几种焊接的优缺点
简述焊缝连接的优缺点。
简述焊缝连接的优缺点。
焊缝连接是一种常见的金属连接技术,它的优点和缺点如下:
优点:
1. 高强度:焊接可以实现金属的高强度连接,焊缝的强度通常接近或超过连接的金属本身的强度。
2. 紧密连接:焊接可以实现紧密的金属连接,对于要求密封性和气密性的场合,焊接是一个理想的选择。
3. 可靠性高:由于焊接会将被连接金属的分子结构融合在一起,焊缝连接的可靠性往往比其他连接方式更高。
4. 成本低:相比其他连接方式(如螺栓连接或铆接),焊接所需的金属材料较少,成本更低。
5. 外观美观:焊接可以在金属表面形成平整的连接,外观美观,不影响整体结构的美观性。
缺点:
1. 永久性:焊缝连接是永久性连接,难以拆卸或调整连接件的位置。
2. 对连续材料造成热影响:焊接过程中会产生高温,对连续材料造成热影响,可能会引起变形或热裂纹等问题。
3. 需要特殊设备和技术:焊接需要专业设备和熟练的技术人员进行操作,对于非专业人士来说,焊接并不容易实现。
4. 难以应对特殊环境:在一些特殊环境下,如高温、低温或腐蚀性环境中,焊接接头可能会受到损坏或腐蚀,导致连接失效。
几种焊接的优缺点
钨极氩弧焊得优缺点1钨极氩弧焊得优点:①氩气能有效得隔绝空气,本身又不溶于金属,不与金属反应,施焊过程中电弧还能自动清除熔池表面氧化膜得作用,因此,可成功得焊接易氧化、氮化、化学活泼性得有色金属,不锈钢与各种合金。
②钨极电弧稳定,几十在很小得焊接电流(小于10A)下仍可稳定得燃烧,特别适合用于薄板,超薄材料得焊接。
③热源与填充焊丝可分别控制,因而热输入容易调节,可进行各种位置得焊接,也就是实现单面焊双面成型得理想方法。
④由于填充焊丝熔滴不通过电弧,所以不会产生飞溅,焊缝成型美观。
2钨极氩弧焊得缺点①焊缝熔深浅,熔敷速度小,生产率较低。
②钨极承载电流较差,过大得电流会引起钨极融化与蒸发,其微粒有可能进入熔池,造成污染(夹钨)。
③惰性气体(氩气、氮气)较贵,与其她电弧焊方法(如手弧焊、埋弧焊、二氧化碳气体保护焊等)相比,生产成本较高。
注:脉冲钨极氩弧焊适宜于焊接薄板,特别就是全位置对接焊。
钨极氩弧焊一般只适用于焊接厚度小于6mm得焊件。
二:熔化极氩弧焊得特点:①与TIG焊一样,几乎可焊接所有得金属,尤其适合于焊接铝及铝合金、铜及铜合金以及不锈钢等材料。
②由于焊丝作电极,可采用高密度电流,因而母材熔深大,填充金属熔敷速度快,用于焊接厚铝板,铜等金属时生产率比TIG焊高,焊接变形比TIG小。
③熔化极氩弧焊可直流反接,焊接铝及其合金有着很好得阴极雾化作用。
④熔化极氩弧焊焊接铝及其合金时,亚射流电弧得固有调节作用比较显著。
三:MIG焊得特点:(MIG焊通常采用惰性气体(氩、氦或其混合气体))作焊接区得保护气体。
MIG焊得优点:①惰性气体几乎不与任何金属产生化学作用,也不溶于金属中,所以几乎可以焊接所有金属。
②焊丝外表没有涂料层,焊接电流可提高,因而母材熔深较大,焊丝熔化速度快,熔敷率高,与TIG(Tungsten Inert Gas Arc Welding )焊相比,其生产效率高。
③熔滴过渡主要采用射流过渡。
气保焊和埋弧焊的各自优缺点
气保焊和埋弧焊的各自优缺点在膜式水冷壁生产中,气保焊和埋弧焊的焊接工艺有各自的优缺点。
至于选择具体的焊接工艺要结合贵公司的产品以及企业未来的发展定位来做选择,从而达到趋利避害。
气保焊:电弧在二氧化碳或氩气的保护下燃烧进行焊接的焊接方法。
优点:1.省工序。
焊接可以同时实现管排的仰焊和俯焊,和埋弧焊比起来少了一道管排翻身的工序。
2.焊枪把数配置灵活。
焊枪的把数可以随生产的需求灵活配置8,12,16,20 把焊枪。
每把焊枪配置一台焊接电源。
3.目前,在国内生产小锅炉中比较青睐于气保焊。
MPM 焊机,起源于日本,国内市场特别是北方(用于生产工业锅炉或生活锅炉)比较青睐于气保焊,埋弧焊在北方使用较少,但在南方经济较发达地区使用埋弧焊比较多,随着人们环保和质量意识的加强,和埋弧焊固有的焊接质量稳定和无光污染环保,埋弧焊必将逐渐取代气保焊。
缺点:·1.电弧和灰尘对焊工的健康影响很大。
2.焊枪把数比较多,飞溅较多时,容易堵丝。
我们采取的避免其危害的方法是:正面焊接采用国产焊接电源,反面焊接选用带脉冲的进口焊接电源。
埋弧焊:电弧在焊剂层下燃烧进行焊接的焊接方法。
焊剂像沙子把电弧埋住,埋弧焊是当今生产效率较高的机械化焊接方法之一。
优点:1.生产效率高这是因为,一方面焊丝导电长度缩短,电流和电流密度提高,因此电弧的熔深和焊丝熔敷效率都大大提高。
另一方面由于焊剂和熔渣的隔热作用,电弧上基本没有热的辐射散失,飞溅也少,虽然用于熔化焊剂的热量损耗有所增大,但总的热效率仍然大大增加。
埋弧焊 4 把焊枪的产能相当于气保焊 6 把焊枪。
2.焊缝质量高熔渣隔绝空气的保护效果好,焊接参数可以通过自动调节保持稳定,对焊工技术水平要求不高,焊缝成分稳定,机械性能比较好。
3.劳动条件好,焊工工资相对较低,且焊工工作稳定。
除了减轻手工焊操作的劳动强度外,它没有弧光辐射和烟尘少这是埋弧焊的独特优点。
缺点:1. 只能实现俯焊,所以比气保焊多了一道管排翻身的工序。
焊接方法优缺点及主要使用场合
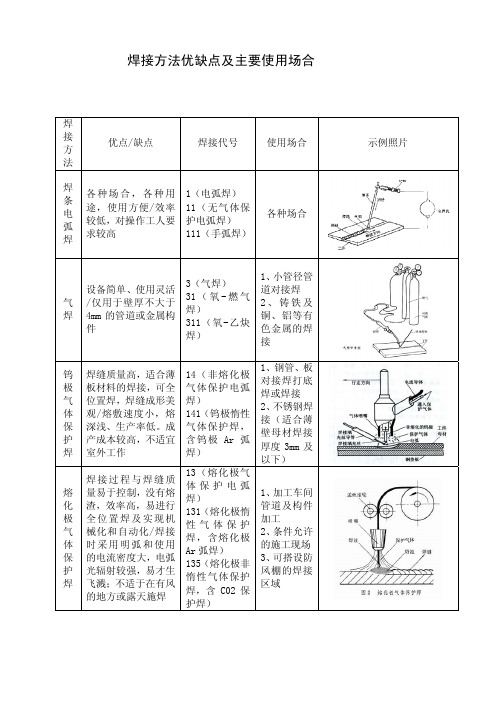
焊接方法优缺点及主要使用场合焊接方法 优点/缺点 焊接代号 使用场合 示例照片焊条电弧焊各种场合,各种用途,使用方便/效率较低,对操作工人要求较高 1(电弧焊) 11(无气体保护电弧焊) 111(手弧焊)各种场合气焊 设备简单、使用灵活/仅用于壁厚不大于4mm 的管道或金属构件3(气焊) 31(氧-燃气焊)311(氧-乙炔焊)1、小管径管道对接焊2、铸铁及铜、铝等有色金属的焊接 钨极气体保护焊 焊缝质量高,适合薄板材料的焊接,可全位置焊,焊缝成形美观/熔敷速度小,熔深浅、生产率低。
成产成本较高,不适宜室外工作 14(非熔化极气体保护电弧焊)141(钨极惰性气体保护焊,含钨极Ar 弧焊) 1、钢管、板对接焊打底焊或焊接 2、不锈钢焊接(适合薄壁母材焊接厚度3mm 及以下) 熔化极气体保护焊 焊接过程与焊缝质量易于控制,没有熔渣,效率高,易进行全位置焊及实现机械化和自动化/焊接时采用明弧和使用的电流密度大,电弧光辐射较强,易才生飞溅;不适于在有风的地方或露天施焊13(熔化极气体保护电弧焊)131(熔化极惰性气体保护焊,含熔化极Ar 弧焊) 135(熔化极非惰性气体保护焊,含C02保护焊)1、加工车间管道及构件加工2、条件允许的施工现场3、可搭设防风棚的焊接区域机电安装工程施工工艺标准‐‐‐‐给排水螺柱焊焊接电流大,螺柱能与钢构件可靠连接/设备笨重,适合加工厂7(其它焊接方法)78(螺柱焊) 主要使用于钢柱、钢梁和桥梁面,与混凝土进行接触,以增加钢结构与混凝土结构可靠粘结。
钎焊 加热温度较低,接头光滑平整,组织和机械性能变化小、变形小,可焊异种金属或材料/接头强度低,耐热性差,焊前清整要求严格,钎料价格较贵9(硬钎焊、软钎焊、钎接焊)91(硬钎焊)912(火焰硬钎焊)常用于薄壁铜管焊接。
机械设计基础了解常见的连接方式及其优缺点

机械设计基础了解常见的连接方式及其优缺点在机械设计中,连接方式是非常重要的一项技术,它关乎着机械设备的性能、可靠性和使用寿命。
本文将介绍机械设计中常见的连接方式以及它们的优缺点。
一、焊接连接焊接连接是最常见的连接方式之一,它通过熔化两个或更多工件的材料,并使它们在冷却后形成一体。
焊接连接的主要优点包括连接强度高、密封性好和连接紧凑。
此外,焊接连接还能够实现毫米级的精确控制和较好的耐腐蚀性能。
然而,焊接连接也存在一些缺点,如焊接成本较高、对材料的选择和性能有一定要求、焊接过程对工件有一定的变形等。
二、螺栓连接螺栓连接是一种常见的可拆卸连接方式,它通过螺栓和螺母将两个或更多工件固定在一起。
螺栓连接的主要优点是方便拆卸和维修,以及能够承受较大的连接力。
此外,螺栓连接还能够实现一定的调整和紧固力的控制。
然而,螺栓连接也存在一些缺点,如连接结构相对复杂、连接效率较低、容易松动等。
三、销连接销连接是一种常用的非拆卸连接方式,它通过销的嵌入和固定将两个或更多工件连接起来。
销连接的主要优点是连接简单、结构紧凑、成本较低。
此外,销连接还能够实现一定的位移和轴向固定。
然而,销连接也存在一些缺点,如连接强度较低、不适用于承受大的连接力、易受冲击和振动影响等。
四、键连接键连接是一种常见的非拆卸连接方式,它通过键的嵌入和固定将轴和轴套或其他工件连接在一起。
键连接的主要优点是连接结构紧凑、承载能力强、传力效率高。
此外,键连接还能够实现一定的位移和调整。
然而,键连接也存在一些缺点,如连接难度较大、对工件加工要求高、连接刚性较大等。
五、榫卯连接榫卯连接是一种常见的拼接连接方式,它通过榫头和榫眼的嵌入和配合将两个或更多工件连接在一起。
榫卯连接的主要优点是连接结构简单、稳定性好和装配精度高。
此外,榫卯连接还能够分拆和复位。
然而,榫卯连接也存在一些缺点,如连接强度较低、对材料的要求高、装配过程要求较高等。
综上所述,机械设计中常见的连接方式有焊接、螺栓、销、键和榫卯连接等。
几种焊接的优缺点

几种焊接的优缺点钨极氩弧焊的优缺点1钨极氩弧焊的优点:①氩气能有效的隔绝空气,本身又不溶于金属,不和金属反应,施焊过程中电弧还能自动清除熔池表面氧化膜的作用,因此,可成功的焊接易氧化、氮化、化学活泼性的有色金属,不锈钢和各种合金。
②钨极电弧稳定,几十在很小的焊接电流(小于10A)下仍可稳定的燃烧,特别适合用于薄板,超薄材料的焊接。
③热源和填充焊丝可分别控制,因而热输入容易调节,可进行各种位置的焊接,也是实现单面焊双面成型的理想方法。
④由于填充焊丝熔滴不通过电弧,所以不会产生飞溅,焊缝成型美观。
2钨极氩弧焊的缺点①焊缝熔深浅,熔敷速度小,生产率较低。
②钨极承载电流较差,过大的电流会引起钨极融化和蒸发,其微粒有可能进入熔池,造成污染(夹钨)。
③惰性气体(氩气、氮气)较贵,和其他电弧焊方法(如手弧焊、埋弧焊、二氧化碳气体保护焊等)相比,生产成本较高。
注:脉冲钨极氩弧焊适宜于焊接薄板,特别是全位置对接焊。
钨极氩弧焊一般只适用于焊接厚度小于6mm的焊件。
二:熔化极氩弧焊的特点:①与TIG焊一样,几乎可焊接所有的金属,尤其适合于焊接铝及铝合金、铜及铜合金以及不锈钢等材料。
②由于焊丝作电极,可采用高密度电流,因而母材熔深大,填充金属熔敷速度快,用于焊接厚铝板,铜等金属时生产率比TIG焊高,焊接变形比TIG小。
③熔化极氩弧焊可直流反接,焊接铝及其合金有着很好的阴极雾化作用。
④熔化极氩弧焊焊接铝及其合金时,亚射流电弧的固有调节作用比较显著。
三:MIG焊的特点:(MIG焊通常采用惰性气体(氩、氦或其混合气体))作焊接区的保护气体。
MIG焊的优点:①惰性气体几乎不与任何金属产生化学作用,也不溶于金属中,所以几乎可以焊接所有金属。
②焊丝外表没有涂料层,焊接电流可提高,因而母材熔深较大,焊丝熔化速度快,熔敷率高,与TIG(Tungsten Inert Gas ArcWelding )焊相比,其生产效率高。
③熔滴过渡主要采用射流过渡。
机械设计中的焊接与连接技术

机械设计中的焊接与连接技术机械设计中的焊接与连接技术是一个重要的方面,它关系到机械设备的强度、可靠性和使用寿命。
在本文中,我们将探讨一些常见的焊接和连接技术,以及它们在实际应用中的应用和优缺点。
一、焊接技术1. 电弧焊电弧焊是一种常用的焊接技术,通过在被焊件表面形成熔化的电弧来实现金属的连接。
它主要适用于较厚的金属材料,具有焊接速度快、焊缝质量高等优点。
然而,电弧焊的缺点是需要专门的设备和技术人员,并且焊接过程中会产生大量的热量和火花。
2. 气体保护焊气体保护焊是一种利用惰性气体保护焊接区域的焊接技术。
它适用于焊接不锈钢、铝合金等高反应性材料。
气体保护焊可以有效地保护焊缝免受氧化和污染,并且焊接速度较快。
然而,它对设备和气体的要求较高,使得成本相对较高。
3. 点焊点焊是一种将两个金属件通过焊接电流在焊接点上产生高温、高压力的方法。
它适用于金属薄板的连接,焊接速度快,连接牢固。
然而,点焊的缺点是焊缝处于高温状态,易受热影响区域的影响,导致焊接接头强度不够。
二、连接技术1. 螺纹连接螺纹连接是一种将两个零件通过螺纹扭转形成连接的技术。
它适用于需要拆卸和维修的部件连接,具有连接牢固、可靠性高等优点。
然而,螺纹连接需要配合合适的螺纹尺寸和扭力,否则容易松动或损坏零件。
2. 锁紧连接锁紧连接是一种利用螺母或螺纹套筒将两个零件紧密连接的技术。
它适用于对连接牢固度要求较高的场合,具有防松动、抗振动等优点。
然而,锁紧连接需要适当的扭力,过紧或过松都会影响连接的可靠性。
3. 胀紧连接胀紧连接是一种利用胀紧套或胀紧销将两个零件连接的技术。
它适用于非常严格的连接要求,具有连接牢固、不易松动等优点。
然而,胀紧连接需要专门的设备和工艺,增加了制造成本和加工难度。
总结机械设计中的焊接与连接技术是保证机械设备性能和可靠性的重要环节。
在选择具体的焊接和连接技术时,需要考虑材料的性质、连接要求、成本和加工难度等因素。
通过合理选择和应用适当的焊接和连接技术,可以有效地提高机械设备的质量和可靠性。
焊接技术总结

焊接技术总结焊接是将金属及其合金熔化,并在凝固后形成坚固连接的一种工艺方法。
它在制造业中扮演着重要角色,广泛应用于航空航天、汽车制造、建筑等领域。
本文将对焊接技术进行总结,介绍不同焊接方法的原理、应用和优缺点,并分析其对环境和人体的影响。
一、手工电弧焊手工电弧焊是一种常见的焊接方法,工人需要使用一根焊条和一把手持式电弧焊机来进行焊接。
焊条在电弧的作用下熔化,并与工件表面形成焊缝。
手工电弧焊具有以下优点:1. 适用性广泛:可以用于焊接各种金属和合金,包括钢、铁、铜、铝等。
2. 便携性强:电弧焊机体积小,可以携带到不同的工作现场。
3. 成本较低:相对于其他焊接方法,手工电弧焊的设备和材料成本较低。
然而,手工电弧焊也存在一些缺点:1. 生产效率低:由于焊接速度较慢,不能满足大批量生产的需求。
2. 操作技能要求高:需要经验丰富的焊工才能保证焊接质量。
3. 焊接烟尘和噪音:焊接过程中会产生有害的烟尘和噪音,对工人和环境造成影响。
二、气体保护焊气体保护焊主要包括氩弧焊和氧乙炔焊两种方法。
在气体保护焊中,焊接区域被一种或多种气体(如氩、二氧化碳等)包围,以保护焊缝免受空气中的氧、氮等杂质的污染。
气体保护焊的优点如下:1. 高焊缝质量:气体保护焊可以获得均匀、紧密的焊缝,并且焊接过程中无飞溅现象。
2. 适用于多种金属:气体保护焊可用于焊接不同金属和合金,如不锈钢、铝合金等。
3. 生产效率较高:焊接速度快,适用于批量生产。
然而,气体保护焊也存在一些缺点:1. 设备复杂:气体保护焊需要特殊的焊接设备和气瓶,增加了设备成本。
2. 对操作人员技术要求高:焊工需要熟练掌握焊接设备和气瓶的操作,以确保焊接质量和安全。
三、激光焊接激光焊接是一种高能量密度焊接方法,利用激光束对工件进行熔化和连接。
由于激光焊接具有小热影响区、高焊缝质量和高焊接速度等优点,被广泛应用于高精度和高要求的焊接领域。
激光焊接的优点如下:1. 高精度焊接:激光束聚焦后,可以实现对微小焊缝的焊接,适用于精密零件的焊接。