大赢CNC48操作手册范本
CNC操作规程

CNC操作规程一、引言CNC(计算机数控)机床是一种通过计算机控制的自动化机床,广泛应用于各种加工行业。
为了确保CNC机床的安全操作和高效生产,制定CNC操作规程是必要的。
本文将详细介绍CNC操作规程的标准格式及其内容要求。
二、目的CNC操作规程的目的是确保CNC机床的安全操作,并提高生产效率。
通过规范CNC机床的操作流程和操作方法,可以减少操作错误和事故的发生,保护操作人员的人身安全,同时提高产品质量和产量。
三、适合范围CNC操作规程适合于所有使用CNC机床进行加工的操作人员,包括操作员、维修人员和管理人员。
四、操作规程的制定1. 制定团队:由相关部门的技术人员、操作员和管理人员组成制定团队,负责制定和更新CNC操作规程。
2. 参考标准:制定团队应参考国家相关标准、行业规范和机床创造商的操作手册,结合企业实际情况制定操作规程。
3. 审批和发布:制定团队完成CNC操作规程后,应经过相关部门的审批,并在企业内部进行发布和培训。
五、CNC操作规程的内容要求CNC操作规程的内容应包括以下方面:1. 操作前准备1.1 操作人员应穿戴符合安全要求的工作服和个人防护装备,如安全鞋、手套和护目镜等。
1.2 检查CNC机床的运行状态和工作环境,确保机床和周围区域清洁、整洁,并排除可能存在的安全隐患。
1.3 检查CNC机床所需的刀具、夹具和工件等是否齐全,并进行必要的更换和调整。
2. 操作流程2.1 打开CNC机床的电源,并进行系统自检和初始化。
2.2 根据加工工艺要求,选择合适的程序和刀具,并进行装夹和调整。
2.3 在CNC机床的控制界面上输入相应的加工参数和指令,如坐标、速度、进给等。
2.4 启动CNC机床,观察加工过程中的运行状态,如切削声音、刀具运动轨迹等,及时发现异常情况并采取相应措施。
2.5 在加工过程中,操作人员应严格按照程序要求进行监控和调整,确保加工质量和效率。
2.6 加工完成后,关闭CNC机床的电源,并进行必要的清洁和维护。
CNC精雕机数控机床安全操作规程模版
CNC精雕机数控机床安全操作规程模版一、目的为了确保CNC精雕机数控机床的安全操作,保障人员和设备的安全,规范操作流程,提高工作效率。
二、适用范围本规程适用于CNC精雕机数控机床的操作人员。
三、基本要求1. 操作人员应具备相关机床操作技能,熟悉机床的结构和工作原理,并通过正规培训取得合格证书。
2. 操作人员应熟悉工作环境,了解机床的安全操作规程及应急预案。
四、安全措施1. 操作人员应穿戴好劳动防护装备,包括安全帽、工作服、防护眼镜、防护手套等,并保持整洁。
2. 操作人员应根据工作需求确认机床的工作区域和工件夹持方式,确保工件牢固固定,防止工件脱落造成伤害。
3. 操作人员操作前应检查CNC精雕机数控机床的各个零部件是否完好,如发现异常应及时报修,禁止私自更改或修理机床。
4. 操作人员在操作CNC精雕机数控机床时应集中精力,不得擅自离开岗位或进行其他与工作无关的活动。
5. 操作人员应定期检查机床输送带、滑轨、自动润滑系统等零部件的保养情况,并定期进行维护保养,确保机床的正常运行。
6. 操作人员在操作CNC精雕机数控机床时,应注意观察机床的运行状况和工件的加工情况,发现异常应立即停机检查,并报告相关人员。
五、操作流程1. 操作人员在开机前应检查机床的电源、气源等各个供应系统是否正常,必要时进行调整或维修。
2. 操作人员在设置工艺参数之前应确认图纸和工艺卡,并根据工艺要求设置参数。
3. 操作人员应根据工艺要求正确装夹工件,并按照设定好的程序进行加工操作,以确保加工精度和质量。
4. 操作人员应及时记录加工过程中的相关数据和异常情况,并根据需要进行调整或修正。
5. 操作人员加工完成后,应关闭机床的电源和气源,并进行设备的清理和维护保养工作。
六、应急处理1. 操作人员在发生事故或异常情况时应立即停机,并及时报告相关人员,如发生人员受伤应及时给予急救处理。
2. 操作人员应熟悉CNC精雕机数控机床的紧急停机装置的位置和使用方法,以便在发生危险时及时切断电源。
CNC操作规程

CNC操作规程引言概述:CNC(Computer Numerical Control)是一种通过计算机控制的自动化加工技术,广泛应用于各种制造业。
为了确保CNC机床的正常运行和操作者的安全,制定一套CNC操作规程是非常必要的。
本文将详细介绍CNC操作规程的内容和要点。
一、机床操作1.1 机床开机前准备1.2 机床开机操作1.3 机床关机操作二、程序操作2.1 程序加载2.2 程序编辑2.3 程序运行三、刀具管理3.1 刀具选择3.2 刀具安装3.3 刀具更换四、工件装夹4.1 工件装夹前准备4.2 工件装夹方法4.3 工件装夹后检查五、安全操作5.1 安全防护装置检查5.2 个人防护措施5.3 紧急情况处理正文内容:一、机床操作1.1 机床开机前准备在进行CNC机床操作之前,必须进行机床开机前的准备工作。
包括检查电源、冷却系统、润滑系统等设备是否正常运行,确保机床处于正常工作状态。
1.2 机床开机操作开机前,操作者应按照机床厂家提供的操作手册,依次打开电源、冷却系统和润滑系统。
在开机过程中,需要注意观察机床的各项指示灯和仪表,确保机床正常启动。
1.3 机床关机操作关机前,操作者应按照机床厂家提供的操作手册,依次关闭润滑系统、冷却系统和电源。
在关机过程中,需要注意观察机床的各项指示灯和仪表,确保机床完全停止运行。
二、程序操作2.1 程序加载在进行CNC加工之前,需要将相应的程序加载到机床的控制系统中。
操作者应按照机床厂家提供的操作手册,使用合适的加载方式将程序传输到机床控制系统中。
2.2 程序编辑程序编辑是指对加载到机床控制系统中的程序进行修改和调整。
操作者应熟悉程序编辑软件的使用方法,根据实际加工需求对程序进行编辑,并确保程序的正确性和完整性。
2.3 程序运行在进行程序运行之前,操作者应仔细检查程序的内容和参数设置。
在程序运行过程中,需要密切观察机床的运行状态和加工过程,及时处理出现的异常情况。
CNC作业指导书及操作规范[1]
![CNC作业指导书及操作规范[1]](https://img.taocdn.com/s3/m/9ea38199250c844769eae009581b6bd97e19bc40.png)
CNC作业指导书及操作规范[1]标题:CNC作业指导书及操作规范引言概述:随着数字化技术的不断发展,计算机数控(CNC)技术在制造业中的应用越来越广泛。
为了确保CNC设备的正常运行和操作人员的安全,制定CNC 作业指导书及操作规范是非常重要的。
一、CNC作业指导书的编写1.1明确设备型号和规格:在作业指导书中应明确列出所使用的CNC设备的型号、规格以及相关技术参数,以便操作人员正确操作。
1.2详细的操作步骤:作业指导书应包括详细的操作步骤,包括开机、设定加工参数、加载工件、开始加工、停机等操作流程。
1.3安全注意事项:在作业指导书中应特别强调安全注意事项,包括穿戴防护装备、禁止操作人员擅自更改程序等内容。
二、操作规范的制定2.1培训要求:制定操作规范时应考虑到操作人员的培训需求,确保操作人员具备足够的技能和知识来操作CNC设备。
2.2设备维护:操作规范中应包括设备的日常维护保养要求,包括清洁设备、定期检查润滑等内容,以确保设备的正常运行。
2.3应急处理措施:操作规范中应包括应急处理措施,如设备故障、操作失误等情况下应该如何处理,以确保操作人员和设备的安全。
三、操作人员的培训与考核3.1培训内容:培训内容应包括CNC设备的基本原理、操作流程、安全注意事项等内容,确保操作人员能够熟练操作设备。
3.2培训方式:培训方式可以采用理论教学、实操演练等形式,以确保操作人员全面掌握CNC设备的操作技能。
3.3考核制度:制定考核制度,对操作人员进行定期考核,以确保其操作技能符合要求。
四、设备维护与保养4.1定期检查:定期检查设备的各项部件,如导轨、润滑系统等,确保设备的正常运行。
4.2保养措施:按照设备的保养手册进行保养措施,包括更换润滑油、清洁设备等,延长设备的使用寿命。
4.3故障排除:设备出现故障时,应及时进行故障排除,确保设备的正常运行。
五、持续改进与优化5.1反馈机制:建立反馈机制,收集操作人员对CNC设备操作的建议和意见,以不断改进操作规范。
大赢CNC48操作手册

目录第一章开机程序 (1)第二章系统功能说明 (4)第三章机械各项状态与功能 (7)第四章作业前的准备工作 (15)第五章资料的输入 (18)第六章钻头参数的设置 (21)第七章调校零位与自动钻孔作业25第八章补孔作业 (27)第九章常用命令 (30)第十章安全关机 (31)第十一章HwinD-626警示信息与对策 (33)第十二章故障案例 (37)第十三章日常维护 (38)第十四章 HWIND-626外围设备 (40)第十五章附页 (41)第一章开机程序一、打开干燥机电源二、打开主气阀三、打开冷水机开关四、打开主电源五、打开稳压器电源六、打开急停开关打开方法:将急停开关向右旋转,直至弹开状态七、打开电脑控制箱〔UPS〕开关,注意各模块供电是否正常〔绿色信号灯亮时表示正常〕.八、点击CNC48系统,输入用户名输入用户名密码九、显示CALIBRATE Z 时点击START 键让机器三轴归零.注意:打开各电源开关时要迅速、果断;长时间停机后打开主气阀时要先放气5分钟,让气管中水份、杂质吹掉,以免堵塞主轴。
第二章系统功能说明A MAN 〔手动页〕一、功能键位置图:二、各功能键说明:⑴ [F1] AUTO:进入自动状态页⑵ [F2] COMM FILE:命令文件⑶ [F3] MENU:系统管理⑷ [F4] COMM:命令键需配合其他参数或字元⑸ [F5] STATUS:ON/OFF 机器状态页⑹ [F6] T-PARAM:ON/OFF 钻头参数页⑺ [F7] PROG:程序程式页⑻ [F10]QUIT CNC:退出CNC48系统⑼ [1] START:开始钻孔作业⑽ [2] STOP:停止⑾ [3] TOOL:手动钻孔⑿ [4] NO TOOL:不钻孔键切换时再按一次⒀ [5] CALIB X Y:X、Y轴归零⒁ [6] CALIB Z:Z 轴归零⒂ [7] Z-SELECT:主轴选择开关⒃ [8] JOG ON:手动移动机器台面开关⒄ [9] SEQUENCE:附加功能B 手动功能说明:在上图情况下按8 〔JOG ON 〕键会出现如下列图形:⑴ X 选择X轴台面移动可配合“+、-”键做方向移动⑵ Y 选择Y轴台面移动可配合“+、-”键做方向移动⑶ Z 可配合“+、-”键,更改钻孔深度⑹ + 可配合X、Y 轴实现正方向移动⑺ - 可配合X、Y 轴实现负方向移动⑻ JOG OFF 返回前一画面C AUTO 〔自动页〕功能说明一、功能键位置图:二、使用说明⑴ [F1] MAN 进入手动状态页⑵ [F2] RUN PROGARM 输入钻孔程式⑶ [F3] REPEAT PROGARM 重新开始钻孔⑷ [F4] COMM 命令键⑸ [F5] STATUS ON/OFF 机器状态页⑹ [F6] T-PARAM ON/OFF 钻头参数页⑺ [F7] EDIT FILE 编辑程式⑻ [F10]QUIT CNC 退出CNC48系统⑼ [5] BLOCK 执行单步钻孔配合START键使用⑽ [6] OPT STOP 配合特殊指令做选择性停止第三章机械各项状态与功能四、F5(STATUS ON/OFF) 机器状态页1 A(STATUS 1)F4〔COMM〕→ METR ENTER程式单位为公制F4〔COMM〕→ TMET ENTER钻头单位为公制2 B(STATUS 2)F4〔COMM〕→“TL” ENTER 换刀改为半自动“TC STOP”显示3 C(USER FLAGS)FLAG3 检测主轴是否有刀FLAG4 检测主轴刀有未拿下FLAG7 检测使用前面使用过的刀具,只测刀长不测刀径FLAG8 断刀后是否停在断刀位置FLAG9 每次换刀是否找原点FLAG10 退刀时是否自动测刀FLAG20 刀具检测FLAG25 镭射调整打开方法: F4〔COMM〕→FLG* ENTER关闭方法:F4〔COMM〕→NOFLG* ENTER注意:输入时一定不能输入FLAG*,只能为FLG*。
CNC作业指导书范本
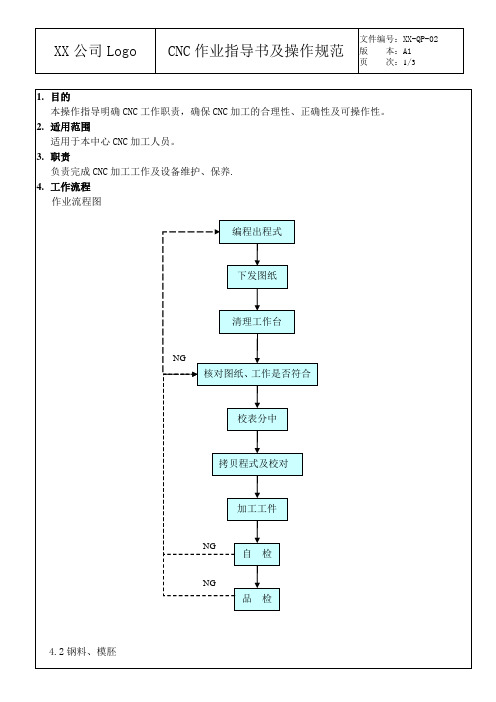
4.2.1编程出程式及下工件:在加工之前由编程出好程式经审核后和工件图纸一起下达。
4.2.2清理工作:把工作台批士清理干净,准备好所需用的垫块.
4.2.3核对图纸程式单及工件:将图纸打开与工件进行核对,清楚工件的装夹方向、基准
角,对清楚运水、顶针孔等。
附图一
4.2.4校表分中:装夹好工件后进行校表,打表应选最大面来进行校正,校平衡时应取基
准边来校正,分中时取边的中心位置进行分中(碰单边时不允许使用感应寻边
器),分好中后必须输入指令进行检查(G0G90G54X0Y0),输入指令前要把主轴先抬高到安全高度。
附图二附图三
4.2.5拷贝程式及校对:拷程式前要看清程式单上的程式名是否和电脑上的一致,打开
程式对里面的加工参数进行检查,如有不合理之处将其改正过来,对每一条程式都要进行刀路模拟,没问题后方可加工。
附图四附图五
4.2.6加工工件及检查:加工前准备好所需刀具,对好刀,开始加工下刀到工件与刀具一
定的距离后要检查机上的参数是否有误方可加工,加工时要注意检查刀具磨损,如刀具磨损要停下来进行刀具更换,把程式修改后再加工。
附图六附图七
4.2.7自检:所有工件加工完了以后进行自检,譬如一些加工没有到位,接面没接顺等,
有问题马上找编程进行解决.
4.2.8送检:工件加工完以后按照工艺单送检.。
【最新文档】cnc操作指导书-word范文模板 (5页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==cnc操作指导书篇一:CNC操作指导书篇二:CNC操作规程CNC安全操作规程1、要求在操作机之前,必须阅读安全操作手册;2、在操作机械或机械程式自动运转中身体的任一部分绝不能靠近机械的移动件;3、主轴未完成停止之前,不能碰触加工工件、刀具和主轴;4、操作机械之前,要求先确定机械的所有保护罩、开关和其它安全装置,都在正常良好使用状态下;5、启动机械之前,要求务必确认工件和加工刀具都已夹紧,才能避免产生撞机事件;6、操作机械时,必须卸下耳环、手表、珠宝和宽松的衣服,以及头发等都必须远离机械的移动件;7、需在操作机械时,要求务必穿安全鞋,戴安全眼境及耳塞;8、只有合格的专业技术人员,才能执行机械维修或安装,其作业方法,在本公司提供的维修保养手册上的正确使用方法和贴上机械上安全警告显示。
CNC诺信维护保养1、打刀缸油杯:每三个月定期检查气动换刀装置打刀缸油杯油量,油杯内的安全最低油量为1/5,最高油量为4/5;2、主轴:加工前先按温升表预热主轴。
每次装刀前检查主轴的锥孔,防止各种杂质进入,工作后清洁锥孔并做好防锈,运转时注意主轴及各附件是否有异响声、磨损、损坏,建议主轴冷却机用油,每年更换一次(8-10号润滑油);3、导轨:每天清除机床和各轴风琴盖切屑及脏物,以防铁屑等杂物堆积过多进入导轨面处,损坏或划伤导轨面,影响精度,定期检查导轨润滑油是否充分;4、工作台:每天工作中注意禁止敲打、碰撞工作台、以免影响工作台光洁度及平面度,工作后保持台面清洁并做好防锈措施,定期进行精度检查;5、润滑泵:每天检查润滑泵存油情况,润滑系统工作是否正常,严禁使用回收废油循环使用;6、空气过滤组合:每天检查积水情况,并检查其排水是否正常,定期手动加油,建议两星期手动加油一次,定期清理过滤器杂质以保持清洁;7、冷却泵:检查冷却泵是否正常,有没有异常声音,检查吸水端管路、接头、逆止阀或轴封是否有漏水杂质堵塞;8、机床水平:定期检查机床水平及地脚垫与机床地脚螺丝是否紧密。
CNC操作规程

CNC操作规程一、引言CNC操作规程是为了规范和指导数控机床操作人员的操作行为,确保操作的安全、高效和精确性。
本文档旨在提供CNC操作规程的标准格式,以便操作人员能够准确理解和遵守相关操作规范。
二、适合范围本操作规程适合于所有使用CNC数控机床进行加工操作的人员。
三、术语和定义1. CNC:计算机数控(Computer Numerical Control)的缩写,是指通过计算机控制的数控机床。
2. G代码:用于控制CNC机床运动和加工过程的指令代码。
3. M代码:用于控制CNC机床辅助功能的指令代码。
四、操作准备1. 检查机床状态:操作人员在开始操作前应子细检查机床的运行状态,确保机床处于正常工作状态。
2. 确认程序和工艺:操作人员应核对CNC程序和工艺文件,确保其正确无误。
3. 安全防护措施:操作人员应佩戴个人防护装备,如安全帽、护目镜等,并确保周围环境的安全。
五、操作步骤1. 启动机床:按照机床操作手册的要求,正确启动机床,并进行必要的自检和初始化。
2. 载入程序:根据工艺要求,将正确的CNC程序载入机床控制系统。
3. 设置工件坐标系:根据工艺文件中的要求,设置工件坐标系,确保加工的准确性。
4. 检查刀具和夹具:操作人员应检查刀具和夹具的完整性和正确安装,确保其符合要求。
5. 运行程序:操作人员按照工艺要求,选择正确的工件加工程序,并进行相应的设置。
6. 监控加工过程:操作人员应时刻关注加工过程中的各项参数和指示,确保加工的稳定性和准确性。
7. 处理异常情况:如果发生任何异常情况,如刀具断刀、夹具松动等,操作人员应即将住手机床,并采取相应的应急措施。
8. 完成加工:当工件加工完成后,操作人员应及时住手机床,并进行必要的清理和整理工作。
六、安全注意事项1. 操作人员应严格遵守机床操作规程和相关安全操作规定。
2. 禁止在运行中接近机床工作区域,以免发生意外伤害。
3. 禁止未经许可擅自更改CNC程序或者参数设置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录第一章开机程序 (1)第二章系统功能说明 (4)第三章机械各项状态与功能 (7)第四章作业前的准备工作 (15)第五章资料的输入 (18)第六章钻头参数的设置 (21)第七章调校零位与自动钻孔作业25第八章补孔作业 (27)第九章常用命令 (30)第十章安全关机 (31)第十一章HwinD-626警示信息与对策 (33)第十二章故障案例 (37)第十三章日常维护 (38)第十四章 HWIND-626外围设备 (40)第十五章附页 (41)第一章开机程序一、打开干燥机电源二、打开主气阀三、打开冷水机开关四、打开主电源五、打开稳压器电源六、打开急停开关打开方法:将急停开关向右旋转,直至弹开状态七、打开电脑控制箱(UPS)开关,注意各模块供电是否正常(绿色信号灯亮时表示正常).八、点击CNC48系统,输入用户名输入用户名密码九、显示CALIBRATE Z 时点击START 键让机器三轴归零.注意:打开各电源开关时要迅速、果断;长时间停机后打开主气阀时要先放气5分钟,让气管中水份、杂质吹掉,以免堵塞主轴。
第二章系统功能说明A MAN (手动页)一、功能键位置图:二、各功能键说明:⑴ [F1] AUTO:进入自动状态页⑵ [F2] COMM FILE:命令文件⑶ [F3] MENU:系统管理⑷ [F4] COMM:命令键需配合其他参数或字元⑸ [F5] STATUS:ON/OFF 机器状态页⑹ [F6] T-PARAM:ON/OFF 钻头参数页⑺ [F7] PROG:程序程式页⑻ [F10]QUIT CNC:退出CNC48系统⑼ [1] START:开始钻孔作业⑽ [2] STOP:停止⑾ [3] TOOL:手动钻孔⑿ [4] NO TOOL:不钻孔键切换时再按一次⒀ [5] CALIB X Y:X、Y轴归零⒁ [6] CALIB Z:Z 轴归零⒂ [7] Z-SELECT:主轴选择开关⒃ [8] JOG ON:手动移动机器台面开关⒄ [9] SEQUENCE:附加功能B 手动功能说明:在上图情况下按8 (JOG ON )键会出现如下图形:⑴ X 选择X轴台面移动可配合“+、-”键做方向移动⑵ Y 选择Y轴台面移动可配合“+、-”键做方向移动⑶ Z 可配合“+、-”键,更改钻孔深度⑹ + 可配合X、Y 轴实现正方向移动⑺ - 可配合X、Y 轴实现负方向移动⑻ JOG OFF 返回前一画面C AUTO (自动页)功能说明一、功能键位置图:二、使用说明⑴ [F1] MAN 进入手动状态页⑵ [F2] RUN PROGARM 输入钻孔程式⑶ [F3] REPEAT PROGARM 重新开始钻孔⑷ [F4] COMM 命令键⑸ [F5] STATUS ON/OFF 机器状态页⑹ [F6] T-PARAM ON/OFF 钻头参数页⑺ [F7] EDIT FILE 编辑程式⑻ [F10]QUIT CNC 退出CNC48系统⑼ [5] BLOCK 执行单步钻孔配合START键使用⑽ [6] OPT STOP 配合特殊指令做选择性停止第三章机械各项状态与功能四、F5(STATUS ON/OFF) 机器状态页1 A(STATUS 1)F4(COMM)→ METR ENTER程式单位为公制F4(COMM)→ TMET ENTER钻头单位为公制2 B(STATUS 2)F4(COMM)→“TL” ENTER 换刀改为半自动“TC STOP”显示3 C(USER FLAGS)FLAG3 检测主轴是否有刀FLAG4 检测主轴刀有未拿下FLAG7 检测使用前面使用过的刀具,只测刀长不测刀径FLAG8 断刀后是否停在断刀位置FLAG9 每次换刀是否找原点FLAG10 退刀时是否自动测刀FLAG20 刀具检测FLAG25 镭射调整打开方法: F4(COMM)→FLG* ENTER关闭方法:F4(COMM)→NOFLG* ENTER注意:输入时一定不能输入FLAG*,只能为FLG*。
否则,钻孔零位会变。
4 D(MACHINE)PRESSURE FOOT 压力脚上/下SFU FAULTY 主轴伺服器故障COLLET OPEN 主轴夹头开/关SFU STOP MACH 主轴未停止PISTON UP 无作用SFU STOP 主轴停止TOOL CHANGE 换刀中SFU RPM 0 主轴转速0 SP.CHANGE-OVER 无作用SFU RPM 主轴转速MAN-COLLET OPE 手动换刀LIMIT SW X+ X正极限开关VACUUM 无作用LIMIT SW X- X 负极限开关SERVO FAULTY X X轴伺服器故障LIMIT SW Y+ Y 正极限开关SERVO FAULTY Y Y轴伺服器故障LIMIT SW Y- Y 负极限开关SERVO FAULTY Z Z 轴伺服器故障X DIRT SIGNAL 无作用AXES PR.ERROR 无作用Y DIRT SIGNAL 无作用TRACKING ERR。
X 轨迹错误TRACKING ERR.Y 轨迹错误SER.I/OERROR I/O序列模组错误MEAS.FAULTY X X 量测错误MEMORY ERROR 记忆体错误MEAS.FAULTY Y Y 量测错误TRACKING ERROR Z轴跟踪错误PLC ERROE 程序错误6 E(各轴状态)SPIN.-TEMP. 主轴温度报警SPIN.-SLIP 主轴转速报警7 F(INPUTS 1)GRIPPER # UP #轴机械手上GRIPPER # DOWN #轴机械手下*COOLING UNIT 冷水机报警*SPINDLE AIR 气压报警8 Z轴状态页PLSIT. Z轴实际位置坐标ABSOLUT 机械绝对坐标DIEF. 刀长测量误差值PCB 加工程式坐标LEO 钻头补偿设定值9 K(VAR FUNCTIONS)①刀具检测器开关开启方法:F4(COMM) LENK ENTER 关闭方法:F4(COMM) NOLENK ENTER ②钻头长度补偿指令开启方法:F4(COMM) COMP ENTER 关闭方法:F4(COMM) NOCOMP ENTER ③断针检测指令开启方法:F4(COMM) BROK ENTER 关闭方法:F4(COMM) NOBROK ENTER ④快钻功能开启方法:F4(COMM) QUIK* ENTER 关闭方法:F4(COMM) NOQUIK ENTER10 N (OFF SETS)①象限 F4(COMM)→FV* ENTER 可选择1-8象限②设定零点a 绝对值 F4(COMM)→FAX*.* Y*.* ENTERb 增量值 F4(COMM)→FAIX*.* Y*.* ENTER11 W 各轴与转速状态页(AXES / SFU)AXES/SFU 移动轴/主轴处理对策ON 运转状态LINK ERRORNO CALIB./UP 机械原点未复位按机械原点复位POS.NOT OK /DOWN 指定位置未到达移动速度是否太慢LIMIT+ /RPM 上极限开关动作/主轴旋转移动速度是否太快LIMIT- /RPM 0 下极限开关动作/主轴旋转移动速度是否太快I2T 电流过载(见第十一章) 休息约十分钟再开机MOTOR TEMP./TEMP 马达本体过热休息约十分钟再开机RADI. TEMP 放大器温度异常休息约十分钟再开机SHORT CIRCUIT 马达/放大器短路更换OVER VOLTAGE 电压过高检查电路RESOLVER /SLIP 未依指令错误移动/旋转连络大赢售后EMERGENCT 其它紧急情况连络大赢售后DIRT 紧急停止第四章作业前的准备工作自动钻孔前应按如下步骤操作:修改公英制→资料输入→象限和零位→钻孔高度和深度→T参数修改→钻咀排列→调校零点→钻孔本章只介绍修改公英制、象限和零位、钻孔高度和深度,其他部分在五、六、七章中详细介绍。
一、修改公英制输入钻孔资料前一定必须更改公英制,修改方法如下:在MAN 状态下,按F4(COMM)键输入“FP4215”,此时即为公制状态,在显示屏幕右上角显示“FORMAT 4215”。
二、象限、零位①钻孔前应根据工程资料更改象限,在MAN 状态下按F4(COMM)键,输入所需象限FV1或FV2……。
我们常用象限为FV1和FV3,输入时一定和工程资料相符,否则在钻单面板时会钻反铜面。
②钻孔象限共有8种,图标如下:Y X X YX Y Y X第1象限第2象限第3象限第4象限Y X X YX Y Y X第5象限第6象限第7象限第8象限③设定零位:FAX*.* Y*.* ENTER 即可设定X、Y轴钻孔零位。
在输入时小数点一定不能少,否则钻孔零位会更改,整数后也必须加小数点。
④修改单轴零位:为保证钻孔零位更精确,有时需微调。
按F4(COMM)键,输入FAIX*或FAIY* 。
即可单独加减X或Y轴零位。
减少时加“-”。
另切记单独加减时一定要有I 。
否则两轴零位会同时改变。
三、高度(H值)和深度(Z值)1.H高度设定:下垫板厚度+基板厚度+铝板厚度+2MM(轴套厚度)H值设定为使压脚到所钻板面距离为1.0-1.2 mm,过低会拉伤板面,损坏主轴;过高影响钻孔速度。
特别注意:在钻多层板时H值一定要先设定为本机最大H值。
2.Z深度设定:下垫板厚度-0.5MM(以上设定皆以TABLE为基准)孔前一定要注意钻机的高度和深度。
钻孔高度H值设定根据所钻板厚度来决定。
H 值越大,主轴离台面距离越大。
如在钻孔时Z值过大则底板不透;Z值过小则会引起排尘不畅、偏孔、断针、钻伤机器台面等。
Z值设定一般为钻至垫板0.6-1.0mm。
特别注意:钻多层板时Z值为本机器钻孔深度+垫木板厚度。
设定方法:F4(COMM)H*.* Z *.* ENTER 即可。
切记小数点不能少,否则H、Z值即改变。
第五章资料的输入资料输入前一定要更改设置公英制,将磁盘装入A驱动器。
在手动状态下,按F3(menu)F1(data IN)F1(program)选择驱动器A:→按OK 键→用“→”或“↑↓”选择钻孔文件按OK 键读取资料,观察驱动器指示灯,当绿灯熄灭即为读取资料完成。
回到手动状态按F7(PROG)进入编辑程式状态按F3(Graphic)可显示整个钻孔资料的图形,图形显示完全后,会出现一个坐标轴,可检查象限设定是否正确。
此时按“Shift+?”可显示此程式总孔数,可以核对钻孔指示上的孔数,检查所输入资料是否正确。
另:在F7(PROG)显示钻孔程式图形完后按F1(ZOOM IN)键 ENTER 可以放大图形,按F2(zoom out)键可以缩小图形。
第六章钻头参数的设置一、按F6 (T-PARAM ON/OFF)键,进入钻头参数画面二、 A. TOOLS (钻头工艺参数)①字元说明: T: 钻头D: 钻头直径S: 转速F: 进刀速度R: 回刀速度A: X.Y轴台面停滞时间Z: 深度补偿N: 孔数设定E: 钻头设定数B: 孔数计算③可以用“→”“←”或“↑”“↓”键移动光标。