数控车技能竞赛实操训练图纸集
数控车工技师高级技师实操图纸一
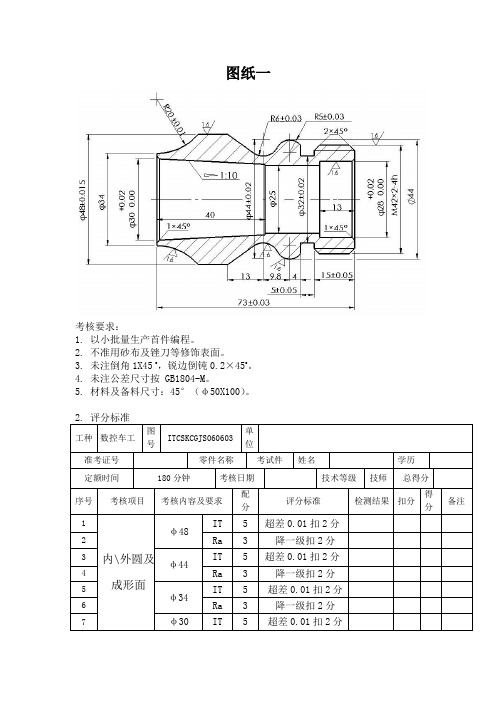
图纸一考核要求:1. 以小批量生产首件编程。
2. 不准用砂布及锉刀等修饰表面。
3. 未注倒角1X45 o,锐边倒钝0.2×45o。
4. 未注公差尺寸按 GB1804-M。
5. 材料及备料尺寸:45°(φ50X100)。
工种数控车工图号ITCSKCGJS060603单位准考证号零件名称考试件姓名学历定额时间180分钟考核日期技术等级技师总得分序号考核项目考核内容及要求配分评分标准检测结果扣分得分备注1内\外圆及成形面φ48IT 5 超差0.01扣2分2 Ra3 降一级扣2分3φ44 IT 5 超差0.01扣2分4 Ra 3 降一级扣2分5φ34 IT 5 超差0.01扣2分6 Ra 3 降一级扣2分7 φ30IT 5 超差0.01扣2分3、技能练习题一毛坯图(材质:45号钢)4、工、量具清单刀具清单量具清单5、参考工艺⑴.设坐标原点。
⑵.钻孔为φ22,调用镗孔刀,用G71、G70指令粗、精车出1:10锥度、φ25内孔,并控制尺寸精度。
⑶.调用外圆尖刀,用G73、G70指令粗、精车出R40、R6、R5圆弧面、φ48外圆、锥度,并控制尺寸精度。
⑷.返回原点,换回粗车外圆车刀,消除刀补。
⑸.掉头,用变径套φ48夹住φ48外圆车另一头并控制工件总长。
⑹.设坐标原点。
⑺.钻孔为φ25,调用镗孔刀,用G71、G70指令粗、精车出φ28内孔、倒角,并控制尺寸精度。
⑻.调用外圆尖刀,用G71、G70指令粗、精车出螺纹表面,并控制尺寸精度。
⑼.调用切槽刀,用单段指令,把φ32槽车出后,倒角。
⑽.调用螺纹车刀,利用G76指令,将M42的螺纹车出。
⑾.返回原点,换回粗车外圆车刀,消除刀补。
⑿.结束程序。
6、注意事项⑴.一切操作必须听从工作人员的统一指挥。
⑵.按规定穿工作服,并准备规定的防护用具。
⑶.保证自备的仪器、工、量具齐备良好。
⑷.严格按照操作规程和安全规程操作。
⑸.发生事故时,要沉着、积极配合工作人员处理。
2021年数控车技能竞赛实操训练图纸集

技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料图号:01
15 其她项目
(5分)
①未注尺寸公差按照GB1804-92M。
②工件必要完整,考件局部无缺陷(夹伤等)。
③扣分不超过5分。
16 加工时间定额时间:180分钟。
届时间停止加工。
记录员监考人检查员考核人注:1、成绩相似者,按完毕时间先后排序
注:1、成绩相似者,按完毕时间先后排序
技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料
图号:03 1:1 1 45
姓名日期
上饶职院数控车竞赛训练试题(3)评分
技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料
图号:04 1:1 1 45
姓名日期
上饶职院数控车竞赛训练试题(4)评分
注:1、成绩相似者,按完毕时间先后排序。
技能大赛初期训练数控铣工图纸

欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!。
数控车比赛图纸1

B
C
D
E
F 1
40 H7/g6
2
3
4
5
6
7
8
A
83 2
+0.03 0
85
B
73
C6
28 H8/g7
40
配合-1
配合-2
D
技术要求
1、能完成两种配合情况; 2、螺纹能完整配合; 3、锥面配合接触面积大于75%; 4、配合后满足上述的审查尺寸。
2
3
4
教师组1-装配图
C0.5×45°
1.6
D
R50
轴2
轴1和轴2
设计 制图 额定工时 6h
校对 日期 共3页
2009.5 第2页
图号 数量 材料
教师组-1
各1件 比例 2:1
45#
重量
2009年广州市技工院校 职业技能竞赛
1
2
3
4
5
6
7
8
A
3.2
A
其余
R50
B C D E F
1
40
g6
- 0.01 - 0.03
1.6
26
1.6 M22×1.5
0.02 A
35 ±0.10
6 ±0.02
14
+0.03 0
1.6
1.6
4
10° 1.6
16
23
1.6 18 1.6
30
R50
轴1
技术要求 1、轴2两端面允许存在中心孔; 2、未注倒角为0.5×45°; 3、未注公差按GB/T 1084-2000; 4、利边倒钝。
2
3
4
数控车床实训系列图纸

要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工时间
定额时间:210分钟。到时间停止加工。
记录员
监考人
检验员
考评人
注:1、成绩相同者,按完成时间先后排序
技术要求:
1.螺纹处倒角为2,其他未注倒角为1;
2.未注尺寸公差按1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件
比例
数量
材料
图号:03
1:1
1
45
姓名
日期
上饶职院数控车竞赛训练试题(3)
3
21±0.03
4
超差0.01扣配分的1/2
4
21±0.05
4
超差0.01扣配分的1/2
50±0.05
2
超差0.01扣配分的1/2
5
圆孔
+0.015
ф54-0.01
8
超差0.01扣配分的1/2
6
R1.6
4
降一级扣配分的1/2
7
+0.02
ф400
8
超差0.01扣配分的1/2
8
3.2
4
降一级扣配分的1/2
评分
技术要求:
1.螺纹处倒角为2,其他未注倒角为1;
2.未注尺寸公差按1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件
比例
数量
材料
图号:04
1:1
1
45
姓名
日期
上饶职院数控车竞赛训练试题(4)
评分
技术要求:
1.螺纹处倒角为2.5,其他未注倒角为1;
2.未注尺寸公差按1804-92M;
8
R1.6
3
降一级扣配分的1/2
9
+0.02
ф500
4
超差0.01扣配分的1/2
10
3.2
3
降一级扣配分的1/2
11
+0.03
ф450
4
超差0.01扣配分的1/2
12
1.6
3
降一级扣配分的1/2
13
0
ф41-0.03
4
超差0.01扣配分的1/2
14
3.2
3
降一级扣配分的1/2
15
+0.01
ф60-0.03
③扣分不超过10分。
24
其他项目
(5分)
1未注尺寸公差按照1804-92M。
2工件必须完整,考件局部无缺陷(夹伤等)。
③扣分不超过5分。
25
加工时间
定额时间:210分钟。到时间停止加工。
记录员
监考人
检验员
考评人
注:1、成绩相同者,按完成时间先后排序
技术要求:
1.螺纹处倒角为2,其他未注倒角为1;
2.未注尺寸公差按1804-92M;
19
安全文明
生产
按比赛相关规定评定,每违反一项规定从总分中扣除2分。
20
程序编制
(10分)
①程序要完整,连续加工(不允许手动加工)。
②加工中有违反数控工艺,视情况酌情扣分。
③扣分不超过10分。
21
其他项目
(5分)
3未注尺寸公差按照1804-92M。
4工件必须完整,考件局部无缺陷(夹伤等)。
③扣分不超过5分。
5处
5
每漏或错一处扣1分
19
安全文明
生产
按比赛相关规定评定,每违反一项规定从总分中扣除2分。
20
程序编制
(10分)
①程序要完整,连续加工(不允许手动加工)。
②加工中有违反数控工艺,视情况酌情扣分。
③扣分不超过10分。
21
其他项目
(5分)
5未注尺寸公差按照1804-92M。
6工件必须完整,考件局部无缺陷(夹伤等)。
③扣分不超过5分。
22
加工时间
定额时间:180分钟。到时间停止加工。
记录员
监考人
检验员
考评人
注:1、成绩相同者,按完成时间先后排序
4
超差0.01扣配分的1/2
12
3.2
4
降一级扣配分的1/2
13
+0.03
ф410
4
超差0.01扣配分的1/2
14
3.2
4
降一级扣配分的1/2
15
椭圆弧
3处
3.2
6
每一处降一级
扣配分的1/2
16
外螺纹
M30X2
4
不符合螺纹环规扣全分
17
内螺纹
M30X2
4
不符合螺纹塞规扣全分
18
倒角
5处
5
每漏或错一处扣1分
24
椭圆弧
1处
1.6
2
每一处降一级
扣配分的1/225 Nhomakorabea外螺纹M30X2
3
不符合螺纹环规扣全分
26
内螺纹
M30X2
3
不符合螺纹塞规扣全分
27
倒角
7处
7
每漏或错一处扣1分
28
安全文明
生产
按比赛相关规定评定,每违反一项规定从总分中扣除2分。
程序编制
(10分)
①程序要完整,连续加工(不允许手动加工)。
②加工中有违反数控工艺,视情况酌情扣分。
2
超差0.01扣配分的1/2
2
20±0.1
2
超差0.01扣配分的1/2
3
52.8±0.1
2
超差0.01扣配分的1/2
4
+0
48-0.1
2
超差0.01扣配分的1/2
5
27±0.05
3
超差0.01扣配分的1/2
6
6±0.05
3
超差0.01扣配分的1/2
7
圆孔
ф60±0.015
4
超差0.01扣配分的1/2
3.不得用油石砂布等工具对表面进行修饰加工。
配合件
比例
数量
材料
图号:02
1:1
1
45
姓名
日期
评分
选手姓名
参赛编号
总得分
序号
考核项目
考核内容与要求
配分
评分标准
检测结果
扣分
得分
备注
1
长度
+0.1
66-0
4
超差0.01扣配分的1/2
2
30±0.05
4
超差0.01扣配分的1/2
3
+0.1
27-0
4
超差0.01扣配分的1/2
4
超差0.01扣配分的1/2
17
1.6
3
降一级扣配分的1/2
18
+0
ф50-0.02
4
超差0.01扣配分的1/2
19
1.6
3
降一级扣配分的1/2
20
+0.04
ф41-0
4
超差0.01扣配分的1/2
21
3.2
3
降一级扣配分的1/2
22
圆弧
+0
Sф60-0.05
4
超差0.01扣配分的1/2
23
1.6
3
降一级扣配分的1/2
3.不得用油石砂布等工具对表面进行修饰加工。
配合件
比例
数量
材料
图号:05
1:1
1
45
姓名
日期
上饶职院数控车竞赛训练试题(5)
评分
选手姓名
参赛编号
总得分
序号
考核项目
考核内容与要求
配分
评分标准
检测结果
扣分
得分
备注
1
长度
+0.1
63.3-0
2
超差0.01扣配分的1/2
2
24±0.03
4
超差0.01扣配分的1/2
技术要求:
1.螺纹处倒角为2,其他未注倒角为1;
2.未注尺寸公差按1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件
比例
数量
材料
图号:01
1:1
1
45
姓名
日期
上饶职院数控车竞赛训练试题(1)
评分
选手姓名
参赛编号
总得分
序号
考核项目
考核内容与要求
配分
评分标准
检测结果
扣分
得分
备注
1
长度
84±0.1
9
ф28±0.01
8
超差0.01扣配分的1/2
10
1.6
4
降一级扣配分的1/2
11
+0.03
ф410
8
超差0.01扣配分的1/2
12
3.2
4
降一级扣配分的1/2
15
椭圆弧
2处
1.6
8
每一处降一级
扣配分的1/2
16
外螺纹
M30X2
4
不符合螺纹环规扣全分
17
内螺纹
M30X2
4
不符合螺纹塞规扣全分
18
倒角
4
7±0.05
4
超差0.01扣配分的1/2
5
圆孔
ф61±0.015
4
超差0.01扣配分的1/2
6
R1.6
4
降一级扣配分的1/2
7
+0.03
ф410
4
超差0.01扣配分的1/2