LED灯具作业指导书
LED灯具作业指导书
LED灯具作业指导书
文件编号:XG-JS-ZY-001-2013 版本:B/0
受控状态:
分发号:
编制:
审核:
批准:
修改记录
LED灯具作业指导书1.目的:
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:
本标准适用于生产车间LED灯具的制作过程。
3.职责:
技术部负责本标准的编制、修改。
生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
品质部及有关人员参与对指导书及评审工作。
仓储部负责生产备料与物料申报及时申报料品库存。
采购部配合仓库及时购料。
4.程序:
销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
路灯作业流程
5.相关文件:
《成品检验作业指导书》
6.记录:
《领料单》
《物料清单》 XG-JS-JL-006-2013/B/0 保存期限:3年《成品入库单》
7.补充:。
led作业指导书_secret_图文(精)

文件编号:QI-ED-01 版页日本:A1 次:27/27 期:05、09、26 LED 作业指导书(烘烤)一、目的:使烘烤工序严格受控、保证产品品质。
二、使用范围:固晶烘烤或灌胶烘烤。
三、使用设备工具:烘箱、手套,烘烤记录表。
四、相关文件:《生产工作单》五、作业规范 5.1 依据工作指令单上所开的烘烤要求设定不同产品型号所对应的烘烤温度。
5.2 烘烤材料时要根据不同材料去选定相对应的颜色、烤箱去进行烘烤。
烤箱温度一般在正负 3 度公差左右为常公差。
六、注意事项 5.3 烤箱温度一般在正负 3 度公差左右为常公差。
六、注意事项 6.1 固晶烘烤 150 度,90 分钟; 6.2 注意烘烤时间不能过长而缩短,导致品质不良现象。
6.1 产品短烤 125 度±3 度,60 分钟; 6.2 3¢产品长烤 125 度±3 度,6 小时;5¢产品长烤 125 度±3 度,8 小时。
6.3 注意烘烤时间不能过长而缩短,导致品质不良现象。
2018-2019-led灯具作业指导书word版本 (5页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯具作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:LED平板灯_面板灯生产工艺及作业指导书1平板灯生产作业流程图篇三:LED平板灯面板灯生产作业指导书(NEW)W&J照明有限公司平板灯生产作业指导书作业流程图篇四:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:。
【最新推荐】led筒灯作业指导书-word范文模板 (10页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led筒灯作业指导书篇一:作业指导书-筒灯篇二:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达(来自: : led筒灯作业指导书 )《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇三:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:(1)、正负极要认准,(2)、灯珠安放端正并紧贴铝基板,以免反光罩不对孔位,LED路灯作业指导书2(3)、导热硅脂用量要适中(每颗灯珠约用0.1mg),涤层要均匀,小心硅脂污染灯珠表面、周围物体和人体。
LED泛光灯作业指导书
• • •
注:所有备料工作可同时展开
组装
1、固定光源 2、腊管保护 3、母全端子压接 4、保护膜去除 5、反射器安装 6、清洁 7、玻璃及玻璃盖板 安装 8、调试 9、集成电源板安装 10、各导线正确连线 11、集成后盖安装 12、全面检查外观 13、运至老化区 • 作业要点
•
• • • •
光源固定严禁触碰光源表面,否则 会造成光源损坏。
壳体拆卸
• • • • • • 1、灯壳解体 2、各安装孔修正 3、散热器抛光 4、反射器检查 5、玻璃检查清洁 6、部件码放 • • • 作业要点 拆卸时严禁金属工具触碰壳体,玻 璃,反射器。 安装孔必须用直径2.5mm钻头检查 孔径是否符合,孔大:检出 孔小: 修正 反射器不符检验标准的检出 玻璃用玻璃水、麂皮清洁,必须戴 手套 部件码放整齐,壳体部分注意不要 磕伤,轻拿轻放,玻璃中间用薄膜 隔开,反射器用纸或隔开。反射器 一摞不能超过20个,避免变形。
所有固定螺钉安装时禁止有松动保 证接触无缝隙。 反射器内部、表面清洁保证无异物 玻璃内外表面无印迹 调试完成后,调节螺丝出必须有热 熔胶固定,防止因震动造成光源功 率失准。
•
• •
后盖安装必须紧密无缝隙,防水胶 圈位置及方向正确。 按照标准检验外观,确保品质。
运输过程注意不要造成整灯外观的 磕伤、划伤。
• •
作业要点 保证光源有效面积完全覆盖,两侧 焊点未有遮挡。否则焊接时会有焊 料飞溅在光源表面
•
光源焊接
•
作业要点
•
•
取前工序备好的线料和光源进行焊 接。 用有绝缘性质的硅密封胶涂敷焊点
•
焊接时间和温度一定严格把控,温 度不能超过400℃,时间不能大于 5″,否则将影响光源寿命。
LED作业指导书

工程名称产品型号标准工时54 S 作业人数1文件编号OS-1工位号A01版本02数量责任人作业员作业员1.烙铁焊接温度350°±10,焊接时间2-3S;2.焊接完毕后注意检查极性是否正确,电池组金属部分不得与开关插座金属部分以及电子板触碰,以免短路烧板;作业员3.焊接完毕后,使用蓝色静电袋包装摆放整齐;编制:日期:张长青2015.8.22审批:日期:生效日期:品 质 要 求 及 注 意 事 项作 业 步 骤1.将DC头引线红色焊接在 +5V 位置,黑引线焊接在 GND 位置;图12.将轻触开关白色引线焊接在 K+ 位置,黑色引线焊接在 K- 位置,图23.将灯杯棕色引线焊接在 + 位置,黑色引线焊接在 - 位置,图34.将电池组红色引线焊接在B+位置,黑色引线焊接在 B- 位置,图4轻触开关部件DC插座部件灯杯部件1.01.017.0001电子控制线路板1.01.020.0001电子控制线路板焊接组件LED 电子灯零件编码零件名称设备/工夹具防静电烙铁、锡线、固定夹具、镍氢电池黑色GND红色+5白色K+黑色K-棕色+黑色一黑色B 一红色图1.图2.图3.图4.工程名称产品型号标准工时24s 作业人数1文件编号OS-1工位号A02版本数量责任人作业员作业员生效日期:编制:日期:2015.8.22审批:日期:品 质 要 求 及 注 意 事 项1.注意引线方向,左边黑色,中间红色;2.焊线前先在引脚上镀锡以方便焊接,焊接后检查不得有假焊虚焊不良;自检合格方可流向下一工序;作业员3.焊接引线温度350°C ±10,焊接时间2-3S3.将焊接好引线的插座取下,并检查焊点外观没有短路及假焊;图2.作 业 步 骤1.将插座固定在夹具上,先将引脚上锡方便焊接 如图1.2.将黑色引线焊接在插座左引脚上,红色引线焊接在中间引脚上,如图1.DC插座部件焊接DC插座引线L ED电子灯零件编码零件名称设备/工夹具防静电烙铁、锡线、固定夹具、红色引线焊中间黑色引线焊左边将插座固定在夹具,并在引脚上锡图1.将焊接完毕的插座取下并检查极性和焊点没有假焊工程名称产品型号标准工时24s 作业人数1文件编号OS-1工位号A03版本数量1责任人作业员 3.自检合格方可流向下一工序;生效日期:编制:日期:张长青2015.8.22审批:日期:品 质 要 求 及 注 意 事 项1.烙铁焊接温度350°C±10。
LED作业指导书

LED作业指导书在咱们的日常生活中,LED 灯那可是随处可见。
您瞧瞧,家里的台灯、街上的路灯、商场的大屏幕,好多地方都有它的身影。
今天,我就来给您好好唠唠这 LED 作业的那些事儿。
先来说说准备工作吧。
要进行 LED 相关的作业,那工具可得准备齐全咯。
像电烙铁、螺丝刀、万用表这些都是必不可少的。
我记得有一次,我着急开始作业,结果发现电烙铁找不到了,那叫一个着急呀!满屋子翻箱倒柜地找,最后在一个角落里发现了它,原来是上次用完随手一放给忘了。
这就提醒咱们,用完工具一定要放回原位,不然关键时刻容易掉链子。
然后是材料的选择。
LED 灯珠有各种各样的型号和颜色,您得根据具体的需求来挑选。
比如说,如果是要做一个温馨的卧室小夜灯,那可能就会选择暖黄色的灯珠;要是做一个明亮的阅读灯,那就得选白色的、亮度高的灯珠啦。
还有电阻、电容这些小零件,也都得选对规格,不然电路可就出问题喽。
接下来就是重头戏——焊接啦。
这焊接可是个技术活,得小心谨慎。
先把电烙铁插上电预热一会儿,等温度合适了,再把灯珠的引脚和电路板上的焊点对齐,轻轻点上一点焊锡丝。
这里要注意,焊接的时间可不能太长,不然容易把灯珠或者电路板给烫坏。
我之前就有一次因为焊接时间太长,把一个好好的灯珠给弄报废了,心疼得不行。
在安装 LED 灯的时候,也要注意正负极别接反了。
要是接反了,灯可就不亮啦。
有一回我帮朋友装一个 LED 灯条,装完之后怎么都不亮,检查了半天,才发现是正负极接错了,重新接好之后,灯一下子就亮了起来,那种成就感真是没得说。
还有很重要的一点就是电路的设计。
要根据LED 灯的数量和功率,合理地设计电路,计算好电阻的阻值,保证电流和电压都在合适的范围内。
这就像是给 LED 灯们搭建一个舒适的家,让它们能够稳定地工作。
完成作业之后,别忘了进行测试和检查。
看看灯能不能正常亮起,亮度是否均匀,颜色有没有偏差。
如果有问题,就得及时排查和解决。
总之,LED 作业虽然看起来简单,但是每一个环节都需要我们认真对待,不能马虎。
led生产作业指导书格式
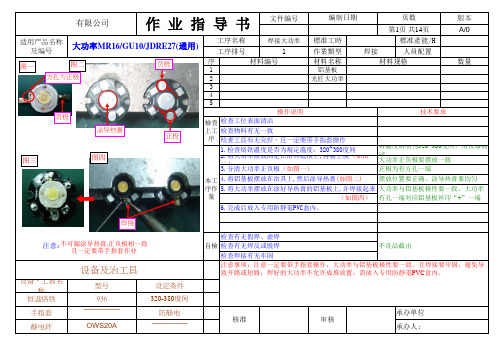
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LED灯具作业指导书
文件编号:XG-JS-ZY-001-2013 版本:B/0
受控状态:
分发号:
编制:
审核:
批准:
修改记录
LED灯具作业指导书1.目的:
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:
本标准适用于生产车间LED灯具的制作过程。
3.职责:
3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:
4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程
5.相关文件:
《成品检验作业指导书》
6.记录:
《领料单》
《物料清单》 XG-JS-JL-006-2013/B/0 保存期限:3年《成品入库单》
7.补充:。