PLC技术在平面磨床中的应用
plc在mm7120精密磨床电气控制线路中的应用

plc在mm7120精密磨床电气控制线路中的应用论文:PLC在MM7120精密磨床电气控制线路中的应用姓名:王祚才单位:广东三向职业培训学院日期: 2013年6月20日PLC在MM7120精密磨床电气控制线路中的应用摘要:介绍了利用PLC对MM7120平面磨床电气控制系统的修复改造。
列举了改造方案和详细的控制系统的安装图,改造后投入运行系统工作可靠稳定,提高了利用率,为以后的进一步自动化改造打下了基础。
关键词:PLC;MM7120磨床;改造方案;电气控制系统;程序设计1、前言:MM7120型精密卧轴台平面磨床是由于电气元件的老化又欠缺专业的保养维护。
使电气控制系统的故障增加,甚至造成了部分功能的丧失(如工作台的横向自动进给,现在只能依靠手动控制了),进而降低了使用率,现在近乎处于一种瘫痪状态。
但经检测,动力部件和传动机构尚好,传动精度也能保证。
因此,本着“修复、改造、再利用”的思想原则,决定用PLC对此磨床电气控制系统进行改造,以提高电气控制系统运行的可靠性和稳定性,减少故障率,提高设备的使用率,也为进一步的自动化改造打下良好的基础。
2、MM7120磨床基本功能的概述。
MM7120主要利用砂轮的周边磨削工件的平面,或利用砂轮端面磨削槽和凸缘的侧面。
磨削的横向(X轴)进给和纵向(Y轴)运动都由工件随工作台的运动来实现,工作台的横向进给运动采用可控硅无级调速的微型直流电机传动和双排柱导轨,可以实现微小断续进给,断续进给方式和纵向运动相结合,可实现自动进给,而低速连续运动主要作精修砂轮和高光洁度的磨削用;工作台纵向运动采用叶片式可逆变量泵和闭式液压系统,运动和换向平稳,噪音小,系统的发热量小,油池温度低。
砂轮的垂直进给(Z轴)由磨头上下运动来实现,砂轮由双速电动机拖动,砂轮轴轴承为静压轴承,刚性好、精度高,冷却泵、磨头的升降由三相异步机拖动。
此磨床精密之处还体现为垂直进给可实现微量(0.001毫米)进给横向微量(0.005毫米)进给。
用PLC改造M7120型平面磨床电气控制系统

柳州职业技术学院毕业设计(论文)题目:用PLC改造M7120型平面磨床的电气控制系统姓名***学号专业机电一体化技术年级指导教师完成时间柳州职业技术学院毕业设计(论文)任务书任务书的内容:磨床是用砂轮的周边或端面对工件进行磨削加工的精加工机床。
M7120型平面磨床是用砂轮来磨削工件的平面,它的磨削精度和粗糙度都比较高,是应用较普遍的一种机床。
M7120平面磨床外形图如图1所示。
1-液压换向开关;2-电磁吸盘;3-砂轮;4-砂轮箱;5-砂轮纵向进给手柄;6-立柱导轨;7-砂轮启动按钮;8-工作台;9-停止按钮;10-电磁吸盘按钮;11-液压泵电动机启停按钮;12-砂轮垂直进给手轮;13-工作台移动手轮图1 M7120平面磨床外形图1、运动形式⏹主运动:砂轮的旋转运动。
⏹纵向进给:工作台左右往返运动。
⏹横向进给:砂轮在床身导轨上的前后运动。
⏹垂直进给:砂轮箱在立柱导轨上的上下运动。
工作台每完成一次纵向进给,砂轮自动作一次横向进给。
当加工完整个平面后,手动砂轮箱作垂直进给。
2、控制要求⏹只有当电磁吸盘的吸力足够大时,才能启动液压泵电动机和砂轮电动机,以防吸力过小吸不住工件,砂轮使工件高速飞出的事故电磁吸盘需有欠压保护。
⏹砂轮电动机、液压泵电动机和冷却泵电动机只需单向旋转,因容量不大,采用全压启动。
⏹砂轮箱电动机要求能正反转,也采用全压启动。
⏹砂轮电动机和冷却泵电动机应同时启动,保证砂轮磨削时能及时供给冷却液。
⏹电磁吸盘有去磁的控制环节。
⏹砂轮旋转、砂轮箱升降和冷却泵都不需要调速。
⏹工作台纵向进给时,砂轮对工件进行磨削,工作台反向返回时,砂轮箱由液压装置自动实现周期性的横向进给一次,使工件整个加工面连续得到加工。
横向进给也可用横向进给手轮操纵。
当整个加工面加工完毕后,操纵砂轮垂直进给手轮,使砂轮垂直进给。
再次进行加工,完成磨削量。
设计要求:选用西门子7S-200系列的PLC对M7120型平面磨床的电气控制系统进行改造设计。
M7475型立轴圆台平面磨床PLC控制系统

摘要由于工厂企业中很多磨床年代久远,其工作性能已远远达不到现代生产的要求。
因此有必要对旧式的常规电动机控制系统进行技术改造,以PLC取代常规的继电器,以达到磨床的控制要求。
本次设计介绍了M7475型立轴圆台平面磨床PLC控制系统,并编写了PLC控制梯形图程序和指令表程序。
简要叙述了M7475型立轴圆台平面磨床继电器-接触器控制系统的工作原理及其运动形式。
改由PLC控制系统后的磨床工作安全可靠,系统运行情况良好,磨削精度更高;利用PLC控制系统,实现了磨床启动、停止、砂轮转动、工作台移动和工作台转动,并且砂轮升降有手动和自动两种控制方式;提供过载、断相、零励磁和零电压保护;并因所吸工件的不同,灵活调节电磁吸盘的吸力大小。
改由PLC控制后,其控制系统大大的简单化,并且维修方便,易于检查,节省大量的继电器元件,机床的各项性能有了很大的改善,工作效率有了明显提高。
该项技术还可推广应用于自动化其他领域的控制系统中。
关键词: PLC;平面磨床;继电器目录1 绪论 (4)1.1 PLC在电气控制系统中的应用介绍 (4)1.2 磨床的介绍 (4)2 系统总体设计 (6)2.1 优缺点分析 (6)2.2 PLC控制系统的控制要求 (6)2.3 PLC控制系统设计步骤 (7)3 系统的硬件设计 (8)3.1 电气设备的选择 (8)3.1.1PLC的选型 (8)3.1.2电动机的选择 (8)3.1.3交流接触器和中间继电器的选择 (9)3.1.4保护电器的选择 (10)3.1.5控制信号电器的选择 (10)3.2 I/O地址的分配 (11)3.4 I/O接线图的绘制 (11)3.5 M7475型立轴圆台平面磨床主要结构和运动形式 (11)3.6 M7475型立轴圆台平面磨床控制原理电路图概述 (12)3.6.1M7475型立轴圆台平面磨床控制电路原理分析 (13)3.6.2M7475型立轴圆台平面磨床电磁吸盘电路分析 (14)3.7 系统的硬件连线 (16)4 系统的软件设计 (17)4.1 PLC的编程语言 (17)4.2 PLC的系统结构和基本工作原理 (17)4.2.1PLC的系统结构 (17)4.2.2PLC的基本工作原理 (18)4.3 PLC的基本功能和基本指令 (18)4.3.1PLC的基本功能························································错误!未定义书签。
M7120磨床PLC控制改造

M7120磨床PLC控制改造摘要:由于M7120平面磨床年代久远,其工作已远远达不到现代生产的要求。
本次毕业设计的内容要求主要是利用S7-200系列PLC控制对M7120平面磨床控制线路进行自动化改造,解决传统继电器-接触器电气控制系统存在的线路复杂,故障诊断和排除困难等难题。
由于PLC极高的可靠性,极丰富的指令集,易于掌握,便捷的操作,丰富的内置集成功能,实现特性,因此,使M7120平面磨床在完成原有的功能特点外,还具有安装简便、稳定性好、易于维修、扩张能力强等特点。
关键词:控制系统;分析与改造;平面磨床;PLC控制Abstract:Due to the M7120 surface grinding machine age, and its work has been well below the needs of modern production。
the content of this graduation design is mainly On the M7120 surface grinding machine control circuit uses the S7-200 series PLC automation transformation,to solve the traditional relay - contactor electrical lines exist in a complex control system, fault diagnosis and rule out the difficulty Such problems。
Because PLC high reliability, extremely rich set of instructions, easy control, convenient operation, rich built-in integrated function, realize the characteristic, therefore, the M7120plane grinding machine at the completion of the original features, but also has theKey words:control system;Analysis and improvement; grinder; PLC control目录一、绪论............................................................................. ............................................................................... .. (2)二、M7120磨床概述 (6)2.1 机床的型号含义 (6)2.2 M7120型磨床结构2.3 M7120型磨床的运动形式2.4 M7120型磨床电气控制线路分析三、S7-200系列PLC概述3.1 S7-200 CPU的类型3.2 S7-200 CPU 22X系列技术性能3.3 S7-200系列PLC元件功能四、PLC控制与继电器控制比较4.1 基于PLC控制系统优点4.1 PLC控制电路相对于继电器控制电路的优点五、硬件设计5.1 PLC的选型5.2 电气元件的计算5.3 PLC的I/O分配5.4 PLC外部接线图六、软件设计6.1 软件功能介绍6.2 梯形图设计6.3 语句表设计6.4 程序仿真总结参考文献致谢一、绪论在注重改变零部件外部几何形态和机械性能的制造工业和通过各种变化将原材料转化成产品为目的的过程工业中,通过大量的开关量顺序控制,按外部逻辑条件进行顺序动作,并按照逻辑关系控制连锁保护动作,及大量离散量生产数据的采集。
M7120磨床的PLC改造设计

目录第一章绪论 (1)1.1课题简介 (1)1.2设计要求 (1)1.3改造方案 (2)第二章 M7120平面磨床简介 (3)2.1M7120磨床的主要结构 (3)2.2 M7120型平面磨床的工作特点 (3)2.3 M7120型平面磨床的电气控制 (4)第三章 M7120磨床的PLC改造 (7)3.1 PLC型号的选择 (7)3.2 I/O设备的选择 (7)3.3 PLC改造的硬件设计 (8)3.4 PLC改造的软件设计 (10)第四章运行调试 (12)第五章小结 (13)附录 (14)1.M7120磨床主电路图 (14)2.M7120磨床电气控制图 (15)3.PLC外部接线图 (16)4.元器件清单 (17)5.完整梯形图 (18)6.参考书 (19)第一章绪论1.1课题简介随着工业技术的不断完善,各种新型技术在工业生产中广泛应用,使劳动人员从劳动条件差、任务繁重、单一、重复、高温、危险等工作中得以解脱,并且提高工作效率。
传统的镗床控制系统采用继电接触器控制系统,不但接触触点多而且接线复杂,而且经常出现故障,可靠性较差,因此许多工厂应用PLC可编程控制器对现有的机械加工设备的电气控制系统进行改造。
本设计利用三菱公司FX系列PLC对T68型卧式镗床的改造, 其改造过程包括可编程控制器的机型选择、输入输出地址分配、输入输出端接线图及可编程控制器梯形图程序设计,分析了用可编程序控制器控制镗床的工作过程。
运用其可靠性高、抗干扰能力强、编程简单、使用方便、控制程序可变、体积小、质量轻、功能强和价格低廉等特点,将机械加工设备的功能、效率、柔性提高到一个新的水平,改善产品的加工质量,降低设备故障率,提高生产效率,其经济效率显著。
1.2设计要求1.对M7120平面磨床原电气控制系统进行了解,能分析出M7120平面磨床的工作原理。
2.对PLC改造系统进行硬件设计,具体包括PLC的选型和外部接线设计。
3.对PLC改造系统进行软件设计,根据原继电接触器控制图和PLC外部接线图编写出程序梯形图。
PLC对M7120磨床控制系统的改造
PLC对M7120磨床控制系统的改造[摘要]本文介绍利用S7-200系列PLC控制对M7120平面磨床控制线路的改造,旨在实现用弱信号来控制强电的电力系统。
解决传统继电器-接触器电气控制系统存在的线路复杂,故障诊断和排除困难等难题。
还有PLC电气控制系统与相同功能的继电器-接触器电气控制系统相比,具有很高的性能价格比,及故障率低,对工作环境要求低等一系列优点。
因此,本论文对M7120磨床的电气控制系统进行改造,将把PLC可编程控制技术应用到改造方案中去,从中大大提高M7120磨床的工作性能,论文分析了M7120磨床的电气控制原理,绘制了PLC可编程控制器改造M7120磨床电气控制系统的设计方案,完成电气控制系统硬件和软件的设计,对PLC控制平面磨床系统改造作了详细的阐述,论述了采用PLC可编程控制器取代传统继电器-接触器电气系统的优势,及改造方案的确定,同时根据M7120磨床的控制要求和特点,确定PLC的输入输出分配。
在继电器控制线路的基础上,设计出梯形图并进行现场调试。
[关键词]可编程控制器;平面磨床;梯形图;电气控制系统。
1.绪论1.1.可编程控制器简介20世纪60年代,人们利用小型计算机来实行工业控制,代替传统的继电接触器控制,1969年美国数字设备公司研制出了世界上第一台可编程序控制器(PLC)。
可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计,它采用可编程存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算数操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
可编程控制器及其有关外部设备,都容易与工业控制系统联成一个整体,易于扩充其功能的原则设计。
PLC控制是以计算机技术为技术核心的通用自动控制装置,随着电子技术的发展可编程控制器日益广泛的应用于机械、电子加工与设备电气改造中。
在各行各业中得到了广泛的应用。
尽管PLC的内部结构与计算机、微机相类似,但其接口电路不相同,编程语言也不一致。
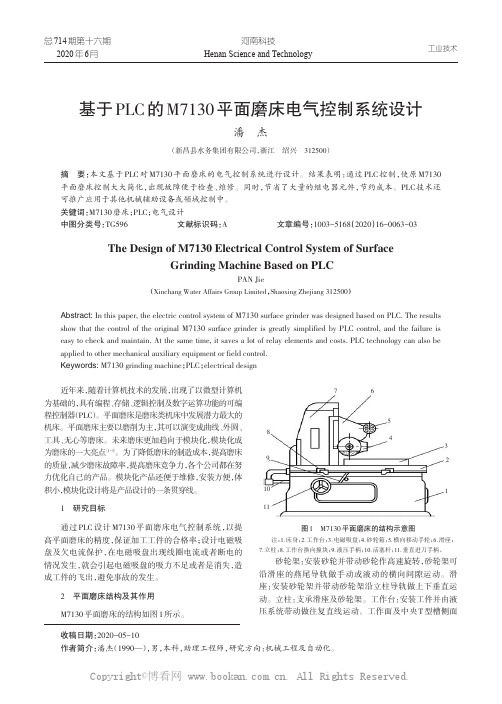
基于PLC的M7130平面磨床电气控制系统设计
PAN Jie
(Xinchang Water Affairs Group Limited,Shaoxing Zhejiang 312500)
Abstract: In this paper, the electric control system of M7130 surface grinder was designed based on PLC. The results show that the control of the original M7130 surface grinder is greatly simplified by PLC control, and the failure is easy to check and maintain. At the same time, it saves a lot of relay elements and costs. PLC technology can also be applied to other mechanical auxiliary equipment or field control. Keywords: M7130 grinding machine;PLC;electrical design
9
的质量,减少磨床故障率,提高磨床竞争力,各个公司都在努
力优化自己的产品。模块化产品还便于维修,安装方便,体
积小,模块化设计将是产品设计的一条贯穿线。
10
7
6
5
4 3 2
1
1 研究目标
11
通过 PLC 设计 M7130 平面磨床电气控制系统,以提 高平面磨床的精度,保证加工工件的合格率;设计电磁吸 盘及欠电流保护,在电磁吸盘出现线圈电流或者断电的 情况发生,就会引起电磁吸盘的吸力不足或者是消失,造 成工件的飞出,避免事故的发生。
平面磨床M7130PLC控制--毕业设计

平面磨床M7130P L C控制--毕业设计(总16页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--毕业设计目录第1章绪论 0本课题的研究意义及必要性 0相关领域国内外应用的现状及发展趋势 (1)第2章 M7130平面磨床的原理结构 (2)M7130平面磨床的主要结构 (2)M7130平面磨床的原理 (3)第3章平面磨床的主要运动形式与控制要求 (5)主运动 (5)进给运动 (5)辅助运动 (6)第4章 M7130平面磨床电气分析 (7)电气控制设计 (7)主电路分析 (7)控制电路分析 (7)电动机的控制 (8)电磁吸盘的控制 (8)照明及指示灯的控制 (9)第5章 PLC介绍 (10)PLC简介 (10)PLC基本结构 (10)第6章 M7130平面磨床电气控制线路的PLC改造 (11)输入输出的设计 (11)PLC的外部接线 (11)PLC改造M7130平面磨床软件设计 (12)参考文献 (13)第1章绪论本课题的研究意义及必要性磨床是用砂轮周边或端面进行机械加工的精密机床。
它不但能加工一般金属材料,而且能加工一般金属刀具难以加工的硬材(如淬火钢,硬质合金等)。
利用磨削可获得较高加工精度和光洁度,而且加工余量较其他加工方法小的多。
所以磨床广泛用于零件加工。
由于精密铸造和精密锻造工艺的进步,使得零件不经其他切削加工而直接磨削成成品。
随着高速磨削和强力磨削工艺的发展,进一步提高了磨削的效率。
因此磨床的使用范围日益扩大,在金属切削机床中所占比重不断上升,在工业发达国家占金属切削机床的13%-27%。
磨床种类很多,按其工艺分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床,如螺纹磨床、齿轮磨床、球面磨床、花键磨床、导轨磨床与无心磨床等。
其中以平面磨床最为普通。
图 M7130磨床相关领域国内外应用的现状及发展趋势磨床是金属切削机床中的一个大类,以精度高、品种多着称,是能源、交通、冶金、航天、军工等行业精密加工必备的设备之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S 3 O02 Q 0 1 S 4 O03 Q 0 1
S O O 04 A1 0 1
O 01 0 5
每转 每转
4 n 7m' l 5mi l l 1 nn 4 ' l l
S 5 O 0 3 工作台向左换 向 Q O 0 S 9 O o 7 无火 花磨削 A o 1 O0 8 次数 的选择 0 1
,
c l b e u e e t . a e rd c d g a y l r l
K ywod : L , rn e , p l ain e r s P C G id r A pi t c o
1前 言
系统的硬件设计一般分为输入部分 、逻辑编程
部 分 、输 出部 分 。输入 部 分 由选 则 开关 (A 、A3 S 7S 、 S 6 S 8 , 程 开关 (Q ~ Q )按 钮开 关 (B )以 A 、A )行 S 3S 7 , S4 , 及 一 个 三层 的 电位 器 ,作 为无 火 花磨 削次 数 的选 择 开关 (A ) S 9 。逻辑 编程 部分 由 C M1 一 0 D — P A 4C R A完 成 。输 出部 分 由直 流 2 4伏 电磁 阀组 成 , 同时 为 了保 护 P C输 出继 电器 ,在 电磁 阀的两 端 各并 联 一 只二 L
() 作台: 2工 工作 台纵 向最 大移动 量 工 作 台横 向最大 移动量 65 n l 0 lT l 20 n l 3 lT l
Y 6 OO 0 台面 向左 V 10
S4 004 B I0 D 右停 Y 5 O 0 1 台面向右 V 1o S 3 00 6 进刀方式选择 Y 4 O 0 2 台面右停 A D0 V 1o
工 作 台纵 向移动 速度 ( 无级 ) 05 2 / i . 5m mn ~ 工 作 台横 向移动 速度 连续 ( 级 ) .5 lmmi 无 01~ / n
工作 台横 向移动速度 断续( 无级 ) . 2 / i 0 ~ 0mm n 5
工作 台纵 向手 动手 轮 工作 台纵 向手 动手轮 工作 台 中央 T型槽 宽
5 9
O 01 0 6
维普资讯
P U6
S8 A
/
0o (0 ) O
00l 00
O0 lO o
E三
6l lV Y
I V5
S 4 B
P U5 0D 1 C4 0
一
/
S3 A
O0 l l o
r —— ] — —
维普资讯
P C技术在 平面磨床 中的应 用 L
崔政敏
( 山东 劳动职业技术学院 , 济南 2 0 2 ) 50 2 摘 要 :L P C应 用在平 面磨床上 的电气控制 , 我们不但编程方便 , 而且机床 电气 的故 磨床 PC
l ” I 17 c
L—
—— 0 o 6 00
l : l !
A s a t Elcr a o t lo L b u r p i g i d r , e c l p o a b t c : e t c lc nr f C a o t a h c rn e W al r g mme e sl An h a u t— ae r i o P g r a i y d tec a y rt s l
Ap i a i n fPLC b utGr ph c Grnd r pl to o c a o a i i e
CUIZh ng i e m n
( h n o gL b r r e s nl e h o g ol e J a 5 0 2 S a d n a o o si a T c n l y l g ,i n2 0 2 ) P f o o C e n
2 系统 的技 术指 标
极管 , 防止 电感性负载断开时 , 产生很高的感应 电动
势 , P C输 出点及 内部 电源的 冲击 。 极管 的额 定 对 L 二 电流通常 选 为 l 额定 电压 为 电源 电压 的 3倍 。 A,
4 系统 的软件 设计
() 1加工 范 围 : 磨 削平 面最 大尺 寸 ( ×宽 ) 50×20 lT 长 0 0 l nl
该平 面 磨床 采 用 了 1本 O R N 的 C M A 3 M O P 1一
4 C R A可编程顺序控制器。 0D — 提高了自动 、 自动加 半 工功能 , 同时为用户进一 步开发提供 了方便 , 操作者 可根据需要进行预选机床 , 自动完成粗 、 可 精磨削的 无火花磨削 , 退刀及工作 台在右端停止。这样不仅可 以减少控制部分体积 , 增强系统的可靠性 , 而且提高 了系统的利用率 , 降低 了成本 , 在实际应用 中取得 了 很好 的效果 ,对应用于相关机床的改造具有一定的 参考 价值 。
41输入 开关 、 出 电磁 阀 的作用 见下 表 : . 输
开关 接点
S 8 O00 A 00
O 01 O0
作用
左 右行
电磁 阀 接点
作用
磨削垂直面最大尺寸 ( × 5 0 4 n l 长 高) 0 × 0 lT l 磨 削 曲面最大 宽度 ( 次磨 削 ) 一 2 lT 5 nl l 磨 削零件最 大 重量 ( 括磁力 吸盘 ) 2 0 k 包 0 g
OO 7 00 SA
7 0)0 单 、 ( 9 0 双进刀 前后停 前限位 后限位
充退 磁
OO 8 00
Y 3 O03 V 1o
切入
S 6 O0O A 0 1
O0 1 0l
Y 2 Oo4 V 1o 滑鞍 向后 Y 1 O0 5 滑鞍 向前 V 1o