程式单
CNC程式单
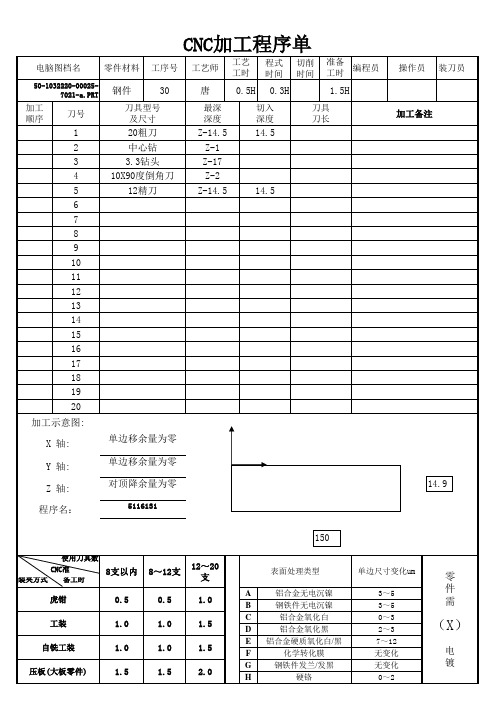
电脑图档名
50-1032220-000257021-a.PRT
零件材料
工序号
工艺师
工艺 工时
程式 时间
切削 时间
准备
最深 深度
0.5H
0.3H
切入 深度
1.5H
刀具 刀长 加工备注
加工 顺序
刀号
刀具型号 及尺寸
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 加工示意图: X 轴: Y 轴: Z 轴: 程序名:
(X)
电 镀
20粗刀 中心钻 3.3钻头 10X90度倒角刀 12精刀
Z-14.5 Z-1 Z-17 Z-2 Z-14.5
14.5
14.5
单边移余量为零 单边移余量为零 对顶降余量为零
5116131
14.9
150
使用刀具数 装夹方式 CNC准 CNC准 备工时
8支以内 0.5 1.0 1.0 1.5
8~12支 12~20支 12支 12~20支 0.5 1.0 1.0 1.5 1.0 1.5 1.5 2.0
A B C D E F G H
表面处理类型 铝合金无电沉镍 钢铁件无电沉镍 铝合金氧化白 铝合金氧化黑 铝合金硬质氧化白/黑 化学转化膜 钢铁件发兰/发黑 硬铬
单边尺寸变化um 3~5 3~5 0~3 2~3 7~12 无变化 无变化 0~2
虎钳 工装 自铣工装 压板(大板零件) 压板(大板零件)
零 件 需
MASTERCAM2018自动刀具单 刀具单 程式单 程序单 工单 加工报表 刀具表 刀具清单 刀单外挂 刀单插件
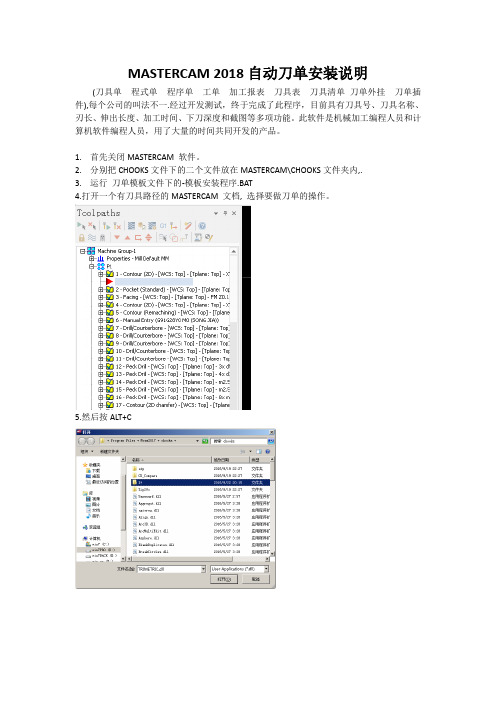
MASTERCAM 2018自动刀单安装说明(刀具单程式单程序单工单加工报表刀具表刀具清单刀单外挂刀单插件),每个公司的叫法不一.经过开发测试,终于完成了此程序,目前具有刀具号、刀具名称、刃长、伸出长度、加工时间、下刀深度和截图等多项功能。
此软件是机械加工编程人员和计算机软件编程人员,用了大量的时间共同开发的产品。
1.首先关闭MASTERCAM 软件。
2.分别把CHOOKS文件下的二个文件放在MASTERCAM\CHOOKS文件夹内,.
3.运行刀单模板文件下的-模板安装程序.BAT
4.打开一个有刀具路径的MASTERCAM 文档, 选择要做刀单的操作。
5.然后按ALT+C
6.打开X+文件夹,选择SETUPSHEET.DLL,点打开。
7.出现对话框,按对号确定。
8.等待2秒出现刀单(刀具单程式单程序单工单加工报表刀具表刀具清单刀单外挂刀单插件),每个公司的叫法不一,就是下面这个。
注意:
首次安装操作1-3
正常使用时只要操作4-7就可以了。
制作自动刀具单、程序单的好处:
1. 公司形象
2. 便于管理
3. 节约时间
4. 减少出错
5. 减轻高级技术人员劳动强度
刀具单,每家公司的需求不一样,编程员的要求也不一样,基本上没有统一的格式。
有模板肯定可以减轻工作量,以及减少出错几率,这是事实,也是趋势。
定制模板,可以满足不同的要求,我们已经掌握MASTERCAM 9.1\X3\X4\X5\X6\X7\X8\x9\2017\2018模板定制技术。
有需要的朋友可以联系我们。
CimatronE程式单制作

交互区约定说明:
TEL 编程者电话
DW-X、DW-Y 工件定位数据
X-Y/SN 说明:A=按工件中心 B=按工件基准点
DW-Z 对刀数据
Z/SN 对刀说明:A=工件顶面 B=工件底面
CS(适合按相同刀具为一路径模式出单)
CX(适合不同刀具在单一路径下模式)
将文件复制到X:\cimit?\var\post(it版)或X:\CimatronE\Program\IT\var\post下(E版)
操作说明:处理方式同普通后处理,只要选择所有程式一起后处理即可,相关技术参数在交互区设置。
CNC操作流程【范本模板】
CNC操作流程一、工作流程1、开机后必须先将机床归原点,如果机器较长时间没有运行,开机后必须空运转5—10分钟热机。
2、加工前要先看清楚程式单和2D散件图,确认与加工工件字码相同、尺寸大小相同,并对照程式单基准角确定工件摆放方向和装夹方法.3、工件上机前要先清理干净工作台面,工件有披峰、毛刺、时必须用油石、锉刀先清理干净并抹干净油渍、灰尘.4、打表时应注意:如果是精料,应检测工件的平行度、垂直度和水平度,确定工件直角后方校表,校表完后在固定加工工件。
5、分中应看清程式单所给的基准边,用一个丝的分中,确保精准度,分完中后必须检查一遍.6、装刀时应看清程式单给出的刀径、刀长,并根据加工形态,正确的选择刀头、刀具,严禁开粗、光刀的刀头、刀具混合使用。
装刀时必须吹干净刀头、索咀确保装刀同心度.中光、光刀时合金刀要测刀摆,刀摆中光在3丝以内,光刀在1丝以内。
飞刀中光、光刀时必须测刀径,中光刀径在5丝内,光刀径在2丝内。
对刀时应看清程式单所给的对刀面。
7、每一个程式启动前应看刀路的模拟,确定程式没有问题再加工。
加工开始时要先把进给倍率打低或走单节运行,刀具正常切入工件后再将进给率提高,走第一刀后确认深度和下刀位置是否正确,有问题应立即停止加工。
9、操作员在加工过程中如发现编程师所用刀具、程式、参数不合理,造成震动、弹刀、声音异常、刀粒磨损过快等等,都必须及时通知编程师改进。
10。
操作员在加工过程中必须密切关注刀具、刀粒磨损情况,及时研磨刀具或更换刀粒,避免断刀或损坏刀杆。
11、在机床正常运转后应做好下一个程式或下一个加工工件的准备工作,如装好下把刀等。
12。
工件开完粗后必须清扫工作台,清除铁屑后方可开切削油光刀,严禁不开切削油光刀,光刀必须测刀摆,防止加工工件过切或留有余量.13、易测工件加工完后应通过校表、卡尺、塞规检查工件尺寸并目测工件外观,判定工件是否有合格;主料、大料如用飞刀光刀时间超过两小时需通过测刀径、查看刀粒磨损情况并通知相关编程师一起来判断加工工件是否准确。
CNC加工程序单(供参考)
D12R08 L80
0
2500
400
0.2/--
精加工(光刀)等高加工
QM-jing-Q6L80
M7
Q6L80
0
2500
400
--/10%
白钢刀,3刃
精加工(光刀)固定轴加工
程式确认
检测人
審核
机台类型
XK860
操作人
完成時間
备注:
刀具:硬质合金刀片/整体硬质合金刀具/整体高速钢/2刃/3刃/4刃
刀具
刀片/合金刀/白钢刀/2刃/3刃/4刃
加工阶段和操作类型
XQ-ru-D35R5L60
M1
D35R5L60
1
1500
150
1 / 80%
合金刀片,3刃
粗加工(开粗)型腔加工
XQ-ru-D25R5L80
M2
D25R5L80
1
1500
150
1/ 80%
粗加工(开粗)型腔加工
QJ-ru-D20R08L80
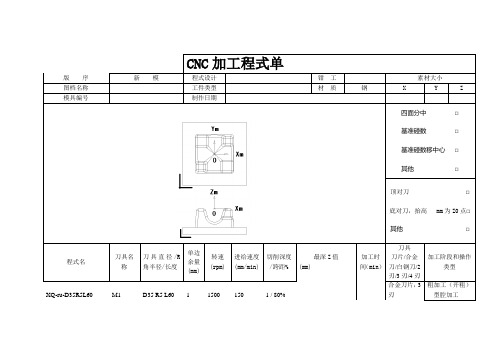
CNC加工程式单
版序
新模
程式设计
钳工
素材大小
图名称
工件类型
材质
钢
X
Y
Z
模具编号
制作日期
四面分中□
基准碰数□
基准碰数移中心□
其他□
顶对刀□
底对刀,抬高mm为Z0点□
其他□
程式名
刀具名称
刀具直径/R角半径/长度
单边余量
(mm)
转速
(rpm)
进给速度
(mm/min)
切削深度/跨距%
最深Z值
(mm)
加工时间(min)
M3
CNC设备操作规范
10MM处,在控制面板上将X.Y.Z.三轴的数据归零,移动X轴向工件慢慢的靠近,直 到分中上下两节轻微的错位,在控制面板上将X轴的数据归零,如次反复几次,直
到控制面板上的数据有两二次以上一至,再次将X轴的数据归零到工件表面上下班 100MM处,移动X轴到工件的另一边,参照上一方法将几次的数据测统一(X轴不必 归零),将测得的数据除以2,抬起Z轴移动X轴到此数据处,将X轴的数据归零,根
据同一方法分中.(注意:分中时,分中棒上下两节错位的程度必须一至). 1.4抄数 1.4.1 在控制面板上将X.Y分中所得数据抄入CNC程式相对应的坐标中如:G54,G55等.
1.4.2 按程式单要求将Z轴对刀数抄入与NC T程式相对应座标中(如:G54,G55等). 1.4.3 如程式单要求三轴偏数,则先将X.Y.Z移到偏数的坐标处再按A.B步骤抄数.
金刀).
制订 确认 审核
文件编号
机器操作安全规范(CNC)
版次页数Biblioteka 第1页CNC工具机为提高生产效率,经常使用高动力,而且是自动化操作,故一不小心可能造 成很 大的伤害,所以操作人员除熟悉CNC工具机的构造,性能及操作方法外,更必须注意自 身及 附近工作同仁的安全.
共1页
1.操作CNC工具机之前,必须先习得机械控制方法. 2.身体精神不适时,切勿操作机械. C工具机稍有毛病时,必须先修复后方可使用. 4.在工作周围须有足够的灯光以便作一些检查. 5.不准将工具放在主轴头.工作台及防护盖上. 6.有长发者必须绑好头发以避免发生伤害. 7.大工件搬运时.工作人员须有两以上. 8.机台停止时才能调整主轴上的切销油喷嘴流量及喷气开关. 9.请勿触摸运转中的工件或主轴. 10.机器运转时请勿用手或抹布清除切屑. 11.机器运转时请勿将防护盖打开. 12.重切销时请注意高温切屑. C工具之电器控制箱不可打开,如电器箱故障,亦应由电器技术人员修复. 14.使用机械前应检查机械状况. 15.电器部分须接地的都需要确时接地. 16.请勿任意改内值,容量以及其它电脑设定值. 17.切勿与操作人员交谈,使其分心. 18.刀具安装后,请事先作试车. 19.机床切削过程应关好防护门,避免铁屑,切屑油飞出机床外. 20.上班时必须穿好安全鞋. 21.严禁无关人员操作机床,触动各旋钮,出现异常情况应及时按下紧急停机按钮. 22.下班时,一定要正常关机并切断电源. 23.机器如有问题不得自行拆卸零部件,应及时报告由相关技术人员解决.
UG批量后处理带程式单的修改方法
UG批量后处理带程式单的修改方法UG批量后处理带程式单的修改方法(申请加精)有些朋友用起来有点不习惯,如程式头有一些输出的资料不需要,有些又要加一些指令进去,这里我来说说我自己需要的程式头的修改方法,希望对初学者有点帮助.先看看,右图是最初这个后处理处理出来的效果,我自己用的在左图,我以下的做法就是把右边的头部改为左边的样子。
Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequencyHighway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequency里面还有还有很多都可以自己个性化修改,如限制主轴最高和最低转速,设定进给率的上下限等等,自己慢慢摸索吧。
CimatronE程式单制作
CimatronE程式单制作
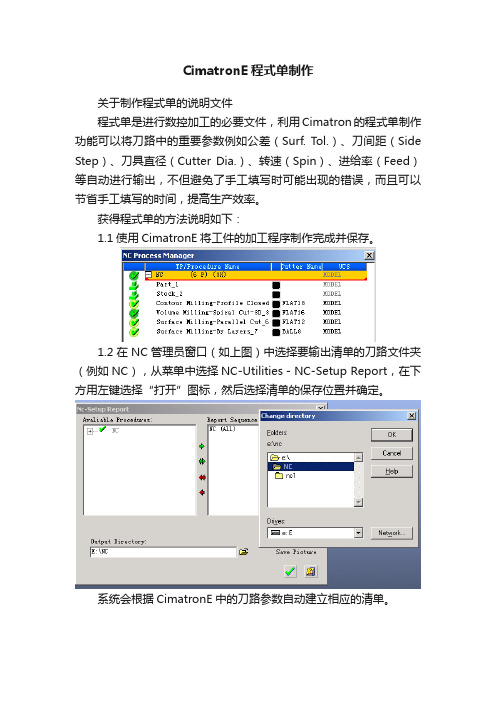
关于制作程式单的说明文件
程式单是进行数控加工的必要文件,利用Cimatron的程式单制作功能可以将刀路中的重要参数例如公差(Surf. Tol.)、刀间距(Side Step)、刀具直径(Cutter Dia.)、转速(Spin)、进给率(Feed)等自动进行输出,不但避免了手工填写时可能出现的错误,而且可以节省手工填写的时间,提高生产效率。
获得程式单的方法说明如下:
1.1使用CimatronE将工件的加工程序制作完成并保存。
1.2在NC管理员窗口(如上图)中选择要输出清单的刀路文件夹(例如NC),从菜单中选择NC-Utilities-NC-Setup Report,在下方用左键选择“打开”图标,然后选择清单的保存位置并确定。
系统会根据CimatronE中的刀路参数自动建立相应的清单。
1.3单击左下角的Change Grid View,然后可以取消清单中不需要的项目。
1.4选择一种输出的格式(包括ASCII、EXCEL、HTML三种),再选择OK即可在指定的位置输出程式单,程式单是根据NC档案和刀路文件夹来进行命名的。
2。