冷轧机组机械设备共33页
冷轧机-两肋冷轧机-冷轧设备-三肋冷轧机的机体构成及结构图

冷轧机/两肋冷轧机/冷轧设备/三肋冷轧机
的机体构成及结构图
冷轧机、两肋冷轧机、冷轧设备、三肋冷轧机的机体构成及结构图是怎样的呢?金迪冶金设备作为一家专业从事生产冷轧机、冷轧设备、两肋冷轧机、三肋冷轧机的厂家,下面就由该公司技术人员为您讲解下该公司生产的冷轧机的机体构成。
金迪冶金设备生产的冷轧机、两肋冷轧机、三肋冷轧机、冷轧设备由主电机、主传动和主机座(工作机座)组成。
其中:
1、主电机在需要调速时使用直流电机,不需要调速时使用同步或异步(带飞轮)交流电机。
2、主机座由机架、轧辊、轴承座、压下装置和平衡装置等组成。
①机架是承受轧延力的部件,闭式机架有较好的刚度,但开式机架换辊较方便。
②轧辊是轧延金属的部件,辊身为工作部分,轴头用于传动。
板材轧辊的辊身形状称为辊型,型材轧辊的轧槽称为孔型。
③压下装置用来调节轧辊的压下量。
高速线材轧机的厚度自控常由液压压下装置来完成。
④平衡装置用于消除压下螺丝等处游隙的影响,以免受载时产生冲击。
金迪冶金设备生产的冷轧机、两肋冷轧机、三肋冷轧机、冷轧设备的结构图:
金迪冶金设备友情提示:冷轧机、冷轧设备、两肋冷轧机、三肋冷轧机的主机座中还设有压下装置,用户可通过调节压下装置下压量的大小,从而生产出符合客户需求的产品。
冷轧机
冷轧机。
冷轧设备及工艺介绍 ppt课件
2004-3-1
page
13
•LYSTEEL•COLD ROLLING
PLANT•
• 冷轧各生产机组基本情况
•三菱闪光焊机
三菱闪光焊机:
焊接周期短, 运行成本低,维护简单但频繁 需要防火和除尘
2004-3-1
page
14
•LYSTEEL•COLD ROLLING
PLANT•
• 冷轧各生产机组基本情况
• 如果老师最后没有总结一节课的重点的难点,你 是否会认为老师的教学方法需要改进?
• 你所经历的课堂,是讲座式还是讨论式?
• 教师的教鞭
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
• “太阳当空照,花儿对我笑,小鸟说早早早……”
•LYSTEEL•COLD ROLLING
•
• 一期生产规模150万吨
•
• 其中:冷轧产品65万吨
•
• 热镀锌产品30万吨
•
• 冷硬卷55万吨
•
•
• 二期 年生产规模150万吨 •
• 其中:冷轧产品80万吨
•
• 热镀锌产品55万吨
•
• 彩涂产品15万吨
•
1.1.2 产品方案
冷轧产品:
规格:0.25~2.5mm*800~1570
品种:CQ、DQ、DDQ、EDDQ、HSS
热镀锌产品: 规格:0.25~2.5mm*800~1570 品种:CQ、DQ、DDQ、EDDQ、HSS 冷硬产品: 规格:0.25~2.5mm*800~1570 品种:CQDQDDQEDDQHSS
2004-3-1
page
2
精品资料
•LYSTEEL•COLD ROLLING PLANT•
冷轧机械设备和工艺介绍
冷轧机械设备和工艺介绍冷轧是一种金属加工方式,利用冷轧机械设备对金属进行塑性变形,以获得所需尺寸和表面质量的材料。
冷轧机械设备通常由轧机、张力机构、卷取机构和冷却装置组成。
以下是对冷轧机械设备和工艺的详细介绍。
冷轧机械设备主要由冷轧轧机组成。
冷轧轧机通常包括压辊、支承辊、间隙调整辊和轧制辊。
压辊和支承辊用于支持金属带材,在轧制过程中提供压力。
间隙调整辊用于调整轧机的轧制间隙,以控制带材的厚度。
轧制辊是轧机的主要部分,它提供轧制压力,使金属带材变形。
冷轧机械设备中的张力机构用于调整带材的张力。
通过控制带材的张力,可以确保金属材料在轧制过程中的稳定性和形状控制。
张力机构通常由引线辊、张力辊和张力控制系统组成。
引线辊用于引导带材,张力辊用于控制带材的张力。
卷取机构用于将轧制的金属带材卷取成卷材。
卷取机构通常包括卷取辊、驱动辊和卷取装置。
卷取辊用于控制卷取过程中的张力和形状,驱动辊用于提供推力,将金属带材卷取成卷材。
卷取装置用于将卷材卸下并保持其形状。
冷轧过程中的冷却装置用于控制带材的表面温度。
冷却装置通常采用水冷方式,通过喷洒冷却剂或浸泡在冷却剂中,以降低带材的温度。
冷却过程中,带材的温度降低,并发生相变,使其材料性能得到改善。
冷轧过程中的工艺主要包括入口工艺、轧制工艺和出口工艺。
入口工艺包括带材的准备工作,如扩展、切边和清洗等。
轧制工艺是冷轧的核心,通过轧机设备对金属材料进行塑性变形和控制厚度。
出口工艺包括卷取、修边和包装等,以便将轧制的金属带材成品送至下一个工序或出厂。
总之,冷轧机械设备和工艺是一种重要的金属加工方法,广泛应用于钢铁、铝和不锈钢等金属材料的生产。
通过合理设计和控制,冷轧机械设备能够生产出各种规格和质量要求的金属带材。
轧钢机械设备
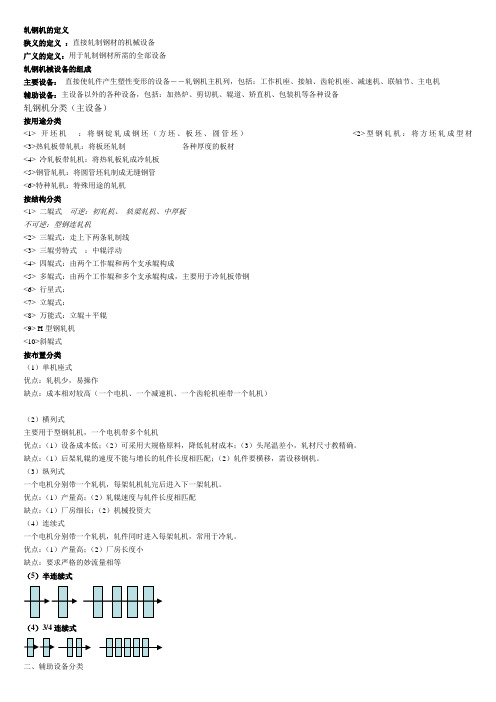
轧钢机的定义狭义的定义:直接轧制钢材的机械设备广义的定义:用于轧制钢材所需的全部设备轧钢机械设备的组成主要设备:直接使轧件产生塑性变形的设备--轧钢机主机列,包括:工作机座、接轴、齿轮机座、减速机、联轴节、主电机辅助设备:主设备以外的各种设备,包括:加热炉、剪切机、辊道、矫直机、包装机等各种设备轧钢机分类(主设备)按用途分类<1> 开坯机:将钢锭轧成钢坯(方坯、板坯、圆管坯)<2>型钢轧机:将方坯轧成型材<3>热轧板带轧机:将板坯轧制各种厚度的板材<4> 冷轧板带轧机:将热轧板轧成冷轧板<5>钢管轧机:将圆管坯轧制成无缝钢管<6>特种轧机:特殊用途的轧机按结构分类<1> 二辊式可逆:初轧机、轨梁轧机、中厚板不可逆:型钢连轧机<2> 三辊式:走上下两条轧制线<3> 三辊劳特式:中辊浮动<4> 四辊式:由两个工作辊和两个支承辊构成<5> 多辊式:由两个工作辊和多个支承辊构成,主要用于冷轧板带钢<6> 行星式:<7> 立辊式:<8> 万能式:立辊+平辊<9> H型钢轧机<10>斜辊式按布置分类(1)单机座式优点:轧机少,易操作缺点:成本相对较高(一个电机、一个减速机、一个齿轮机座带一个轧机)(2)横列式主要用于型钢轧机,一个电机带多个轧机优点:(1)设备成本低;(2)可采用大规格原料,降低轧材成本;(3)头尾温差小,轧材尺寸教精确。
缺点:(1)后架轧辊的速度不能与增长的轧件长度相匹配;(2)轧件要横移,需设移钢机。
(3)纵列式一个电机分别带一个轧机,每架轧机轧完后进入下一架轧机。
优点:(1)产量高;(2)轧辊速度与轧件长度相匹配缺点:(1)厂房细长;(2)机械投资大(4)连续式一个电机分别带一个轧机,轧件同时进入每架轧机,常用于冷轧。
冷轧生产工艺及设备
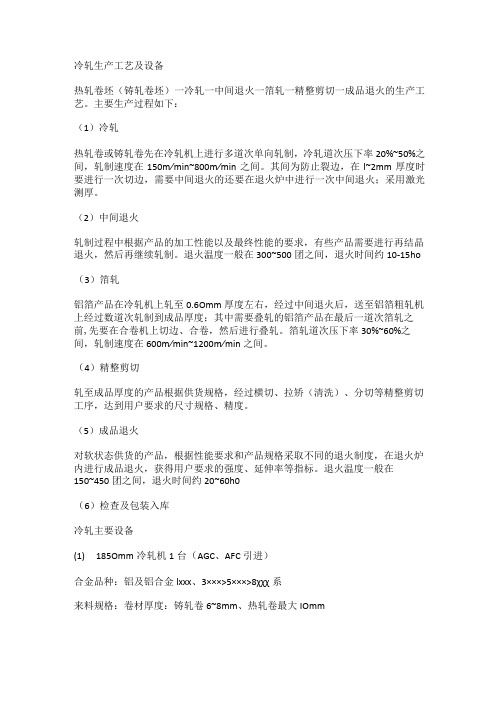
冷轧生产工艺及设备热轧卷坯(铸轧卷坯)一冷轧一中间退火一箔轧一精整剪切一成品退火的生产工艺。
主要生产过程如下:(1)冷轧热轧卷或铸轧卷先在冷轧机上进行多道次单向轧制,冷轧道次压下率20%~50%之间,轧制速度在150m∕min~800m∕min之间。
其间为防止裂边,在l~2mm厚度时要进行一次切边,需要中间退火的还要在退火炉中进行一次中间退火;采用激光测厚。
(2)中间退火轧制过程中根据产品的加工性能以及最终性能的要求,有些产品需要进行再结晶退火,然后再继续轧制。
退火温度一般在300~500团之间,退火时间约10-15ho (3)箔轧铝箔产品在冷轧机上轧至0.6Omm厚度左右,经过中间退火后,送至铝箔粗轧机上经过数道次轧制到成品厚度;其中需要叠轧的铝箔产品在最后一道次箔轧之前,先要在合卷机上切边、合卷,然后进行叠轧。
箔轧道次压下率30%~60%之间,轧制速度在600m∕min~1200m∕min之间。
(4)精整剪切轧至成品厚度的产品根据供货规格,经过横切、拉矫(清洗)、分切等精整剪切工序,达到用户要求的尺寸规格、精度。
(5)成品退火对软状态供货的产品,根据性能要求和产品规格采取不同的退火制度,在退火炉内进行成品退火,获得用户要求的强度、延伸率等指标。
退火温度一般在150~450团之间,退火时间约20~60h0(6)检查及包装入库冷轧主要设备(1)185Omm冷轧机1台(AGC、AFC引进)合金品种:铝及铝合金lxxx、3×××>5×××>8χχχ系来料规格:卷材厚度:铸轧卷6~8mm、热轧卷最大IOmm最大重量:15t成品卷材尺寸:卷材厚度:Min0.15mm卷材规格:①2200∕665χ750~1650mm(切边)最大卷重:15t套筒规格:①665/605x190Omm(暂定)轧制速度:MaxlOOOm/min该轧机为具有国内先进水平的全油润滑高速冷轧机,装备有引进的自动厚度控制系统(AGC)和自动板形控制系统(AFC),配有轧制油在线过滤、油雾净化系统,以及完善的C02自动/手动灭火系统。
baosteel不锈钢冷轧机组功能简介
三、主要机组简介
6 五机架冷连轧机组(续) – 主要参数(续): • 主电机参数: 第 1#机架 AC- 1×4200 kW (单传动) 第2-5#机架 AC-1×6000 kW/机架 (单传动) 卷取机 AC- 2×2000 kW • 设计最大液压上推力:27000kN/机架 • 弯辊力: 工作辊+406kN/-394kN 中间辊 +699kN • 乳化液系统:合成脂半稳态乳化液,5×6200L/min
冷轧后续工程 机组功能简单介绍
一、冷轧后续工程机组、工艺简介
冷轧工程的主要生产机组配置
第一步
冷轧工程
罩式炉 9座
罩式炉 9座 + 6座 碳钢酸洗 1条
热退酸洗 1条
热退酸洗 1条
五机架 1条
碳钢酸洗 1条
20辊轧机 1台
碳钢连退 1条
修磨机组 1条
热镀锌 1条
冷退机组 1条
碳钢重卷 2条
离线平整 1台 不锈钢重卷 2条
三、主要机组简介
6 五机架冷连轧机组(续)
乳
化
液
不 锈
系 统
钢
前 库 C15
碳 钢
上
料
(入 开 口步 卷
进 梁)
带 头 矫 直
切 头
/ 尾
激 光 焊 接
入 口 活 套
五 机 架 连
轧
张 力 辊
剪 切
卷 取
TCM机组
称出
重 打
口 步 进
捆梁
检查
前
库
C14
轧硬
成
卷成
打
品
发
品库
包
入
货
C35
库
五机 架连 轧后
冷轧生产线主要设备

冷轧机作为一种专门轧制带肋钢筋的机器设备,但是要想得到合格的钢筋还需要其他的设备来辅助,这样才能完成冷轧作业,那么一条完整的生产线都需要配备哪些设备,来一起了解一下。
根据不同的钢筋线相关的设备信息如下:1、两肋冷轧机生产线的配套设备在整个两肋冷轧机生产线中,冷轧机作为主要的轧制设备,其配套的设备可包含这么几种:除锈机、两肋冷轧机、调直机、高频热处理设备、飞剪切断机、翻转料架、操作台等。
2、三肋冷轧机生产线的配套设备在整个三肋冷轧机生产线中,冷轧机作为主要的轧制设备,其配套的设备可包含这么几种:除锈机、三肋冷轧机、拉盘机、钢筋应力机、调直机、飞剪切断机、对焊机等。
从冷轧机的配套设备中,我们就能发现,冷轧机生产不同的带肋钢筋,其配套设备各有不同。
因此,由冷轧机及配套设备构成的冷轧带肋钢筋生产线的销售价格也不同。
除锈机:通过除锈减径机经过变形,使钢筋表面的氧化皮脱落,提高产品的性能和外观质量。
除锈减径机全封闭生产,环保设计,减少粉尘。
调直机:采用多轮直进式调直方法,调制钢筋的规格φ6一φ14,适合规模化钢筋调直加工厂,钢材市场调直三级钢、盘圆、螺纹钢。
任意定尺,速度快,不扭曲、不伤肋,切断性能稳定,调制精度高,电脑自动化控制系统,大大提高了钢筋调直切断的工作效率。
飞剪切断机:是一种能快速切断钢筋、圆钢等线材的加工设备。
该机在切断以上产品时具有效率高、操作简单,使用寿命长等诸多优点,而且该机切断误差在全国同类产品中最小。
该机是冶金轧钢行业、高速线材及螺纹钢定尺剪断机,是现代轧制棒材剪断中的产品,具有耗电少、投资成本低的特点。
针对高延性冷轧带肋钢筋生产线有这几种配置可以选择:◆LZ228型:即简配经济型,可生产φ6~12mm直条高延性冷轧带肋钢筋,轧制速度60~100m/min,平均产能1.35万吨/年。
◆LZ250型:即标配标准型,可生产φ6~12mm直条与盘螺高延性冷轧带肋钢筋,轧制速度100~180m/min,平均产能2.3万吨/年。
《冷轧机械设备》课件
将金属材料置于辊座之间,通过轧要部件
包括进给装置、轧制系统、回收系统、传动系统等。
配件和附件
轧辊、轧床套筒、压力调节系统、薄板装置等。
控制系统
电气控制系统、液压控制系统、自动化控制系统等。
冷轧机械设备的应用领域
钢铁工业
用于生产感应器线圈、轿车零件、厨房器具等多 种钢铁产品。
• 高品质产品 • 具备高强度 • 广泛应用
挑战
• 自动化程度不足 • 设备维护保养成本较高 • 生产流程需要持续改进
未来展望
• 智能化技术将改变生 产方式
• 更具可持续性的材料 将得到更广泛的应用
• 更小、更高效、更环 保的设备将得到广泛 采纳
冷轧机械设备PPT课件
一个详细而清晰的冷轧机械介绍,包含工作原理、主要部件、应用领域和维 护。
设备介绍
1
冷轧机械的定义
通过使用不到临界点的低温对金属材料进行成型,并制造出高品质、高强度的产 品。
2
冷轧机械的分类
可分为条带、薄板和薄板带复合型几种,并采用不同的轧辊设计和控制系统。
3
冷轧机械的工作原理
车辆制造
用于生产车身、门板、盖板等汽车零部件。
家电制造
用于生产各种厨房和家庭电器的外壳和部件。
建筑行业
用于生产门窗框架、室内装饰板等建筑材料。
冷轧机械设备的维护与保养
1 设备维护的重要性
帮助设备保持正常运行并延长其寿命,从而提高生产效率。
2 维护
定期检查和更换轧辊、轧床套筒、油封等零部件。
总结
优点