陶瓷台盆检验标准
陶瓷外观质量检测标准

陶瓷外观质量检测标准
陶瓷外观质量检测标准主要包括以下几个方面:
1. 表面质量:陶瓷表面应光滑、无气泡、无杂质,色泽均匀。
同时,应检查表面是否有裂纹、缺损、色差等缺陷。
2. 尺寸精度:陶瓷的尺寸精度应符合要求,不能有过多的偏差。
可以用卡尺等工具进行测量。
3. 形状精度:陶瓷的形状应符合设计要求,不能有过多的变形。
可以用模板或塞规进行比对。
4. 透光性:对于一些需要透光的陶瓷,如灯罩、玻璃杯等,应具有良好的透光性。
检查时应将产品置于光源前,观察其透光效果。
5. 气孔率:陶瓷的气孔率应符合要求,不能有过多的气孔。
可以用相关仪器进行检测。
6. 热稳定性:对于高温使用的陶瓷,应具有良好的热稳定性,能承受一定范围内的温差变化。
可以将其置于高温或低温环境中进行测试。
7. 化学稳定性:陶瓷应能抵抗酸、碱、盐等化学物质的侵蚀,保持稳定性。
可以将其置于相关化学物质中进行测试。
8. 机械性能:陶瓷应具备良好的机械性能,如硬度、抗冲击性、耐磨性等。
可以进行相关试验进行检测。
总的来说,陶瓷外观质量检测标准是为了确保陶瓷产品的质量和可靠性,从表面质量、尺寸精度、形状精度、透光性、气孔率、热稳定性、化学稳定性到机械性能等方面对产品进行全面检测和评估。
日用陶瓷盘、碗、杯碟的【验货标准】
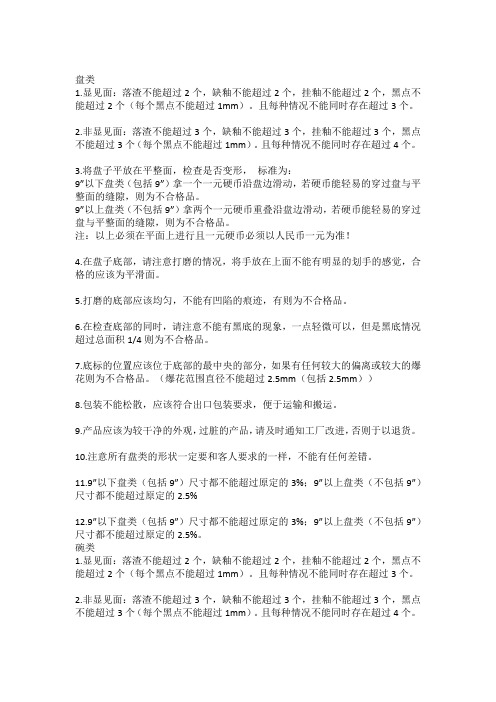
盘类1.显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个(每个黑点不能超过1mm)。
且每种情况不能同时存在超过3个。
2.非显见面:落渣不能超过3个,缺釉不能超过3个,挂釉不能超过3个,黑点不能超过3个(每个黑点不能超过1mm)。
且每种情况不能同时存在超过4个。
3.将盘子平放在平整面,检查是否变形,标准为:9”以下盘类(包括9”)拿一个一元硬币沿盘边滑动,若硬币能轻易的穿过盘与平整面的缝隙,则为不合格品。
9”以上盘类(不包括9”)拿两个一元硬币重叠沿盘边滑动,若硬币能轻易的穿过盘与平整面的缝隙,则为不合格品。
注:以上必须在平面上进行且一元硬币必须以人民币一元为准!4.在盘子底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该为平滑面。
5.打磨的底部应该均匀,不能有凹陷的痕迹,有则为不合格品。
6.在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4则为不合格品。
7.底标的位置应该位于底部的最中央的部分,如果有任何较大的偏离或较大的爆花则为不合格品。
(爆花范围直径不能超过2.5mm(包括2.5mm))8.包装不能松散,应该符合出口包装要求,便于运输和搬运。
9.产品应该为较干净的外观,过脏的产品,请及时通知工厂改进,否则于以退货。
10.注意所有盘类的形状一定要和客人要求的一样,不能有任何差错。
11.9”以下盘类(包括9”)尺寸都不能超过原定的3%;9”以上盘类(不包括9”)尺寸都不能超过原定的2.5%12.9”以下盘类(包括9”)尺寸都不能超过原定的3%;9”以上盘类(不包括9”)尺寸都不能超过原定的2.5%。
碗类1.显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个(每个黑点不能超过1mm)。
且每种情况不能同时存在超过3个。
2.非显见面:落渣不能超过3个,缺釉不能超过3个,挂釉不能超过3个,黑点不能超过3个(每个黑点不能超过1mm)。
陶瓷制品的质量标准及检验方法

陶瓷制品的质量标准及检验方法陶瓷制品是一种常见的工业产品,具有广泛的应用领域,如建筑材料、厨房用具、装饰品等。
为了保证陶瓷制品的质量,制定一套科学的质量标准和检验方法显得尤为重要。
陶瓷制品的质量标准主要包括物理性能、化学性能和外观质量。
以下是常见的陶瓷制品的质量标准及检验方法:一、物理性能:1. 抗压强度:陶瓷制品的抗压强度是评价其强度和韧性的重要指标。
根据不同的陶瓷制品,其抗压强度的标准也不同。
常见的检验方法是将样品放置在试验机上,施加水平加载,以测定其最大承压能力。
2. 抗折强度:陶瓷制品的抗折强度是评价其抗弯曲能力的指标。
常用的检验方法是采用三点弯曲法,将样品放置在两个支撑点上,施加力矩来造成弯曲,通过测定样品的断裂载荷来计算抗折强度。
3. 硬度:陶瓷制品常用的硬度检测方法是使用摩氏硬度计或维氏硬度计,通过在样品表面施加指定荷载,测定产生的压印深度来计算硬度值。
二、化学性能:1. 包括化学成分、放射性元素含量和溶出性等。
其中,化学成分分析可以通过X射线荧光光谱法、光谱法、能谱法等方法来进行;放射性元素含量主要采用放射性测定方法,如γ谱法等;溶出性检验可以通过将样品放置在水中,测定水中残留物质的含量来评估。
三、外观质量:1. 表面质量:陶瓷制品的表面应无明显的裂纹、砂眼、搓团、疤痕、气孔等缺陷。
通过目测或放大镜观察,检查是否满足要求。
2. 尺寸偏差:陶瓷制品的尺寸偏差应符合相关标准要求,可以使用测量仪器进行测量。
常见的测量工具有卡尺、游标卡尺、外径千分尺等。
3. 表面的平整度:通过目测或使用仪器,如平板检查仪或表面平整度仪等,来检查陶瓷制品表面是否平整。
对于一些特殊的陶瓷制品,还可以根据具体要求制定专项检验项目和检验方法。
总之,陶瓷制品的质量标准和检验方法对于保证其质量和可靠性至关重要。
通过科学合理的检测手段,可以保证陶瓷制品在生产和使用过程中的安全性和可靠性。
同时,制定相应的质量标准可以规范行业内的生产和市场秩序,提升整个行业的竞争力。
陶瓷产品质量检验标准
陶瓷产品质量检验标准
一、一般要求
1. 陶瓷产品应具备良好的整体外观和触感。
2. 陶瓷产品表面应无明显的裂纹、划痕或凹凸瑕疵。
3. 陶瓷产品的颜色应均匀、清晰,无污点或色差。
4. 陶瓷产品应具备良好的光泽度和透明度。
5. 陶瓷产品应符合国家相关标准或合同约定的尺寸和重量要求。
二、物理性能要求
1. 抗压强度:陶瓷产品应具备足够的抗压强度,以保证正常使用过程中不易破碎或变形。
2. 水吸收率:陶瓷产品的吸水率应符合国家相关标准或合同约定的要求,以确保产品不易受潮或变质。
3. 耐温性:陶瓷产品应具备良好的耐温性能,能够承受正常的使用温度范围内的热冲击。
4. 抗冻性:适用于户外使用的陶瓷产品应具备足够的抗冻性能,能够承受低温条件下的冻融循环。
三、安全性能要求
1. 陶瓷产品应符合国家相关安全标准或合同约定的要求,不得含有有害物质。
2. 陶瓷产品表面应平滑,不得有棱角或尖锐部件,以防止用户使用过程中发生受伤。
3. 陶瓷产品边缘部分应处理圆滑,不得存在割伤风险。
四、包装要求
1. 陶瓷产品的包装应符合国家相关标准或合同约定的要求,以防止在运输过程中产生损坏。
2. 包装材料应符合环保要求,不得使用对环境有害的材料。
五、标识要求
1. 陶瓷产品上应有清晰、完整的产品标识,包括产品名称、生产厂商、生产日期等信息。
2. 陶瓷产品应标明国家相关认证标志或合同约定的认证标志,以确保产品质量符合国家标准或合同要求。
以上为陶瓷产品质量检验标准的一般要求,具体检验方法和标准可根据产品类型和用途进行补充制定。
陶瓷制品的质量标准及检验方法

陶瓷制品的质量标准及检验方法陶瓷制品是指用陶瓷材料经过特定的工艺加工而成的各类工艺品和日用品。
由于陶瓷制品的材料和工艺不同,其质量标准和检验方法也有所差异。
下面,将以陶瓷餐具为例,介绍陶瓷制品的质量标准及检验方法。
陶瓷餐具是日常生活中常见的陶瓷制品之一,其质量标准主要包括外观质量、物理性能和化学性能三个方面。
首先是外观质量,主要包括外观完整性、形状和表面质量。
外观完整性要求餐具没有破损、脱落或其他明显的缺陷,如裂纹、气孔等。
形状要符合设计要求,不应出现明显的偏差。
表面质量要求餐具的表面光滑平整,不得有明显的凹凸不平、斑点、色差等。
其次是物理性能,主要包括抗压强度、耐磨性、抗冲击性等。
抗压强度是指餐具的抗压能力,应能承受正常使用过程中的压力而不破裂。
耐磨性是指餐具表面抗磨损的能力,应能经受正常使用过程中的摩擦而不出现明显的磨损。
抗冲击性是指餐具在受到外力冲击时的抗裂能力,应能经受正常使用过程中的碰撞而不破碎。
最后是化学性能,主要包括溶出物、重金属和放射性物质等的含量。
溶出物是指餐具在与食物接触时释放出的物质,其含量应符合国家标准的要求。
重金属和放射性物质是指餐具中可能存在的有害物质,其含量应符合国家卫生标准的要求。
在对陶瓷餐具进行质量检验时,可以采用以下方法:1. 目测检查。
通过肉眼观察餐具的外观质量,检查是否有破损、脱落、裂纹等缺陷。
2. 触摸检查。
用手触摸餐具的表面,检查其光滑度和凹凸不平的感觉。
3. 测量检查。
使用测量工具对餐具的形状、尺寸进行测量,检查其是否符合设计要求。
4. 功能性测试。
对餐具的使用功能进行测试,如放置稳定性、耐磨性、抗冲击性等。
5. 化学分析。
通过化学分析仪器对餐具中可能存在的有害物质进行检测,确定其含量是否符合标准要求。
总之,陶瓷制品的质量标准及检验方法是多方面的,涉及外观质量、物理性能和化学性能等方面的要求。
通过合理的检验方法,可以确保陶瓷制品的质量达到国家标准,并保证其安全可靠地使用。
陶瓷验货质量标准

陶瓷验货质量标准陶瓷质量标准95年標準 (GB 3523-95)缺陷名稱量度單位產品規格國標一級變形 mm (高度) 平盘类小于 128 mm 1 mm从129 到 204 mm 2 mm(用卡尺量度) 从 205 到279 mm 2.5 mm从 280 到360 mm 3.5 mm大于360 mm 小于平盘最大直径的1.0%mm (高度) 鱼盘类小于 200 mm 2 mm从 200 到 239 mm 3 mm从240 -到320 mm 4 mm大于320 mm 小于鱼盘最大直径的1.5%mm (直径) 碗类小于 109 mm 1 mm从110 到174 mm 2 mm从 175 到 250 mm 2.5 mm大于250 mm 小于碗最大直径的1.5%mm (直径) 杯类小于 60 mm 1 mm大于60 mm 1 mm落渣mm (直径) 特大/大尺寸品种面部落渣< 1.0mm 最多 2粒(不上釉/釉上) 底部落渣 < 1.5 mm 最多2粒边缘不允许有落渣落渣不能锋利小/ 中尺寸品种面部落渣 < 1.0mm 最多 2粒底部落渣 < 1.0mm 最多2粒边缘不允许有落渣落渣不能锋利毛孔, 針孔 mm (直径) 特大尺寸品种面部 < 0.5 mm, 最多 10粒底部可允許增加50%的數量大尺寸品种面部 < 0.5 mm, 最多 8粒底部可允許增加50%的數量中尺寸品种面部 < 0.5 mm, 最多 6粒底部可允許增加50%的數量小尺寸品种面部 < 0.5 mm, 最多4粒底部可允許增加50%的數量斑點 mm (直径) 特大尺寸品种面部 < 1.0 mm, 最多 3粒底部 < 1.5 mm, 最多 3粒大尺寸品种面部 < 0.5 mm, 最多 3粒底部 < 1.5 mm, 最多2粒中尺寸品种面部< 0.5 mm, 最多2粒底部 < 1.0 mm, 最多 2粒小尺寸品种面部 < 0.5 mm, 最多 2粒底部 < 1.0 mm, 最多 1粒缺陷名稱量度單位產品規格國標一級色髒面积 (平方毫米) 所有品种面部 < 3 mm sq.底部 < 10 mm sq.熔洞 mm (直径) 特大尺寸品种面部不允许有熔洞底部 < 2 mm, 最多2粒大尺寸品种面部不允许有熔洞底部 < 2 mm, 最多1粒中尺寸品种面部不允许有熔洞底部 < 1.5 mm, 最多1粒小尺寸品种面部不允许有熔洞底部 < 1 mm, 最多 1粒疙瘩 mm (直径) 特大尺寸品种面部 < 2 mm, 最多4粒底部可允許增加50%的數量大尺寸品种面部 < 2 mm, 最多2粒底部可允許增加50%的數量中尺寸品种面部 < 1.5 mm, 最多2粒小尺寸品种面部 < 1 mm, 最多1粒底部可允許增加50%的數量泥渣面积(平方毫米) 特大尺寸品种面部 < 12 mm sq.底部 < 12 mm sq.大尺寸品种面部 < 6 mm sq.底部 < 6 mm sq.中尺寸品种面部 < 3 mm sq.底部 < 3 mm sq.小尺寸品种面部 < 2 mm sq.底部< 2 mm sq.釉泡 mm (直径) 特大尺寸品种 < 0.5 mm, 最多6粒大尺寸品种 < 0.5 mm, 最多 5粒中尺寸品种 < 0.5 mm, 最多 4粒小尺寸品种 < 0.3 mm, 最多 3粒缺釉面积 (平方毫米) 所有品种 < 5 mm sq., 最多 1粒壓釉, 縮釉面积 (平方毫米) 特大尺寸品种底部 < 30 mm sq.大尺寸品种底部 < 30 mm sq.中尺寸品种底部 < 20 mm sq.小尺寸品种底部 < 20 mm sq.手把接口缺釉 mm (长度) 所有品种 < 3 mm開裂 (有釉覆蓋) mm (长度) 特大尺寸品种面部不允许开裂底部 < 6 mm大尺寸品种面部不允许开裂底部 < 5 mm中尺寸品种面部不允许开裂底部 < 4 mm小尺寸品种面部不允许开裂底部 < 3 mm剌邊, 利邊 mm (直径) 特大尺寸品种不允许及大尺寸品种不允许mm (长度) 中尺寸品种不允许小尺寸品种不允许缺陷名稱量度單位產品規格國標一級底沿粘渣 mm (长度) 所有品种外沿不允许有粘渣内沿不超过底径30%宽度 < 1 mm粘疤 mm (长度) 所有品种面部 - 不允许底部允許直徑的 5%, 深度< 0.5mm.烤花粘釉面积 (平方毫米) 所有品种边缘不允许有粘釉其它部分 < 2 mm sq.缺泥 (有釉覆蓋) 面积 (平方毫米) 特大尺寸品种面部不允许缺泥边缘<3 mm sq., 底部<30 mm sq.大尺寸品种面部不允许缺泥边缘<3 mm sq., 底部<25 mm sq.中尺寸品种面部不允许缺泥边缘<2 mm sq., 底部<20 mm sq.小尺寸品种面部不允许缺泥边缘<2 mm sq., 底部<15 mm sq.擦傷不适用所有品种不明显熏黃不适用所有品种不允许薄釉不适用所有品种不明显桔釉不适用所有品种底部:不明显歪手杷不适用所有品种不明显釉縷/波浪不适用所有品种不明显裝飾缺陷, 包括爆花面积 (平方毫米) 所有品种不允许定义 :特大大型小型平盤直徑 > 350 mm 228 - 349 mm < 128 mm 碗直徑 > 250 mm 175 - 249 mm < 110 mm瓶類容量 > 2400 ml 1000 - 2399 ml < 250 ml 杯直徑不适用不适用 < 60 mm差不多不能察覺在 500 mm 目視距離的日光燈下不能察覺的缺陷。
洗手盆-盆柜-浴室镜-边柜套件产品检验标准
洗手盆, 盆柜, 浴室镜, 边柜套装产品检验标准一.材料检查和颜色检查检查产品所用材料与签样或资料是否相符1.1洗手盆: 洗手盆的材料一般可以分为以下三种:A.天然石头B.陶瓷C.人造石(复合树脂)需要对比大货所用材料与样品/资料的符合性, 颜色,外观是否相符.1.2盆柜: 通常盆柜的的基本用材可以有以下几种:A.聚氨酯板B.夹板(大芯板)C.MDF板(密度板)D.MFC板(刨花板)需要对比大货所用材料与样品/资料的符合性, 颜色,外观,板材厚度是否相符.一般盆柜用材会配有“饰面”及/或“饰边”, 需要注意检查“饰面”和“饰边”的用材和外观与样品/资料要求是否相符.1.3浴室镜浴室镜通常的用料是“玻璃+镀银”, 需要检查镜子的用料与样品/资料是否相符, 厚度是否相符.特别的浴室镜: 部分浴室镜会有以下功能:A.带有“近镜”B.带有磨砂花纹或图案,C.带有彩色花纹或图案D.带有“灯箱”及“通透”功能.对于以上特别的浴室镜, 需要拿大货与样品相对比, 检查用料的符合性. (由于这类特别的浴室镜花式品种太多, 不能一一描述)1.4边柜: 通常边柜的的基本用材可以有以下几种:A.聚氨酯板B.夹板(大芯板)C.MDF板(密度板)D.MFC板(刨花板)需要对比大货所用材料与样品/资料的符合性, 颜色,外观,板材厚度是否相符.一般边柜用材会配有“饰面”及/或“饰边”, 需要注意检查“饰面”和“饰边”的用材和外观与样品/资料要求是否相符.二.形状和尺寸检查需要对比相关产品的图纸/签样,对大货进行检查.2.1 洗手盆: 需要重点检查以下项目:A. 总长B. 总宽C. 总高D. “裙边高度”E. 盆深F. 龙头孔直径G. 下水孔直径H. 满溢孔的尺寸和与其装饰盖得配合程度(不能易于松脱, 但也能拆/装)I. 平均用料厚度(参考尺寸)尺寸公差允收标准:石头盆: A/B/C/D/E 尺寸+/-3MM陶瓷盆: A/B/C/D/E 尺寸+/-5MM人造盆: 1M内的盆, A尺寸:+1MM/-5MMB/C/E 尺寸+/-2MM1M以上的盆, A尺寸:+1MM/-4MMB/C/E 尺寸+/-3MMD尺寸: +/-2MM所有种类的盆:F尺寸:35+/-3MMG尺寸:45+/-3MM2.2 盆柜需要对比图纸、签样进行尺寸检查,重点检查以下项目:A.总长B.总宽C.总高D.拉手尺寸E.与其他零部件配合的相关尺寸。
陶瓷台盆检验标准
制定本厂卫生陶瓷产品检验标准,为卫生陶瓷产品的检验提供依据。
为确保出厂的卫生陶瓷产品质量符合ASA 品牌质量要求,并持续满足客户要求。
2、适用范围:适用于本厂所有需要外观检测的陶瓷台盆产品。
3、检验规则3.1 检验分类检验分为出厂检验和型式检验。
3.2 出厂检验3.2.1 出厂检验项目依以下功能测试。
3.2.2 出厂检验抽样方案按GB/T2828-1 规定要求,外观采用一般检验水平Ⅱ,正常检验一次抽样方案,接收质量水平(AQL)=1.5;功能、尺寸采用特殊检验水平Ⅱ级,正常检验一次抽样方案,接收质量水平(AQL)=1.5,当相关产品有一次客诉时,相关产品的相关问题点转为全检,当全检OK,则转为正常检验;3.2.3 判定规则当全部外观均符合相应的质量要求时则判为合格,否则,为不合格。
3.3 型式检验型式检验是指对产品质量进行全面考核,即对产品标准规定的技术要求全部进行检验(必要时还可增加检验项目),又称例行检验。
3.3.1 检验条件有下列情况之一时,应进行型式检验:①新产品试制定型鉴定; ②正式生产后,结构、材料、工艺有较大变化、或模具转厂生产或重开模时。
③产品停产半年以上,恢复生产时; ④出厂检验结果与上次型式检验结果有较大差异时;⑤正常情况下,每年至少进行一次;⑥有合同要求时。
3.3.2 检验项目标准中所例全部检验项目及相关国标项目。
3.3.3 型式检验抽样方案按GB/T2828-1 规定要求,一次一套;3.3.4 判定规则所有检验项目均符合相应的质量要求时则判为合格,否则为不合格1 术语和定义GB/T 9195—1999及GB 6952—2005确立的以及下列术语和定义适用于本标准。
1.1 瓷质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的用做卫生设施的,吸水率≤0.5%的有釉陶瓷制品。
1.2 陶质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的,用做卫生设备的有釉陶瓷制品;1.3 安装面产品安装后与墙(地)面或其他配件接触的隐蔽面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
允许水平歪斜不大于1.5mm,左右偏移中心线不大于3mm(针对居中位置的产品),允许不在同一个 字母上的少于两个©三0.3mm残缺点。盆类产品的商标允许水平歪斜不大于1mm,左右偏移中心线不
3.3.2检验项目 标准中所例全部检验项目及相关国标项目。
3.3.3型式检验抽样方案
按GB/T2828-1规定要求,一次一套;
3.3.4判定规则 所有检验项目均符合相应的质量要求时则判为合格,否则为不合格
1
GB/T9195—1999及GB6952—2005确立的以及下列术语和定义适用于本标准。
1.1瓷质卫生陶瓷
1.35净压力 进水阀关闭时,在水“无流动”状态下,供水管的水对进水阀的压力。
1.36流动压力 冲水过程中,在水流动状态下,供水管的水对进水阀的压力。
2
2.1分类
2.1.1按产品的吸水率分为瓷质卫生陶瓷和陶质卫生陶瓷。
2.1.2瓷质产品按表1进行分类。
2.1.3陶质产品按表2进行分类。
3
3.1外观质量
—— 台上盆底部(安装面);
—— 立柱后部。
b)产品在烧成时被支撑的非可见面。
注1:连体水箱的靠背及水箱内部应施釉;
注2:高温浆类产品溢流管道背面应施釉,以防止过水道部位渗漏;
注3:便器类产品管道必须施釉,釉面应均匀地全部覆盖管道内壁。
3.1.3倍洁釉 倍洁釉要求
a)应喷倍洁釉的部位必须全部喷到位,并保持一定的厚度,不能出现局部漏喷等现象;
功能、尺寸采用特殊检验水平□级,正常检验一次抽样方案,接收质量水平(AQL)=1.5,当相关产品
有一次 客诉时,相关产品的相关问题点转为全检,当全检OK,则转为正常检验;
3.2.3判定规则 当全部外观均符合相应的质量要求时则判为合格,否则,为不合格。
3.3
型式检验是指对产品质量进行全面考核,即对产品标准规定的技术要求全部进行检验(必要时还可增
卫生陶瓷中可溶性铅含量不得超过20mg/kg,可溶性镉含量不得超过5mg/kg。
1.11釉泡
不超过1mm的表面隆起部位。
1.12小包(小凹凸)
尺寸为(1-3)mm的表面隆起部分。
1.13大包
尺寸超过3mm的表面隆起部分。
1.14棕眼
釉面上尺寸不大于1mm的小孔。
1.15熔洞
釉面上尺寸大于1mm的孔洞。
加检验 项目),又称例行检验。
3.3.1检验条件有下列情况之一时,应进行型式检验:
①新产品试制定型鉴定;②正式生产后, 结构、材料、工艺有较大变化、或模具转厂生产或重开模时。
③产品停产半年以上,恢复生产时;④出厂检验结果与上次型式检验结果有较大差异时;
⑤正常情况下,每年至少进行一次;⑥有合同要求时。
1.16斑点
不超过1mm的釉面异色污点,除非数量足以引起变色,小于0.3m m的斑点密集程度不足以引起变色时
可以不计。
1.17小花斑
尺寸为(1—3)mm的异色点。
1.18大花斑
尺寸为(3—6)mm的异色点。
1.19色斑
尺寸超过6mm的异色区或由密集斑点形成的异色区。
1.20坑包 釉面不平呈现直径不大于6.0mm的凹凸面。
3.1.6环境标志产品技术要求 所有的卫生陶瓷产品必须符合以下要求:
a)卫生陶瓷的内照射指数不大于0.9,外照射指数不大于1.2.
b)卫生陶瓷中可溶性铅含量不得超过20mg/Kg,可溶性镉含量不得超过5mg/Kg。
大于2mm(针对居中位置的产品),允许不在同一个字母上的少于两个©=0.3mm残缺点。
3.1.2釉面
除设计与墙面、地面接触的表面及下列所述部位外,所有产品的裸露表面和坐便器的排污管道都应有 釉层覆
盖,釉面应与坯体完全结合。
a)洗面器:
—— 洗面器角位及后部靠墙部位;
—— 溢流孔后部;
—— 排水口突出的底部;
b)喷倍洁釉时,要求厚度均匀一致,避免出现厚薄不一,产生局部色差等现象。 应喷倍洁釉部位
a)盆类:上表面和洗净面
b)双槽盆:盆边、洗净面 釉面里层呈雪花状。用HB铅笔划线检测,痕迹不明显,呈断续状。
3.1.4外观缺陷 应符合附录A要求。
3.1.5补耐火棉 所有产品的施釉面及管道等过水地方严禁补耐火棉等材料。
由粘土或其他无机非金属原料经成型、高温烧结而成的用做卫生设施的,吸水率W0.5%的有釉陶瓷制
品。
1.2陶质卫生陶瓷 由粘土或其他无机非金属原料经成型、高温烧结而成的,用做卫生设备的有釉陶瓷制品;
1.3安装面 产品安装后与墙(地)面或其他配件接触的隐蔽面。
1.4隐蔽面
洗净面和可见面以外的部分。
1.5龟裂(釉裂) 釉面硬口裂面没有贯穿坯体的裂纹。
1.6标准面
边长为50mm的正方形面。
1.7安装孔平面
比安装孔半径大10m m的环形平面。
1.8安装孔平面度 安装孔平面上最低点与安装平面的垂直距离。
1.9发丝裂 生产过程中形成应力而产生贯穿坯体的发丝状细裂纹。
1.9坯裂
无釉覆盖的裂纹。
1.10放射性
卫生陶瓷的内照射指数不大于0.9,外照射指数不大于1.2;
1.21桔釉 釉面缺乏光泽,呈桔皮状。
1.22落脏
釉面附着物形成的突起。
1.23烟熏
釉面局部或全部呈现异色。
1.24磕碰
产品局部碰落成残缺。
1.Байду номын сангаас5变形
与设计形状不符的扭斜或弯曲。
1.26波纹
由于喷釉不当,造成釉面呈水波痕状,或釉面呈现厚釉条痕或滴状,块状釉痕产品表面有堆釉现象。
1.27薄釉
是指产品釉面全部或局部呈鱼鳞状波纹,造成色差或釉层厚度v0.6mm。
1.28色差
同一产品或产品间的色度差。
1.29缺釉
是指产品该施釉的部位没有施釉,造成局部釉面残缺。
1.30凹凸
产品局部不平。
1.31圆度 同截面上的两个同心圆最大与最小半径之间的半径差。
1.32平面度 不在同一平面的圆,相距最大的两个平行面之间的距离。
1.33洁具
带配件的陶瓷件。
1.34配件
与陶瓷件配套使用的洁具配件。
1
制定本厂卫生陶瓷产品检验标准,为卫生陶瓷产品的检验提供依据。 为确保出厂的卫生陶瓷产品质量符合
2
3
3.1
检验分为出厂检验和型式检验。
3.2
3.2.1出厂检验项目 依以下功能测试。
3.2.2出厂检验抽样方案
按GB/T2828-1规定要求,外观采用一般检验水平□,正常检验一次抽样方案,接收质量水平
(AQL)=1.5;