孔径为Φ30mm,刀具半径尺寸补偿为+0.05mm, 加工如图;
Wear表示磨损
在G模式简易 显示状态下, 刀具半径磨损 补偿数值在显 示器上突显, 给予执行补偿;
孔径为Φ30.0mm, 加工后得到孔径 为Φ30.0mm,所 以工件加工不到
如:加工孔径为Φ30mm,刀具半径尺寸补偿为-0.080, 加工如图;
半径磨损 -0.08
在G模式简易显示 状态下,刀具半径 磨损补偿数值在显 示器上突显,给予 执行补偿;
刀具补偿分为刀具长度补偿和刀具半径补偿
什么是刀具半径补偿
在零件轮廓的加工过程中,数控系统的控制对象是加 工刀具的中心点。在加工零件轮廓时,数控系统必须使刀 具中心在零件轮廓的法矢量方向上偏移一个刀具半径值, 这种偏移操作就称为刀具半径补偿。 刀具半径补偿就是根据零件轮廓计算出刀具中心轨迹 的操作
刀具半径补偿在数控车床中的应用

¨
刀 具 半 径 补 偿 在 数 控 车 床 中 的 应 用
◆ 文 /吴 昌 海
L一
中国毒新 技术企 业
I 要】 摘
刀具 半 径 补偿 功 能 的使 用一 直 是数 控 加 . Y -中的 编 程要 点 ,本 文 着 重讨 论 了通 过 利 用 刀具 半 径 补 刀具 半 径补 偿 程 序
图 1
G7 的 分 刀 轨 迹 示 意 3
每 一 点 的 吃 刀 量 都 不 同 , 迹 与 z轴 夹 角 越 小 吃 刀 量 越 小 。 以 轨 所
补 偿 指 令 C 1 或 G 2 和 D 以 外 的 D 代 码 ( 门 子 系 统 调 用 刀 具 通 常 我 们 通 过 计 算 节 点 加 工 余 量 在 x 轴 和 z 轴 上 的 分 量 , 上 成 品 , ( - 4 4 ) O 西 加 偏 置 . 为 取 消 刀 具 偏 置 ) 令 数 控 系 统 进 入 偏 置 状 态 , 此 指 令 移 轨 迹 点 的 坐 标 值 进 行 循 环 加 工 程 序 的 编 制 。 这 种 编 程 方 法 需 要 大 量 O D , 用 动刀 具 就称 为 刀具 半 径 补偿 的起 刀 。 的 动 向 . 总 是 与 切 削 表 面 法 向 上 的 半 径 矢 量 重 合 。 因 此 , 偿 的 基 它 补 的 计 算 . 便 是 在 计 算 机 上 通 过 C D 软 件 查 询 坐 标 和 向 量 值 , 很 即 A 也 利 用 刀 具 半 径 补 偿 功 能 进 行 循 环 程 序 的 编 制 将 避 免 类 似 G 3这 7 12 偏 置 功 能 ( 补 ) 建 立 。 偿 的 原 则 取 决 于 刀 尖 圆 弧 中 心 容 易 出 错 。 . 刀 的 补 准 点 是 刀 尖 中 心 。 通 常 , 具 长 度 和 刀 尖 半 径 的 补 偿 是 按 一 个 假 想 种 各 部 位 切 深 不 均 匀 的 情 况 . 时 比 计 算 节 点 向 量 进 行 分 刀 循 环 的 刀 同
探讨如何正确使用刀具半径补偿

探讨如何正确使用刀具半径补偿摘要:本文针对数控编程加工过程中刀具半径补偿编程常出现的过切(错误)问题,探讨刀具半径补偿功能应用的规律,从而能够正确使用刀具半径补偿功能,保证工件达到加工尺寸要求。
关键词:刀具半径补偿引言数控加工具有加工精度高、效率高等特点,掌握刀具半径补偿的方法,灵活应用刀具半径补偿功能,合理设置刀具半径补偿值,是保证精度和质量的重要因素。
在数控编程的过程中,经常会出现一些刀具半径补偿功能应用上的错误,导致产生过切等现象,可见,刀具半径补偿功能是值得我们探讨的问题。
一、刀具半径补偿的应用1、刀具半径补偿原理数控机床在加工过程中,它所控制的是刀具中心的轨迹。
在数控编程时,可以根据刀具中心的轨迹进行编程,这种编程方法称为刀具中心编程。
对于简单的图形可以采用刀具中心编程,但当刀具有磨损或刀具不标准(偏大或偏小)导致加工工件值不标准,达到尺寸精度必须修改编程程序。
如果加工形状复杂的工件,还是选用刀具中心编程会给计算节点带来很大工作量,而且往往造成由于节点计算误差影响加工尺寸精度,那么我们可以利用理论轮廓编程,即按图形的实际轮廓(实际节点尺寸)进行编程。
采用理论轮廓编程,按零件轮廓编制的程序和预先设定的偏置参数(刀补值),数控装置就会自动生成刀具中心轨迹,使刀具偏离工作轮廓一个刀具半径值,从而得到刀具加工的实际轮廓,这种功能称为刀具半径补偿功能。
2、刀具补偿的过程及作用数控系统的刀具补偿是将计算刀具中心轨迹的过程交由CNC系统执行,编程时不考虑刀具半径,直接根据零件的轮廓形状进行编程,而实际的刀具半径则放在一个可编程刀具半径的偏置寄存器中,在加工过程中,CNC系统根据零件程序和刀具偏置寄存器中的刀具半径自动计算刀具中心轨迹,完成对零件的加工。
刀具半径补偿的作用:⑴当刀具的磨损或因换刀引起的刀具半径变化时,不需要重新编程也不用修改零件程序,只需修改刀具半径寄存器中的刀具半径值。
⑵加工余量的预留可通过修改偏置参数实现,而不必为粗、精加工各编制一个程序。
浅谈车床加工刀具半径补偿与应用

浅谈车床加工刀具半径补偿与应用笔者在文中对刀具补偿的概念进行了阐述,分析了刀具补偿的原因以及具体补偿功能的方法和应用,并提出了数控车床中刀具半径补偿应用的注意事项,以期为提高工件的加工精度和加工效率起到促进作用。
标签:刀尖圆弧半径补偿;刀具位置补偿;数控车床;应用;注意事项0 引言在实际加工过程中,车床的刀尖要呈半径不大的圆弧,这样才能提高刀具的使用寿命和工件表面的加工精度。
但是在编制程序时,刀尖被看作是个理想的假想点,对圆弧车刀而言,刀位点即圆弧的圆心。
如果不使用补偿功能,编程时必须要计算出圆弧刀刃的实际运动轨迹中心,这样会让系统计算量大,运算复杂,而且无法保证工件的加工精度。
另外,如果刀尖的强度小、磨损快,那么刀刃很容易向圆弧形方向转变,造成加工的偏差现象。
在近几年,随着国内诸多生产线将刀具补偿技术大范围应用,使车床提高了加工精度和编程效率,并且使用刀尖圆弧半径补偿和刀具位置补偿功能,能够消除加工过程中对零件切削形状误差的影响,因此值得在生产一线推广。
1 刀具半径补偿概述在实际加工中,当刀尖半径发生变化后,如刀具磨损、刃磨、更换刀具等,编程人员会首先通过对工件的外形尺寸和刀具半径的计算,然后才能得出刀具中心运动轨迹的中心,实际操作过程耗费人力、物力,且计算结果的精确性性不高。
当操作人员需要更换刀具时,要重新计算刀具半径,找到刀具的运动轨迹中心,如果工件外形简单则工作量不大,但是若遇到外形复杂的,加工难度将变得非常大。
实际生产加工时,根据加工精度要求,在不同的阶段必须求出刀具相应的轨迹运动中心,这样加工成本也进一步提高。
面对这样的种种问题,我们提出一种刀具半径补偿的方法,不用修改原来的编程,只需改变刀具参数中的R值就可以解决这一问题,并且操作非常方便。
在数控车床中,编制刀具半径补偿的程序具有一定的难度,但是在其加工应用中将带来很多便利,补偿的实际效果也非常有效,具有便于操作,节约成本等优势。
2 车床加工刀具半径补偿应用2.1 刀尖圆弧半径补偿为了保证刀尖的强度,降低加工表面的粗糙度,所以多数车床中刀具的刀尖不可能是一个点,而是一段半径为0.4—1.6mm圆弧。
加工中心中刀具半径补偿的有关问题
加工中心中刀具半径补偿的有关问题摘要:本文主要介绍了零件在铣削加工中心加工时刀具的半径补偿的有关常见问题。
关键词:刀具半径补偿。
刀具半径补偿是数控铣削加工中的常用功能,本文就数控铣削加工中刀具半径补偿的建立和取消、刀具半径补偿量的指定和计算方法、刀具半径补偿功能的应用等进行了介绍。
在加工中心上进行工件轮廓的数控铣削加工时,由于存在刀具半径,使得刀具中心轨迹与工件轮廓(即编程轨迹)不重合。
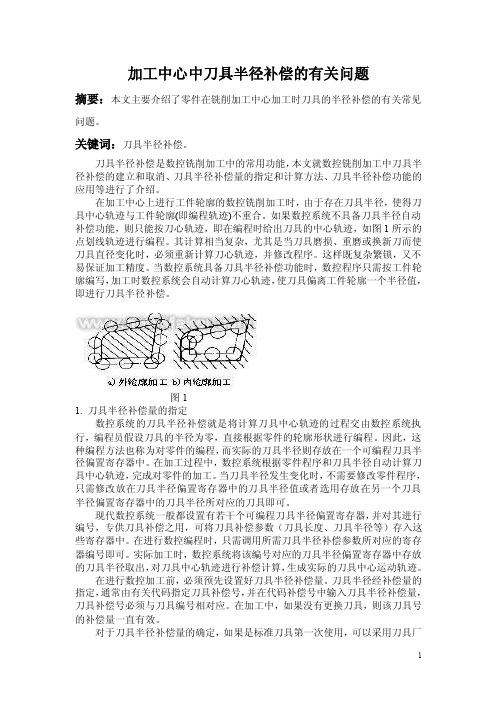
如果数控系统不具备刀具半径自动补偿功能,则只能按刀心轨迹,即在编程时给出刀具的中心轨迹,如图1所示的点划线轨迹进行编程。
其计算相当复杂,尤其是当刀具磨损、重磨或换新刀而使刀具直径变化时,必须重新计算刀心轨迹,并修改程序。
这样既复杂繁锁,又不易保证加工精度。
当数控系统具备刀具半径补偿功能时,数控程序只需按工件轮廓编写,加工时数控系统会自动计算刀心轨迹,使刀具偏离工件轮廓一个半径值,即进行刀具半径补偿。
图11. 刀具半径补偿量的指定数控系统的刀具半径补偿就是将计算刀具中心轨迹的过程交由数控系统执行,编程员假设刀具的半径为零,直接根据零件的轮廓形状进行编程。
因此,这种编程方法也称为对零件的编程,而实际的刀具半径则存放在一个可编程刀具半径偏置寄存器中。
在加工过程中,数控系统根据零件程序和刀具半径自动计算刀具中心轨迹,完成对零件的加工。
当刀具半径发生变化时,不需要修改零件程序,只需修改放在刀具半径偏置寄存器中的刀具半径值或者选用存放在另一个刀具半径偏置寄存器中的刀具半径所对应的刀具即可。
现代数控系统一般都设置有若干个可编程刀具半径偏置寄存器,并对其进行编号,专供刀具补偿之用,可将刀具补偿参数(刀具长度、刀具半径等)存入这些寄存器中。
在进行数控编程时,只需调用所需刀具半径补偿参数所对应的寄存器编号即可。
实际加工时,数控系统将该编号对应的刀具半径偏置寄存器中存放的刀具半径取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心运动轨迹。
刀具半径补偿在数控铣床加工中的应用

廓, 刀位点必须偏移零件 轮廓一个刀具半径 , 这种偏
移 偿 的作 用 -
在 数控 铣 床上进 行 工件 轮廓 的铣 削 加工 时 , 由于 立 铣刀 的刀 位 点在底 面 中心 点 .如不 考 虑刀 具半 径 ,
直接按照工件轮廓编程虽然 比较方便 , 但加工 出的零 件尺寸 比图样要求小一圈( 加工外轮廓) 或大一圈( 加 工 内轮廓)如图 1 , 所示 。要想加工出合格的零件 , 必 须 按 刀心轨 迹 进行 编程 。
G 1G 2的判断方法 : 4 、4 ①刀具半径左补偿 G 1 4,
即沿 刀具 进 刀 方 向看 ,刀 具 中心偏 在 零 件 轮 廓 的左
1 刀具半径 补偿 的原理
11 刀具 半径 补偿 的概 念 . 由于刀 具 总有一 定 的刀 具半 径 , 在零 件 轮廓 加工
过 程 中 。 具 刀位点 的运 动轨 迹 并不 是零 件 的实 际 轮 刀
时, 必须重新计算刀心轨迹 , 并修改程序 。 这样既复杂 繁锁 , 不易 保证 加工 精度 。应 用 刀具半 径 补偿 功 能 又 时. 就可 以忽略刀具半径 , 直接用零件轮廓编程 , 然后 把刀具半径补偿放在补偿寄存器里。 刀具磨损 、 重磨 、 换新刀 、 粗精加工等 , 只需更改刀具半径补偿值 , 并不 需要 更 改加 工程 序 。实践 证 明 , 确合 理使 用 刀具 半 正
刀具 半径 补偿在数 控铣床
张景霞 , 李泉 海
T. 中的应 用
( . 顺矿 业集团技 师学院, 1 抚 辽宁 抚顺 1 30 ;. 1 0 82沈阳农业 大学, 沈阳 1 06 ) 18 6 摘要 : 刀具半径补偿指令 是数控铣床编程与加工 中应用最广 最重要的指令 , 正确 、 理地 使用刀具半径补偿 对于复杂零件 简化编 合 程计算和提高零件精度具有举足轻重的作用。介绍刀具半径补偿 原理 , 以实例说 明刀具半径补偿的过程。 关键词 : 刀具半径 ; 补偿 ; 过切 ; 刀心轨迹 中图分类号 :G 4 T 57 文献标识码 : A 文章编号 :6 4 16 (0 11— 0 0 0 17 — 112 1)2 0 1— 4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键 词 : 数控铣床 ; 刀具半 径补偿 ; 探讨 ; 注意事项
中图分 类号 :G 1 T T
在应用数控铣床进行零件加工时 , 对加工余量
的铣 削 , 往采 用手 动方 式完 成 。因此 , 工 端面 的 往 加
2 数 控加 工 中 “ 具 半 径 补偿 " 刀 在零
பைடு நூலகம்
表面粗糙度就不尽人意 , 对于加工零件 的整体效果 影响相 当大 。但如果采用 另编程序完成加工 , 则显 得复杂且效率低下。在建立 、 执行刀补后 , 由数控系 统 自动计算 、 自动调整 刀位点 到刀具 的运 动轨迹。 当刀具磨损或更换后 , 加工程序不变, 只需更改程序 中刀具补偿的数值。刀具补偿使用简单方便 , 能极 大提高编程 的工作效率。数控加工中主要有以下 四
参数设置值放大 , 例如,m 刀具 中心就在离轮廓 6 m,
所谓刀具半径补偿指 当用半 径为 R的圆柱铣 刀铣削工件轮廓时 , 如果机床不具备刀具半 径补偿 功能 , 编程人员就要按照离开轮廓距离为 R的刀具 中心运动轨迹的坐标值 进行 编程 。显然 , 】 涉及到
一
半径补偿 的定义 , 以轮廓坐标值 编程。但要利用 刀 具半径补偿 , 使刀具中心沿轮廓线 自动调整 出刀具
一
葛小 霞 r
( 兰州理工大学 机 电学 院工程训练 中心 , 甘肃 兰州 7 0 5 ) 30 0
摘
要 : : 了数控铣床上 刀具半径 补偿 的定义 、 目的 介绍 应用 及在 建立 刀具半径 补偿 时的注意事 项等 ; 方法 : 运用 了
文献 资料法和实验法 ; 结论 : 通过介 绍使 编程人员或学生对数控 实际加 工中刀具半径补偿 常出现的问题 有效避免 。
N1 0 G 40 1
廓坐标值进行编程计算 , 而数控系统能够根据 轮廓 和刀具半径 R的数值 自动计算 出刀具 中心 的运 动 轨迹 , 使刀具沿轨迹移动 , 加工 出符合半径补偿一般 要求的轮廓 , 刀具适用 于铣刀类刀具 。用 铣刀加 工
工件的外轮廓或内轮廓时 , 采用刀具半径补偿。
径, 而只根 据工 件 尺寸进 行编程 , 后把 刀具半 径作 然
置补偿 和夹角补偿 ( 主要用 于 加工 中心 和数 控铣 床) 。它们基本上能解决加工过程 中因刀具形状 …
而产 生 的轨迹 问题 。根 据 教 学 经 验 , 刀具 半 径 补 就 偿在 零件 加工 余 量铣 削时 的应用 进 行 了探讨 。
半径 R的距离 , 加工出符合要 求的轮廓来。如 , 加 工 中间突出 5 m, m 直径 q 0 m 的零件 ,  ̄m 3 程序如下 : ( 刀具直径为 8 m 。 a r )
N1 4 G9 0 G5 0
N2 3 S1 o F 0 O M0 O0 2 0 N3 8 O MO
系列的计算 问题远 比根据轮廓坐标值进行编程要
来 的复杂 。再 加上 刀 具 磨 损 和 刃 磨 后 , 具 半 径 减 刀
小, 编程又要根据新数据进行 , 这对批量生产 时 , 影 响较大。刀具半径补偿就是让 编程人员根据工件轮
N4 O 5, 一2 0 G 0 X1 Y 2 N5 01 Z一5 OG N6 4 1 0 G 2 D0 N7 0 5 , 0 0 G 1 X1 Y N8 o 5 Y O G 3 Xl 0 N 0 G 1 X1 Y2 9 0 5, 2 N1 o G 1 z o 0 2
第2卷 4
第 2 期 4
甘肃 科技
Ga s c e c n e h o n u S in e a d T c n
l 2 No 2 f 4 . . 4
20 0 8年 1 2月
D c 2 o e. 08
数 控 加 工 过 程 中“ 具 半 径 补 偿 ’ 用 探 讨 刀 ’ 应
件轮廓进行编程, 因此 , 现代 G G数控机床几乎都 N 采用 C功能刀 具 半 径 补偿 。当采 用 C 功 能 刀具 半 径补偿时 , 要求在建立刀具半径补偿程序段的后续 两个程序段 中, 必须含有指定补偿平 面的位移指令 ( 0 、 0 ,0 、 0 G 0 G 1G 2 G 3等 ) 否则无法建立正确 的刀 , 具半径补偿。 () 5 设置刀具 半径补偿参数值 不是无 限放 大 的。当加工余量较大, 但参数已是最大值时, 就无法
9 8
甘
肃
科
技
第2 4卷
N 2 0 10M 5 N10M 9 3 0 N 4 3 10M 0 程序 中 N 0语句, 0 6 D 1即为刀具半径补偿 , 在 参数设置 时, 因刀具直 径为 8 m, a r 故设 置成 4 m。 a r 所以, 铣床加工时 , 刀具中心 自动调整到离加工轮廓 4 m处进行加工 , m 完成加工需求。也正是基于这样 的思路 , 如果在完成轮廓加工后。将刀具半径补偿
为半径补偿值放在半径补偿寄存器里 。不管是临时 更 换铣 刀 或进行 粗 精 加工 , 仅需 要 更 改 刀 具 半径 的 补 偿值 就可 以控 制 工件 的外 形 尺 寸 , 加 工程 序 则 而
基本 上 不用 改动 。
应用数控铣床进行零件轮廓加工时, 根据刀具
1 刀具 半径补偿 的定 义
种补偿 方式 : 具 长 度补 偿 、 具 半 径 补偿 、 刀 刀 夹具 偏
件加工余 量铣 削的应用分析
在 编制 工件 粗 、 精加工 程序 的过 程 中 , 合理 运用
刀具半径补偿功能 , 可以极大减少计算工作量 , 提高 加工效率【 。如一个 工件的外形加工 分为粗加工 3 】 和精加工 , 当编制完粗加工程序 , 制定精 加工程序 时, 因粗 加工后 工 件外形 尺寸 发生 了变 化 , 要重 新 又 计算精加工 的刀具 中心坐标值 , 计算 工作量较 大。 此时 , 如果使用刀具半径补偿功能 , 可以忽略刀具半