真空系统的工艺设计[1]pdf
分馏塔顶抽真空管道设计

山 东 化 工櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄櫄殮殮殮殮规划与设计 收稿日期:2020-03-02作者简介:吴升元,工程师,从事石油化工管道设计。
分馏塔顶抽真空管道设计吴升元(中石化广州工程有限公司,广东广州 510000)摘要:本文应用CAESARII对某润滑油加氢异构化装置预分馏塔抽真空系统进行管道应力分析,结果表明,由于蒸汽喷射器为不锈钢材质且操作温度较高,后冷器入口管嘴法兰压力等级低而受力较大等因素,抽真空系统管道柔性设计具有一定的研究价值。
关键词:分馏塔;蒸汽喷射器;应力分析中图分类号:TQ055.8 文献标识码:B 文章编号:1008-021X(2020)09-0148-03VacuumPipingDesignofTheFractionationTowerWuShengyuan(SINOPEC,GuangzhouEngineeringCo.,Ltd.,Guangzhou 510000,China)Abstract:UsingCAESARII,thepipestressanalysisofthevacuumsystemofpre-fractionationistaken.Thesteamejectorismadeofstainlesssteelandhasahighoperatingtemperature.Theinletnozzleoftherearcoolerhasalargeforceanditsflangepressureratingislow.Theresultsshowthattheflexibledesignofthepipelineinthevacuumsystemhassomeresearchvalue.Keywords:fractionationtower;steamejector;stressanalysis 塔是实现介质组分分离的传质和传热单元设备,用于蒸馏、吸收和解吸等物理分离过程。
HG20519[1].2_工艺系统
![HG20519[1].2_工艺系统](https://img.taocdn.com/s3/m/c9a41e44ad02de80d5d84006.png)
化工工艺设计施工图内容和深度统一规定第2部分工艺系统HG/T 20519.2-20091.总则1.0.1为提高化工装置工程设计质量、统一化工装置工艺系统的施工图设计,特制定本部分。
1.0.2本规定适用于化工行业新建、扩建或改建的施工图设计,特别适用于中小设计单位。
石油、石化、轻纺、医药等行业可参照执行。
1.0.3施工图设计除应符合本部分及本规定的另5部分(HG/T20519.1、HG/T20519.3~ HG/T20519.6)外,尚应符合国家现行的有关标准的规定。
2.首页图在工艺设计施工图中,将设计中所采用的部分规定以图表形式绘制成首页图,以便更好地了解和使用各设计文件。
首页图包括如下内容:2.0.1管道及仪表流程图中所采用的管道、阀门及管件符号标记、设备位号、物料代号和管道标注方法等。
具体见有关设计规定:1.绝热及隔声代号,见本部分第7章;2.管道及仪表流程图中设备、机器图例,见本部分第8章;3.管道及仪表流程图中管道、管件、阀门及管道附件图例,见本部分第9章;4.设备名称和位号,见本部分第10章;5.物料代号,见本部分第11章;6.管道的标注,见本部分第12章。
2.0.2自控(仪表)专业在工艺过程中所采取的检测和控制系统的图例、符号、代号等。
其它有关需说明的事项。
图幅大小可根据内容而定,一般为A1,特殊情况可采用A0图幅。
2.0.3首页图例图见图2.0.3图2.0.3首页图(例图)3.管道及仪表流程图3.1概述3.1.1管道及仪表流程图本管道及仪表流程图适用于化工工艺装置,是用图示的方法把化工工艺流程和所需的全部设备、机器、管道、阀门及管件和仪表表示出来。
是设计和施工的依据,也是开、停车、操作运行、事故处理及维修检修的指南。
3.1.2管道及仪表流程图分类管道及仪表流程图分为“工艺管道及仪表流程图”和“辅助及公用系统管道及仪表流程图”。
工艺管道及仪表流程图是以工艺管道及仪表为主体的流程图。
辅助系统包括正常生产和开、停车过程中所需用的仪表空气、工厂空气、加热用的燃料(气或油)、致冷剂、脱吸及置换用的惰性气、机泵的润滑油及密封油、废气、放空系统等;公用系统包括自来水、循环水、软水、冷冻水、低温水、蒸汽、废水系统等。
真空系统的工艺计算
气 的 分 子 量 ;P 料为 物 料 蒸 气 的分 压 ,m H ; 物 m g P气 空 为空气的分压 ,m H 。 m g 设计和选择真 空泵时 ,需要将工艺物料气 量 换算为当量空气量,其换算公式如下 :
当 空 035 料n 物 / ) 1 000 ( - 0 ] - 气= .7 l( 料 2 [ — .02 T 7 )
式中,T为被抽物料的温度 ,下。 将上述气体 的流量相加 ,即得真空容器 的总 抽气量 ( 当量空气) :
= 当量空气 + 气
0 44 .5 00 . 45 OOl . 9
0 4 4 . 5
具有润滑的旋塞 排放旋塞 玻璃视镜 玻璃液面计包括液面计旋塞
在此 , 应特别 注意单位 的换算和公式及 图表
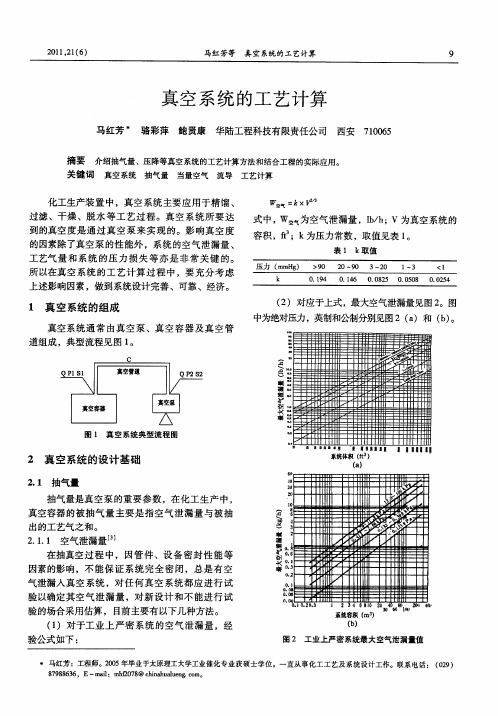
气泄漏人真空 系统 ,对任何 真空 系统都应 进行试 验 以确定其空气 泄漏量 ,对新 设计 和不 能进 行试 验 的场合采用估算 ,目前主要有以下几种方法。
( )对于工业 上严密 系统 的空气泄漏量 ,经 1
验 公式 如下 :
一
() b
图 2 工业上严密系统 最大 空气 泄漏 量值
C Ⅲ M1 AL E G【 E G D SGN I C N N E E I
化 工设 计 2 1 ,1 6 0 2 ( ) 1
( )管件的空气泄漏量的估算见表 2 3 。
表 2 真空 系统管件 的空气泄漏量估算 表 ( g h k/ )
管件类型
2以下的螺纹连接 2 以上的螺纹连接
摘 要 介绍抽气量、压降等真空系统的工艺计算方法和结合工程的实际应用。
关 键词 真空系统 抽气量 当量空气 流导 工艺计算
化工生产装置 中,真空系统 主要应用于精馏 、
(四)水环式真空泵抽气速率计算

(四)水环式真空泵抽气速率计算水环式真空泵回水的饱和蒸汽压影响了真空泵的极限真空6KPa和抽气速率。
工艺系统真空压力≥6KPa选用。
1、P1=KPa 密封水温下饱和蒸汽压下输入2、P2= KPa 抽气温度下物料气液平衡时蒸汽分压输入。
3、G1=Kg/h水溶解空气量0.025Kg/m3冷凝水蒸汽中空气量10Kg/t蒸汽输入。
4、G2= K g/h真空系统总容积估计泄漏空气量查表输入真空系统静密封处泄漏空气量0.2Kg/h·M,一般用真空系统容积估计泄漏空气量G2 Kg/h容积m3泄漏空气量G2Kg/h对应表真空容积m3泄漏空气Kg/m1 12 23 34 45 56-10 611-15 716-25 826-30 931-50 1051-100 20101-150 25151-200 30201-300 40301-400 50401-500 605、G=G1+G2=Kg/h 泄漏入真空系统空气总量计算值。
6、Ps=KPa 工艺设计真空系压力输入。
7、P3=Ps-(P1+P2)=KPa 空气分压计算值。
8、M3=G/29= 抽气中空气摩尔数计算值。
9、M 总=M3/(P3/Ps)= 抽气中总摩尔数计算值。
10、M2=M 总*(P2/Ps)= 抽气中不凝物料摩尔数计算值。
11、M1=M 总*(P1/Ps)= 抽气中水蒸汽摩尔数计算值。
12、G3=M2*m 分子量= Kg/h 抽气不凝物料量计算值。
13、G4=M1*18= Kg/h 抽气水汽量计算值。
#DIV/0! #DIV/0! #DIV/0! #DIV/0!已知及计算数据表14、计算真空系统抽气速率V1m 3/h15、计算真空泵入口抽气速率V2 m 3/h真空系统至真空泵入口真空管线阻力降,真空泵入口抽气速率V2>系统抽气速率V1 原因有三:(1)管线阻力降(2)真空泵出厂抽气速率指气温20℃密封水温15℃条件下测试值,使用条件变化G (Kg/h)空气质量M3空气摩尔数P3(KPa)空气分压G3(Kg/h )不凝气量M2不凝气摩尔数P2(KPa)不凝气分压G4(Kg/h)水汽量 M1水汽摩尔数P1(KPa)水汽分压 ΣG 总(Kg/h)ΣM 总Ps(KPa)R=8.31KJ/Kmol·℃ t℃=气温密封水温 Ps=系统真空压力KPa 抽气平均分子量G 总(Kg/h)抽气总量(3)真空系统密封性有变化(泄漏空气量增大) 因此实际工作中V2=1.2V1设计真空管径 在设备配套时取V2=(1.5-2.0)V1配套能力。
一种热塑态真空振动装药工艺

军弹药和水 中武器弹药 。
振 动 装 药 法 是 将 较 高 粘 度 的熔 态 悬 浮 炸 药 装 入
体 ,然后 炸药再变成 固体的装药工艺方 法 。塑态装 药 可 分 为 冷 塑 态 装 药 和 热 塑 态 装 药 [2, 中热 塑 态 11 其 -
装 药 又 有 螺 旋 压 伸 装 药 和 振 动 装 药 2种 工 艺 分 支 。 热 塑 态 装 药 所 用 的 炸 药 必 须 具 有 2种 组 分 : 既
弹体 ,用振 动的方法使它密实 ,然后凝固成型 。经
常 外 加 真 空 , 所 以又 称 真 空 振 动装 药 。针 对 常 规 热 塑 态 装 药 方 法 存 在 的缺 陷 ,为 了提 高 弹 药产 品 质 量
收 稿 日期 : 2 1- 1 1 ;修 回 日期 : 2 1— 2 2 0 1 1— 7 011-3 作 者 简 介 :段 爱梅 (9 8 ) 女 , 山 西 人 ,高 级 工 程 师 , 从 事 火 炸 药 工 艺 设 备 研 究 。 16一 ,
(in y n o p n ix o p T iu n0 0 4 , hn ) Ja g a gC m a yo n i u , ay a 3 0 1 C ia fJ Gr
Ab t a t n o d r t mp o i g a mu ii n q a i n e f s f t e r e i n f c u i g a d a e d n u r n s r c :I r e o i r v n m n to u l y a d s l a e y d g e n ma u a t rn n m n i g c re t t
兵 工 自 动 化
Or dna e I nc ndus r A ut t y om at on i
纸机真空系统的工艺设计

文献标识码 : A
、
’
文章编号 :0 7 5 0 【0 70 o 0 10 — 5 X 2 0 )2 o l — 6 4
, .
在造 纸生 产过 程 中 , 空技 术 主要 用于 上 网浆料 脱水 和 白水 除气 ( 对 高速 纸机 )在 网部 、 真 针 ; 压
榨部可脱除纸页和毛毯的水份 ; 在纸机蒸汽和冷凝水系统中用真空技术保持烘缸部多段通汽的压
真空度较低等 ; 10 40 m g 在 0 ~ 0 m H 真空度下使用时, 可正常运行 , 但真空度超过 40 m g , 0 m H 时 其效 率急剧下降 。 水环式真空泵 : 水环式真空泵具有结构 紧凑易维护等特点。由于转动部分没有机械
摩擦 , 其使用寿命较长, 操作可靠 , 并且在大抽吸量的情况下效率下降不多等优点。 其缺点是 : 效率
综上 比较 , A H9 4 N S 系列真空泵性能最佳 , O 西门子 2 E B 3系列真空泵次之 , 在资金许可的条件 下, 首选 N S A H真空泵。国内生产的真空泵则首选 2 E 系列。南纸 纸机选用 N S B1 A H真空泵。
●
南平
330 ) 500
摘
要: 分析了真空泵的选型 比较 , 阐述了现代化纸机真空系统特点 、 备布置 、 设 真空管道的设计
原则 。介 绍南 纸 #5纸机 真空 系统设 计情 况 。 ’
关 键词 : 真空 泵 ; 空 系统 ;循 环水 。 真
中图分类号 :S 3 T 74
’
列真空泵的材质较好 , 能适应造纸低 p H值条件下运行 。 3能耗 : () 真空泵的能耗可用下式计算来比
较:
㈣ :
若能耗 比等于或小于 I说明该真空泵性能优 良、 能耗低 , 反之则较差。通过对掌握的数据和
【精品】真空镀膜机控制系统的设计
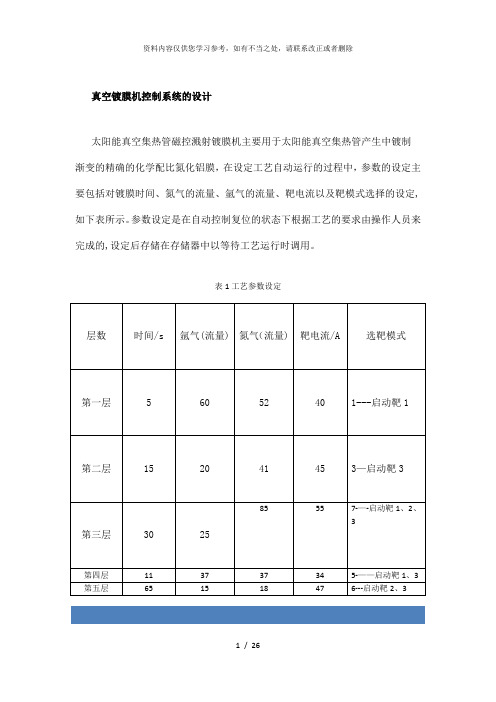
真空镀膜机控制系统的设计太阳能真空集热管磁控溅射镀膜机主要用于太阳能真空集热管产生中镀制渐变的精确的化学配比氮化铝膜,在设定工艺自动运行的过程中,参数的设定主要包括对镀膜时间、氮气的流量、氩气的流量、靶电流以及靶模式选择的设定,如下表所示。
参数设定是在自动控制复位的状态下根据工艺的要求由操作人员来完成的,设定后存储在存储器中以等待工艺运行时调用。
表1工艺参数设定采用手动控制和自动控制相结合的设计思路,设计采用FPGA为核心控制芯片,基于VHDL 语言,这个自动控制系统的设计分成工序流程控制模块、参数设置及调用模块和通信模块三个模块.其中工序流程模块采用有限状态机设计,完成工序流程的控制;参数设置及调用模块主要完成系统所需的参数的设置,需要设置的参数包括镀膜的时间,氮气流量,氩气流量、靶电流大小以及对靶的模式,参数设置及调用模块主要为SRAM的设计;通信模块设计了UART接口,便于与计算机或其他设备之间进行通信。
系统的设计原理框图如下:图1:系统原理框图3。
1工序控制流程模块:用状态机来设计,状态机是数字设计的重要组成部分,是实现高效率,高可靠逻辑控制的重要途径.此模块采用MOORE状态机来描述,其状态机的状态转移图如下图所示,其中包好了17个状态,即包含了整个工序控制的流程,没有标明条件的是一种“无条件”转换。
图2:工序自动运行的状态转移图1。
自动控制模块的功能仿真及分析如图3所示,在复位信号reset变为高电平(reset=’1’)后,开自动运行(atom_hand='1'),接着自动运行工序;开机械泵(machinpump=’1’),开预抽阀(beforeluntvalve='1’),判断真空度1(vacuity=’1'时);关预抽阀(beforeluntvalve=’0’),开前级阀(prevalve=’1’),开高阀(highvalve=’1'),关维持阀(naintainvalve=’0'),关维持泵(maintainpump=’0’),判断真空度2(vacuity2=’1'时);关光闸阀(lightbarriervalve=’1’),开截止阀(cutvalve='1’),判断真空度3(vacuity3='1’时);开氮气控制(nitrogenontrol='1')和氩气控制(argoncontrol=’1’),开工件旋转(workpiecerun='1'),开靶运行(buttrun=’1’),加靶电流(buttcurrent1、2、3),自动运行(crafrun=’1’);运行完毕后,开充气阀(aeratevalve=’1’),开门信号(onoffdoor='1’),取工件,进行下一个工序;图3:自动控制系统模块的功能仿真(1)图3:自动控制系统模块的功能仿真zoomout(2)由于此程序较长,具体的程序设计见附录。
真空激光准直系统在丰满水电站大坝变形监测中的施工安装工艺

真空激光准直系统在丰满水电站大坝变形监测中的施工安装工艺●郭超峰南大伟/(中国水利水电第三工程局有限公司勘测设计研究院)【摘要】本文讲述了真空激光准直从开始土建施工到调试阶段每个环节的要点工作及注意事项,介绍了其计算原理、优缺点,在施工应用方面为今后真空激光准直系统改进优化提出了建议。
【关键词】大坝变形监测真空激光准直1工程概况丰满水电站重建工程位于第二松花江干流上的丰满峡谷口,上游建有白山、红石等梯级水电站,下游建有永庆反调节水库。
重建工程是按恢复电站原任务和功能,在原丰满大坝下游120m处新建一座大坝,并利用原丰满三期工程。
工程以发电为主,兼有防洪、灌溉、城市及工业供水、养殖和旅游等综合利用。
该坝为碾压混凝土重力坝,坝高98米,坝顶高程296.50m,正常蓄水位263.50m,设计洪水位268.20m,校核洪水位268.50m,水库总库容103.77亿m3,工程新建6台机组,单机容量200MW,新建总装机1200MW,利用原三期2台机组,工程总装机容量1480MW。
本工程共设计3条真空激光准直系统,分别位于基础廊道和坝顶;基础廊道两条真空激光准直系统,分布在左右岸挡水坝段,每个坝段中间设置一个测点,共12个测点。
坝顶为一条1040m 超长真空激光准直系统,大坝坝顶分为56个坝段,左岸#1坝段为接收端,右岸#56坝段为发射端,剩余54个坝段各设置一个测点。
2监测原理及计算方法真空激光准直系统是根据真空状态下短距离激光照射是一条准直线,测点为变化物,利用这条准直线来监测该条线上所有测点的位移变化。
基本原理如下图1所示。
接收端发射端2图1真空激光准直系统原理示意图①→②为激光中轴线,③为测点,④是测点的虚拟偏离点,⑤是接收端测点偏离后的位置,————中国水电三局施工技术 2020年1期——————————————————————58△X为测点偏移距离,X为测点偏离后接收端偏移距离,接收端、发射端采用正倒垂校核基准值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文由WDD20542贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
16 CHEMICAL ENGINEERING DESIGN 化工设计2003 ,13( 2)真空系统的工艺设计摘要介绍真空系统的基本概念、工艺设计及实际应用。
真空系统工艺设计关键词真空系统在化工生产中的应用非常广泛 , 但统性。
本文将对其基本概念和工艺设计进行纲要有关真空系统的设计资料较少 , 且缺乏一定的系性的总结 , 并通过实际工作应用加以佐证说明。
1 基本概念111 真空度真空度通常有以下几种表示方法 :用于器壁的压力 , 是气体的真实压力。
以绝对压力表示真空度时 , 其值必须在零和大气压力之间。
当绝对压力为零时 , 表明封闭空间内不存在任何物质 , 处于全真空状态 ; 当绝对压力等于或压力状态 , 为非真空状态 , 不在本研究范围之内。
11112 以真空度表示大于外界大气压力时 , 表明封闭空间处于常压或式中 , Pv为真空度 , mmHg ; P 为封闭空间的绝对压力值。
外界大气压力的程度 , 其值也在零和大气压力之时 , 表明封闭空间处于常压状态 ; 当真空度等于处于全真空状态。
间 , 但其意义与绝对压力相反。
当真空度为零大气压力时 , 表明封闭空间内不存在任何物质 ,11113 以真空度百分数表示的百分数。
11111 以绝对压力表示绝对压力是指一个封闭空间内的气体垂直作Pv = 大气压力 - P ( mmHg)真空度是指一个封闭空间内的气体压力小于马小龙Ξ中国华陆工程公司西安 710054100 %真空度 ( %) = [ ( 大气压力 - P) / 大气压力 ] ×式中 , P 为封闭空间的绝对压力值。
真空度百分数直观地表示出了真空度相对于大气压力的比例大小。
在国家标准《真空技术名词术语》 ( GB3163 - 82) 将真空系统按剩余压力 ( 即绝对压力) 分为 4 个范围 , 即低真空、中真空、高真空和超高真空 , 范围如下 : 低真空 : 105 ~102 Pa 中真空 : 102 ~10 - 1 Pa 高真空 : 10 - 1 ~10 - 5 Pa 超高真空 : < 10 - 5 Pa 在化工、石油化工装置中 , 通常遇到的是低真空和中真空。
在此特别指出两点 : (1 ) 因为 , 表压 = 绝对压力 - 大气压力 , 故 , 表压 = - 真空度。
为了避免绝压、表压、真空度三者相互混淆 , 一般在工程设计中 , 均对其加以标注 , 如 110M Pa ( 绝压 ) 、116M Pa ( 表压) 、400mmHg ( 真空度) 等。
( 2) 由于外界大气压随大气的温度、湿度和所在地区的海拔高度而改变 , 所以在工程设计中 , 一定要根据建设地区的具体情况先确定大气由于当地平均大气压为 760mmHg , 所以塔顶的真空度为 760 - 20 = 740mmHg 。
压 , 再结合单元操作已确定的绝对压力来确定真空度的大小 , 如 , 苯乙烯真空蒸馏塔顶要求的绝对压力为 20mmHg , 在兰州地区操作时 , 由于当地平均大气压为 640mmHg , 所以塔顶的真空度为 640 - 20 = 620mmHg , 而在天津地区操作时 ,即大气压力与真空压力的差值 , 占大气压力Ξ马小龙 : 工程师 , 注册安全评价师 , 1988 年毕业于天津大学化工系 , 一直从事化工工艺设计工作 , 现兼做建设项目 ( 工程 ) 安全卫生预评价工作。
E2mail : mikema @pub1xaonline1com 。
1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.2003 ,13 ( 2)马小龙真空系统的工艺设计17限真空 , 均指真空泵抽气时可以达到的最低绝对压力值 , 是真空泵的基本工艺性能参数。
其单位各样本不一 , 选用时注意单位换算。
113 抽气速率 11311 气量S = Q/ P定量的气体分子在指定的温度下其占据的空间体积与气体压力有关。
在真空技术中 , 气量一般用气体容积与气体压力的乘积表示 ( PV ) , 如压力单位为 mmHg , 气体容积单位为 m3 , 则气量单位为 mmHg? 3 。
m 11312 流量 Q 指单位时间内通过真空系统某一断面的气量 , 如时间以 h 为单位 , 气量单位同上 , 则流量单位为 mmHg? 3 / h 。
m 11313 抽气速率 S 指单位时间内 , 由真空泵从封闭空间内抽出的气体体积数。
封闭空间的气体体积与其绝对压力有关 , 故可以流量 Q 与绝对压力 P 的比值来表示 : 式中 , Q 为流量 , mmHg ? 3 / h ; P 为压力 , m mmHg 。
114 封闭空间的抽气速率 115 真空泵的抽气速率封闭空间的抽气速率是指将一个封闭空间造成一定真空时所需的抽气速率 , 是被抽气体在出离封闭空间处的速率。
其影响因素主要有 : ( 1) 漏入封闭空间的外界空气量。
虽然有些封闭空间可以做到只有极低的空气泄漏量 , 但几乎没有一个能达到完全气密。
实践证明 , 必须考虑空气泄漏量。
( 2) 泄漏空气中饱和的可凝蒸气量。
对一个存在气液两相的封闭空间 , 在抽气造真空时 , 其液面上的可凝蒸气也将被抽走 , 所以必须考虑这些可凝蒸气的量。
( 3) 生产过程释放的空气量和不凝气体量。
真空泵的抽气速率是指真空泵本身具有的抽气速率 , 是被抽气体在真空泵进口处的速率 , 它是真空泵的另一个基本工艺性能参数。
其单位各112 最大真空度样本不一 , 选用时注意单位换算。
真空泵用于封闭空间抽真空时 , 一般均用管道连接真空泵和封闭空间 , 管道对气体流动有阻力 , 即管道两端之间 ( 封闭空间出口至真空泵进口) 产生压力差 , 如图 1 所示。
116 两种抽气速率的关系P1 为封闭空间压力 , mmHg ; P2 为进入真空泵的压力 , mmHg ;最大真空度 , 有的称极限真空度 , 也有称极图1 真空系统示意图Q 1 , Q 2 分别为封闭空间和真空泵的抽气流量 , mmHg? 3/ h ; m S1 , S2 分别为封闭空间和真空泵的抽气速率 , m3/ h 。
其中 , S1 = Q 1 / P1 , S2 = Q 2 / P2 。
稳定操作时 , Q 1 = Q 2 = Q , 故 , S1 ×P1 = S2 ×P2 = Q , 可知 , S2 = S1 × ( P1 / P2 ) 。
在任何操作情况下 , P1 > P2 , ( P1/ P2 ) > 1 ,故 , S2 > S1 。
引入管道流体阻力 ( W ) 或流体通导能力 ( U ) 并分别定义为 : W = ( P1 - P2 ) / Q , U = 1/ W , 已知封闭空间抽气速率 S1 , 由上述不难推出 : S2 = S1 / ( 1 - S1 / U ) = S1 / ( 1 - WS1 ) 。
可见 , 只有当管道阻力 W 无限小或流体通导能力 U 无限大时 , 真空泵的抽气速率才等于封闭空间的抽气速率 , 即 , S2 = S1 。
2 工艺设计真空封闭空间的确定是根据化工工艺的具体操作来确定的 , 它可以是 1 台设备 , 如真空抽吸的高位槽 , 也可以是数台设备组成的一个单元 , 如真空蒸馏单元 , 包括蒸馏塔、塔顶冷凝器、回流罐等。
对数台设备组成的单元 , 要明确所造真空的核心设备及位置 , 如真空蒸馏单元 , 一般的操作要求是确定蒸馏塔顶处的真空度。
确定了封闭空间界限后 , 再选择合适的抽气出口位置。
212 确定封闭空间的真空压力 P1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.211 确定封闭空间界限及抽气出口位置18 CHEMICAL ENGINEERING DESIGN 化工设计2003 ,13( 2)封闭空间的真空压力在化工工艺的具体操作计算中已经确定了 , 在此为已知条件。
需要注意的是 , 一般均以绝对压力 P 示值 , 单位为 mmHg 。
真空系统的设计是在工艺的单元操作设计之后 , 其真空封闭空间内的设备计算已经完成 , 只需将这些设备的处于真空状态下的空间体积加起来即可。
214 计算封闭空间的抽气速率 S 1。
213 计算封闭空间的总体积 V 表1 真空系统设备的空气泄漏量估算表管件类型2 2 6 6 24估算的平均空气泄漏量 ( 磅/ 时)011 012 015 018 015 110 011 012 110 210 013 115 110以下的螺纹连接以上的螺纹连接以下的法兰连接到 24 包括人孔在内的法兰连接以上的法兰连接以下的填料阀以上的填料阀阀杆直径在 1/ 2 阀杆直径在 1/ 2 具有润滑的旋塞排泄旋塞玻璃视镜力按图查其最大空气泄漏值。
搅拌器每小时增加 5 磅空气。
如采用特殊密封 , 此值可减到 1 越大。
或 2 磅空气。
密封的转动轴越多 , 则系统增加泄漏的可能性也空气的泄漏发生在管子连接处 ( 法兰、螺纹管件、阀门) 、填料函、机械设备的密封等地方。
如果可能 , 对任何封闭空间都应进行试验以确定其空气泄漏量 ; 对新设计和不能进行试验的场合采用估算。
E1 E1 路德维希编著的《化工装置的工艺设计》介绍了估算的经验图表。
( 1) 工业上严密系统的最大空气泄漏值见图 2。
图2 工业上严密系统最大空气泄漏值 ( 无搅拌)①由已经计算出的真空封闭空间总体积值和封闭空间的真空压②对带有搅拌器和普通轴封的真空封闭间 , 其泄漏量应为每个21411 漏入封闭空间的外界空气量玻璃液面计包括液面计旋塞搅拌器轴、泵等封液填料函 , 以每轴直径计算普通填料函 , 以每轴直径计安全阀或破坏真空的设施 , 以每的公称直径计一般在估算时采用 ( 1 ) 法查值即可 , 如果要保守的话 , 再加上 ( 2) 法所得之值。
由于空气泄漏的确定涉及到有关真空系统方面相当广泛的知识 , 同时要运用判断 ,所以不可能从经验方法获得精确的数值。
因此 , 对一个严密而高效的真空封闭空间 , 其泄漏值有时比 ( 1 ) 法查图所得的值小 , 约为其读数的 015 ~ 0175 , 但对粗糙的不严密的装置 , 此值可能要乘以 2 或 3 , 或者 , 仅按 ( 2) 法估算也符合要求。
大多数设计者均采用这些方法之一估算空气泄漏值 , 再结合工程具体情况进行系数调整。