S7-200 PLC与iFIX组态软件通讯
IFIX与S7-200SMART通信步骤
IFIX与S7-200SMART通信步骤1、打开S7-200 SMART编程软件,确保能与PLC正常通信后;把编写好的程序另存到一个项目文件夹内,以*.smart结尾。
2、安装Pc Access for S7-200SMART V2.0软件,西门子官方有下载。
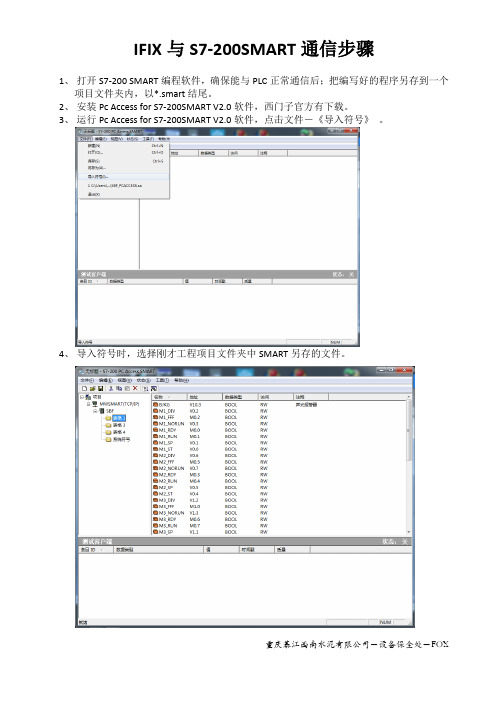
3、运行Pc Access for S7-200SMART V2.0软件,点击文件-《导入符号》。
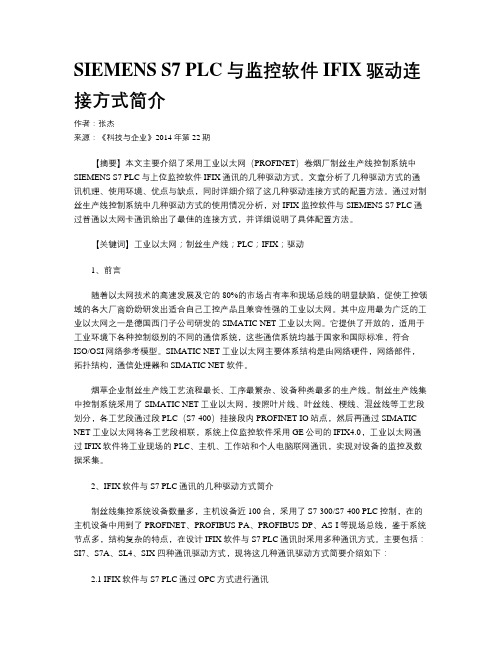
4、导入符号时,选择刚才工程项目文件夹中SMART另存的文件。
5、在导入后,可以在列表里删除自己不要的符号表,和重命名为中文的列表名称。
6、点击保存后,选择工程,再点击《添加当前条目到客服端》,然后再点击《测试客户端状态》。
7、在测试后查看《值》列表里是否有相应的数据,有,代表通信正常。
7、如果没有数据,先停止《测试客户端状态》,再对《MWSMART(TCP/IP) 》点击右键,选择《网络接口卡》。
8、选择相应的网卡,点击确定《此网卡为当前连接到PLC网段的网卡》。
9、再对工程名点击右键,选择《属性》,找到当前工程PLC的IP地址,点击确定。
9、完成后,请再《测试客户端状态》。
10、注:请不要点击,按列排序,有可能出现地址不对应的情况。
11、在IFIX 的SCU配置里,添加OPC驱动程序。
12、配置OPC时,选择,《S7200SMART.OPCServer》。
13、再一次性添加工程名下的所有变量。
14、再把所有列表和变量《启用》,在所有的Enable上打勾。
15、运行OPC驱动,查看Receives里是否有数据,和Data里是否显示GOOD,有则为通信正常,再把OPC驱动设置为自启动-保存。
16、然后再到IFIX数据库里添加变量,IFIX5.5会自动添加变量,其它版本未知。
17、完!。
IFIX与S7PLC的S7连接

IFIX与S7 PLC 的S7 连接通过以太网成立OPC 效劳器与S7 PLC 的S7 连接以S7-300为例一、S7-300 的组态1)、打开SIMATIC Manager,创建一个新项目,并插入300的站。
2)、双击Hardware 进入S7 300 硬件组态,在相应插槽插入与机架硬件匹配的模块,并对CP343-1 分派IP 地址等参数,成立以太网。
3)、设置完各硬件参数后,点击存盘编译按钮,编译无误后即完成S7 300 硬件组态。
4)、S7 300 PLC 的下载:第一要选择正确的下载途径,即设置PG/PC 接口:在“SIMATIC Manager”主菜单“Option”的下拉菜单当选择“Set PG/PC Interface”,或打开操作系统的操纵面板“Set PG/PC Interface”,进行设置,选择正确的通信接口。
点击下载按钮下载S7-300的硬件配置。
二、配置PC 站的硬件机架1)、通过点击图标打开Station Configuration Editor 配置窗口。
2)、选择一号插槽,点击Add 按钮或鼠标右键选择添加,在添加组件窗口当选择OPC Server 点击OK 即完成。
3)、一样方式选择三号插槽添加IE Genaral 后,即弹出其属性对话框,设置网卡参数,如IP 地址,子网掩码等。
4)、分派PC Station 名称点击“Station Name”按钮,指定PC站的名称,那个地址取名位PC1。
(命名原那么:那个地址的PC 站名应与下面STEP7 硬件组态插入的PC Station 名称一致)。
点击“OK”确认即完成了PC站的硬件组态。
三、配置操纵台(Configuration Console)的利用与设置1)、配置操纵台(Configuration Console)是组态设置和诊断的核心工具,用于PC 硬件组件和PC 应用程序的组态和诊断。
2) 、正确完成PC 站的硬件组态后,打开Configuration console。
SIEMENS S7 PLC与监控软件IFIX驱动连接方式简介
SIEMENS S7 PLC与监控软件IFIX驱动连接方式简介作者:张杰来源:《科技与企业》2014年第22期【摘要】本文主要介绍了采用工业以太网(PROFINET)卷烟厂制丝生产线控制系统中SIEMENS S7 PLC与上位监控软件IFIX通讯的几种驱动方式。
文章分析了几种驱动方式的通讯机理、使用环境、优点与缺点,同时详细介绍了这几种驱动连接方式的配置方法。
通过对制丝生产线控制系统中几种驱动方式的使用情况分析,对IFIX监控软件与SIEMENS S7 PLC通过普通以太网卡通讯给出了最佳的连接方式,并详细说明了具体配置方法。
【关键词】工业以太网;制丝生产线;PLC;IFIX;驱动1、前言随着以太网技术的高速发展及它的80%的市场占有率和现场总线的明显缺陷,促使工控领域的各大厂商纷纷研发出适合自己工控产品且兼容性强的工业以太网。
其中应用最为广泛的工业以太网之一是德国西门子公司研发的SIMATIC NET工业以太网。
它提供了开放的,适用于工业环境下各种控制级别的不同的通信系统,这些通信系统均基于国家和国际标准,符合ISO/OSI网络参考模型。
SIMATIC NET工业以太网主要体系结构是由网络硬件,网络部件,拓扑结构,通信处理器和SIMATIC NET软件。
烟草企业制丝生产线工艺流程最长、工序最繁杂、设备种类最多的生产线。
制丝生产线集中控制系统采用了SIMATIC NET工业以太网,按照叶片线、叶丝线、梗线、混丝线等工艺段划分,各工艺段通过段PLC(S7-400)挂接段内PROFINET IO站点,然后再通过SIMATIC NET工业以太网将各工艺段相联,系统上位监控软件采用GE公司的IFIX4.0,工业以太网通过IFIX软件将工业现场的PLC、主机、工作站和个人电脑联网通讯,实现对设备的监控及数据采集。
2、IFIX软件与S7 PLC通讯的几种驱动方式简介制丝线集控系统设备数量多,主机设备近100台,采用了S7-300/S7-400 PLC控制,在的主机设备中用到了PROFINET、PROFIBUS-PA、PROFIBUS-DP、AS-I等现场总线,鉴于系统节点多,结构复杂的特点,在设计IFIX软件与S7 PLC通讯时采用多种通讯方式。
基于MODBUS协议的PLC与iFIX的通讯研究

OMRON的PLC、MITSUBISHI的PLC、SIEMENS的
表1 MODBUS RTU信息帧格式
s7—216作为从机,其中s7—216可以采用如下两种连接 方案。
(1)在原有硬件的基础上,再加上EM277模块、
起始域
地址域
T1一T2一T3一T4
8位
功能域 8位
数据域 Nx8位
CRC域
结束域
16位 Tl—T2一T3一T4
Key words:MODBUS protocol Network PLC driver
1 引言
目前工业控制现场大量使用各种PLC、智能仪表 和工控软件,如:SIEMENS、ABB、MITSUBISHI、 OMRON、MODICON等公司的PLC,工业组态软件有组 态王、力控、iFix、1NTOUCH等数百种。由于生产厂 商之间没有统一的标准,相互之间互不兼容,因此各 种PLC之间通讯必然存在很多问题。如何选择工业组 态软件、如何实现不同的PLC与工业组态软件之间的 通信就成为重要问题。
LD SMO.7//PLC若是运行状态; MOVB 16#49,SMB30//设置自 由口通讯参数;端口0,9600波特率, 8个/数据位,偶校验;
I.D SM0.0
MOVW+65,VW3290//最大输人/输出64点; MOVW+1565,VW3292//最大用户V区1564个 字;即3128字节,从VB0一VB3127; MOVW+17,VW3294//最大输入模拟量16个点;
iFIX是美国Intellution公司推出的工控软件,经过 多年来不断的改进和升级,现已是业界公认的优秀自 动化软件之一。它具有监视、控制、报警显示、报表 打印、数据库管理、远程发布等功能,且内置VBA允 许用户定制满足自己需要的各种图形画面。
S7-200PLC与iFIX组态软件通讯
S7-200PLC与iFIX组态软件通讯S7-200 PLC与iFIX组态软件通讯iFIX3.0是Intellution Dynamics自动化软件产品家族中的HMI/SCADA最重要的组件,它是基于WindowsNT/2000平台上的功能强大的自动化监视与控制的软件解决方案。
该系列软件以SCADA(Supervisory Control And Data Acquisitio n)为核心,实现包括监视、控制、报警、保存和归档数据、生成和打印报告、绘图和视点创建数据的显示形式等多种功能。
它们包括数据采集、数据管理和集成3个基本功能。
1 西门子S7-200 PLC及其网络通信功能SIMATIC S7-200系列PLC具有结构小巧、运行速度高、价格低廉、多功能、多用途等特点,具有极高的性能价格比;适合控制点分散控制系统和中小型控制系统。
S7-200的网络通信功能:S7-200系列PLC通信接口是9针RS-485标准串行接口,可通过PC/PPI电缆与计算机联接,也可通过通信扩展模块与其它PLC 及设备连成网络。
(1) SIMATIC S7-200网络(PPI协议)采用PPI(Point to point interface)协议,S7-200 PLC能以19.2Kbit/s的数据传输率与PC机(通过PC/PPI电缆)及SIMATIC的编程设备、TD200文本显示器、HMI(操作员控制和监视)设备以及其它的S7-200 PLC相连。
(2) 自由口模式(用户可编程接口协议)采用可编程自由口通信模式(free port mode),在用户程序中进行编程与配置,可以使S7-200 PLC与任何需要的设备如变频器、调制解调器、打印机、条码阅读器、电机驱动器、终端或其它S7-200 PLC进行灵活地通信。
(3) PROFIBUS-DP网络利用EM277通信扩展模块,S7-200 PLC只能作从机使用。
它提供了与过程现场总线系统PROFIBUS-DP之间良好的接口能力,能与所有的SIMATIC系统组件直接通信,进入到快速(12Mbit/s波特率)的现场总线领域。
基于OPC技术的iFIX与S7-200PLC的通讯实现

准之 上 的功能 强大的组 态软件 , 有 极大 的易用性 和 可扩 展性 , 方便 系统集成 , 广泛应 用于工业 现场 。i F I X 集成
了C O M/ DCO M、O P C等先进 的现代软件技术 。
户 端标 准方 式 从服 务器 获取 数 据 并将其 传 递给 任何 客
户应用程序 。这样 , 只要 生产商开发一套遵循 OP C规范 的服 务器与 数据进 行通信 , 其他 任何客 户应用程序 便能 通 过服 务器 访 问设 备 。
Co mmu n i c a t i o n Pr a c t i c e b e t we e n I f i x An d S7 . 2 0 0 PL C
B a s e d o n t h e OP C T e c h n o l o g y
ZH ENG Li a n- g a n g XU Ti a n - l o ng
《 自 动 化 技 术与 应 用 》 2 0 1 3 年 第3 2 卷 第5 期
行 业 应 用 与 交 流
nd u s t r i al Ap pl i c a t i on s a n d COmm u n { c a t i on s
基于 O P C技 术 的 i F I X与 S 7 ・ 2 0 0 P L C的通 讯 实现
及过 程 。
足 的进步 。然 而 , 由于 生产 规模 的扩大和 过程复 杂程 度 的提 高 , 工业控 制 软件 设计 面临着 巨大 的挑 战 , 那 就是 要 集成 数 量和 种 类不 断增 多 的现场 信 息 。传 统 的方 式 是 通 过 开 发 设备 专有 驱 动 程 序 来 实 现对 数 据 的访 问 。
DOO M ( D i s t r i b u t e d C OM) 技术 为基础 , 基于 Wi n d o ws
wincc组态软件与s7-200系列plc的通信
S7-200系列PLC与监控计算机通信实现的研究1 引言西门子工控产品在工控领域应用市场中有较高的占有率,S7-200系列PLC是西门子SIMATIC PLC家族中的成员之一,在西门子工控领域应用中占有重要地位。
S7-200系列PLC 体积小,软硬件功能强大,系统配置方便,由它组成的系统可以与强大的Profibus现场总线相连接。
它一推向市场就在各行各业得到了广泛应用。
但是在实际工程应用中遇到了监控计算机与S7-200系列PLC通信问题。
由于西门子公司S7-200系列PLC比监控组态软件WinCC 推出晚,因此WinCC中没有集成S7-200系列PLC的通信驱动程序;S7-200系列PLC的通信协议也不公开,应用第三方软件编制监控程序也有问题。
这些问题给S7-200系列PLC的应用带来了一定的限制,为了解决这个实际工程问题,作者做了一些研究,本文就S7-200系列PLC与监控计算机通信问题研究结果展开讨论。
2 S7-200系列PLC监控的主要方法在大多数控制系统中,仅仅是实现控制是不够的,在许多情况下也需要组态监控界面对系统进行监控。
通过监控可以增加人机交互的能力,使操作人员实时地监控系统工作情况并使系统操作变得方便。
对S7-200系列PLC组成的控制系统进行监控一般有三种方法:组态软件监控、第三方软件编制的监控软件监控、触摸屏监控。
用组态软件WinCC实现监控,功能强大,灵活性好,可靠性高。
但软件价格高,并需要解决WinCC与S7-200系列PLC的通信问题。
在复杂控制系统中可以采用此方法。
用第三方软件编制的监控软件实现监控,灵活性好,系统投资低,能适用于各种系统。
但开发系统工作量大、可靠性难保证,对技术人员的经验和技术水平的要求高,还必须购买通信协议软件。
在系统资金投资有限,技术人员水平较高的情况下可以采用此方法。
触摸屏进行监控,可靠性高,监控实现容易,触摸屏与PLC之间的通信问题生产厂商已处理好,用户不用考虑通信问题,可以大大缩短工程周期。
组态王与西门子S7-200的几种通信方式

组态王与西门子S7-200的几种通信方式1 引言随着工业自动化技术的发展,人们对自动化监控系统的要求越来越高。
而在设计开发实时监控系统时,现场设备与上位机软件的通讯是关键技术,下面主要介绍国产流行工控软件“组态王”与西门子S7-200的通信方式。
2 组态王简介“组态王”是在PC机上建立工业控制对象人机接口的一种智能软件包,它以Windows 98/Windows 2000/ Windows NT4.0中文操作系统作为其操作平台,具有图形功能完备,界面一致友好,易学易用的特点。
该软件包由工程管理器(ProjManager)、工程浏览器(TouchExplorer)、画面运行系统(TouchVew)三部分组成。
ProjManager用于新建工程、工程管理,并能对已有工程进行搜索、备份及有效恢复,实现数据字典的导入和导出。
TouchExplorer是“组态王”软件的核心部分和管理开发系统,是应用工程的开发环境,内嵌画面开发系统,可完成对画面的设计、动画的连接等工作。
TouchVew是“组态王”软件的实时运行环境,用于显示画面开发系统中建立的动画图形画面,并负责数据库与I/O服务程序的数据交换,通过实时数据库管理从一组工业控制对象采集到的各种数据,并把数据的变化用动画的方式形象地表示出来,同时完成报警、历史记录、趋势曲线等监视功能,并可生成历史数据文件。
在TouchExplorer的画面开发系统中设计开发的画面应用程序必须在TouchVew运行环境中才能运行。
3 S7-200系列PLC西门子公司的SIMATIC S7-200系列属于小型可编程序控制器,可用于代替继电器的简单控制场合,也可以用于复杂的自动化控制系统。
S7-200系列PLC共有5种基本型号的CPU模块,即CPU221、CPU222、CPU224、CPU226、CPU226XM,控制点数可以从10点扩展到248点。
其中,CPU221无扩展功能,适于用做小点数的微型控制器,CPU222有扩展功能,CPU224是具有较强控制功能的控制器,CPU226和CPU226 XM适用于复杂的中小型控制系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S7-200 PLC与iFIX组态软件通讯
iFIX3.0是Intellution Dynamics自动化软件产品家族中的HMI/SCADA最重要的组件,它是基于WindowsNT/2000平台上的功能强大的自动化监视与控制的软件解决方案。
该系列软件以SCADA(Supervisory Control And Data Acquisitio n)为核心,实现包括监视、控制、报警、保存和归档数据、生成和打印报告、绘图和视点创建数据的显示形式等多种功能。
它们包括数据采集、数据管理和集成3个基本功能。
1 西门子S7-200 PLC及其网络通信功能
SIMATIC S7-200系列PLC具有结构小巧、运行速度高、价格低廉、多功能、多用途等特点,具有极高的性能价格比;适合控制点分散控制系统和中小型控制系统。
S7-200的网络通信功能:S7-200系列PLC通信接口是9针RS-485标准串行接口,可通过PC/PPI电缆与计算机联接,也可通过通信扩展模块与其它PLC 及设备连成网络。
(1) SIMATIC S7-200网络(PPI协议)
采用PPI(Point to point interface)协议,S7-200 PLC能以19.2Kbit/s的数据传输率与PC机(通过PC/PPI电缆)及SIMATIC的编程设备、TD200文本显示器、HMI(操作员控制和监视)设备以及其它的S7-200 PLC相连。
(2) 自由口模式(用户可编程接口协议)
采用可编程自由口通信模式(free port mode),在用户程序中进行编程与配置,可以使S7-200 PLC与任何需要的设备如变频器、调制解调器、打印机、条码阅读器、电机驱动器、终端或其它S7-200 PLC进行灵活地通信。
(3) PROFIBUS-DP网络
利用EM277通信扩展模块,S7-200 PLC只能作从机使用。
它提供了与过程现场总线系统PROFIBUS-DP之间良好的接口能力,能与所有的SIMATIC系统组件直接通信,进入到快速(12Mbit/s波特率)的现场总线领域。
2 西门子S7-200 PLC与iFIX3.0通讯
西门子S7-200 PLC可以通过PC/PPI电缆直接与上位PC机连接,建立通讯,但是由于PPI协议是
西门子公司未公开的协议,iFIX3.0的公共驱动程序不包括针对PPI协议的S7-200 PLC的驱动,因此西门子S7-200 PLC与iFIX3.0通讯必须开发特定的驱
动程序,增加了开发周期和开发费用。
利用可编程自由口通信模式(free port mode)在PLC上通过编程转换为公开类似Modbus的协议,通过固定对应方法建立S7-200 PLC与iFIX3.0的通讯。
3 西门子S7-200 PLC自由口通讯程序
本程序包括一组子程序和中断程序,通过S7-200自由端口功能来产生从Mod bus RTU,使PLC作为从站,上位PC机作为主站。
子程序和中断程序用来初始化和处理Modbus的请求。
有两个程序必须加到用户主程序中,一个程序用来在第一次扫描时初始化Modbus,另一个程序检查一个M位,和处理已有的Modb us请求。
第二个程序放在靠近用户主程序结束的地方(就在MEND之前),以便数据只在扫描结束时发生改变。
***程序结构***
主程序:
NETWORK 1
LD SM0.1
CALL COMM_INIT
NETWORK 2
LD M31.7
CALL RW_CALL
R M31.7, 1
子程序和中断程序是:
SBR100 初始化Modbus RTU 驱动器.
SBR101 处理Modbus 请求和传送响应
SBR102 处理Modbus 功能1和2
SBR103 处理Modbus 功能3和4
SBR104 处理Modbus 功能5
SBR105 处理Modbus 功能6
SBR106 处理Modbus 功能15
SBR107 处理Modbus 功能16
SBR101 产生错误响应2
SBR102 初始化CRC 表
SBR103 计算CRC
INT150 静止线定时器到时处理
INT151 在等待静止线定时器到时期间收到字符的处理
INT152 接收请求的首字符.
INT153 接收请求的其余字符
INT154 静止线定时器到时后结束请求
INT155 发送完后复位静止线寻找
本程序允许一个或多个S7-200连接到主Modbus。
它利用S7-200的自由通信口功能来执行Modbus RTU协议。
Modbus RTU协议是一个二进制协议。
Modb us RTU协议传送8位二进制字符,每个字符也包括一个起始位,一个或两个停止位(S7-200提供一个停止位),一个可选择的奇偶校验位。
Modbus RTU协议是一个主从协议。
这就意味着一个网络配置包括一个主设备(一台主机)和一个或多个从设备。
每个从设备有不同的地址。
主机给一个从机发送请求,然后等待从机的响应。
从机将回答此请求已收到或出现错误。
如果请求没有正确接收到,则有象奇偶错或CRC(校验和)错这一类的传送错误。
此时从机将不响应,主机必须在等待一个适当的时间后重新发送请求。
以下讲述的程序设定S7-200为9600波特,偶校验它可以通过在SBR 50里修改通信口设置而改变Modbus RTU协议使用CRC(循环冗余检验)来进行出错校验。
在此程序中S7-200 PLC存储器区域对应Modbus地址:(程序无Q区域,控制输出用M区)
I0.0->10001,I0.1->10002,……I0.7->10008,I1.0->10009……
VW0->40001,VW2->40002,VW4->40003,VW6->40004……
M0.0->00001,M0.1->00002,……M0.7->00008,M1.0->00009……
4 在上位PC机设置iFIX3.0与西门子S7-200PLC通讯
在上位机安装iFIX的I/O驱动库中的MB1驱动(针对Modbus协议),进入i FIX3.0系统配置(SCU)环境,启动MB1驱动,建立iFIX3.0与西门子S7-20 0 PLC连接。
首先,添加通道(Channel0,Channel1……)在此项中设置通讯方式、通讯接口、通讯速率、通讯数据格式等;在此方案中选波特率9600,8位数据,1位停止位,偶校验(9600 8E1)。
然后,在通道下添加设备(Device0,Device 1……),在此项中与设备连接,设置设备地址,数据重发次数,延迟时间等;注意设备地址必须与通讯程序中地址一致。
最后,再在设备中添加数据块(DataBlock0,DataBlock1……),通过与上述通讯程序设定的对应关系:
I0.0->10001,I0.1->10002,……I0.7->10008,I1.0->10009……
VW0->40001,VW2->40002,VW4->40003,VW6->40004……
M0.0->00001,M0.1->00002,……M0.7->00008,M1.0->00009……
添加各数据块。
注意,以上各步骤中把Enable框选上,iFIX3.0与西门子S7-200 PLC通讯完成。