超超临界锅炉末级过热器升级改造中的材料质量问题
超超临界火力发电机组T-P92钢焊接质量控制

超超临界火力发电机组T/P92钢焊接质量控制[摘要]本文通过对t/p92钢的性能简介和详细的焊接性分析,提出了t/p92钢的焊接工艺(包括热处理)及焊接专项技术方案,并提出了t/p92钢现场焊接的质量控制要点,对今后t/p92钢的现场焊接具有工艺指导价值。
[关键词]t/p92钢焊接焊接工艺质量控制0 引言近年来660mw超超临界火力发电厂燃煤锅炉机组,机组的末级过热器出口集箱、主蒸汽管道、高温再热蒸汽管道及高低旁的部分管道及相关的疏水管等材质多为美国产的t/p92钢材。
本文针对t/p92钢焊接性能特点,制定科学合理的焊接工艺和严格的质量控制措施。
1 t/p92钢的性能简介t/p92钢是以t/p91钢为基础进行改进,降低mo、添加w,并在合理的w、mo含量配比后添加一定的ni,开发出了具有更高蠕变断裂强度的9cr-0.5mo-2w系列的nf616钢,欧洲实践经验表明,t/p92材料则适用于锅炉外部的零部件,如管道和集箱,蒸汽温度可高达625℃。
使用这种钢材,可以明显减轻锅炉和管道部件的重量。
t/p92钢为铁素体系列中的马氏体耐热钢,高温蠕变强度是t/p92钢最重要的性能,2005年欧洲蠕变委员会公布的t/p92钢600℃、10万小时蠕变断裂强度为113mpa,610℃、10万小时蠕变断裂强度为100mpa。
t/p92钢化学成份范围见表1,母材热处理规范和常温机械性能要求见表2。
表1 sa-335t/p92钢化学成份范围表2 sa-335t/p92钢规定正火及回火温度及常温机械性能要求2 t/p92钢焊接性分析t/p92钢对接头焊接工艺性能明显有影响的主要是焊接冷裂纹。
此钢作为马氏体耐热钢,存在一定的焊接残余应力,焊接热循环条件下冷却速度控制不当易导致淬硬的马氏体组织的形成,焊接接头刚度过大或氢含量没得到严格控制,有可能产生冷裂纹。
t/p92钢焊缝韧性低,焊接过程中,焊缝金属由高温熔融状态冷却形成固态铸造组织,熔池从高温快速冷却凝固过程中,nb、v等微合金化元素仍大量固溶在金属中,未来得及析出,降低了焊缝韧性,而w的存在加剧了焊缝金属韧性的降低倾向。
超超临界锅炉高温受热面氧化皮脱落与治理

超超临界锅炉高温受热面氧化皮脱落与治理1. 材料及制造工艺问题超超临界锅炉受热面的材料一般选用高温合金钢或镍基合金,这些材料在高温、高压环境下容易发生氧化皮脱落。
而在制造工艺上,受热面的表面处理、焊接工艺等也会影响氧化皮的稳定性。
2. 燃烧技术问题超超临界锅炉在燃烧过程中,燃料的燃烧产生的高温气体会对受热面造成严重的热冲击和腐蚀,导致氧化皮的脱落。
3. 水质问题锅炉水的水质问题往往也是导致氧化皮脱落的重要原因。
水中的含氧量、pH值等参数的变化都会对受热面的氧化皮稳定性产生影响。
1. 材料和制造工艺的改进针对受热面材料及制造工艺的问题,可以通过改进材料的性能和表面处理工艺,提高受热面的耐热性和稳定性,从而减少氧化皮的脱落。
3. 水质控制对于水质问题,可以通过加强水处理和水质监测,保持锅炉水的稳定性,减少水质对受热面的影响,从而减少氧化皮的脱落。
4. 氧化皮脱落后的修复方法一旦氧化皮脱落,为了确保受热面的长期稳定运行,需要及时进行修复。
修复的方法包括表面喷涂、激光熔覆、热喷涂等,以确保受热面的稳定性和耐久性。
5. 定期检测和维护针对超超临界锅炉高温受热面氧化皮脱落问题,更重要的是加强定期检测和维护。
通过超声波测试、金相检测、磁粉检测等手段,及时发现受热面的问题并进行修复,可以有效延长受热面的使用寿命,保障锅炉的安全稳定运行。
三、结语超超临界锅炉高温受热面氧化皮脱落问题是一个涉及材料、工艺、技术和水质等多方面因素的复杂问题。
只有通过综合治理,才能有效解决这一问题,确保超超临界锅炉的安全运行和稳定性。
希望在未来的研究中,能够通过不断的技术创新和改进,为超超临界锅炉的高温受热面氧化皮脱落问题找到更好的解决方法,为我国能源工业的发展贡献力量。
660MW超临界汽轮发电机组锅炉末级过热器氧化皮的分析及对策
660MW超临界汽轮发电机组锅炉末级过热器氧化皮的分析及对策摘要分析600MW超临界汽轮发电机组锅炉末级过热器因氧化皮剥落造成爆管的原因,并提出相应对策。
关键词材质;末级过热器;氧化皮剥锅炉四管泄漏是造成机组非计划停运的主要因素之一,而氧化皮脱落堵塞受热面管路造成爆管是其中的一个主要方面。
氧化皮形成和剥落主要发生在末级过热器,并具有普遍性、反复性和快速性等特点。
1 原因分析1.1 材质末级过热器热段管屏材料采用SA213-T91和SA213-TP347H两种材质,根据上锅厂提供的资料,T91材质的抗氧化温度为650℃,TP347H材质的抗氧化温度为704℃。
查阅2013年以来的末级过热器金属壁温记录,最高点610℃,未达到上述两种材料的抗氧化温度。
虽然实际情况存在T91和TP347H材质在较低的温度下发生氧化,以及查阅2013年以来超温情况不严重,但此次检查氧化皮较多,是否有材料本身材质有关,特别是#1管氧化皮较多,材质为TP347H不锈钢管。
1.2 汽温及壁温控制管壁温度越高,氧化速度越快。
查阅2013年以来的末级过热器金属壁温记录,最高点610℃,未超过上锅厂报警壁温619℃;查看热段迎流面第1根管壁温,最大值在600℃以上的有#29、32、35、38、41、44、47、50、53排,最高点610℃出现在44排,平均壁温高于580℃的有35、41、44、47、50、53排,平均壁温最高588.53℃出现在44排,上述管排均在末级过热器中间部位。
从氧化皮检查情况来看,氧化皮较多的现象也多出现在末级过热器中间部位(末级过热器共82排)。
从汽温及壁温控制情况来看,氧化皮较多的现象也多出现在末级过热器中间部位。
从汽温及壁温控制情况来看,我公司#1炉控制情况良好,未发生严重超(壁)温现象。
我公司目前末级过热器语音提示报警600℃,考核报警值619℃。
1.3 燃烧情况锅炉热偏差会影响氧化皮的生成速度。
对于上海锅炉厂采用四角切圆燃烧系统的锅炉,在炉膛内组织煤粉和空气形成强烈的切向旋转并螺旋向上的流场模式,对强化风粉混合燃烧十分有利,但是旋转的流场到炉膛出口时仍然存在,即所谓的残余旋转。
超(超)临界锅炉氧化皮问题及控制
1
0
7
13
19
25
31
37
43
49
55
61
67
79
S1
73
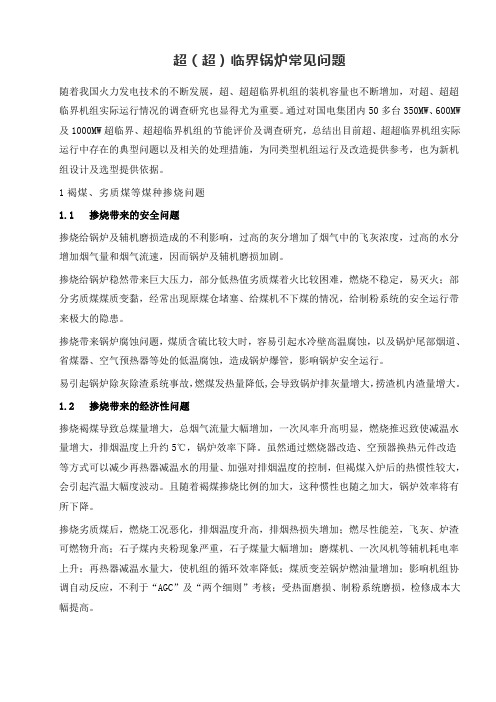
超(超)临界锅炉末级过热器布置的特点
• 燃烧器对冲布置的哈锅超临界锅炉
温度
一号炉高温再热器屏间温度分布 606.0 603.0 602.2 600.0 599.7 596.1 594.0 591.8 587.2 585.0 586.0 585.0 585.0 583.9 582.6 582.2 580.1 580.0 579.7 579.4 579.0 577.4 578.0 578.7 576.1 574.9 575.0 575.0 574.4 574.0 573.4 573.1 572.2 572.3 572.0 572.1 571.8ห้องสมุดไป่ตู้571.1 570.0 568.0 567.2 566.2 565.5 565.0 564.3 564.0 563.9 563.4 561.7 563.2 563.2 562.3 561.5 561.0 560.2 560.0 560.1 559.0 558.7 558.3 558.2 557.4 559.4 556.5 555.8 555.1 554.9 555.0 555.0 554.4 554.0 553.4 553.4 553.1 552.2 553.2 552.3 551.9 552.1 551.1 551.2 551.0 549.6 549.5 549.4 548.6 548.2 548.4 548.0 546.2 545.7 545.5 545.4 544.3 543.4 541.7 543.3 543.2 543.2 543.0 542.3 542.0 541.9 541.5 541.0 540.6 540.2 539.0 538.2 538.3 536.5 535.8 535.1 533.7 534.0 533.4 533.2 531.9 529.6 529.5 529.4 531.2 528.6 528.4 528.2 525.7 525.4 523.3 523.0 521.9 520.6 513.7 511.9 602.6
超超临界锅炉高温受热面氧化皮脱落与治理

超超临界锅炉高温受热面氧化皮脱落与治理
超超临界锅炉是一种高效节能的锅炉设备,其受热面在高温高压的工作环境下,会产生氧化皮脱落的现象。
这种氧化皮脱落会影响锅炉的稳定运行,甚至造成安全隐患。
对超超临界锅炉高温受热面的氧化皮脱落问题进行治理是十分重要的。
1.高温高压环境:超超临界锅炉在工作状态下,受热面会遭受高温高压环境的影响,这会导致受热面材料的氧化过程加速,从而产生氧化皮。
2.材料选择不当:受热面材料选择不当或者材料质量不过关会导致受热面的氧化皮脱落问题,影响锅炉的工作效率。
3.循环水质量问题:锅炉循环水中含有过多的杂质、溶解氧等会导致受热面的氧化腐蚀加剧,加速氧化皮的脱落。
4.操作不当:在锅炉的日常运行和维护中,如果操作不当或者维护不及时,也会导致受热面氧化皮脱落的问题。
1.材料改进:选择高质量、抗氧化能力强的受热面材料,并且进行严格的质量检测和控制,确保受热面材料符合要求。
2.水质控制:对锅炉循环水进行严格的水质控制和处理,避免循环水中出现过多杂质和溶解氧,减少对受热面的腐蚀和氧化。
3.维护管理:加强对锅炉的日常维护管理工作,定期对受热面进行清理和检查,确保受热面的清洁和完好,及时发现并处理氧化皮脱落问题。
4.优化燃烧条件:对锅炉燃烧条件进行优化调整,减少燃烧产生的氧化物和有害气体对受热面的影响,延长受热面的使用寿命。
5.应急处理:及时对受热面氧化皮脱落问题进行处理,采取临时措施防止氧化皮脱落对锅炉的影响,同时要进行更换或修复受热面。
6.技术改进:通过技术改进和创新,研发具有更好抗氧化性能的受热面材料和新型的防护涂层,提高受热面的抗氧化能力。
超临界锅炉末级过热器高温氧化腐蚀爆管分析及措施

(1) 运行控制汽 温 低 于 设 计 值 。由 于对 同 类 型 电 厂 的 各类 高 温 氧 化 腐 蚀 爆管经验的吸取 ,机 组投产 1 年以来 ,锅 炉运 行 中 末 级 过 热 器出 口 蒸 汽 温 度 基 本控制在 565 ℃左右 图 4 末级过热器管内氧化皮
运行 ,略低于设计值 571 ℃,通过历史数据记录检 查 ,对于末级过热器超温的幅度和累积时间都很 小 ,很少有受热面的金属温度超过报警值 。
≤0. 02
— 156 —
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
2009 年第 2 期
上海电力
经验交流
3. 2 管材成分分析 经对 13 排第 4 根 、17 排第 1 根管样打磨预
超临界锅炉末级过热器升级改造前后性能评估及氧化皮控制措施
超临界锅炉末级过热器升级改造前后性能评估及氧化皮控制措施上锅第一代超临界锅炉的高温受热面频繁发生过氧化皮爆管事故,多个电厂均进行了升级改造。
文章通过对改造前后性能、存在问题进行分析,提出了相应的防控措施,对改善高温受热面频发的氧化皮脱落爆管有较好参考指导意义。
标签:末级过热器;改造;性能评估;氧化皮;控制措施前言上锅2003至2006年在引进技术的基础上开始设计制造了第一代600MW级超临界锅炉,根据专题调研,各电厂高温受热面均发生过氧化皮爆管事故,氧化皮爆管事故已经严重影响机组正常运行,如江苏镇江某电厂、江苏沙洲某电厂、江苏太仓某电厂、广东珠海某电厂、福建华电某电厂的高温受热面均发生过氧化皮爆管事故。
在第一代超临界锅炉运行中受热面爆管的现象,主要集中在末级过热器受热面上,对运行数据分析和对所使用材料的进一步理解,爆管的原因主要是受热面在运行中产生了氧化皮,生成的氧化皮在运行的启停过程中剥落后积聚在受热面的弯头部位,在运行中无法将积聚的氧化皮带着,造成管子的流通截面减少或堵塞,出现超温爆管。
1 改造简介福建华电某电厂1号、2号锅炉是上锅厂在引进技术的基础上制造的第一代600MW超临界直流锅炉。
受氧化皮脱落的影响,该电厂1、2号锅炉于2013年3月、2014年5月,对其末级过热器和末级再热器管屏进行了升级改造技改,改造完成后在2013年5月、2014年7月投入运行。
1、2号锅炉改造后运行4500至5000小时,结合调停进行四管检查,发现末过末再TP347HFG管材还会产生较多量氧化皮,割管清理后重新投运今正常。
为进一步分析锅炉末级过热器和末级再热器改造前后材料的性能状况,控制改造以后氧化皮的生成与剥落,文章结合西安院对1、2号锅炉升级改造前后对末过末再管屏材料性能评估分析,从氧化皮生成、剥落机理及电厂实际控制措施方面,提出有效控制措施。
2 末级过热器改造前性能分析评估2.1 改造前末级过热器运行情况及存在的问题2.1.1 典型爆管事故原因分析2009年7月11日,2号炉末过前段管屏左数46排前数第9根离顶棚约3米处爆管(材质T91,规格Φ38.1×7.96mm),爆口在爆管段的迎流面,爆口周围氧化皮上分布着密集纵向裂纹。
超(超)临界锅炉常见问题
超(超)临界锅炉常见问题随着我国火力发电技术的不断发展,超、超超临界机组的装机容量也不断增加,对超、超超临界机组实际运行情况的调查研究也显得尤为重要。
通过对国电集团内50多台350MW、600MW 及1000MW超临界、超超临界机组的节能评价及调查研究,总结出目前超、超超临界机组实际运行中存在的典型问题以及相关的处理措施,为同类型机组运行及改造提供参考,也为新机组设计及选型提供依据。
1褐煤、劣质煤等煤种掺烧问题1.1掺烧带来的安全问题掺烧给锅炉及辅机磨损造成的不利影响,过高的灰分增加了烟气中的飞灰浓度,过高的水分增加烟气量和烟气流速,因而锅炉及辅机磨损加剧。
掺烧给锅炉稳然带来巨大压力,部分低热值劣质煤着火比较困难,燃烧不稳定,易灭火;部分劣质煤煤质变黏,经常出现原煤仓堵塞、给煤机不下煤的情况,给制粉系统的安全运行带来极大的隐患。
掺烧带来锅炉腐蚀问题,煤质含硫比较大时,容易引起水冷壁高温腐蚀,以及锅炉尾部烟道、省煤器、空气预热器等处的低温腐蚀,造成锅炉爆管,影响锅炉安全运行。
易引起锅炉除灰除渣系统事故,燃煤发热量降低,会导致锅炉排灰量增大,捞渣机内渣量增大。
1.2掺烧带来的经济性问题掺烧褐煤导致总煤量增大,总烟气流量大幅增加,一次风率升高明显,燃烧推迟致使减温水量增大,排烟温度上升约5℃,锅炉效率下降。
虽然通过燃烧器改造、空预器换热元件改造等方式可以减少再热器减温水的用量、加强对排烟温度的控制,但褐煤入炉后的热惯性较大,会引起汽温大幅度波动。
且随着褐煤掺烧比例的加大,这种惯性也随之加大,锅炉效率将有所下降。
掺烧劣质煤后,燃烧工况恶化,排烟温度升高,排烟热损失增加;燃尽性能差,飞灰、炉渣可燃物升高;石子煤内夹粉现象严重,石子煤量大幅增加;磨煤机、一次风机等辅机耗电率上升;再热器减温水量大,使机组的循环效率降低;煤质变差锅炉燃油量增加;影响机组协调自动反应,不利于“AGC”及“两个细则”考核;受热面磨损、制粉系统磨损,检修成本大幅提高。