1 Lithium-Ion Batteries (国外专著)
锂电池行业翻译资料英文
锂电池行业翻译资料英文IntroductionThe lithium battery industry is a rapidly growing sector that plays a crucial role in various applications, including electric vehicles, portable electronics, and renewable energy storage systems. To stay updated with the latest advancements and trends in this industry, it is important to access reliable and accurate translation resources in English. This document aims to provide valuable translation materials related to the lithium battery industry. Please note that the translations provided are for reference purposes only and may require further verification.1. Lithium Battery OverviewLithium batteries are rechargeable energy storage devices that use lithium ions to facilitate the flow of charge between electrodes. They are known for their high energy density, longer cycle life, and comparatively higher voltage levels. Lithium batteries are widely used in portable electronic devices, such as smartphones and laptops, due to their lightweight and compact design.2. Lithium Battery TypesThere are several types of lithium batteries, including:2.1 Lithiumion Battery (Liion)Liion batteries are the most common type of lithium batteries used today. They are known for their high energy density, low selfdischarge rates, and long cycle life. Liion batteries are extensively employed in electric vehicles, consumer electronics, and energy storage systems.2.2 Lithium Polymer Battery (LiPo)LiPo batteries are a type of lithium battery that use a solid polymer electrolyte instead of a liquid electrolyte used in Liion batteries. They offer higher energydensity, improved flexibility, and enhanced safety compared to Liion batteries. LiPo batteries are commonly used in smartphones, tablets, and wearable devices.2.3 Lithium Iron Phosphate Battery (LiFePO4)LiFePO4 batteries, also known as lithium iron phosphate batteries, are a type of lithium battery that utilize iron phosphate as the cathode material. They offer improved safety, longer cycle life, and better thermal stability compared to other lithium battery types. LiFePO4 batteries are often used in power tools, electric vehicles, and renewable energy storage systems.3. Lithium Battery Manufacturing ProcessThe production of lithium batteries involves several key steps, including:3.1 Electrode PreparationDuring this process, the electrode materials, such as lithium cobalt oxide (LiCoO2) for the cathode and graphite for the anode, are prepared. These materials are coated onto metal foils and then dried to form the electrode sheets.3.2 Cell AssemblyIn this step, the electrode sheets are assembled with a separator, which prevents the electrodes from coming into contact with each other. The electrodes are then rolled or stacked together and inserted into a metal or plastic casing.3.3 Electrolyte FillingThe casing is filled with a liquid electrolyte that allows the lithium ions to move between the electrodes during charging and discharging. The electrolyte is typically a mixture of lithium salts dissolved in an organic solvent.3.4 Battery SealingTo ensure the integrity and safety of the battery, the casing is sealed to prevent leakage of the electrolyte and protect the internal components from external influences. Various sealing methods, such as heat sealing or ultrasonic welding, are used for this purpose.3.5 Battery Testing and Quality ControlEvery battery undergoes stringent testing to ensure its performance and safety. This includes capacity testing, cycle life testing, and checking for any manufacturing defects. Batteries that pass these tests proceed to the next stage, while defective ones are discarded or undergo further analysis.4. Lithium Battery Safety ConsiderationsWhile lithium batteries offer numerous benefits, it is essential to consider safety precautions due to their inherent risks. Some key safety considerations include:Temperature Control: Lithium batteries should be operated within their recommended temperature ranges to prevent thermal runaway and potential hazards.Overcharge and Overdischarge Protection: Appropriate charging and discharging circuits should be implemented to prevent overcharging or discharging, which could lead to reduced battery life and safety risks.Transportation and Storage: Proper packaging, labeling, and handling procedures must be followed to ensure the safe transportation and storage of lithium batteries. Protection Circuitry: Lithium batteries often incorporate protection circuitry to monitor voltage, temperature, and prevent short circuits or other malfunctions.ConclusionThe translation materials provided in this document offer insights into the lithium battery industry. These resources can serve as valuable references for individuals seeking English translations related to various aspects of this industry, including battery types, manufacturing processes, and safety considerations. It is crucial to verify the accuracy of the translations and supplement them with updated and reliable information from reputable sources.。
毕业设计电动车电池参考文献英文
IntroductionElectric vehicles (EVs) have gained significant attention in recent years due to their potential to reduce greenhouse gas emissions and dependence on fossil fuels. The battery is a crucial component of an electric vehicle, as it provides the energy required for propulsion. A well-designed and efficient battery system is essential for the success of an EV.This research paper aims to explore the various aspects of electric vehicle batteries for a graduation project on electric vehicle battery design. The paper discusses the different types of batteries used in electric vehicles, their characteristics, advantages, and challenges. Additionally, it touches upon the battery management system, charging infrastructure, and future advancements in electric vehicle batteries.Types of Electric Vehicle Batteries1.Lithium-ion Batteries: Lithium-ion batteries are the mostcommonly used batteries in electric vehicles due to their highenergy density, long cycle life, and lightweight characteristics.They provide a good balance between performance, cost, and safety.A comprehensive investigation of the structure, working principle,and limitations of lithium-ion batteries is essential fordesigning an optimized battery system.2.Nickel-Metal Hydride (Ni-MH) Batteries: Ni-MH batteries werewidely used in electric vehicles before the emergence of lithium-ion batteries. They offer a relatively lower energy density thanlithium-ion batteries but have better thermal stability, whichensures safer operation. A comparative analysis between lithium-ion and Ni-MH batteries can aid in choosing the appropriatebattery for the design project.3.Solid-State Batteries: Solid-state batteries are a promisingalternative to traditional lithium-ion batteries. They utilizesolid electrolytes instead of liquid electrolytes, providinghigher energy density, improved safety, and faster chargingcapabilities. Although still under development, solid-statebatteries hold great potential for the future of electric vehicles.Battery Management System (BMS)The Battery Management System (BMS) is responsible for monitoring and controlling the battery’s performance, safety, and lifespan. A well-designed BMS ensures the optimal operation of the battery system, preventing overcharging, undercharging, and excessive discharge. It provides accurate state-of-charge (SOC) and state-of-health (SOH) estimations, which are crucial for maximizing the battery’s efficiency.The BMS consists of various components, including sensors, control algorithms, and battery balancing circuits. In-depth research on BMS architecture, functionality, and control strategies is necessary to design an effective battery management system for the electric vehicle.Charging InfrastructureThe availability of a robust charging infrastructure is essential for widespread adoption and convenience of electric vehicles. The research project should explore the different types of charging stations, including:1.Level 1 Charging: Level 1 charging refers to standard householdoutlets (120V), which provide a slow charging rate but are widely accessible.2.Level 2 Charging: Level 2 charging utilizes dedicated chargingstations (240V). It offers a faster charging rate compared toLevel 1 and is commonly found in residential areas, workplaces,and public charging stations.3.DC Fast Charging: DC Fast Charging, also known as Level 3charging, provides rapid charging capabilities by directlydelivering DC power to the vehicle’s battery. These chargingstations are typically located along highways and major routes.The paper should discuss the importance of a well-established charging infrastructure and address potential challenges and solutions to the deployment of charging stations.Future AdvancementsThe field of electric vehicle batteries is continuously evolving, with ongoing research and advancements. It is crucial for the researchproject to explore future developments, such as:1.Advanced Lithium-ion Batteries: Researchers are constantlyworking on improving the energy density, charging speed, andsafety of lithium-ion batteries. Advancements in materials,electrode designs, and electrolytes are expected to result in more efficient and long-lasting batteries.2.Solid-State Batteries: As mentioned earlier, solid-statebatteries hold immense potential for the future of electricvehicles. The research should discuss the current challenges faced in commercializing solid-state batteries and potentialbreakthroughs that can lead to their widespread adoption.3.Beyond Lithium-ion: Besides solid-state batteries, alternativebattery chemistries like lithium-sulfur (Li-S) and lithium-air(Li-Air) batteries are being explored for their high energydensities. Understanding these emerging battery technologies canpave the way for future advancements in EV batteries.ConclusionDesigning an efficient and reliable battery system is crucial for the success of an electric vehicle. This research paper provides a comprehensive and detailed analysis of different types of electric vehicle batteries, their characteristics, and the importance of a well-designed battery management system and charging infrastructure. Furthermore, it explores future advancements in electric vehicle battery technologies. By understanding these aspects, the research project can aim to design an optimized electric vehicle battery system that contributes to a sustainable and greener transportation future.Note: The content provided above is a suggested structure for the research paper related to the topic of “Graduation Project - Electric Vehicle Battery”. Please add relevan t and specific details from appropriate academic references to complete the paper.。
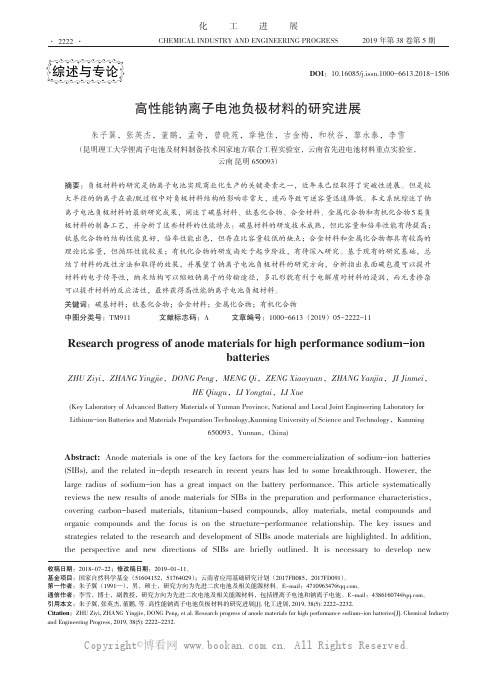
长寿命锰酸锂锂离子电池(中英文)

120
Capacity retention rate / %
5C charge/10C discharge
100
80
60
3000cycles-80%
40
20
0 0 500 1000 1500 2000 2500 3000
Cycle number
Cyclic performance of Modified LiMn2O4/C Li-ion batteries (3.0-4.2V)
痕量酸作用下,LiMn2O4发生歧化反应:
The disproportion reaction of LiMn2O4 in trace amount acids
LiMn 2 O 4 + 4H + → Li + + λ MnO 2 + Mn 2+ + 2H 2 O
添加剂 Additives
控制HF含量添加剂: Additives for decreasing HF
与电解质相容性影响因素包括:正极表 面膜的稳定性,电解液组分的氧化分解和 LiMn2O4在电解液中溶解.
电解液组分氧化:Electrolyte oxidation
CH3OCO CH3 (DMC) 3O2 → 3CO2 + 3H2O + 2
LiMn2O4高温分解:
LiMn2O4 decomposition at high temperature
mobile phones Electric bicycles Power tools Electric toys Mining lamps, emergency lamps Vacuum cleaner
LiMn2O4的特点
《锂离子电池电热失控问题研究国内外文献综述3600字》
锂离子电池电热失控问题研究国内外文献综述目录锂离子电池电热失控问题研究国内外文献综述 (1)1国内外锂离子电池研究历程 (1)12不同荷电状态下受热的锂离子电池热失控研究 (3)参考文献 (4)1国内外锂离子电池研究历程锂离子电池作为清洁、无污染的新型储能装置成为诸多领域的主要动力供应源,其在日常应用过程中会遇到的普遍问题即为电池容量的衰减致使的电池老化,导致容量衰减较为常见的因素有电池的长循环充放电、过充过放等,这由锂离子电池的正负极材料及工作原理决定。
在目前国内外开展的研究工作中,对锂离子电池循环过充放电及电极材料的影响机理的研究取得了一定进展。
长循环或者以较大电流充放电时会引起锂离子电池内阻发生变化。
在实际应用中,由于各种人为原因,锂离子的电池通常会过度充电或过度放电。
因此,对锂离子电池的过充和过放进行研究,不仅可以弄清电池在过充和过放过程中的热行为,而且可以加深对锂离子电池过充和过放热失控原因的认识,掌握失控发热的主要原因。
国内学者对过充锂离子电池的热失控安全性进行了系统的研究。
2017年,叶佳娜[13]通过定量测定过充和热失控的临界条件,从三个方面研究了电池过充和热失控的机理,为锂离子电池的工业应用提供了理论依据和技术支持。
顾宗玉等人[14]于2018年对锂离子电池在过充条件下的热失控爆炸事故进行了研究,选取了100%SOC、50%SOC和0%SOC的电池进行实验,得出了随着荷电状态的变化,锂离子电池热失控反应后的痕迹特征有很大的不同的实验结论。
2019年,朱晓庆等[15]以锂离子动力电池单体为研究对象,研究其在不同充电倍率条件下的行为特性。
结论指出充电倍率的增大会使锂电池热失控峰值温度及电压都升高,其研究为锂离子电池的安全性设计及如何管理电池故障提供了建议。
事实上,关于过充放电对锂离子电池安全性能的影响国外也进行了许多相关的研究。
2019年,Huang等[16]研究了不同的电池封装方式对锂离子电池过充电时的热失控行为的影响。
关于磷酸铁锂的英文文献翻译
锂离子电池正极材料覆碳LiFePO4的制备和表征摘要:用两种方法合成纳米LiFePO4/C复合材料,用国产的非晶体纳米FePO4作离子前驱体,可溶性淀粉、蔗糖、柠檬酸和间苯二酚甲醛聚合物四种物质分别作碳的前驱体。
其中可溶性淀粉、蔗糖、柠檬酸作碳前驱体时用第一种方法合成,间苯二酚甲醛聚合物作碳前驱体时用第二种方法合成。
得到样品后用XRD,TEM ,拉曼波谱和循环伏安法对制得样品的晶体结构,形貌,相成分以及电化学特性进行测试研究。
研究结果显示用可溶性淀粉和蔗糖作碳的前驱体制得的LiFePO4颗粒表面的碳的包覆层不充分,而用柠檬酸和间苯二酚甲醛聚合物作前驱体所得的样品实现了在LiFePO4颗粒表面得到均匀一致的碳包覆层的目的,并且相应的碳包覆层的厚度分别为2.5 nm和4.5 nm。
在制得的四种样品中,使用间二苯酚甲醛聚合物作碳的前驱体时,样品的首次放电比容量最高(室温下0.2 C 时放电比容量为138.4 mAh/ g),倍率性能最好。
第一章引言LiFePO4作为锂离子电池正极材料由于其理论比容量高(170mAh/g),环保,热稳定性好而受到广泛关注。
然而其低于10−13Scm−1的电导率限制了其电池性能【1】,例如在高电流密度下功率的显著减小是其商业化发展的主要障碍。
目前人们已经引进了很多有效的方法克服LiFePO4电导率低的缺点,诸如金属替换法【2-5】,金属粉末混合法【6】,以及传导性碳包覆法【7-15】,通过形成良好的导电通路来提高最终产物的电导率。
在这些方法中,制备LiFePO4/C 复合材料是最受关注的。
此外,碳还可以用作还原剂使Fe3+降价为Fe2+。
值得提及的是包括纳米尺寸的磷酸铁锂的合成在内的很多研究用昂贵的Fe2+盐作前驱体【3.16-20】,例如FeC2O4·2H2O 和(CH 3COO)2Fe。
因此,研究新的制备方法和应用廉价的材料对磷酸铁锂作为锂离子电池正极材料的产业发展至关重要。
高性能钠离子电池负极材料的研究进展
化工进展CHEMICAL INDUSTRY AND ENGINEERING PROGRESS2019年第38卷第5期高性能钠离子电池负极材料的研究进展朱子翼,张英杰,董鹏,孟奇,曾晓苑,章艳佳,吉金梅,和秋谷,黎永泰,李雪(昆明理工大学锂离子电池及材料制备技术国家地方联合工程实验室,云南省先进电池材料重点实验室,云南昆明650093)摘要:负极材料的研究是钠离子电池实现商业化生产的关键要素之一,近年来已经取得了突破性进展。
但是较大半径的钠离子在嵌/脱过程中对负极材料结构的影响非常大,进而导致可逆容量迅速降低。
本文系统综述了钠离子电池负极材料的最新研究成果,阐述了碳基材料、钛基化合物、合金材料、金属化合物和有机化合物5类负极材料的制备工艺,并分析了这些材料的性能特点:碳基材料的研发技术成熟,但比容量和倍率性能有待提高;钛基化合物的结构性能良好,倍率性能出色,但存在比容量较低的缺点;合金材料和金属化合物都具有较高的理论比容量,但循环性能较差;有机化合物的研发尚处于起步阶段,有待深入研究。
基于现有的研究基础,总结了材料的改性方法和取得的效果,并展望了钠离子电池负极材料的研究方向,分析指出表面碳包覆可以提升材料的电子传导性,纳米结构可以缩短钠离子的传输途径,多孔形貌有利于电解质对材料的浸润,而元素掺杂可以提升材料的反应活性,最终获得高性能钠离子电池负极材料。
关键词:碳基材料;钛基化合物;合金材料;金属化合物;有机化合物中图分类号:TM911文献标志码:A文章编号:1000-6613(2019)05-2222-11Research progress of anode materials for high performance sodium-ionbatteriesZHU Ziyi ,ZHANG Yingjie ,DONG Peng ,MENG Qi ,ZENG Xiaoyuan ,ZHANG Yanjia ,JI Jinmei ,HE Qiugu ,LI Yongtai ,LI Xue(Key Laboratory of Advanced Battery Materials of Yunnan Province,National and Local Joint Engineering Laboratory for Lithium-ion Batteries and Materials Preparation Technology,Kunming University of Science and Technology ,Kunming650093,Yunnan ,China)Abstract:Anode materials is one of the key factors for the commercialization of sodium-ion batteries(SIBs),and the related in-depth research in recent years has led to some breakthrough.However,the large radius of sodium-ion has a great impact on the battery performance.This article systematically reviews the new results of anode materials for SIBs in the preparation and performance characteristics,covering carbon-based materials,titanium-based compounds,alloy materials,metal compounds and organic compounds and the focus is on the structure-performance relationship.The key issues and strategies related to the research and development of SIBs anode materials are highlighted.In addition,the perspective and new directions of SIBs are briefly outlined.It is necessary to develop new综述与专论DOI :10.16085/j.issn.1000-6613.2018-1506收稿日期:2018-07-22;修改稿日期:2019-01-11。
关于磷酸铁锂的英文文献(含中文翻译)

Preparation and characterization of carbon-coated LiFePO 4cathode materials for lithium-ion batteries with resorcinol –formaldehyde polymer as carbon precursorYachao Lan,Xiaodong Wang ⁎,Jingwei Zhang,Jiwei Zhang,Zhishen Wu,Zhijun Zhang ⁎Key Laboratory for Special Functional Materials,Henan University,Kaifeng 475004,Chinaa b s t r a c ta r t i c l e i n f o Article history:Received 8February 2011Received in revised form 26May 2011Accepted 3June 2011Available online 12June 2011Keywords:Lithium iron phosphateResorcinol –formaldehyde polymer Lithium-ion batteryLiFePO 4/C composites were synthesized by two methods using home-made amorphous nano-FePO 4as the iron precursor and soluble starch,sucrose,citric acid,and resorcinol –formaldehyde (RF)polymer as four carbon precursors,respectively.The crystalline structures,morphologies,compositions,electrochemical performances of the prepared powders were investigated with XRD,TEM,Raman,and cyclic voltammogram method.The results showed that employing soluble starch and sucrose as the carbon precursors resulted in a de ficient carbon coating on the surface of LiFePO 4particle,but employing citric acid and RF polymer as the carbon precursors realized a uniform carbon coating on the surface of LiFePO 4particle,and the corresponding thicknesses of the uniform carbon films are 2.5nm and 4.5nm,respectively.When RF polymer was used as the carbon precursor,the material showed the highest initial discharge capacity (138.4mAh g −1at 0.2C at room temperature)and the best rate performance among the four materials.©2011Elsevier B.V.All rights reserved.1.IntroductionLiFePO 4is an attractive cathode material for lithium-ion batteries because of its high theoretical capacity of 170mAh g −1,environ-mental benign,and high thermal stability.However,its poor electric conductivity of less than 10−13S cm −1limits its battery performance [1],such as the dramatic decrease in power at a high current density,which is the main drawback to commercial use.To overcome the low electric conductivity of LiFePO 4,many effective approaches have been introduced,including metal substitution [2–5],metal powder com-pounding [6],and conductive carbon coating [7–15].Among them,the preparation of LiFePO 4/carbon composite (LiFePO 4/C)is one of the attractive ways to improve the electric conductivity of the final product by forming a good conduction path.Furthermore,carbon can be also used as a reductant,which can reduce Fe 3+ions to Fe 2+ions.It should be noted that many studies involving the synthesis of nano-sized LiFePO 4employ Fe 2+salts as precursors [3,16–20],such as FeC 2O 4·2H 2O and (CH 3COO)2Fe,which are expensive.Therefore,it is necessary to use cheap materials and a convenient method.Here,we report the synthesis,characterization and electrochemical test of LiFePO 4/C composites prepared by two methods using home-made amorphous nano-FePO 4as the iron precursor and various organics as carbon precursors.The two methods using FePO 4as starting material are cheap and environmentally benign for the production of LiFePO 4material.Particularly,we present a novel method to synthesize a uniformcarbon film coated LiFePO 4cathode materials.This method involved an in situ reaction of resorcinol and formaldehyde on the surface of amorphous FePO 4.At room temperature,electrochemical tests showed that this material exhibited an initial discharge capacity of 138.4mAh g −1at 0.2C and a good cycling property at 0.5and 1.0C rate,respectively.2.Experimental2.1.Preparation of amorphous nano-FePO 4Amorphous nano-FePO 4was prepared by spontaneous precipita-tion from aqueous solutions.An equimolar solution of H 3PO 4was added to a solution of Fe(NO 3)3·9H 2O at 60°C under stirring and given amounts of PEG-400as surfactant.Then ammonia water (NH 3·H 2O)was slowly added to the mixed solution under vigorous stirring and a milk-white precipitate formed immediately.The pH of the solution was kept at 2.0.The precipitate was filtered and washed several times with distilled water.After drying in vacuum oven at 120°C for 12h,yellowish-white amorphous FePO 4was obtained.2.2.Preparation of LiFePO 4/CTwo methods were used to prepare the LiFePO 4/C composites in this study.2.2.1.Method oneA rheological phase method [21]was employed to synthesize LiFePO 4/C composite.Stoichiometric amount of amorphous FePO 4,LiOH·H 2O were used as the starting materials.The carbon precursorsPowder Technology 212(2011)327–331⁎Corresponding authors.Tel./fax:+863783881358.E-mail address:donguser@ (X.Wang).0032-5910/$–see front matter ©2011Elsevier B.V.All rights reserved.doi:10.1016/j.powtec.2011.06.005Contents lists available at ScienceDirectPowder Technologyj o u r n a l h o me p a g e :w w w.e l sev i e r.c o m /l oc a t e /pow t e care soluble starch(50.0g/1mol LiOH·H2O),sucrose(35.0g/1mol LiOH·H2O),citric acid monohydrate(21.0g/1mol LiOH·H2O),respec-tively.These carbon precursors were respectively solved in an appropri-ate amount of distilled water under stirring and heating.Then the amorphous FePO4and LiOH·H2O were added under vigorous stirring. Subsequently,the mixtures were respectively dried in an oven at120°C for6h,heated at350°C for1h in argonflow,treated at750°C for12h in argonflow,and ground.Finally,the LiFePO4/C composites were obtained and were denoted as sample A,sample B and sample C,respectively. 2.2.2.Method twoIn a typical synthesis,0.10g of CTAB was solved in30ml of distilled water solution under continuous stirring.Subsequently,1.52g FePO4·3H2O,0.055g resorcinol(R)and0.10ml formaldehyde(F)were successively added.When the temperature of water bath was up to85°C,LiOH·H2O was added.The mixture was kept stirred up in the dark for2h,dried in an oven at120°C for6h,heated at 350°C for1h in argonflow,treated at750°C for12h in argonflow, andfinally ground to obtain the LiFePO4/C composites(denoted as sample D).These four samples and their corresponding parameters are listed in Table1.The carbon contents of the samples were calculated by the loss on ignition of the four LiFePO4/C composites in air.2.3.CharacterizationThermogravimetric(TG)and differential thermal analysis(DTA) analyses were conducted with an EXSTAR6000thermal analysis system at a heating rate of10°C min−1.The powder X-ray diffraction (XRD,X'Pert Pro MPD,Philips)using Cu Ka radiation was employed to identify the crystalline phase of the prepared materials.Raman spectrum was recorded on a Renishaw RM-1000Microscopic Raman spectrometer with457.5nm excitation requiring a10mW power at room temperature.Low-magnification and high-magnification TEM images were taken on a JEM-2010transmission electron microscope (using an accelerating voltage of200kV).Electrodes were fabricated from a mixture of prepared carbon-coated LiFePO4powders(80wt.%),carbon black(12wt.%),and polyvinylidenefluoride in N-methylpyrrolidinon(8wt.%).The slurry was spread onto Al foil and dried in vacuum at120°C for12h.The carbon-coated LiFePO4loading was2mg cm−2in the experimental cells.The cells were assembled in an argon-atmosphere-filled glove box.The electrolyte was1M LiPF6in a mixture of ethylene carbonate (EC)and dimethyl carbonate(DMC)(1:1volume).The cells were galvanostatically charged and discharged at a voltage range of2.5–4.2V with LAND battery testing system at room temperature.Cyclic voltammograms were run on an IM6impedance and electrochemicalmeasurement system(Zahner,Germany)at a scan rate of0.1mV s−1 between2.5and4.0V.3.Results and discussionThe TEM images of the amorphous nano-FePO4were shown in Fig.1.The morphology of the as-prepared FePO4is an irregular particle with an average diameter of30nm.Most of the particles connected to each other because of their high surface energy which results from their small sizes.Fig.2a shows the TG/DTA curves of the FePO4·3H2O powder with a heating rate of10°C/min from room temperature to850°C in air.On the DTA curve near150°C,there is a very strong endothermic peak, associating with the sharp weight loss on the TG curve,which is related to the quick dehydration of FePO4·3H2O.During150–550°C, 26.3%weight loss on the TG curve indicates the slow elimination of residual H2O in FePO4·3H2O,exactly corresponding to the loss of crystalline water of FePO4·3H2O.And one exothermic peak is displayed at a higher temperature of590°C,which is not accompa-nied by appreciable weight loss in the TG curve,indicating the transformation of the amorphous FePO4to hexagonal FePO4crystal. The XRD patterns of FePO4·3H2O before and after calcination have been investigated in Fig.2b.As illustrated in pattern A,it can be seen that there is no evidence of diffraction peaks before calcination, indicating the synthesized FePO4·3H2O is just amorphous.While for the calcinated FePO4·3H2O at600°C for6h in air,it exhibits strong and narrow peaks revealing a well-crystallized material in pattern B. All of the diffraction peaks of the prepared FePO4are indexed to a single-phase hexagonal structure with a P3121space group and without any impurities,which is in good agreement with the standard card(JCPDS card no:72–2124).Table1Carbon precursors and residual carbon content of samples A,B,C and D.Samples A B C DCarbon precursor Starch Sucrose Citric acid RF polymer Final carbon content(wt.%) 5.48.5 4.35.1Fig.1.TEM images of the prepared amorphous nano-FePO4.n et al./Powder Technology212(2011)327–331The XRD diffraction patterns of LiFePO 4/C powders prepared with different carbon precursors were shown in Fig.3.All peaks can be indexed as a single phase with an ordered olivine structure indexed to the orthorhombic space group,Pnmb (JCPDS card no.83–2092).The obtained lattice parameters are sample A:a=10.2956Å,b=6.0367Å,and c =4.7001Å,sample B:a =10.1992Å,b =6.0483Å,andc=4.6971Å,sample C:a=10.2472Å,b=6.0208Å,and c=4.6882Åand sample D:a=10.3372Å,b=5.9993Å,and c=4.6932Å,respec-tively.There is no evidence of diffraction peaks for carbon,though some amorphous masses and films attached to the LiFePO 4particles were observed from TEM images (see Fig.4).This indicates the carbon contents are very low.Morphologies of these LiFePO 4/C composites were shown in Fig.4.It is obvious that the samples show different carbon distribution on LiFePO 4particle surface.From Fig.4a,c,e and g,we observed that the samples were composed of agglomerated particles whose sizes range from 50to 300nm.From Fig.4b and d,there is not enough carbon coating to spread throughout the substrate particles.In contrast to sample A and sample B,there are uniform carbon thin films on the grain surfaces of sample C and sample D,and the thickness of the carbon films are about 2.5nm (Fig.4f)and 4.5nm (Fig.4h),respectively.The reason may lie in that different carbon precursors have different adsorbabilities on the surface of FePO 4·3H 2O particles,resulting in different carbon distribution on the surface of LiFePO 4particle after the post treatment.Soluble starch and sucrose possess plentiful hydroxyl groups,by which soluble starch and sucrose molecules could probably weakly adsorb on the surface of FePO 4·3-H 2O particles in the hydrogen bonding.In the post treatment process,part of soluble starch and sucrose molecules desorbed from the surface of FePO 4·3H 2O particles,resulting in the de ficient carbon coating.But citric acid possesses carboxyl groups,which may be partially esteri fied by hydroxyl groups on the FePO 4·3H 2O particles,forming a tight connection.This results in more complete carbon coating after the post treatment.For sample D,we suppose that,in the present synthetic system,the surfactant CTAB may con fine the resorcinol –formaldehyde (RF)polymer molecules and FePO 4·3H 2O particles in plenty of tiny spaces,so the RF polymer molecules were tightly attached to FePO 4·3H 2O particles.After the post treatment,the RF polymer was transformed into the carbon film which tightly stuck on the surface of LiFePO 4particle.In addition,from the HRTEM image of sample D (shown in Fig.4h),the d-spacing of 0.294nm corresponds to the (211)plane of LiFePO 4.As an important aid investigating the structure of the carbon,the Raman measurement was adopted,and the results were shown in Fig.5.Every Raman spectrum consists of a small band at 940cm −1,which corresponds to the symmetric PO 4stretching vibration in LiFePO 4.The intense broad bands at 1350and 1590cm −1can be attributed to the characteristic Raman spectra of carbon.The bands at 1590cm −1mainly correspond to graphitized structured carbon of G band,while that at 1350cm −1corresponds to disordered structured carbon of D band [22,23].The graphitized carbon contains sp 2hybrid bonding,which is positively correlated with the electronic conduc-tivity of carbon,and the disordered carbon mainly corresponds to sp 3hybrid bonding.As shown in Fig.5,the integrated intensity ratios of sp 2/sp 3of the LiFePO 4/C composites synthesized with different carbon precursors are 0.865(curve A),0.857(curve B),0.856(curve C)and 0.860(curve D),respectively.So the similar sp 2/sp 3ratios of the four samples give us few clues to explain the difference in their electrochemical performances.Fig.6shows the cycling performance curves of all the samples at different rates.As shown in Fig.6,the initial discharge capacities of sample A,sample B,sample C and sample D at room temperature at 0.2C rate are 110.4,118.8,137.7and 138.4mAh g −1,respectively.The capacity of sample D gradually increases in the initial cycles.This may be due to the incomplete dispersion of the electrolyte into the electrode material at the beginning.Moreover,the capacity of sample D is highest among the four samples at 0.5C and 1.0C,indicating that method two is better than method one.The lower capacities of sample A and sample B must be due to the incomplete carbon coating on the LiFePO 4particles.The higher capacity of sample D than that of sample C may be attributed to the thicker carbon film of sample D keeping the crystal structure of LiFePO 4morestable.Fig.2.(a)TG/DTA curves of the FePO 4·3H 2O.(b)XRD patterns of the FePO 4samples before (A)and after (B)calcination inair.Fig. 3.XRD patterns of LiFePO 4/C composites synthesized with different carbon precursors.329n et al./Powder Technology 212(2011)327–331In order to further understand the electrochemical properties of the four samples,the cyclic voltammogram (CV)curves were performed at a scan rate of 0.1mV s −1at room temperature (as shown in Fig.7).Each of the CV curves consists of an oxidation peak and a reduction peak,corresponding to the charge reaction and discharge reaction of the Fe 2+/Fe 3+redox couple.In the CV pro files of the LiFePO 4cathode material,the smaller voltage difference between the charge and discharge plateaus and the higher peak current means better electrode reaction kinetics,and consequently better rate performance.Sample A and sample B electrodes have broad peaks in CV curves.In contrast,sample C and sample D electrodes demonstrate sharp redox peaks,which indicate an improvement in the kinetics of the lithium intercalation/de-intercalation at the electrode/electrolyte interface.The voltage difference of sample D is smaller than that of sample C,so sample D demonstrates a better rate performance.4.ConclusionsLiFePO 4/C composites were synthesized by two methods using home-made amorphous nano-FePO 4as the iron precursor and various organics as carbon precursors.It was found that employing soluble starch and sucrose as the carbon precursors resulted in a de ficient carbon coating on the surface of LiFePO 4particle,but employing citric acid and RF polymer as the carbon precursors realized a uniform carbon coating on the surface of LiFePO 4particle.Particularly,when RF polymer was used as the carbon precursor,the carbon film is thicker,and the material showed the highest initial discharge capacity (138.4mAh g −1at 0.2C at room temperature)and the best rate performance among the four materials.The intensities of redox peak and the voltage differences in the CV curves of the four samples are consistent with their rateperformance.Fig.4.TEM images of synthesized LiFePO 4/C composite synthesized with different carbon precursors.(a)and (b)sample A,(c)and (d)sample B,(e)and (f)sample C,(g)and (h)sampleD.Fig. 5.Raman shift of LiFePO 4/C composites synthesized with different carbonprecursors.Fig.6.The cycling performance curves of the samples with different carbon precursors at various discharge rates.n et al./Powder Technology 212(2011)327–331References[1] A.K.Padhi,K.S.Nanjundaswamy,J.B.Goodenough,Phospho-olivines as positive-electrode materials for rechargeable lithium batteries,J.Electrochem.Soc.144(1997)1188–1194.[2]T.Nakamura,Y.Miwa,M.Tabuchi,Y.Yamada,Structural and surfacemodi fications of LiFePO 4olivine particles and their electrochemical properties,J.Electrochem.Soc.153(2006)A1108–A1114.[3]S.-Y.Chung,J.T.Bloking,Y.-M.Chiang,Electronically conductive phospho-olivinesas lithium storage electrodes,Nat.Mater.1(2002)123–128.[4]P.S.Herle,B.Ellis,N.Coombs,L.F.Nazar,Nano-network electronic conduction iniron and nickel olivine phosphates,Nat.Mater.3(2004)147–152.[5]G.X.Wang,S.Bewlay,S.A.Needham,H.K.Liu,R.S.Liu,V.A.Drozd,J.-F.Lee,J.M.Chend,Synthesis and characterization of LiFePO 4and LiTi 0.01Fe 0.99PO 4cathode materials,J.Electrochem.Soc.153(2006)A25–A31.[6] F.Croce,A.D'Epifanio,J.Hasson,A.Duptula,T.Olczac,B.Scrosati,A novel conceptfor the synthesis of an improved LiFePO 4lithium battery cathode,Electrochem.Solid-State Lett.5(2002)A47–A50.[7]H.Huang,S.C.Yin,L.F.Nazar,Approaching theoretical capacity of LiFePO 4at roomtemperature at high rates,Electrochem.Solid-State Lett.4(2001)A170–A172.[8]M.Herstedt,M.Stjerndahl,A.Nyten,T.Gustafsson,H.Rensmo,H.Siegbahn,N.Ravert,M.Armand,J.O.Thomas,K.Edstroem,Surface chemistry of carbon-treated LiFePO 4particles for Li-ion battery cathodes studied by PES,Electrochem.Solid-State Lett.6(2003)A202–A206.[9]M.M.Doeff,Y.Hu,F.McLarnon,R.Kostecki,Effect of surface carbon structure onthe electrochemical performance of LiFePO 4,Electrochem.Solid-State Lett.6(2003)A207–A209.[10]Y.Hu,M.M.Doeff,R.Kostecki,R.Finones,Electrochemical performance of sol –gelsynthesized LiFePO 4in lithium batteries,J.Electrochem.Soc.151(2004)A1279–A1285.[11]X.Z.Liao,Z.Ma,L.Wang,X.Zhang,Y.Jiang,Y.He,A novel synthesis route forLiFePO 4/C cathode materials for lithium-ion batteries,Electrochem.Solid-State Lett.7(2004)A522–A525.[12] C.H.Mi,X.B.Zhao,G.S.Cao,J.P.Tu,In situ synthesis and properties of carbon-coated LiFePO 4as Li-ion battery cathodes,J.Electrochem.Soc.152(2005)A483–A487.[13]R.Dominko,M.Bele,M.Gaberscek,M.Remskar,D.Hanzel,S.Pejovnik,J.Jamnik,Impact of the carbon coating thickness on the electrochemical performance of LiFePO 4/C composites,J.Electrochem.Soc.152(2005)A607-A607.[14]K.Zaghib,J.Shim,A.Guer fi,P.Charest,K.A.Striebel,Effect of carbon source asadditives in LiFePO 4as positive electrode for lithium-ion batteries,Electrochem.Solid-State Lett.8(2005)A207–A210.[15]K.S.Park,J.T.Son,H.T.Chung,S.J.Kim,C.H.Lee,K.T.Kang,H.G.Kim,Surfacemodi fication by silver coating for improving electrochemical properties of LiFePO 4,Solid State Commun.129(2004)311–314.[16] A.Yamada,S.C.Chung,K.Hinokuma,Optimized LiFePO 4for lithium batterycathodes,J.Electrochem.Soc.148(2001)A224–A229.[17]N.Meethong,H.-Y.Shadow Huang,W.C.Carter,Y.-M.Chiang,Size-dependentlithium miscibility gap in nanoscale Li 1−x FePO 4,Electrochem.Solid-State Lett.10(2007)A134–A138.[18] C.Delacourt,P.Poizot,S.Levasseur,C.Masquelier,Size effects on carbon-freeLiFePO 4powders,Electrochem.Solid-State Lett.9(2006)A352–A355.[19] D.Choi,P.N.Kumta,Surfactant based sol –gel approach to nanostructured LiFePO 4for high rate Li-ion batteries,J.Power Sources 163(2007)1064–1069.[20]K.Zaghib,A.Mauger,F.Gendron,C.M.Julien,Surface effects on the physical andelectrochemical properties of thin LiFePO 4particles,Chem.Mater.20(2008)462–469.[21]Y.H.Huang,H.B.Ren,S.Y.Yin,Y.H.Wang,Z.H.Peng,Y.H.Zhou,Synthesis ofLiFePO 4/C composite with high-rate performance by starch sol assisted rheolog-ical phase method,J.Power Sources 195(2010)610–613.[22]M.M.Doeff,J.D.Wilcox,R.Kostecki,u,Optimization of carbon coatings onLiFePO 4,J.Power Sources 163(2006)180–184.[23]G.L.Yang,A.F.Jalbout,Y.Xu,H.Y.Yu,X.G.He,H.M.Xie,R.S.Wang,Effect ofpolyacenic semiconductors on the performance of olivine LiFePO 4,Electrochem.Solid-State Lett.11(2008)A125–A128.Fig.7.The CV pro files of the different samples at the scan rate of 0.1mV s −1.331n et al./Powder Technology 212(2011)327–331。
锂电池外文资料译文

The design of the lithium battery charger IntroductionLi-Ion rechargeable batteries are finding their way into many applications due to their size, weight and energy storage advantages.These batteries are already considered the preferred battery in portable computer applications, displacing NiMH and NiCad batteries, and cellular phones are quickly becoming the second major marketplace for Li-Ion. The reason is clear. Li-Ion batteries offer many advantages to the end consumer. In portable computers,Li-Ion battery packs offer longer run times over NiCad and NiMH packs for the same form factor and size, while reducing weight. The same advantages are true for cellular phones. A phone can be made smaller and lighter using Li-Ion batteries without sacrificing run time. As Li-Ion battery costs come down, even more applications will switch to this lighter and smaller technology. Market trends show a continual growth in all rechargeable battery types as consumers continue to demand the convenience of portability. Market data for 1997 shows that approximately 200 million cells of Li-Ion will be shipped, compared to 600 million cells of NiMH. However, it is important to note that three cells of NiMH are equivalent to one Li-Ion cell when packaged into a battery pack. Thus, the actual volume is very close to the same for both. 1997 also marked the first year Li-Ion was the battery type used in the majority of portable computers, displacing NiMH for the top spot. Data for the cellular market showed a shift to Li-Ion in the majority of phones sold in 1997 in Europe and Japan.Li-Ion batteries are an exciting battery technology that must be watched. To make sense of these new batteries, this design guide explains the fundamentals, the charging requirements andthe circuits to meet these requirements.Along with more and more the emergence of the handheld electric appliances, to the high performance, baby size, weight need of the light battery charger also more Come more big.The battery is technical to progress to also request continuously to refresh the calculate way more complicatedly is fast with the realization, safety of refresh.Therefore need Want to carry on the more accurate supervision towards refreshing the process, to shorten to refresh time and attain the biggest battery capacity, and prevent°from the batteryBad.The AVR has already led the one step in the competition, is prove is perfect control chip of the next generation charger. The microprocessor of Atmel AVR is current and can provide Flash, EEPROM and 10 ADCses by single slice on the market Of 8 RISC microprocessors of the tallest effect.Because the saving machine of procedure is a Flash, therefore can need not elephant MASK ROM Similar, have a few software editions a few model numbers of stock.The Flash can carry on again to weave the distance before deliver goods, or in the PCB Stick after pack carry on weaving the distance throughan ISP again, thus allow to carry on the software renewal in the last one minute.The EEPROM can used for conservancy mark certainly coefficient and the battery characteristic parameter, such as the conservancy refreshes record with the battery that raise the actual usage Capacity.10 A/ Ds conversion machine can provide the enough diagraph accuracy, making the capacity of the good empress even near to its biggest capacity. And other project for attaining this purpose, possible demand the ADC of the exterior, not only take up the space of PCB, but also raised the system Cost.The AVR is thus deluxe language but 8 microprocessors of the designs of unique needle object" C" currently.The AT90S4433 reference The design is with" C" to write, the elucidation carries on the software design's is what and simple with the deluxe language.Code of C this design is very Carry on adjust easily to suit current and future battery.But the ATtiny15 reference design then use edit collected materials the language to write of, with Acquire the biggest code density.An electric appliances of the modern consumption mainly uses as follows four kinds of batteries:1.Seal completely the sour battery of lead( SLA)2.The battery of NiCd3.The NiMHhydrogen battery( NiMH)4.Lithium battery( Li- Ion)At right choice battery and refresh the calculate way need to understand the background knowledge of these batteries. Seal completely the sour battery( SLA) of lead seals completely the sour battery of lead to mainly used for the more important situation of the cost ratio space and weights, such as the UPS and report to the police the backup battery of the system. The battery of SLA settles the electric voltage to carry on , assist limits to avoid with the electric current at refresh the process of early battery lead the heat.Want ~only the electricity .The pond unit electric voltage does not exceed the provision( the typical model is worth for the 2.2 Vs) of produce the company, the battery of SLA can refresh without limit. The battery of NiCd battery of NiCd use very widespread currently.Its advantage is an opposite cheapness, being easy to the usage;Weakness is from turn on electricity the rate higher.The battery of NiCd of the typical model can refresh 1,000 times.The expired mechanism mainly is a pole to turn over.The first in the battery pack drive over.The unit that all turn on electricity will take place the reversal.For prevent°froming damage the battery wrap, needing to supervise and control the electric voltage without a break.Once unit electric voltage Descend the 1.0 Vs must shut down.The battery of NiCd carries on refresh in settling the electric current by forever . The NiMH hydrogen battery( NiMH) holds to shoot the elephant machine such as the cellular phone, hand in the hand that the importance measure hold equipments, the etc. NiMHhydrogen battery is anusage the most wide.This kind of battery permit.The quantity is bigger than NiCd's.Because lead to refresh and will result in battery of NiMH lose efficacy, carry on measuring by the square in refresh process with.Stop is count for much in fit time.Similar to battery of NiCd, the pole turn over the battery also will damage.Battery of NiMH of from turn on electricity the rate and is probably 20%/ month.Similar to battery of NiCd, the battery of NiMH also settles the electric current to refresh .Other batteries says compare in lithium battery( Li- Ion) and this texts, the lithium battery has the tallest energy/ weight to compare to compare with energy/ physical volume.Lithium batterySettle the electric voltage to carry on refresh with , want to have the electric current restrict to lead the heat in the early battery of refresh the process by avoid at the same time.When refresh the electric current Descend to produce the minimum electric current of the enactment of company will stop refresh.Leading to refresh will result in battery damage, even exploding.The safety of the battery refreshes the fast charge machine( namely battery can at small be filled with the electricity in 3 hours, is usually a hour) demand of the modern.Can to the unit electric voltage, refresh the electric current and the battery temperatures to carry on to measure by the square, avoid at the time of being filled with the electricity because of leading to refresh.Result in of damage.Refresh the method SLA battery and lithium batteries refreshes the method to settle the electric voltage method to want to limit to flow for the ever ; The battery of NiCd and battery of NiMHs refresh the method.Settle the electric current method for the ever , and have severals to stop the judgment method for refresh differently. Biggest refresh the electric current biggest refresh the electric current to have relation with battery capacity( C).Biggest usually refresh the electric current to mean with the number of the battery capacity.For example,The capacity of the battery for 750 mAhs, refresh the electric current as 750 mAs, then refresh the electric current as 1 C(1 times battery capacity).IfThe electric current to flow refresh is a C/40, then refreshing the electric current for the battery capacity in addition to with 40.Lead the hot battery refresh is the process that the electric power delivers the battery.Energy by chemical reaction conservancy come down.But is not all.The electric powers all convert for the sake of the chemistry in the battery ability.Some electric power conversions became the thermal energy, having the function of the heating to the battery.When electricity.After pond be filled with, if continue to refresh, then all electric powers conversion is the thermal energy of the battery.At fast charge this will make the battery.Heat quickly, if the hour of can not compare with stop refresh and then willresult in battery damage.Therefore, while design the battery charger, to the temperature.It is count for much that carry on the supervision combine to stop refresh in time.The discretion method battery stopped refresh of different and applied situation and work environment limitted to the choice of the method that the judgment stop refresh.The sometimes temperature allow of no.Measure easily, but can measure electric voltage, or is other circumstances.This text takes the electric voltage variety rate(- dV/ dt) as the basic judgment to stopThe method for refresh, but with the temperature and absolute electric voltage be worth for assistance and backup.But the hardware support that this text describe speaks as follows.The method of the havings of say. Time of t – this method that is the decision when stop refresh most in ually used for spare project of the hour of fast charge.Sometimes also be .Refresh(14- 16 Hour) basic project of the method.Be applicable to various battery.Stop refresh when the electric voltage of V – be the electric voltage to outrun the upper ually with the forever settle the electric current refreshes the match usage.The biggest electric current is decide by the battery, usually For the 1 C.For prevent°froming refresh the electric current leads to causes battery lead greatly hot, the restrict of the electric current at this time very key.This method Is a lithium battery basic to refresh and stop project. The actual lithium battery charger usually still continues into after attain biggest electric voltage Go the second stage refresh, to attain 100% battery capacity. For battery of NiCd and battery of NiMHs are originally method can Be the spare judgment stops refreshing the project. - The method exploitation that this judgment of the dV/ dt – electric voltage variety rate stops refresh negative electric voltage variety rate.For the battery of some types, be the battery to be filled with the subsequence Refreshing continuously will cause electric voltage descend. At this time this project was very fit.This method usually useds for the ever to settle the electric current to refresh, Be applicable to to the fast charge of the battery of NiCd and battery of NiMH. The electric current of I –is to refresh the electric current small in a certain the number that set in advance stop refresh. Usually used for the ever to settle the electric voltage to refresh the method.Be applicable to the SLA Battery and lithium battery.The T – temperature absolute zero can be the basis that battery of NiCd and battery of NiMHs stop refresh, but even suited for to be the backup project.Any battery for temperature to outrun initial value have to stop refresh.The basis that the dT/ dt –temperature rising velocity fast charge variety rate of the temperature of hour can be to stop refresh.Please consult the norm that the battery produces the company( battery of NiCdOf typical model be worth for the 1 oC/ min) the –be applicable to the battery of NiCd and battery of NiMHs.Need to stop refresh when the DT – outrun the temperature value of theenvironment temperature to be the bad battery temperature and the environment temperature to exceed the certain threshold.This method can be the battery of NiCd and The project that battery of SLA stops refresh.While refreshing in the cold environment this method compares the absolute zero to judge the method better.Because bigMost systems usually only have a temperature to stretch forward, have to will refresh the previous temperature to be the environment temperature. DV/ dt=0 –s zero electric voltages differ this method with- the method of dV/ dt is very and similar, and more accurate under the condition that electric voltage will not go up again. Be applicable to the NiCd Battery and battery of NiMH.This reference design completely carried out the battery charger design of latest technique, can carry on to various popular battery type quicklyRefresh but need not to modify the hardware soon, a hardware terrace carries out a charger product line of integrity.Need only Want to will refresh the calculate way to pass lately the ISP downloads the processor of FLASH saving machine can get the new model number.Show very muchHowever, this kind of method can shorten time that new product appear on market consumedly, and need a kind of hardware of stock only.This design provide The in keeping with SLA, NiCd, NiMH of the integrity and the database function of the battery of Li- Ion.锂电池充电器的设计介绍根据其尺寸,重量和能量储存优点,锂- 离子可再充电电池正在被用于许多的应用领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C hapter 1S ynopsis of the Lithium-Ion Battery MarketsR alph J. B rodd1.1 IntroductionR esearch and development of the lithium-ion (Li-Ion) battery system began in the early 1980s at Asahi Chemicals 1and was first commercialized in 1990 by Sony Corp. for the Kyocera cellular phone in the 14,500 and 20,500 cell sizes. 2The fol-lowing year Sony introduced the 18,650 cell in its camcorder. (The nomenclature for cells size: the first two numbers indicate the cell diameter in millimeters and the last three are the cell length in tenths of millimeters.) Since its introduction, the Li-Ion market has grown to about $4 billion in 2005.T he higher volumetric and gravimetric energy storage capability are key charac-teristics of the Li-Ion battery system compared to the conventional sealed nickel–cadmium (Ni–Cd), nickel-metal hydride (Ni-MH), and valve-regulated lead acid (VRLA) battery systems (Fig. 1.1 ). For a given cell size, larger values of Wh/l and Wh/kg translate into smaller and lighter cells. These characteristics became the enabling technology for the proliferation of portable battery-powered electronic devices, especially notebook computers and mobile phone applications.S afety of the system has been a watchword for Li-Ion batteries. They have the ability to self-destruct if abused. Manufacturers are careful to ensure that the cells are safe in normal operations. In addition, cell designs incorporate features such as devices that shut off current flow when an abuse condition arises. The United Nations 3as well as the transportation agency in each country have requirements for testing to ensure a safe product for shipping.T able 1.1 shows the advantages and disadvantages of the Li-Ion and Li-Ion polymer rechargeable batteries.R.J. BroddB roddarp of Nevada, Inc ,2161 Fountain Springs Drive ,H enderson ,N V 89074 , USAr alph.brodd@M. Yoshio et al. (eds.), Lithium-lon Batteries, 1 DOI 10.1007/978-0-387-34445-4_1, © Springer Science + Business Media LLC 20092 R.J. Brodd1.2 Present Market for Li-Ion CellsLithium ion cells serve the small-sealed rechargeable battery market and compete mainly with the Ni–Cd and Ni-MH cells for the various applications. The Li-Ion cells are available in cylindrical and prismatic format as well as flat plate constructions. The cylindrical and prismatic constructions use a spiral-wrap cell core where the cell case maintains pressure to hold and maintain compression on the anode, sepa-rator, and cathode. The lighter-weight polymer constructions utilize the adhesivenature of a polymer/laminate-based electrolyte to bond the anode to the cathode.F ig. 1.1 E nergy density (Wh/l) and specific energy (Wh/kg) for the major small-sealed recharge-able battery systems A dvantages D isadvantages • C hemistry with the highest energy (Wh/g) and lightest weight (Wh/kg) •Relatively expensive • No memory effect • Lightest weight • Good cycle life • R equires protection circuitry for safety and toprevent overcharge and overdischarge• High energy efficiency • Nominal 3-h charge • Good high-rate capability• Not tolerant of overcharge and overdischarge• Thermal runaway concernsA dded advantages and disadvantages of Li-Ion polymer/laminate cells • Flexible footprint • Limited high rate capability •Plasticized electrolyte •More expensive • Internal bonding of anode • Poor low-temperature performance• Cathode and separator T able 1.1 A dvantages and disadvantages of Li-ion and Li-ion polymer rechargeable cells1 Synopsis of the Lithium-Ion Battery Markets 3 As a result, it does not need outside pressure to hold the electrodes in contact with each other. A light-weight polymer-aluminum laminate pouch can substitute for a heavier metal cell enclosure. All three constructions employ the same chemistries.T he sales of Li-Ion cells are shown in Table 1.2 .4The Li-Ion market is very competitive. The data for the competing Ni–Cd and Ni-MH cells are included for comparison purposes. The market growth for Li-Ion is spectacular and driven by the proliferation of portable electronic devices such as notebook computers and cellular phone applications. In 15 years between 1991 and 2006 the sales and production of Li-Ion batteries experienced double-digit growth. The slower growth period, around 2000, occurred when cell production in China and Korea began to ramp up and may not have been included in the database.I n 1995, an 18,650 cell sold for $8, while in 2006 the same size cell with 2.6 Ah sold for about $4. Over this period the energy density of the cell more than doubled, while the price fell by 50%. The cell producers accomplished the performance improvements through engineering improvements in cell design, new carbon mate-rials for the anode, and automated high-speed production to reduce the cost. The Li-Ion market is expected to continue growing as new technology is introduced and new applications develop.T he major cell manufacturers are listed in Table 1.3 .The Japanese manufacturers (Sanyo, Sony, and Matsushita) have a clear lead but the Chinese manufacturers (BYD, Lishen) and Korean manufacturers (Samsung and LG Chemical) are challenging. There are no major Li-Ion manufacturers in the United States (or in Europe), evenC ell typeY ear1991 1992 1994 1996 1998 2000 2002 2004 2005 2006aN i–Cd 1,535 1,823 2,060 1,695 1,394 1,204 935 1,006 935 939 N i-MH 39 100 746 863 848 1,245 667 767 726 891 L i-Ion 110 152 1,292 1,900 2,805 2,458 4,019 3,899 3,790 L am Li-Ion 00002187 299 487 547 657 T able 1.2W orldwide Sales (Million of Dollars) 4a EstimatedA pplicationC ell typeN i-Cd N i-MH C y Li-Ion P r Li-Ion L am Li-IonC ellular 50 898.16 125.85 N otebook 22 422.68 16.34 2.50 M ovie 2467.98 11.91D igital still camera 56 18.88 48.17 0.94 P ower tools 575 53 20.14 0.08A udio 80 35 6.99 31.02 45.63 G ames 26.82 14.4 C onsumer 45 300C ordless phones 190 83O thers 330 178 22.854 28.98 14.42 T able 1.32005 Worldwide cell demand (Millions of Cells) 44 R.J. Brodd though they constitute large markets for devices powered by Li-Ion batteries.5 Activity in the United States is limited to several companies that supply the niche medical and military markets.1.3 Market CharacteristicsT he unit cell production for 2005 by product application is given in Table 1.4 . Cellular phone applications dominate the unit cell production. The thin, rectangular polymer/laminate cell construction has found favor in the cellular phone market and now accounts for about 13%, with the rest being the prismatic cell sizes. Notebook computers are second followed by cameras.T he period from its introduction in 1991–2002 was a time for establishing the fundamental base for materials and manufacturing processing. During this period, the processing of the materials, cell designs, and production equipment reached a high level of sophistication. The fundamental underpinning of the technology pro-vided a sound basis for future expansion during the next decade. Problems were identified and methods to solve the problems were developed. From a cell engineer-ing viewpoint, the maximum capacity of an 18,650 cell would be 2.5–2.6 Ah with the materials that were available in 2002. Increase in cell capacity and energy stor-age while maintaining safety would require new materials.S tarting in 2003, a shift in the market applications began to occur, as depicted in Fig. 1.2 .6In one segment basically the drive to increase capacity and performance for the competitive notebook and cellular phone applications continues. This requires the development and introduction of higher capacity, higher p erformance anode and cathode materials. Several new high-capacity, safer compositions suchas LiMn0.3C o0.3N i0.5O2and LiMn0.5N i0.5O2cathodes were developed and are in theprocess of being put into production. In the same line, new anode materials have been developed, based on nanostructured lithium alloy anodes. These materials can drive the 18,650 cell capacity over 2.6 Ah and could approach 3.0 Ah in the future.M anufacturers P ercentage of totalS anyo 27.50S ony 13.30S amsung 10.88M atsushita 10.07B YD 7.53L G Chemical 6.45L ishen 4.52N EC 3.60M axell 3.26O thers 12.89T able 1.4M ajor Li-ion cell manufacturers, 2005 41 Synopsis of the Lithium-Ion Battery Markets 5The other segment consists of applications that do not require a significant increase in energy storage capability but emphasize lower cost and higher power for new applications such as automotive and power tools. These applications also require new cathode and anode materials to meet the market demands for low cost with high-rate performance. An example of a new material is the LiFePO 4cathode materials introduced in the market in 2003 by Valence Technology and followed byA123, which emphasized power tool applications. 7–91.4 Consumer Electronics Cellular telephones and notebook computer applications drove the market and will continue to dominate cell usage. The Bluetooth and 3G mobile phones should expand the market coupled with expansion as people shift to higher performance devices. The market for portable cellular phone and notebook computers is reaching saturation in the United States and Europe where it is expected to grow in parallel with the gross national product. Large growth areas for cellular phones and note-book computers are in Asia, especially the Chinese and Indian markets.M ovie cameras account for about 25% of cell usage. Often cameras are used intermittently and may sit on the shelf for an extended period before use. The shelf life of the Li-Ion is significantly better than Ni–Cd and Ni-MH cells, the previous battery systems for movie cameras. Digital still cameras are next. They are in the process of transitioning to Li-Ion from alkaline primary and Ni-MH cells. Most primary cells lack the high pulse current required for camera operation. Only the primary Li–FeS 2system gives fully satisfactory performance for digital still camera operation. Notebook computer and cellular phone users have learned to recharge their batteries on a regular basis so that the device gives the expected service. In addition, many mobile phones have a built-in camera and could slow the development of the digital camera market.F ig. 1.2 A split develops in the Li-ion market6 R.J. Brodd 1.5 Hand Power ToolsT he power tool market is dominated by the Ni–Cd system. In terms of cell volumes it is the third largest. However, it is heavy and has a short run time compared to Li-Ion. Previously, Li-Ion cells could not meet the very high rate capability of theNi–Cd. Recently, Li-Ion cells with excellent high-rate LiMn2O4or LiFePO4cathodematerials were introduced for power tool applications. They are about a third smaller and half the weight of the older Ni–Cd. The phosphate cathode cells have a significantly greater safety characteristic as the cells do not go into thermal runaway until heated to over 600°C. The greater safety, coupled with the superior high-rate capability of the nanostructured phosphate materials, make them ideal for this application. This market segment is price-sensitive. Because the Ni-MH has poor low temperature and poorer very high rate performance, it has not made a signifi-cant inroad against Ni–Cd. The introduction of Li-Ion–powered tools by DeWalt and Milwaukee Tool offers a growth opportunity for Li-Ion cells.1.6 Uninterruptible Power Sources, Stationary Energy Storage T he uninterruptible power source market is about $ 6–10 billion annually and is growing roughly with the gross national product. This market is dominated by lead acid batteries. The technology is slowly shifting from the flooded to the valve-regulated lead acid technology. The valve-regulated lead acid cells are sealed and do not vent hydrogen and acid vapors on charge or stand, but they are more expen-sive to produce. The main competition to the lead acid is costly pocket plate Ni–Cd, but it has an exceptionally long life. It is not unusual for Ni–Cd to have an opera-tional life of 15 years or more in this application. Increased emphasis on environ-mental controls has made lead acid and Ni–Cd vulnerable for penetration by the environmentally acceptable, higher-cost Li-Ion batteries.T his market is very price-sensitive and the cost of Li-Ion cells will need to reach $0.30/Wh to penetrate this market. The new lower-cost manganese and phosphate cathode materials could reach this cost goal. It should be noted that several large lead acid battery companies in this market recently have entered into agreements with Li-Ion producers to supply cells and batteries for evaluation purposes. This could be an indication that the more traditional lead acid producers are positioning themselves to supply Li-Ion as an alternative for lead batteries.1.7 TransportationT here are many emerging market opportunities for Li-Ion cells in transportation. The motive power market is viewed as the largest future growth opportunity for Li-Ion batteries. Once in place, the transportation market will dwarf the present1 Synopsis of the Lithium-Ion Battery Markets 7 portable device market. The Segway Transporter has shifted from Ni-MH to Li-Ion batteries. The Toyota Prius will shift from Ni-MH to Li-Ion in the next model rede-sign. These, along with the emerging boating motors for freshwater lakes, have set the stage for penetration into this huge market area. Europe is in the process of banning gasoline motors on all lakes. Several U.S. lakes now bar gasoline-powered boats, as well. Boaters must shift to electric drive and batteries to operate on the lakes. These presently use lead acid batteries. The smaller, lighter, Li-Ion battery is already marketed in Europe for this application.T he introduction of the Tesla electric vehicle in 2007 with a 200 + mile range should set the stage for the transition to electric propulsion. The new cathode and anode systems also offer the potential to replace the present lead acid SLI (starting-lighting-ignition) battery on gasoline-powered vehicles.R eferences1.A. Y oshino ,T he Chemical Industry ,146,870 (1995)2.T. N agaura and K. T azawa ,P rogress in Batteries and Battery Materials ,10,218 (1991)3. R. J. Brodd, Factors affecting U.S. production decisions: Why are there no volume lithium ionbattery manufacturers in the United States? ATP Working Paper 05-01, June, 20054. R ecommendations on the Transport of Dangerous Goods, Manual of Tests and Criteria, Thirdrevised edition, United Nations, New York and Geneva, 20025. H. Takeshita, 23rd International Seminar on Primary and Secondary Batteries, Ft. Lauderdale,FL, March 20066. R. J. Brodd, Keynote Lecture, IMLB 11, Monterey CA, June, 20027. Valence Technology, Inc., Form 10-K, June 30, 20038.S.-Y. C hung ,J. T. B loking ,and Y.-M. C hiang ,N ature Materials ,1,123 (2002)9.A. K. P adhi ,K. S. N anjundaswamy ,and J. B. G oodenough ,J ournal of Electrochemistry Society144,1188 (1997)。