d307堆焊焊条
耐磨焊条
耐磨焊条D707耐磨焊条型号:EDW-A-15 用途:用于堆焊耐岩石强烈磨损的机械零部件,如混凝土搅拌机叶片、推土机、挖泥机叶片、高速混砂箱等。
D708耐磨焊条D708碳化钨堆焊耐磨焊条:含多种耐磨合金材料,直流施焊。
适用于堆焊耐岩石强烈磨损的机械零件,......D698耐磨焊条D698 :石墨型药皮的堆焊焊条,交直流两用。
用于矿产机械和土泥沙石粉碎强烈磨损部位的堆焊。
熔敷金属硬度HRC≥60D910耐磨焊条焊层硬度HRC≥55 耐热温度≤500℃可堆焊各种金属母材、合金钢,交直流两用,抗裂性好.直接冷焊.D947耐磨焊条焊层硬度HRC25-40 耐热温度≤1000℃可堆焊碳钢、合金钢,不锈钢等母材,可应用于进口锻床、锤头等。
高温高冲击零部件的修复堆焊,直接施焊。
D337耐磨焊条型号:EDRCrW15 用途:用于铸钢或锻钢堆焊锻模,也可用于受磨损锻模的修复。
D656耐磨焊条型号:EDZ-A2-16 用途:用于中等冲击情况下主要受磨料磨损的耐磨腐蚀件、如混凝土搅拌机、高速混沙机、螺旋送料机以及工作温度不超过500℃的高炉料钟、矿石破碎机、煤孔挖掘机等。
D638耐磨焊条用途用于堆焊要求具有良好的抗耐磨料磨损性能的耐磨件,如料斗、铲刀刃、泥浆泵、锤头等D608耐磨焊条型号:EDZ-A1-08 用途:用于农业机械、矿山设备等承受砂粒磨损与轻微冲击的零部件。
钴基焊条D802钴基焊条型号:EDCoCr-A-03说明:钴铬钨合金焊芯的钴基堆焊焊条,采用直流反接,堆焊金属在650℃工作仍能保持良好的耐磨性和耐腐蚀性。
用途:用于在650℃左右工作仍能保持良好的耐磨性和耐腐蚀性的场合,或承受冲击和冷热交错的部位,如堆焊高温高压阀门及热剪刀刃等。
熔敷金属化学成分/%C 0.7-1.44 Si≤2 Mn≤2 Cr 25-32 Fe≤4 W 3-6 其他≤4 余量为Co堆焊硬度HRC:≥40镍基焊条Ni112镍基焊条型号GB/T:ENi-0 相当于AWS:ENi-1用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
焊工技师理论总复习题1-5
焊工技师理论总复习题1-5卷号:7-21(3)8-17(5)9-1(1)11-25(2)(第4卷)一、填空题(请将正确答案填入题内空白处。
)7-21(3)1.焊接工艺评定的目的,在于获得焊接接头力学性能符合要求的焊接工艺。
2.产生、加速及会聚电子束流的装置称为电子枪。
3.金属在固态下,随着温度的变化,由一种晶格转变为另一种晶格的现象,称为金属的同素异晶转变。
4.1MPa=1×106N/m²。
5.在已发现的化学元素中有83 种是金属元素。
6.在工程中,评定脆性断裂较广泛的方法是冲击试验。
7镍及镍合金的焊接性表现在焊接热裂纹气孔、焊接区的腐蚀倾向等方面8.能把单向脉动直流电变为平滑的直流电的电路称为滤波电路。
9.在钣金制品展开放样时,母线在曲面上的任一位置称为素线。
10.焊接工艺评定时,对于埋弧焊当预热温度比已评定的合格值降低50℃以上属于重要因素。
11.技术标准规定了焊接结构的质量要求和质量评定方法,是从事检验工作的指导性文件。
12.尽量降低稀释率是安排堆焊工艺的重要出发点。
13.脉冲激光焊接,对于微型件的焊接特别合适。
14.钢淬火并高温回火后,得到的组织是回火索氏体。
15.30CrMnSiA钢中,A表示高级优质。
16.电子束焊适宜焊接难熔金属及热敏感性强的金属材料。
17.喷涂各种陶瓷材料最好的方法是等离子喷涂。
18.焊接翻转机是将工件绕水平轴转或倾斜,使之处于有利装焊位置的焊件变位机械。
19对于要求夹紧力很大而空间尺寸又受限制的地方,宜采用液压夹紧机构20.用样板或样杆在待下料的材料上画线称为号料。
8-17(5)21.焊接镍基耐蚀合金时,采用大坡口角度和小钝边的接头形式是为保证接头的熔透。
22.堆焊是为增大或恢复焊件尺寸,或使焊件表面获得具有特殊性能的熔敷金属而进行的焊接。
23在铁碳合金状态图中,当碳的质量分数为2.11 %时为钢和铸铁的分界限24.Q345钢中,“345”是指钢的屈服点的数值为345MPa。
堆焊大全( 所有堆焊焊条)-焦冷

1EDPMn2-03D102钛钙型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20-≤3.50--≥222EDPMn2-16D106低氢钾型普通低中合金锰钢堆焊焊条,交直流两用(交流时空载电压大于70V);用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20-≤3.50--≥223EDPMn2-15D107低氢钠型普通低中合金锰钢堆焊焊条,采用直流反接;用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20-≤3.50--≥224EDPCrMo-Al-03-D112钛钙型铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复≤0.25-≤1.50≤0.20≤0.20≥225EDPMn3-16D126低氢钾型普通低中合金锰钢堆焊焊条,交直流两用(交流空载电压大于70V);用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮、搅拌叶片和行走主动轮等≤0.20-≤4.20--≥286EDPMn3-15D127低氢钾型普通低中合金锰钢堆焊焊条,交直流反接;用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮、搅拌叶片和行走主动轮等≤0.20-≤4.20--≥287EDPCrMo-A2-03D132钛钙型铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复≤0.50-≤1.50≤3.00Mo≤1.50≥308EDPMn4-16D146低氢钾型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定;用于堆焊各种受磨损的碳钢件及碳钢道岔≤0.20-≤4.50-≤2.00≥309-D156低氢钾型铬锰钢堆焊焊条,具有抗高冲击载荷和金属间摩擦磨损性能,交直流两用(交流时空载电压大于70V),电弧稳定,焊接工艺性好,脱渣容易,飞溅小,焊道形成美观,用于轧钢机零部件堆焊,如槽轮轧机、铸钢大齿轮、拖拉机驱动轮、支重轮和链轮接等≈0.10≈0.50≈0.70≈3.20-≈3110EDPMn6-15D167低氢钠型普通低中合金锰钢堆焊焊条,采用直流反接;用于农业机械、建筑机械等磨损部件的堆焊,如大型推土机、动力铲的滚轮、汽车环链等≤0.45≤6.50--≥5011EDPCrMo-A3-03D172钛钙型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于堆焊齿轮、挖掘斗、拖拉机刮板、深耕犁铧、矿山机械等磨损件≤0.50--≤2.50Mn≤2.50≥4012-D177SL渗透刚系列堆焊焊条中的一种,专用于焊接磨损条件下使用的渗铝钢或非渗铝钢结构,低氢型药皮,采用直流正接,短弧操作;用于焊接单层或多层各种渗铝钢受磨损见,如电站渗铝钢锅炉省煤气管等≤0.50-≤2.50Mn≤2.50≥4013-D202A钛钙型铁基堆焊焊条,交直流两用,焊接工艺性能好,堆焊层硬度适中,具有良好的塑性和耐冲击性;用于碳钢和低合金钢轧钢机零部件的堆焊,如槽轮轧机、铸钢大齿轮等≤0.150.2-0.40.5-0.9 1.8-2.3-26-3014-D202B钛钙型铬钼钢堆焊焊条,交直流两用,焊接工艺性能能好,堆焊金属为马氏体组织,有较好的耐金属间磨损、耐冲击、耐磨料磨损和耐冷热疲劳性能,用于单层或多层堆焊各种受磨损的零部件,如齿轮挖斗、矿山机械等0.5-0.70.3-0.5-0.6-1.0 4.4-5.0-54-5815EDPCrMnSi-15D207低氢钾型铬锰硅钢堆焊焊条,采用直流反接;用于堆焊推土机刀刃板、螺旋桨等磨损零件0.5-1.00≤1.00≤2.500≤3.50≤1.00≥5016EDPCrMo-A4-03D212钛钙型铬钼钒钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于单层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等0.3-0.60--≤5.00Mn≤4.00≥5017EDPCrMo-A3-15D227低氢钙型铬钼钒钢堆焊焊条,交流反接,用于堆焊高强度耐磨零部件,如30CrMnSi和35CrMnSi冶金轧辊的堆焊与修复、矿石破碎机部件、矿山用4立方米电铲斗齿及其他挖掘机斗齿等≤5.00--≤2.50Mo≤2.50≥40Mo2.00-3.00V4.00-5.00Mo ≤3.0020EDPCrSi-B D246低氢钾型堆焊焊条,交直流两用;用于堆焊常温及非腐浊条件下,带有磨粒磨损和冲击载荷条件下工作的零部件,如矿山、工程、农业、制砖、水泥、水利等机械的易磨损件≤1.00 1.50-3.00≤0.80 6.50-8.50B0.50-0.90≥60 0.45-0.65-- 4.00-5.0018EDPCrMoV-A2-15D227低氢钠型铬钼钒钢堆焊焊条,采用直流反接,堆焊层为马氏体基体加一定数量的高硬度碳化物,抗磨粒磨损性能较高,堆焊金属具有良好的抗裂性能,但切削加工比较困难,必要时可以经约860℃等温度退火软化;用于承受一定冲击载荷的耐磨件表面堆焊,如掘进机盘形滚刀的受磨面≥5519EDPCrMoV-A1-15D237低氢钠型铬钼钒钢堆焊焊条,采用直流反接;用于堆焊受泥沙磨损和汽浊破坏的水利机械、挖掘斗、矿山机械零部件等0.30-0.60--8.00-10.00≈5021EDMn-A-16D256低氢钾型高锰钢堆焊焊条,交直流两用(交流焊时空载电压不低于70V ),堆焊时宜采用小电流,窄道焊,趁红热时立即锤击或水淬,以减小裂纹倾向。
耐磨焊条规格型号及适用

焊条规格型号的选用D102耐磨焊条型号:EDPMn2-03用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
D106耐磨焊条型号:EDPMn2-16用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
D107耐磨焊条型号:EDPMn2-15用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
D112耐磨焊条型号:EDPCrMo-Al-03用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复。
D126耐磨焊条型号:EDPMn3-16用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。
D127耐磨焊条型号:EDPMn3-15用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。
D132耐磨焊条型号:EDPMnCrMo-A2-03用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复D146耐磨焊条型号:EDPMn4-16用途:用于堆焊各种受损的碳钢件及碳钢道岔。
D156耐磨焊条用途:用于轧钢机零部件堆焊,如槽轮轧机、铸钢大齿轮、拖拉机驱动轮、支重轮和链轮节等D167耐磨焊条型号:EDPMn6-15用途:用于农业机械、建筑机械等磨损部件的堆焊,如大型堆土机、动力铲的滚轮、汽车环链等。
D172耐磨焊条型号:EDPCrMo-A3-03用途:用于堆焊齿轮、挖掘机、拖拉机刮板、深耕铧犁,矿山机械等磨损件。
D177SL耐磨焊条用途:用于焊接单层或多层各种渗铝钢受磨损件,如电站渗铝钢锅炉省煤器管等。
D202A耐磨焊条用途:用于碳钢和低中合金钢轧钢机零部件的堆焊,如槽轮轧机、铸钢大齿轮等D202B耐磨焊条用途:用于单层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等。
D207耐磨焊条型号:EDPCrMnSi-15用途:用于堆焊堆土机刀刃板、螺旋桨等磨损零件。
堆焊焊条
使用说明简明表说明:堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。
对提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。
堆焊工作及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条。
不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。
堆焊中最常碰到的问题是开裂,防止开裂的主要方法是:1、焊前预热,控制层间温度,焊后缓冷。
2、焊后进行消除应力热处理。
3、避免多层堆焊,采用低氢型堆焊焊条。
4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
开裂与工件及焊缝熔敷金属的焊碳量合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。
碳当量公式如下:Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni此估算公式适宜于低、中、高碳钢和低合金钢材料。
碳当量(%)预热温度碳当量(%)预热温度≤0.40 100℃以上≤0.70 250℃以上≤0.50 150℃以上≤0.80 300℃以上≤0.60 200℃以上≤0.90 350℃以上高锰钢及奥氏体不锈钢,可不预热。
高合金钢预热温度大于400℃。
D107D112 D126D127 D132D167 D172D207 D212D217A D256D266 D276D277 D286A D286B D307D317 D322D327 D337D397 D502D507 D507Mo D507MoNb D512D516MA D517D547 D547Mo D557 D577D608 D628D667 D707高低与下列因素有关:1、焊接电流大小、电弧长短。
电流大、电弧长,合金元素易烧损,反之,有利合金元素过渡。
2、预热温度、缓冷条件决定堆焊层的质量。
3、某些堆焊金属用不同的热处理方法可以得到不同的硬度。
堆焊层的硬度和化学成分指堆焊三层以上的堆焊金属。
堆焊焊条简明表D107 EDPMn2-15 常温低硬度堆焊,如车轴等磨损面D112 EDPCrMo-A1-03 常温低硬度堆焊,适于矿山机械的堆焊与修补D126 EDPMn3-16 常温中硬度堆焊,如车轴等磨损面D127 EDPMn3-15 常温中硬度堆焊,如车轴等磨损面D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械的堆焊与修补D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等磨损部分的堆焊D172 EDPCrMo-A3-03 常温高硬度堆焊,用于齿轮、挖泥斗等磨损面D207 EDPCrMnSi-15 常温高硬度堆焊,用于堆焊推土机刀片、螺旋桨等磨损零件D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面D217A EDPCrMo-A3-15 常温高硬度堆焊,用于堆焊高强度耐磨损零件D256 EDMn-A-16 EFeMn-A 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊D266 EDCrMn-B-16 EFeMn-B 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊D276 EDCrMn-B-16 耐气蚀高锰钢堆焊D286A EDMn-B-16 铁路路轨及道岔的补焊、堆焊D286B EDMn-B-16 铁路路轨及道岔的补焊、堆焊D307 EDD-D-15 高速钢刀具刃口堆焊D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊D322 EDRCrMoWV-A1-03 冷冲模及切削刀具的堆焊D327 EDRCrMoWV-A1-15 冷冲模及切削刀具的堆焊D337 EDRCrW-15 热锻模堆焊D397 EDRCrMnMo-15 热锻模堆焊D502 EDCr-A1-03 轴及中温高压阀门堆焊,堆焊金属具有空淬特性D507 EDCr-A1-15 轴及中温高压阀门堆焊,堆焊金属具有空淬特性D507Mo EDCr-A2-15 中温高压阀门堆焊,堆焊金属具有空淬特性D507MoNb EDCr-A1-15 轴及过热蒸汽阀门堆焊,对爱护内金属具有较好的抗氧化和抗裂纹性能D512 EDCr-B-03 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D516MA EDCrMn-A-16 中温高压阀门堆焊,焊接工艺简单,易施焊操作D517 EDCr-B-15 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D547 EEDCrNi-A-15 高温高压阀门堆焊,抗擦伤性强D547Mo EDCrNi-B-15 高温高压阀门堆焊,堆焊金属时效强化效果显著D557 EDCrNi-C-15 高温高压阀门堆焊,堆焊金属时效强化效果显著D577 EDCrMn-C-15 中温高压阀门堆焊,堆焊工艺简单,易于操作D608 EDZ-A1-08 抗磨粒磨损表面堆焊D628 抗磨粒磨损表面堆焊,硬度更高D667 EDZCr-C-15 EFeCr-A1 抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好牌号:D107国家标准:EDPMn2-15药皮类型:低氢型焊接电源:DC+说明:D107是低氢钠型药皮的普通锰型堆焊焊条,采用直流反接。
常用焊条说明及用途

焊条及其使用碳钢焊条牌号说明:碳钢焊条适用于碳钢和低强度的低合金钢的焊接。
选择焊条依据钢材的化学成分、力学性能、抗裂性能的要求,同时考虑焊接结构、钢板厚度、工作条件、受力情况、焊机性能等因素综合分析。
必要时,做焊接试验,制订相应的工艺措施,再确定选用焊条。
⒈碳钢的焊接一般选用与钢材强度等级相对应的焊条,同时考虑结构复杂、厚板、刚度大、动负荷、可焊性差的,一般选用塑性好、冲击韧性高、抗裂性能好的低氢型焊条。
对焊接位置有特殊要求的,采用相应专用焊条,如立向下焊条、打底焊条等。
为提高焊接效率可选用铁粉型焊条。
⒉对焊缝冷却速度快、强度增高、焊缝易产生裂纹的,此时可选用比母材强度低一级的焊条;低碳钢与低合金钢之间的异种钢焊接,一般选用与强度等级低的钢材相应的焊条,并且考虑低合金钢因素,以选用低氢型为宜。
⒊对于中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,一般选用低氢型焊条并采用预热、缓冷等方法及相适应的焊接工艺等措施。
⒋铸钢可焊性差,一般含碳量较高,工件厚大,结构复杂,极易产生焊接裂纹,当铸钢合金元素多时,就更为突出。
一般选用低氢型焊条,并采取预热、缓冷等方法及相应的焊接工艺等措施。
⒌为保证焊接质量,对工件焊口应清理干净,不准有油污、铁锈、水分、油漆及污物等,对使用低氢型焊条尤为重要。
⒍对低氢型焊条,焊前焊条须经350℃烘焙1h,并随烘随用,否则易产生气孔、夹渣、裂纹等缺陷。
纤维素焊条一般不需烘焙,若受潮,按说明书规定温度焊前烘焙,但温度过高将破坏焊条的焊接工艺性能。
⒎说明书中规定的焊接电流为参考值,实际操作中应具体掌握,如工件预热,可比正常电流低5%~15%;立焊和仰焊比平焊的电流小10%~15%;采用直流时可比交流减小10%左右。
在使用直流焊机时,注意说明书规定焊接所阶级性,否则影响焊接工艺。
⒏对低氢型焊条一般不应反复烘焙,防止药皮酥脆、脱落。
J421J421FeJ421Fe16J421XJ422J422GMJ422Fe J422Fe16 J423J424J425J426J427J501FeJ501Fe15J501Fe18 J502J503J505J506J506Fe J506Fe-1 J506Fe18J506HJ506D J506XJ507J507FeJ507Fe16J507HJ507D J507X碳钢焊条简明表牌号国家标准美国标准作用及用途J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
焊条型号及对应用途汇总

湖南湘江焊条厂自建厂以来,深受广大客户的青睐,为回报广大客户朋友的厚爱,我厂将再接再厉,以质量为本,以信誉为根!为推进中国焊接事业的发展做最大的努力!湘江焊丝厂生产各种气保焊丝 CO2气体保护焊ER49-1 ER50-3 ER50-4 ER50-6 ER50-G ER60-G ER70-G ER80-G ER55-G主要用途ER49-1 用途: 焊接低碳钢及某些低合金钢结构。
ER50-3 ER70S-3 1.低碳钢薄板焊接。
2.表面处理较彻底的低碳钢部件焊接。
ER50-4 ER70S-4 1.板金薄板焊接。
2.钢管焊接。
ER50-6 ER70S-6 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
ER50-G ER70S-G 1.各种500MPa级结构钢部件、厚板、厚管线焊接。
2.各种500MPa级母材的高速焊接.ER60-G ER90S-G 适用于焊接600MPa级高强钢结构,如工程机械、管线、船舶、压力容器等的焊接。
ER70-G ER100S-G 适用于焊接700MPa级高强钢结构,如工程机械、起重机械、桥梁、管线、船舶和压力容器等结构的焊接。
ER80-G ER110S-G 适合于焊接抗拉强度为790MPa级的高强度结构,可用于焊接压力容器、工程机械、起重机械、船舶、矿山机械等重要结构。
ER55-G 用于550MPa抗拉强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。
湖南湘江焊条厂自建厂以来,深受广大客户的青睐,为回报广大客户朋友的厚爱,我厂将再接再厉,以质量为本,以信誉为根!为推进中国焊接事业的发展做最大的努力!堆焊焊条D107、D132、D167、D172、D212、D256、D276、D307、D317、D322、D337、D397、D502、D507、D507Mo、D512、D516MA、D517、D547、D547Mo、D557、D577、D608、D658、D667、D698、D707、D717、D968牌号GB(AWS)主要用途D107 EDPMn2-1.5 常温低硬度堆焊,如车轴等磨损面D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械堆焊与修补D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊D172 EDPCrMo-A3-03 常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面D256 EDNn-A-16 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊D276 EDCrNn-B-16 耐气蚀高铬锰钢堆焊D307 EDD-D-15 高速钢刀具、刃口堆焊D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊D322 EDRCrMoWV-A1-03 同D317D337 EDRCrW-15 热煅模堆焊D397 EDRCrMnMo-15 热煅模堆焊D502 EDCr-A1-03 轴及中温高压阀门堆焊,堆焊金属具有空淬特性D507 EDrCrW-15 同D502D507Mo EDRCrMnMo-15 中温高压阀门堆焊,堆焊金属具有空淬特性D512 EDCr-B-03 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D516MA EDCrMn-A-16 中温高压阀门堆焊,堆焊金属具有空淬特性D517 EDCr-B-15 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D547 EDCrNi-A-15 高温高压阀门堆焊,抗擦伤性强D547Mo EDCrNi-B-15 高温高压阀门堆焊,堆焊金属时效强化效果显著D557 EDCrNi-C-15 同D547MoD577 EDZCrMn-C-15 中温高压阀门堆焊,堆焊工艺简单,易于操作D608 EDZ-A1-08 抗磨粒磨损表面堆焊D658 Fe-Cr-B 高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件D667 EDZCr-C-15 抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好D698 Fe-Cr-B 用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等 HICr18Ni9Ti焊丝图片D707 EDW-A-15 碳化钨型,抗强烈磨损表面堆焊D717 ------ 用于耐岩石强烈磨损的机械零件D968 Fe-Cr-B 铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902牌号GB(AWS)主要用途A002 E308L-16 用于超低碳00Cr19Ni10不锈钢结构的焊接A022 E316L-16 用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接A022Mo E317L-16 用途同A022,耐蚀性更优于A022A042 E309MoL-16 抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接A052 ------ 用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A062 E309L-16 抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A102 E308-16 焊接工艺性能优异,用于一般的不锈钢结构的焊接A107 E308-15 同A102,可全位置焊接A132 E347-16 抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti 不锈钢的焊接A137 E347-15 用途同A132,可全位置焊接A172 E307-16 抗裂性好,焊ASTM307钢及异种钢A202 E316-16 用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接A207 E316-15 同A202,可全位置焊接A212 E318-16 同A202,抗晶间腐蚀性能好A237 E318V-15 用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接A222 E317MoCu-16 在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢A302 E309-16 用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接A302SL E309Mo-16 对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件A307 E309-15 用途同A302,可全位置焊接A312 E309Mo-16 异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接A402 E310-16 用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接A407 E310-15 同A402,可全位置焊接A412 E310Mo-16 同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422 ------ 用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接A502 ED16-25MoN-16 用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢A507 ED16-25MoN-15 同A502,可全位置焊接A607 E330MoMnWNb-15 用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接A902 E320-16 耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条G202、G207、G217、G302牌号GB(AWS)主要用途G202 E410-16,,,,,,,,,,,,,,,用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊G207 E410-15 用途同G202,可全位置焊接G217 E410-15 用于0Cr13、1Cr13、2Cr13不锈钢结构焊接G302 E430-16 用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接不锈钢焊丝不锈钢焊丝JQ.H0Cr18Ni9、JQ.H0Cr21Ni10、JQ.H00Cr21Ni10、JQ.H1Cr24Ni13、JQ.H00Cr24Ni13、JQ.H1Cr26Ni21、JQ.H0Cr19Ni12Mo2、JQ.H00Cr19Ni12Mo2、JQ.H00Cr20Ni12Mo3、JQ.H0Cr20Ni14Mo3、JQ.H0Cr20Ni10Ti、JQ.H0Cr20Ni10Nb、JQ.H1Cr17牌号 AWS GB 主要用途JQ.H00Cr19Ni12Mo2 ER316L ER316L 用于超低碳00Cr19Ni12Mo2不锈钢结构的焊接。
堆焊焊条
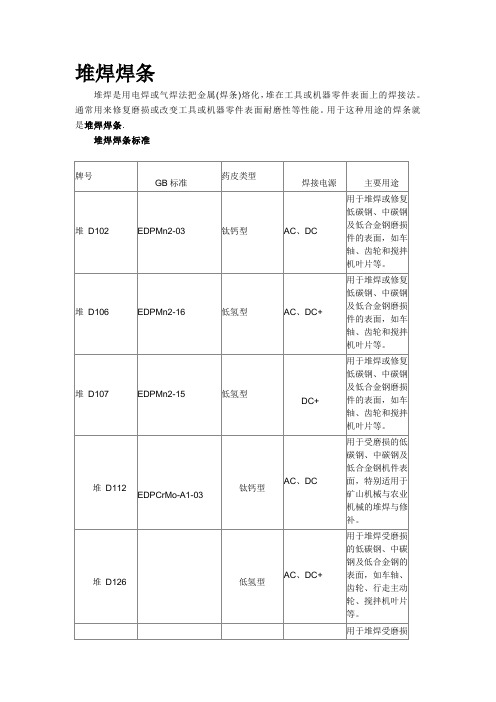
EDW-A-15
低氢型
DC+
用于堆焊耐岩石强烈磨损之机械零件,如混凝土搅拌机叶片、推土机和泵浦叶片、挖泥机叶片、高速混砂箱等。
堆D802
EDCoCr-A-03
钛钙型
AC、DC+
堆焊层金属在850℃仍保持良好的耐磨性和耐腐蚀性能。分别适用于高温高压阀门及热剪切刃具、高压泵的轴套筒、粉碎机的刃口、锅炉的旋转叶轮等…
堆D172
EDPCrMo-A3-03
钛钙型
AC、DC
用于堆焊齿轮、挖泥斗、拖拉机刮板、深耕铧犁、矿山机械等磨损件。
堆D207
EDPCrMnSi-A1-15
低氢型
DC+
用于堆焊推土机刀片,螺旋桨等磨损零件。
堆D212
EDPCrMo-A4-03
钛钙型ACຫໍສະໝຸດ DC用于单层或多层堆焊各种受磨损的机件表面,如齿轮、挖斗、矿山机械等。
堆D277
EDCrMn-B-15
低氢型
DC+
适用于堆焊水轮机受气蚀破坏的零件,如水轮机的叶片、导水叶等,同时也适用于要求耐磨性及韧性高的高锰钢制件的堆焊,如铁路道岔、螺旋输送机构、推土机刀片、抓斗、破碎刃等。
堆D286A
EDMn-B-16
低氢型
AC、DC+
适用于高锰钢堆焊,是铁路高锰钢轨,道岔堆焊修复的专用焊条,也可用于各类破碎机、推土机等受冲击面--磨损部位的堆焊。
堆D286B
EDMn-B-16
低氢型
AC、DC+
适用于高锰钢堆焊,是铁路高锰钢轨,道岔堆焊修复的专用焊条,也可用于各类破碎机、推土机等受冲击面--磨损部位的堆焊。
堆D307
EDD-D-15
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
D307堆焊焊条说明:
D307是低氢钠型药皮的堆焊焊接条,采用直流反接。
堆焊层硬度:HRC>55
堆焊金属化学成分(%)
C
Mn
W
V
0.70~1.00
3.80~4.50
17.00~19.50
1.00~1.50
参考焊接电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
100~130
130~160
170~220
D307耐磨焊丝
D307耐磨焊丝说明:
D307耐磨焊丝是D307耐磨焊条的升级换代产品,具有硬度更高、耐磨性更好、焊接速度更快、使用成本更低、外表成型更好的优点。特别适用于焊接工作量大和对耐磨性有更高要求的用户。
堆焊层硬度:HC
Mn
W
V
0.80~2.00
4.8~5.50
18.00~21.00
2.00~2.50
耐磨焊丝与耐磨焊条的区别
耐磨焊丝
耐磨焊条
备注
焊接速度
5.5公斤/小时
2.3公斤/小时
材料浪费率
2%
35%
D307堆焊焊条,D307耐磨焊丝
北京固本科技有限公司
地址:北京市海淀区中关村南大街9号
E-mail:info@