检测表格(五金)
6手持电动工具检查表

工程名称
工具名称
产)
检查结果代号说明
√=合格O=整改后合格×=不合格无=无此项
序号
检查验收内容与标准
自查结果
复查结果
1
具有国家强制性产品认证标志(CCC)、产品合格证、使用说明书。
2
外壳、手柄无裂缝或破损。电源插头、机械防护装置完整无损。
3
电缆线及保护接零线(PE)连接完好无损。
4
电源开关动作正常、灵活,无缺损、破裂。
5
电气保护装置良好,采用橡皮护套铜芯软电缆。
6
工具转动部分转动灵活、轻快、无阻滞现象。
7
工具的电源线不得任意接长或拆换。
8
工具电源线上的插头不得任意拆除或调换。
9
带电零件与外壳之间绝缘电阻值(ΜΩ)符合要求。
10
运行时产生振动的设备的金属底座、外壳与PE线的连接点不少于2处。
11
其他
自查
意见
检查人:
年月日
检查部门验收意见
检查人:
年月日
备注
检查结果应符合《施工现场临时用电安全技术规范JGJ46-2005》,手持电动工具带电零件与外壳之间绝缘电阻值:Ⅰ类手持电动工具应大于2ΜΩ、Ⅱ类手持电动工具应大于7ΜΩ、Ⅲ类手持电动工具应大于1ΜΩ。
注:1.由使用单位负责人、技术人员、安装人员进行自检,自检合格后向项目部设材部门申请验收。
2.由项目设材部门组织安全、工程部门人员和项目队负责人进行检查签字确认。
3.使用单位必须对验收合格后的设备进行日常维护,及时消除安全隐患。
4. 本表一式二份,设材部、安全部各一份保存至项目结束。
五金模具验收流程和表格
*工装模具安全性: □好□需警示标志 □危险
*工装模具实用性: □好□一般 □需改进
*工装模具完整性: □完整□不完整
*工装模具外观质量: □好 □一般 □需改进
*加工精度是否达到要求: □是□小部分不符 □大部分不符
*按要求做热处理及其他表面处理:□是□小部分不符 □大部分不符
毛刺、飞边情况: □无毛刺飞边 □少量的□严重
有无影响产品装配的毛刺、飞边: □无□少量,可接受□严重,不可用
对于维修、更改的工装模具
*维修、更改处是否符合要求: □是□否
*零部件装配是否齐全: □是□否
*其他部位有无的损伤: □有□无
*模具导柱有无打油□有□无
*模具有无打防锈油□有□无
*模具零部件及螺丝有无损坏与松动□有□无
产品型号、名称
零部件名称、图号
工装名称
工装编号
类 型
□塑料模 □冲压模 □工装夹具 □其他
试模设备名称
试模设备型号
试模日期
试模状况
工装模具情况:
*工装模具结构合理性: □合理□一般 □不合理
*工装模具可操作性: □好□一般 □需改进
*工装模具安全性: □好□需警示标志 □危险
*工装模具实用性: □好□一般 □需改进
验证模具生产使用状况、材质、结构、加工精度等等(按模具制作的验收标准及模具合约)
模具制造部:年月日
产品评审
验证验收
结论
公司领导:年月日
浙江正泰建筑电器有限公司
产品实物检测记录表
产品型号
零件名称
零件图号
型腔数
材 料
送检数
抽 检 数
模具编号
完整版)五金手册查询表

完整版)五金手册查询表金属材料理论重量表下面是金属材料理论重量计算公式表:表1名称。
单位。
计算公式圆钢、盘条。
㎏/m。
W=0.×d²(d为直径,单位为㎜)螺纹钢。
㎏/m。
W=0.×d²(d为断面直径,单位为㎜)方钢。
㎏/m。
W=0.×d²(d为边宽,单位为㎜)扁钢。
㎏/m。
W=0.×d×b(d为边宽,b为厚,单位为㎜)六角钢。
㎏/m。
W=0.×d²(d为对边距离,单位为㎜)八角钢。
㎏/m。
W=0.0065×d²(d为对边距离,单位为㎜)等边角钢。
㎏/m。
22W=0.×[d×(2b-d)+0.215(R-2r)](b为边宽,d为边厚,R为内弧半径,r为端弧半径)不等边角钢。
㎏/m。
22W=0.×[d(B+b-d)+0.215(R-2r)](B为长边宽,b为短边宽,d为边厚,R为内弧半径,r为端弧半径)槽钢。
㎏/m。
22W=0.×[h×d+2t(b-d)+0.349(R-r)](H为高,b为腿长,d为腰厚,t为平均腿长,R为内弧半径,r为端弧半径)工字钢。
㎏/m。
22W=0.×[h×d+2t(b-d)+0.8584(R-r)](H为高,b为腿长,d为腰厚,t为平均腿长,R为内弧半径,r为端弧半径)钢板。
㎏/㎡。
无公式,根据实际尺寸和厚度查询重量表即可钢管(无缝及焊接钢管)。
㎏/m。
W=0.×S(D-S)(D为外径,S为壁厚,单位均为㎜)注:由于型材在制造过程中有允许偏差值,因此用公式计算的理论重量,与实际重量有一定的出入(误差一般约为0.2~0.7%之间),只能作为估算时的参考。
槽钢理论重量表下面是槽钢的理论重量表:型号。
尺寸(mm)。
高度(h)。
腿宽度(b)。
腰厚度(d)。
理论重量(kg/m)。
备注6.3.40.20.4.8.6.7098.43.20.5.8.04510.48.22.5.3.10.00712.6.53.22.5.5.12.31814a。
五金行业质量标准

五金行业质量标准五金行业的质量标准旨在规范五金件的检验作业,明确检验内容和要求,有效管控材料品质,以确保满足顾客和生产需要。
该标准适用于公司所有五金件的进料检验。
为了保证检验的准确性,采用GB/T2828.1-2003单次抽样,检查水平(IL)和接收质量(AQL)遵循如下规定:外观采用Ⅱ级检查水平,接收质量限为0.65;尺寸和性能采用S-2级检查水平,接收质量限为1.5.在本标准中,A面指组装成整机后的正前面、上表面(在使用过程中能直接看到的表面);B面指组装成整机后的侧面(需将视线偏转45°~90°才能看到的四周边);C面指组装成整机后的背面及底面(正常使用时看不到的背面及底面)。
△E(DELTA-E)是在均匀颜色感觉空间中,人眼感觉色差的测试单位。
当△E为1.0时,人眼就可以感觉到色彩的变化了。
这种测试方法用于当顾客指定或接受某种颜色时,用以保证色彩一致性的量度。
毛边是由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺。
划伤是由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。
裁切不齐是由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。
变形是因加工设备调校不当或材料因内应力而造成的产品平面形变。
氧化生锈是因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑。
尺寸偏差是因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。
R角过大是产品因折弯或冲压设备精度不够,导致折弯处弧度过大。
表面凹痕是由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕。
倒圆角不够是产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手。
焊接疤痕是产品焊接后未经打磨刨光而残留的凸起疤痕。
色差是产品表面颜色与标准样品颜色有差异。
异色点是在产品表面出现颜色异于周围颜色的点。
破裂是因机加工损伤而造成产品的裂纹或细小开裂。
麻点是喷涂件表面上有附著的细小颗粒。
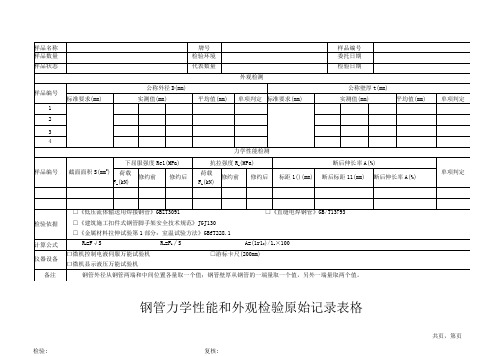
钢管力学性能和外观检验原始记录表格
样品名称
牌号
样品编号
样品数量
检验环境
委托日期
样品状态
代表数量
检验日期
外观检测
样品编号
公称外径D(mm)
公称壁厚t(mm)
标准要求(mm)
实测值(mm)
平均值(mm)
单项判定
标准要求(mm)
实测值(mm)
平均值(mm)
单项判定
1
2
3
4
力学性能检测
样品编号
截面面积S(mm2)
下屈服强度Re1(MPa)
抗拉强度Rm(MPa)
断后伸长率A(%)
单项判定
荷载
Fs(kN)
修约前
修约后
荷载
Fb(kN)
修约前
修约后
标距1()(mm)
断后标距11(mm)
断后伸长率A(%)
检验依据
□《低压流体输送用焊接钢管》GBZT3091□《直缝电焊钢管》GB/T13793
□《建筑施工扣件式钢管脚手架安全技术规范》JGJ130
检伸试验第1部分:室温试验方法》GBfT228.1
计算公式
Rd=F√SRm=Fb∕SA=(1r10)/1o×100
仪器设备
口微机控制电液伺服万能试验机□游标卡尺(200mm)
口微机显示液压万能试验机
备注
钢管外径从钢管两端和中间位置各量取一个值;钢管壁厚从钢管的一端量取一个值,另外一端量取两个值。
五金厂品BOM表格模板

PD1309L主板上盖宏旭钢件银色〈RoHS〉 PD1309L主板上盖宏旭钢件白色素材〈
RoHS〉 白色油漆〈RoHS〉
Bill Of Material(BOM) 材料表 客户料号: 产品名称:PD1309L主板上盖宏旭钢件银色 ROHS符合性:ROHS
物料规格 素材 素材+底中漆 素材
单位 PCS PCS PCS
…… 名称 NCVM电镀夹具 镭雕治具
规格
杂项及相关辅料 填写区域。
物料名称
杂项及相关辅料 填写区域。
物料规格
单位 套 套
单位
6.4
6.56.6*铅:800 PPM,镉:75 PPM,汞:800
注NO
制/修订日期
PPM,六价铬:800 PPM,PBBs:800
.
1
修订内容
2
3
文件编号: 产品描述:NCVM+镭雕 页 码:第 1 页 共 1 页
客戶名 产称:
鸿绩
表头除产品料号及 文件编号不填写之 外,其他都需要填
品产品型 使号用:阶 段:
PD1309L 量产前 ■ 量产( 0-20K pcs □ 20-50K pcs □ 50K pcs后□)
1.0 版本 物料编码
物料名称
1.1 A/0
PD1309L主板上盖宏旭钢件白色素材〈 RoHS〉
2.0 A/0 2.1 2.2
4.1
PD1309L主板上盖宏旭钢件银色〈RoHS〉 素材+底中漆+镭雕+面漆
PCS
4.2
光油 〈ROHS〉
g
4.3
固化剂〈ROHS〉
g
面漆填写区域
4.4
稀释剂〈ROHS〉
五金加工PFMEA标准表格模版

FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程machiningFMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工程FMEA 编号Number:页码Page:准备人Prepared By:Sev Occ Det R.P.N.. 关键日期Key Date:车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:Completion工程版本Rev.A0A1批准Approval by日期 Date准备人Prepared by变更内容Comment审核Checked by0.2 Aout of spec.。
手持式工具、电焊机电阻测试汇总表

摇表
2 MΩ
摇表
2 MΩ
摇表
2 MΩ
摇表
1 MΩ
摇表
1 MΩ
摇表
电工签字确认
注:根据本厂实际情况手持式工具电阻测试共分三类,一类:手持式工具使用单相电,电阻测试参数为 2 MΩ;二类:手持式工具使用三相电,电阻测试参数为 7 MΩ;三类:手持式工具使用直流电池,电阻测试参数为 1 MΩ。检测频次为一季度一次,由电工进行检测,并如实填写。
编制:
审核:
时间:
(
序号 类型
手持式工具名称
1
手电钻(电工)
2
冲击钻(电工)
3
4
单相交 流
5
磨光机(电工) 手电钻(设备) 磨光机(设备)
6
切割锯(设备)
7
热熔器 (机房)
8
充电钻(电工)
直流
9
ห้องสมุดไป่ตู้
充电冲击钻(电工)
)部门手持式工具绝缘电阻检测记录表
标准参数
实测电阻值
检测时间
测量工具
2 MΩ
摇表
2 MΩ
摇表
2 MΩ
摇表
2 MΩ