改进梯形加速圆柱凸轮数控加工宏程序设计
如何用宏程序编程车削梯形螺纹的方法
如何用宏程序编程车削梯形螺纹的方法梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。
参考程序①编程分析用宏程序编程时变量的设置是核心内容,一是要变量尽可能少,避免影响数控系统计算速度,二是便于构成循环。
经过分析本例中要4个变量,#1为刀头到牙槽底的距离,初始值为5.5mm,#2为背吃刀量(半径值),#3为(牙槽底宽—刀头宽度)/2,#4为每次切削螺纹终点X坐标。
本例中编程关键技术是要利用宏程序实现分层切削和左右移刀切削。
利用G92螺纹加工循环指令功能,左右移刀切削只需将切削的起点相应移动0.268*[#1-#2]+#3(右移刀切削)或者-0.268*[#1-#2]-#3(左移刀切削)就可以实现。
分层切削的实现通过#1和#2变量实现,每层加工三刀后,让#1=#1-#2实现进刀,而在每层中螺纹的X坐标不变,始终为#4=69.0+2*[#1-#2]。
②参考程序参考程序注释O0001;程序号N10 T0101;换01号刀具,调用01号偏置值N20 M08;打开切削液N30 M03 S180;主轴正转,转速为180r/minN40 G00 X90.0 Z10.0;刀具快速移动到点(90,10)N50 #1=5.5;#1为刀头到牙槽底的距离,初始值为5.5mmN60 #2=0.2;#2为背吃刀量(半径值)N70 #3=/2;#3为(牙槽底宽—刀头宽度)/2N80 WHILE[#1GE0.2]DO1;当#1≥0.2,执行循环1,底部留0.2mm的精车余量N90 #4=69.0+2*[#1-#2];#4为每次切削螺纹终点X坐标N100 G00 Z5.0;移动到直进刀切削的循环起点N110 G92 X#4 Z-286.0 F10.0;直进刀车削螺纹N120 G00 Z[5+0.268*[#1-#2]+#3];移动到右移刀切削的循环起点N130 G92 X#4 Z-286.0 F10.0;右移刀车削螺纹N140 G00 Z[5-0.268*[#1-#2]-#3];移动到左移刀切削的循环起点N150 G92 X#4 Z-286.0 F10.0;左移刀车削螺纹N160 #1= #1- #2;构成循环N170 END1;当#1<0.2,跳出循环1N180 G00 X200.0 Z150.0;快速退刀N190 M09;关闭切削液N200 M30;程序结束说明:①参考程序以工件右端面中心为编程原点。
梯形螺纹的宏程序加工
梯形螺纹的宏程序加工摘要:梯形螺纹是数控车工加工的难点,宏程序是数控编程的难点,然而二者结合起来就会使数控机床加工梯形螺纹,操作者只要修改参数的数值就可以完成不同螺距与长度的梯形螺纹加工,十分的方便快捷。
关键词:数控车床FANUC系统梯形螺纹宏程序#1=A 梯形螺纹大径#2=B 梯形螺纹小径#3=B 梯形螺纹牙底槽宽#4=I 梯形螺纹车刀刀头宽度#5=J 梯形螺纹长度L#6=K 梯形螺纹螺距#7=D 升速段长#8=E 减速段长#9= 粗车转速#10= 精车转速#19=S 精加工余量(直径值)主程序:O0001;N10 G54 G40 G21;N20 T0404;调用梯形螺纹车刀N30 G65 P333;调用梯形螺纹宏程序N40 M05;主轴停止转动N50 M30;程序结束并返回程序开头宏程序;O333N10 M03 S#9;主轴正转,转速为#9N20 #30=FUP[[#1-#2-#19]/2/#18];根据背吃刀量和精加工余量计算径向粗车循环次数(下取整)N30 #31=[#1-#2-#19]/#30;计算径向粗加工每次背吃刀量(直径值)N40 #40=FUP[#3-#4-#19/2]/2/#20;计算Z向粗车循环次数;N50 #41=[#3-#4-#19/2]/2/#40;计算Z向粗加工每次背吃刀量N60 #28=1;径向切削次数初始值赋值N70 WHILE[#28GT#30]DO1;N80 G00 X[#1+3];车刀快速移动到X方向起刀位置N90 Z#7;车刀快速移动到Z方向起刀点N100 X[#1-#31];车刀径向切入一个背吃刀量N120 G32 Z-[#5+#8]F#6;粗车梯形螺纹N110 #29=1;Z向切削次数初始值赋值N130 WHILE[#29GT#40]DO2;N140 G00 X[#1+3];车刀快速返回到X方向起刀位置N150 Z#7;车刀快速移动到Z方向起刀点N160 W-#41;车刀Z向负向移动一个切削量N170 X[#1-#31];车刀径向进刀#31N180 G32 Z-[#5+#8]F#6;粗车梯形螺纹N190 G00 X[#1+3];车刀快速返回到X方向起刀位置N200 Z#7;车刀快速移动到Z方向起刀点N210W#41;车刀Z向正向移动一个切削量N220X[#1-#31];车刀径向进刀#31N230G32Z-[#5+#8]F#6;粗车梯形螺纹N240G00X[#1+3];车刀快速返回到X方向起刀位置N250Z#7;车刀快速移动到Z方向起刀点N260#29=#29+1;Z向移动次数增加1N270#41=#41*#29;Z向移动量递增N280END2;N290#28=#28+1;X向切削次数增加1N300#31=#31*#28;X向切削量递增N310END1;N320 #41=[#3-#4-#19/2]/2/#40;计算Z向粗加工每次背吃刀量N330#29=1;Z向切削次数初始值赋值N340S#10;选用精加工转速N350G00X[#1+3];车刀快速返回到X方向起刀位置N360Z#7;车刀快速移动到Z方向起刀点N370X#2;车刀进给到X向精车位置N380G32Z-[#5+#8]F#6;精车螺纹牙底N390WHILE[#29GT#40]DO3;N400G00X[#1+3];车刀快速返回到X方向起刀位置N410Z#7;车刀快速移动到Z方向起刀点N420X#2;车刀进给到X向精车位置N430W-#41;车刀Z向负向移动一个切削量N440G32Z-[#5+#8]F#6;精车螺纹牙底N450G00X[#1+3];车刀快速返回到X方向起刀位置N460Z#7;车刀快速移动到Z方向起刀点N470X#2;车刀进给到X向精车位置N480W#41;车刀Z向正向移动一个切削量N490G32Z-[#5+#8]F#6;精车螺纹牙底N500#29=#29+1;Z向移动次数增加1N510#41=#41*#29;Z向移动量递增N520END3;N530G00X[#1+3];车刀快速返回到X方向起刀位置N540Z#7;车刀快速移动到Z方向起刀点N550X#2;车刀进给到X向精车位置N560W-[#3-#4]/2;车刀移动到螺纹牙右侧面起点N570G32Z-[#5+#8]F#6;精车螺纹牙牙右侧面N580G00X[#1+3];车刀快速返回到X方向起刀位置N590Z#7;车刀快速移动到Z方向起刀点N600X#2;车刀进给到X向精车位置N610W[#3-#4]/2;车刀移动到螺纹牙左侧面起点N620G32Z-[#5+#8]F#6;精车螺纹牙牙左侧面N630G0X100;N640Z100;N650M99。
宏程序车梯形螺纹编程实例

宏程序车梯形螺纹编程实例:轻松掌握数控加工技巧宏程序车梯形螺纹编程是数控加工中的一项重要技术,掌握它可以在加工过程中提高效率,减少出错率。
下面我们将通过具体实例介绍它的编程方法,并分享一些应用技巧。
首先,我们来了解梯形螺纹的基本概念和特点。
梯形螺纹的截面呈梯形形状,主要特点是具有自锁功能,适用于传递直线运动和旋转运动。
梯形螺纹可分为内螺纹和外螺纹两种,以外螺纹为例,其编程一般涉及以下几个方面:1.螺距计算:梯形螺纹的螺距是指螺纹轴线上相邻螺纹的距离,其计算公式为p=πd/ t。
其中,p为螺距,d为螺纹直径,t为梯形螺纹的节距。
在编程时,需要根据实际情况计算螺距值。
2.编写宏程序:宏程序是一种重复利用的程序,可以用于同时编程多个基本运动命令,可以快速完成常用的加工任务。
对于梯形螺纹的编程,我们可以通过宏程序实现螺纹加工的自动化。
3.参数设置:在编写宏程序时,需要设置一些加工参数,包括进给速度、主轴转速、切削深度等。
这些参数的设置需要根据实际情况进行调整,以确保加工质量。
当编写好宏程序后,我们可以通过调用宏程序来实现梯形螺纹的加工。
在加工过程中,需要注意以下几点:1.加工前应该进行适当的准备工作,包括安装夹具、刀具的选择和切削液的添加等。
2.在加工过程中,应随时观察机床的运行状态,及时判断是否需要调整加工参数。
3.加工结束后,应该及时清洁机床和刀具,并对加工质量进行检查。
通过以上步骤,相信大家已经掌握了宏程序车梯形螺纹编程的基本方法和应用技巧。
在实际加工中,需要根据具体情况进行调整和优化,才能达到更好的加工效果。
希望本文对大家在数控加工方面有所帮助。
槽凸轮数控加工的宏程序开发

口 姚钟 瑾
上 海 建桥 学 院 机 电 系 上 海 2 1 1 039
摘
要:通过 对 凸轮理论轮廓和 实际轮廓 曲线方程 的分析 , 在数控加 工宏程序 中引入 了推程和 回程 运动规律 组合参
数 和 凸轮 转向 系数 叼 编写 了适 用于余 弦加速运动 、 , 正弦加速 运动和等速运动等运动规律 , 以及凸轮可以正反转的凸轮 数控加 工程序 , 凸轮 的数控加 工编程 变得非 常容 易。 使
就 能进 行变 动 , 去 了重新 建模 、 成 刀具 路径 轨 迹等 免 生
一 )/
1 1 3 余 弦 加 速 运 动 ..
推程 段 运动 方程 : s= ( /2 [ h ) 1一c s 1 / ) o (T 】 回程 段 运 动 方 程 :
s= ( / [ h 2) 1+c s 盯 /咖 ) o( ] () 8
移 。
1 凸轮轮廓 曲线数学模 型的建立
槽 凸 轮 的结 构 形 式 如 图 l 示 , 凸 轮 以 角 速 度 所 当 逆 时针 旋 转时 , 子沿 着 凸轮槽 运 动 , 动推杆 上 下运 滚 带 动 , 成 特 定 的运 动规 迹 。 轮 轮廓 曲线 的设计 有 图解 完 凸
法 与解 析法 两种 , 解 析法 设计 凸轮轮 廓 曲线 , 是根 用 就
合 凸 轮 需 要 的 数 学 模 型 , 以 该 方 法 比较 麻 烦 , 生 错 所 发 误 时 难 以 检 查 , 发 生 撞 刀 等 事 故 ; 于 后 者 , 轮 的 易 对 凸
圆弧 段 轮 廓 能 直 接 利 用 数 控 系 统 圆弧 指 令 功 能 来 完
推 程段 运 动方 程 :
数控车床宏程序编程实例

数控车床宏程序编程实例
首先,我们将介绍一些数控车床宏程序的基本概念。
宏程序是一种编写在机床控制器内部的程序,它可以包含一系列的指令和操作,从而完成一定的加工工艺。
宏程序可以使操作员在加工过程中减少输入指令的时间和精力,提高加工精度和效率。
接下来,我们将通过实例来介绍数控车床宏程序的编程方法。
假设我们需要在数控车床上加工一个圆柱形工件,其直径为100mm,长度为200mm。
我们可以编写一个宏程序来完成这个加工过程。
具体步骤如下:
1. 首先,我们需要定义一个宏程序,命名为“CYLINDER”。
2. 接下来,我们需要设置加工过程中所需用到的切削工具和切削速度等参数。
3. 然后,我们需要编写加工程序的主体部分,即定义加工路径。
在本例中,我们需要使用G代码来定义加工路径,例如:“G00 Z5.0;G00 X0;G00 Z0;G01 X50 F200;G01 Z-100 F100;G02 X0 Z-200 I-50;G01 X-50 F200;G01 Z0 F100;G02 X0 Z100 I50;G00 Z5.0”。
4. 最后,我们需要定义程序结束的指令,例如:“M30”。
完成上述步骤后,我们就可以将宏程序保存在机床控制器内部。
需要加工圆柱形工件时,我们只需要调用宏程序“CYLINDER”,即可自动完成加工过程。
总之,数控车床宏程序编程是一种非常实用的编程方式,能够大大提高机床操作的效率和精度。
通过本文的介绍,相信读者能够更加
深入地了解宏程序的编写方法和调用方式,为实际工作提供帮助。
数车加工梯形螺纹宏程序
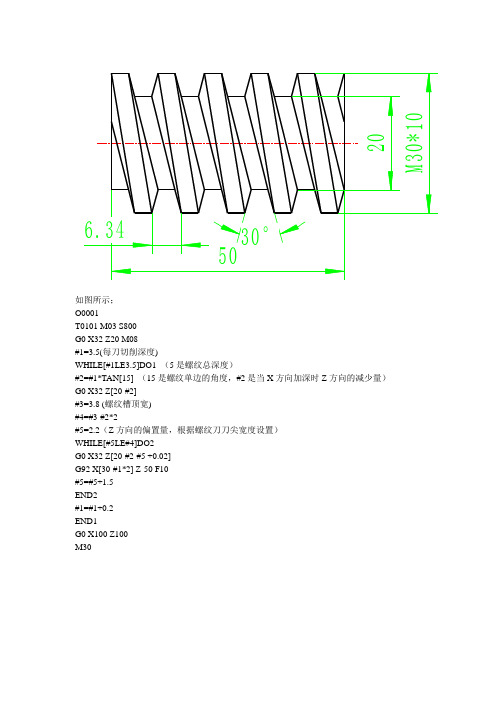
O0001
T0101 M03 S800
G0 X32 Z20 M08
#1=3.5(每刀切削深度)
WHILE[#1LE3.5]DO1(5是螺纹总深度)
#2=#1*TAN[15](15是螺纹单边的角度,#2是当X方向加深时Z方向的减少量)
G0 X32 Z[20-#2]
#3=3.8(螺纹槽顶宽)
#4=#3-#2*2
#5=2.2(Z方向的偏置量,根据螺纹刀刀尖宽度设置)
WHILE[#5LE#4]DO2
G0 X32 Z[20-#2-#5+0.02]
G92 X[30-#1*2] Z-50 F10
#5=#5+1.5
END2
#1=#1+0.2
END1
G0 X100 Z100
M30
O0001
T
#1=0.2(每刀切削深度)
WHILE[#1LE3.5]DO1(5是螺纹总深度)
#2=#1*TAN[15](15是螺纹单边的角度,#2是当X方向加深时Z方向的减少量)
G0 Z[20-#2]
#3=3.8(螺纹槽顶宽)
#4=#3-#2*2
#5=1.928(Z方向的偏置量,根据螺纹刀刀尖宽度设置)
WHILE[#5LE#4]DO2
o0001t0101m03s800g0x32z20m08135每刀切削深度while1le35do1是螺纹总深度21tan1515是螺纹单边的角度2方向加深时z方向的减少量g0x32z202338螺纹槽顶宽522z方向的偏置量根据螺纹刀刀尖宽度设置while5le4do2g0x32z2025002g92x3012z50f105515end21102end1g0x100z100m30o0001t0101m03s800g0x23z20m08102每刀切削深度while1le35do1是螺纹总深度21tan1515是螺纹单边的角度2方向加深时z方向的减少量g0z202338螺纹槽顶宽51928z方向的偏置量根据螺纹刀刀尖宽度设置while5le4do2g0x23z2025g92x2512z50f105515end21102end1g0x100z100m30
B类宏程序加工梯形螺纹的方法和技巧

OCCUPATION2012 03166专业开发D evolopmentB类宏程序加工梯形螺纹的方法和技巧文/陈未峰一、B类宏程序在数控编程中的重要性在数控车削加工中,普通轴类零件的轮廓形状都可以利用G功能指令来完成加工。
但异形曲线和大螺距螺纹大大增加了零件的加工难度,G指令编程不好实现这类零件的有效加工。
例如梯形螺纹较之三角螺纹,螺距和牙型都大,而且精度高,牙型两侧表面粗糙度值较小,这样梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,导致梯形螺纹的车削加工难度较大。
与宏程序相比,一般程序的程序字为常量,一个程序只能描述一个几何形状,所以缺乏灵活性和适用性。
而用户宏程序本体中可以使用变量进行编程,还可以用宏指令对这些变量进行赋值、运算等处理,从而可以使用宏程序执行一些有规律变化的动作。
与A类宏程序相似,B类宏程序的变量也是由“#”符号和1至3位数字构成;但B类宏程序的数学运算可直接用数学符号完成,而不需采用G65语句,有效地提高了零件的编程灵活性和加工效率。
因此,使用B类宏程序加工有梯形螺纹的零件,对提高数控编程的效率是非常重要的。
二、球头梯形螺纹零件加工工艺分析1.球头梯形螺纹零件分析如图1所示,球头梯形螺纹轴由球面、曲面、退刀槽和梯形螺纹构成,其螺距为6mm,加工精度要求较高,球面和曲面加工简单。
在FANUC 0i数控系统机床上加工时,利用G73复合固定循环就可以进行有效加工,但由于梯形螺纹螺距较大和加工精度较高,致使梯形螺纹车削时,吃刀深、切削余量大、切削抗力大,车削加工难度较大。
利用普通G功能指令无法高质量、有效地完成该零件的加工,需利用B类宏程序进行切削加工。
2.计算相关尺寸,并查表确定公差该零件上梯形外螺纹为Tr36×6,螺距为6mm,公制梯形螺纹的牙型角为30°,梯形螺纹的牙型如图2所示,各基本尺寸计算结果如下:大径中径d 2=d -0.5P =36-3=33,查表确定其公差,故;牙高h 3=0.5P+ a c =3.5;小径d 3=d-2 h 3=29,查表确定其公差,故;牙顶宽f=0.366P=2.196;牙底宽W=0.366P-0.536a c =2.196-0.268=1.928螺纹中经三针测量法测量,如图3所示,用3.1mm的测量棒测量中径,则测量尺寸为M=d 2+4.864d D -1.866P=32.88,根据中径公差确定公差,则(其中d D 表示测量用量针的直径,P表示螺距)。
加工中心铣圆柱的宏程序
加工中心铣圆柱的宏程序哎,今天咱们聊聊加工中心铣圆柱这个话题,听起来有点专业,但别担心,咱们把它讲得轻松点。
你要知道,加工中心可不是一台简单的机器,它可厉害了,像个多面手,能干的事儿可真不少。
铣圆柱这活儿,简直就像给圆柱子穿衣服,把它从一堆毛坯变成光滑圆润的艺术品。
想象一下,你手里拿着一根粗糙的木棍,然后经过几道工序,变成了光滑的圆柱,这感觉可不赖啊。
说到铣圆柱,首先得提到那些动听的宏程序。
哎,听起来就像程序员在编写魔法咒语。
别小看这些程序,它们可是让机器按照咱们的想法动起来的好帮手。
就像你在厨房做饭,得先把食材准备好,再按照食谱一步步来。
宏程序就是这个食谱,告诉加工中心怎么“烹饪”出完美的圆柱。
真的是,没它可不行,连那精密的刀具都得听它的安排,得心应手,才能顺利完成任务。
铣圆柱的步骤其实挺简单,首先得固定好工件。
你想啊,要是工件晃动,那可就麻烦了,得让它稳如泰山。
然后就是设定切削参数,转速、进给率,这些都是影响最终效果的关键。
你可别小看这一步,选对了,刀具就像刀刀到肉,顺畅得很;选错了,那简直就是在跟刀具过不去,卡刀、抖动,那可是一场灾难。
接着就是切削了。
机器开始“啧啧”作响,刀具在工件上游刃有余,那个样子就像是在舞台上跳舞,配合得恰到好处。
看着刀具一点点把圆柱的形状雕刻出来,心里真是美滋滋的。
这时候,你可不能掉以轻心,还得随时盯着机器,确保一切顺利。
万一机器出了问题,别说圆柱了,连你心中的那份期待都得泡汤。
哦,到了后期处理,磨光、去毛刺,这也是个细活儿。
铣出来的圆柱,虽然已经有了大致的形状,但细节决定成败。
这就像是给一个刚出门的帅哥再添一抹香水,瞬间就气质大增。
你看看这光滑的圆柱,心里那个高兴劲儿,真是不能用言语来形容。
就像买了件新衣服,试穿的时候,心里那个美啊,恨不得每天都穿出去炫耀。
对了,别忘了安全操作。
这一点非常重要,谁都不想一不小心就弄得自己受伤。
就算是小刀子也得小心,何况是加工中心这种大块头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
mo d e l o f ma c r o p r o g r a m a b o u t c u t t e r p a t h o f n u me ic r a l c o n t r o l ma c h i n i n g w a s e s t a b l i s h e d .T h e ma c r o p r o g r a m w a s d e s i g n e d t o b e a d —
Ab s t r a c t :T f a c y l i n d i r c a l CAM i s t h e e n v e l o p i n g s u r f a c e o f t h e r o l l e r mo t i o n p a t h s .B a s e d o n t h i s p r i n c i p l e , a n d a c c o r d i n g t o t h e d e s i g n p a r a me t e r s o f g e o me t i r c i n t e r l o c k t y p e c y l i n d i r c a l C AM wi t h t h e o s c i l l a t i n g r o l l e r f o l l o w e r a n d t h e p i r n c i p l e o f mo d i i f e d t r a p e z o i d a c c e l e r a t i o n f o l l o we r mo t i o n, b y s k i l l f u l l y i n t r o d u c i n g ma c r o p r o g r a m c y c l i c v a r i a b l e, t h e ma t h e ma t i c a l c lc a u l a t i o n
Nu me r i c a l Co nt r o l Ma c hi ni ng Ma c r o Pr o g r a m De s i g n o f Mo di ie f d Tr a p e z o i d Ac c e l e r a t i o n Cy l i n dr i c a l Ca m
n u me r i c a l c o n t r o l ma c h i n i n g p r o ra g m w a s r e a l i z e d .S o i t p r o v i d e s p r o ra g mmi n g me t h o d s a n d s t r a t e g i e s f o r n u me r i c a l c o n t r o l ma c h i n i n g ma c r o p r o g r a m d e s i g n o f t h e o s c i l l a t i n g r o l l e r f o l l o we r c y l i n d r i c l a C AM wi t h a c o mp l i c a t e d mo v e me n t l a w. Ke y wo r d s :C y l i n d r i c l a C AM ;Mo d i i f e d t r a p e z o i d a c c e l e r a t i o n;Ma c r o p r o g r a m d e s i g n
WA NG G u a n mi n g . GAO Yo u k u n. L U Z h i x u e
( S c h o o l o f E l e c t r o me c h a n i c a l E n g i n e e r i n g , N a n c h a n g U n i v e r s i t y , N a n c h a n g J i a n g x i 3 3 0 0 3 1 , C h i n a )
改进梯形加速圆柱 凸轮数控加工 宏程序设计
王官明 ,高尤坤 ,卢志 学
( 南昌 大学机 电 工程 学院 ,江西 南 昌 3 3 0 0 3 1 )
摘要 :基于摆动式滚子从动件几何锁合 型圆柱 凸轮设计参 数和改进 梯形 加速从动件 运动规律 以及 圆柱 凸轮工作 廓面是
滚子从动件在圆柱 凸轮上运动轨迹空 间包络 面原理 ,巧妙 引入 宏程序循 环变量 ,建立数控加工 宏程序刀具轨 迹数学计算 模 型 。所设计 的宏程序可根据 圆柱 凸轮设计参数及 加工 工艺参数快速调整 ,实现数 控加工程序完 全参数化设计 。为具 有复杂 运动规律 的摆动式滚 子从 动件 圆柱凸轮数控加工宏程序设计提供 了编程方法与策略 。 关键词 :圆柱凸轮 ;改进梯形加速 ;宏程序设计 中图分类号 :T H1 6 文献标识码 :B 文章编号 :1 0 0 1 —3 8 8 1( 2 0 1 3 )9— 0 8 7— 4
2 0 1 3年 5月 第4 1 卷 第 9期
机床 与液压
MACHI NE T00L & HYDRAUL I CS
Ma v 2 0 1 3
V0 l _ 4l No . 9
D OI :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 9 . 0 2 4
j u s t e d q u i c k l y , a c c o r d i n g t o t h e d e s i g n p a r a m e t e r s a n d t h e p r o c e s s p a r a m e t e r s o f c y l i n d r i c a l C A M. T h e c o m p l e t e l y p a r a m e t r i c d e s i g n o f